
Abstract
This study examines the abrasive wear behavior of nano-sized steel scale on the CuZn35Ni2 Soft material. CuZn35Ni2 Soft material was used as a sample, and the three-body wear mechanism formed by nanoscale particles mixed with lubricating oil was investigated using a ball-on-flat tester. Three different loads, three different sliding speeds and three different environment variables were used in the experiments. A lubricant containing 0.15 and 0.3 wt.% nanoscale and a non-abrasive lubricant was used to form the medium. The experimental results were obtained as mass loss, wear depth and friction coefficient and the wear surfaces were examined using scanning electron microscopy/energy-dispersive x-ray spectroscopy (SEM/EDX). The analysis of variance method was used to determine the effect of independent variables on the results. As a result of the study, it was concluded that the most effective parameter for mass loss and CoF was the environment, and the most effective parameter for the depth of wear was the load. It was concluded that there might be a difference of up to 10% in the coefficient of friction between the experiments and the predicted values. Still, in general, the predicted values and the experimental results agree.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
As a result of the contact of the hot material with the air during production in steel production facilities, an iron-oxide layer called ‘scale’ is formed on the material's surface. This layer is removed from the product surfaces using pressurized water and mechanical methods (Ref 1). The scale particles formed during production are spread to the environment by dusting. There are micro- and nano-sized particles in the dust, and nano-sized particles can enter many mechanical equipment and contaminate the lubricating oil (Ref 2, 3). This situation negatively affects the lubrication performance and reduces the life of equipment as it causes an abrasive wear (Ref 4). While under normal conditions, abrasive wear occurs as 2-body, and in the mentioned cases, it occurs as 3-body (Ref 5,6,7,8). Tribomechanical processes lead to the formation of these coatings and particles, which occur when the contact is subjected significant stress (Ref 9). They can decrease friction and wear by rolling or generating a transfer film, but they can also increase it by clogging the wear track with debris, making it more difficult for the wear track to do its job. The flow of separate third-body agglomerates under the influence of shearing loads is the primary factor that determines the wear rate of engineering materials. In these kinds of circumstances, the mechanical and rheological characteristics of third-body compacts emerge as key criteria affecting the wear resistance of the mechanical system (Ref 10, 11).
Çuvalcı and Çelik investigated the abrasive wear behavior of zinc aluminum alloy and tin bronze using a block-on-ring experimental setup. They subjected them to tests in varying loads, sliding distance, sliding speed and abrasive percentage content in the environment. They reported that the wear rate and coefficient of friction of alloys depend on the test conditions, such as sliding speed, applied load and abrasive environment concentration (Ref 12). Garcia et al. obtained 2D maps of the coefficient of friction, wear volume and specific wear rate with the help of reaction surface methodology to predict the tribological performance of AISI 316L stainless steel, which they tested using a ball-on-flat test setup as a function of sliding conditions. The wear mechanisms were described by analyzing the wear surfaces with scanning electron microscopy. They associated the reductions in CoF and wear volume with the lower hardness of the non-boronized specimen. They concluded that the increase in wear performance under oily conditions might be due to a passive layer formed on the material surface due to the chemical interaction of alloying elements with the solution in which they are immersed (Ref 13, 14).
Kondul and Çetin investigated the metallographic structure and wear behavior of boron-coated rail steels. They investigated the effects of different load and sliding speed conditions on the wear behavior of boronized rail steels in their studies carried out under dry sliding conditions using a ball-on-flat experimental setup. They stated that the applied load has a partial effect on the coefficient of friction, the effect of the sliding speed can be ignored, and the boronizing process greatly affects the reduction of the coefficient of friction. (Ref 15). Çetin and Korkmaz investigated the tribological performance of nano-silver particles at different concentrations with the parameters of temperature, coefficient of friction, weight loss and surface roughness. Abrasion tests were carried out using a ball-on-flat experimental setup. The experiments were carried out in dry and fluid environment conditions. They found that the decrease in aggregation increased the wear resistance, and the tribological performance significantly increased with the concentration ratio above 4% (Ref 16). He et al. investigated the tribological behavior of hard coating and anti-wear additives together under boundary lubrication conditions. Coated and uncoated steel specimens with lubricants containing various oils and anti-wear additives were tested in the ball-on-flat experimental setup. They stated that the wear in the steel ball material varies significantly depending on the counter surface material and the lubricant. They reported that the wear loss in the steel shot increased significantly when rubbing against a hard coating (Ref 17). Podgornik et al. investigated the effects of manufacturing wool and heat treatment properties on the wear resistance of maraging steel produced by the additive manufacturing method. The wear tests of the material were carried out using the ball-on-flat experimental setup. They reported when examined in terms of wear resistance, and they stated that the abrasive and adhesive wear resistance in the horizontal direction is high (Ref 18). Ahsab et al. (Ref 19) analyzed the breakdown of a massive leaded bronze bearing that holds up a nine-ton roller in a plastic calendering machine. The results of pin-on-disk wear tests in the laboratory were shown to match well with in-plant observations. A protective transfer layer may have been established on the worn surface thanks to the larger lead content (18%) of the excellent bearing, in comparison to the 7% lead content of the failed bearing. As a result of this transfer layer, less metal from the bearing and roller were in touch with one another, which reduced the rate of wear. The failing bearing's decreased lead content prevents the formation of a well-protected transfer layer, resulting in premature wear. Prasad (Ref 20) tested a leaded-tin bronze bushing's sliding wear behavior against a steel shaft under different loads and circumstances. While the wear response degraded with increased load, it improved after the introduction of the solid lubricant particles. In addition, neither the oil plus talc nor the oil plus lead lubricant combinations showed any noticeable variation in wear behavior during the experiments. However, the wear response was significantly enhanced by the oil containing lead and talc together; the best results were achieved in the case of the lubricant mixture consisting of lead and talc together in the oil at a ratio of 3:1.
In light of above experimental studies, it has been found that the copper alloys are mostly preferred as plain bearing material, and bronze materials in different compositions are available. However, it is seen that the number of sources about the three-body abrasive wear mechanism of bronze materials and the abrasive effect of nanoscale particles on three-body abrasive wear is not sufficient. To fill this gap in the literature, this study aimed to reveal the three-body abrasive wear behavior of bronze-bearing material under different conditions. In addition, the effective values of the parameters were determined by statistical analysis (ANOVA). Prediction equations were derived using the surface response method (RSM). The compatibility of the predicted values calculated using the equations with the experimental results was examined.
2 Experimental Procedure
A ball-on-flat experimental setup was used in this study. Experiments were conducted with a unique test device that allows testing to ASTM-G133 Standard (Ref 21). The sliding speed values are taken as the number of revolutions of the device. The sliding speed values are given in Table 1. A schematic view of the experimental procedure is given in Fig. 1.

Schematic view of the experimental procedure
Before the experiment, the specimens were washed and cleaned with tap water, and their moisture was removed with the help of a dryer. After this process, the specimens were weighed before the experiment. After the experiments, the specimens were degreased without damaging the traces on the specimen by using basic chemical material, washed with tap water and dried again and weighed. During the experiments, friction forces were measured instantaneously with the help of the dynamometer in the experimental setup and result in graphics were obtained. The wear marks on the specimen from the experiment were obtained in 2D with the help of a Mitutoyo SJ-410 profilometer. Profile measurements were made from three different points for each wear mark.
3 Material
In the study, bronze (CuZn35Ni2 Soft) material, preferred as the plain bearing material, was chosen from the system equipment that is directly exposed to the undesirable effects of scale. When the chemical composition of the selected material is examined, it is seen that it contains Cu ~ 70.81, Zn ~ 23.76, Ni ~ 3.45, and 1.98% others. Hardness values were measured in Quness Q10 A + microhardness measuring device. Yield strength was measured with the Zwick/Roel Z600 tensile tester. Before the experiments, 40 mm diameter circular cross-sectional specimens were produced, cut at 5 mm thickness and sanded (400, 800 and 1200 grit). Surface roughness values after sanding were measured with the help of Mitutoyo SJ-410 profilometer. The average hardness value of the sample is 132.33 (± 0.47) HV, yield strength is 146.82 (± 0.85), and surface roughness value is between 0.060 and 0.077 µm.
4 Abrasive Particles and Lubricant
Measurements were made from different points of the scale particles, and their chemical composition was determined. When the chemical composition of the abrasive particles was examined, it was seen that it contained O ~ 33.22, Fe ~ 33.50, Si ~ 5.04, S ~ 10.98, Sb ~ 8.18, Sn ~ 7.79, and Others 1.28%. The scale particles used in the experiments were first sieved with a 25 µm mesh sieve to bring them to nano-size. The sieved particles were reduced to nano-size by grinding in the mill. Scale particles were subjected to a milling process in 12 gr packages. ZrO2 balls were used in the grinding process. The scale particles were milled at a rotation speed of 700 rpm for 30 h with a grinding time of 10 min and a holding time of 2 min (Ref 22, 23). The parameters used in the milling process have been selected by using the operating instructions of the milling machine. The dimensions of the device, measured by taking random scale particles obtained after the process, were observed with the SEM measurements. In Fig. 2, the images and particle sizes of the scale particles are given.

SEM image and dimensional measurements of abrasive scale dust
A 220-viscosity lubricant was used as the lubricating medium in the experiments. The typical physical characteristics of the lubricant used are taken from the supplier's catalogue and are given in Table 2 (Ref 24).
Table 3 shows the particle, lubricant amounts and concentration values of the experimental environments. Experiments were carried out in three different environments. To determine the homogeneity of the mixture, settling studies were carried out. It was determined that the first precipitation in the samples occurred after 16 h, and the total precipitation took 8 days.
5 Abrasive Test
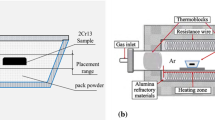
The ball-on-flat unit was used for the three-body abrasion tests and the parameters are given in Table 1. In the ball-on-flat test unit, a ball made of 100Cr6 material with a diameter of 6 mm and hardened by heat treatment was used as an abrasive. The hardness of the ball used is ~ 64 HRC (Ref 16). During the wear process, the ball was fixed to the abrasive arm and changed at each test's end. Figure 3 shows the experiment's schematic representation and the test unit's photographs.

Schematic representation of the test unit and the applied wear method. (a) Test setup, (b) schematic representation of test setup
6 Experimental Design
After the parameters were determined with the help of literature research during the experiment, the TAGUCHI method was used to reduce time and cost losses. The L9 (3 × 3) experimental design was created through the Minitab program (Ref 25, 26). TAGUCHI L9 orthogonal array control parameters are given in Table 4. The designed experiments chose load, sliding speed, and environment as independent variables. Also, as output values; coefficient of friction, weight loss, and wear depth values were used.
7 Results and Discussion
In the experiments, mass loss, coefficient of friction and wear profiles were investigated depending on the change in load, sliding speed and environment scale ratio. The data obtained from the experiments are given in Table 4. When Table 4 is examined, the values that show the greatest difference between the experimental results and the predicted values for CoF are 45 N load, 50 rpm and the environment without abrasive. The resulting difference is 10.9%, and the prediction result is higher than the experimental result. The values where the biggest difference between the experimental results and the predicted values for mass loss occurs are 30 N load, 35 rpm and an environment containing 0.15% abrasive. The resulting difference is 5.4%, and the prediction result is lower than the experimental result. The values where the greatest difference between the experimental results and the predicted values for the wear depth occurs are 30 N load, 35 rpm and an environment containing 0.15% abrasive. The resulting difference is 5.7%, and the prediction result is larger than the experimental result. Analysis of variance was performed using the data obtained from the study (Table 5). During this process, the variable source is given in the column (Ref 27, 28). When the R2(adj) values given in Table 5 are examined, it is seen that the independent variables have different effects on the output variables. When the reliability P-value in Table 5 is examined, the P-value associated with the sliding speed parameter in CoF values was obtained as 0.241. The fact that this value is greater than 0.05 indicates that the effect of sliding speed on CoF values is not significant. It is thought that the reason for this high value is because the abrasive particles in the environment cause some error in the coefficient of friction measurements. Apart from this value, the effects of load, sliding speed and environment on output values are significant. For the CoF output value, the squares of the independent variables and the P-value of their interactions are statistically insignificant because they are greater than 0.05.
Regarding the wear depth, when the squares of the independent variables and their interactions are examined, the P-value is insignificant for the LxL independent variable. SSxSS and CxC values are statistically significant. Regarding mass loss, when the squares of the values of the independent variables and their interactions are examined, the P-value is insignificant for the LxL and SSxSS independent variables. The P-value s of CxC independent variables are statistically significant.
8 Mass Loss (ML)
When the mass losses were examined according to the experimental results, the maximum mass loss was obtained from the experiment number 21 (Table 4). The mass loss was measured as 88 mg in this experiment with a 60 N load, a sliding speed corresponding to 10 rpm and a 0.3% scale. According to the prediction data, the mass loss was calculated as 86.33 mg for these test conditions. Among the predicted values, the highest mass loss is 98.67 mg (Specimen No 27). The lowest mass loss was measured as 15 mg in specimen number 1. The corresponding predicted mass loss value is 15.33 mg obtained from the experiment with the same parameters. Wear depth values are similar to mass loss values. This situation can be associated with an increase in load and sliding speed, as well as the removal of more sawdust from the specimen surface by the ploughing mechanism caused by abrasive particles (Ref 29).
When the data obtained from the ANOVA for mass loss are examined (Table 5), the most effective parameter is the environment parameter, with 53.19%. The load parameter is effective at the rate of 37.20%, and the lowest effect value is seen to be the sliding speed with a rate of 5.41%. Particle size distribution, temperature change, vibration and material microstructure defects, etc., are not included in the experimental variables and may affect mass loss. The factors that are not included in the test variables constitute a 0.33% error value. In the study, the value of R2(adj) = 98.67% between mass loss and independent variables shows a strong interaction. According to the results obtained, the mass loss increases significantly with the increase of the force. This situation can be explained as the increase in load due to the removal of more material from the specimen surface by the ploughing mechanism of the abrasive particles. In the study, S/N ratios were calculated with the “smaller is better” function (Ref 30). The graphs obtained for S/N ratios and experimental Mass loss are given in Fig. 4. Optimum wear parameters for ML are 30 N load, 10 rpm sliding speed and non-abrasive environment.

S/N ratios for mass loss
The prediction Eq. (1) of the mass loss value obtained from the regression analysis is given below.
The graph showing the relationship between the experimental results and the predicted results obtained from the regression analysis of mass loss values is given in Fig. 5.

The relationship between the experimental results obtained from the regression analysis of mass loss values and the predicted results
9 Coefficient of Friction (CoF)
When the coefficient of friction was examined according to the test results, the maximum coefficient of friction value was obtained from experiment number 21 (Table 4) as like in mass loss. In this experiment, CoF was measured as 0.1681, and according to the prediction data, it was obtained as 0.1758 under the same test conditions. The lowest CoF value was measured as 0.0702 in experiment number 16, with a 45 N load, 50 rpm sliding speed, and an environment without abrasive particles. The corresponding predicted CoF value is 0.0779. The lowest predicted CoF value is 0.063 at 30 N load, 50 rpm sliding speed, and the environment without abrasive particle conditions. When the wear depth values and CoF values are compared, the highest experimental wear depth value corresponds to the experimental highest CoF value. The study observed that the increase in the particle ratio in the environment increased the CoF value. This is because particle entrapment on the specimen surface, brought on by the action of three-body wear processes, has a detrimental effect on the CoF coefficient (Ref 31).
When the data obtained from the ANOVA for CoF are examined (Table 5), it is seen that the load parameter is effective at a rate of 16.35%, and the lowest effect value is the sliding speed at a rate of 7.16%. Particle size distribution, temperature change, vibration and material microstructure defects, etc., are not included in the experimental variables and may affect CoF. Factors not included in the test variables constitute an error value of 5.26%. In the study, it can be said that there is a good relationship between CoF and independent variables with the value of R2(adj) = 78.95%. According to the results obtained, the CoF increases significantly with the force. However, the most effective parameter among the variables is the environment parameter. Although the increase in the amount of particles in the environment is an environment, it causes an increase in the particles embedded in the surface and an increase in the friction between the abrasive ball and the specimen. In the study, S/N ratios were calculated with the “smaller is better” function (Ref 30). The graphs obtained for the S/N ratios and experimental CoF values are given in Fig. 6. The optimum test parameters for CoF are 45 N load, 50 rpm sliding speed and the environment without abrasive particles for ML.

S/N ratios for the coefficient of friction
As a result of the regression analysis, prediction equations are obtained and given in Eq 2.
The graphs showing the relationship between the experimental and predicted results related to CoF, which emerged from the regression analysis, are given in Fig. 7.

Relationship between experimental results and predicted results on CoF emerging from the regression analysis
10 Wear Depth (WD)
The highest experimental wear depth was measured as 11.6 µm while it was calculated as 11.87 µm according to the prediction data, for these same test conditions in exp. no 21. This value is 2.3% higher than the value obtained from the experiments. Among the predicted values, the highest WD value was 13.48 µm (60 N load, 50 rpm sliding speed, the environment containing 0.3% scale). The lowest WD value was measured as 3.68 µm with a load of 30 N, 10 rpm sliding speed, and the environment without abrasive particles. The predicted WD value obtained from the regression equations was 3.5 µm under 30 N load, 30 rpm sliding speed and the environment without abrasive particles. When the data obtained from the ANOVA for WD are examined (Table 5), it is seen that the load parameter is effective at the rate of 47.20%, and the lowest effect value is the sliding speed with 6.69%. The second effective parameter is the environment parameter, and the effective value is 41.22%. Particle size distribution, temperature change, vibration and material microstructure defects, etc., are not included in the test variables and may affect the mass loss and, thus, the WD value. Factors not included in the test variables constitute a 0.57% error value. In the study, it is seen that there is a strong relationship between the WD value and the independent variables, with the value of R2(adj) = 97.71%. According to the results obtained, the WD value increases significantly with the increase in the amount of particles and load in the environment. This can be explained by the increase in the amount of particles and the increase in the load, as well as the formation of microcracks under the surface by the abrasive particles sticking to the surface and the ploughing mechanisms of the nanoparticles. In the study, S/N ratios were calculated with the “smaller is better” function (Ref 32). The graphs obtained for S/N ratios and experimental WD are given in Fig. 8. Optimum wear parameters for WD are 30 N load, 10 rpm sliding speed and the environment without abrasive particles.

S/N ratios for wear depth
The equation created as a result of the regression analysis is given in Eq 3.
The graphs showing the relationship between the experimental results of wear depth and the predicted results obtained from the regression analysis are given in Fig. 9.

The relationship between the experimental results of wear depth and the predicted results from the regression analysis
11 Surface Observation
Wear profiles after wear tests microscopic examination was conducted on all the specimens using CARL ZEISS ULTRA PLUS GEMINI FESEM in Karabuk University. The wear profiles were obtained using a profilometer given in Fig. 10; wear profiles are given in the order of testing. When the wear marks are examined, it is seen that the wear marks of the specimens tested in the environment containing a 0.3% scale are evident. The maximum wear depth was obtained in the twenty-first test specimen containing 60 N load, 20 rpm sliding speed, and the environment containing 0.3% scale was measured as 11.60 µm. The minimum wear depth value was obtained from test specimen No. 1 in a 30 N load, 20 rpm sliding speed and the environment without abrasive particles was measured as 3.68 µm.

Profile of the wear surfaces
To observe the wear, SEM images of 300X and 3kX magnification of the worn surface of specimen 8 and taken from some points are given in Fig. 11. In addition, EDX images of regions 1 and 2 indicated in Fig. 11(b) are given in (c) and (d). When the worn surface images were examined, it was determined that the scale particles adhered to the surface. When the wear traces are examined, it is seen that the embedded scale particles are at a higher rate, especially at the start and end points of the trace, where the speed drops to zero. This can be interpreted as the low hardness of the specimen and the movement property of the nanoparticles in the lubricant. It was observed that the fluctuation of the wear profile increased with the increase of the particle amount. This situation can be interpreted as the increase in the amount of particles in the environment and the adhesion of abrasive particles on the specimen surface. Peeling out and sliding mechanisms cause fluctuations in the wear profile (Ref 13, 33). An explanatory schematic of the mechanisms that occur during wear is given in Fig. 12.

Wear structure of the surface (a) 300X zoom, (b) 3000X zoom, (c) EDX image of field-1 (d) EDX image of domain 2

Schematic of the wear mechanisms
In Fig. 12. the main events encountered in the test setup with nano-sized scale particles, lubricant, soft sample and hard abrasive are given in steps. At I, there is no contact in the environment, the nanoscale particles are circulating freely in the oil. After this time, vertical force acts on the abrasive part and linear motion back and forth on the sample. In II, the sample and abrasive make their first contact, and adhesive wear is observed in these first contacts. At III, some of the scale particles are stuck on the sample surface, and some are still freely moving. Capillary cracks occur on and under the sample surface due to abrasive or scale particles. At IV, the Chip of the specimen, the peeling out and ploughing mechanisms due to the progression of capillary cracks are given schematically.
12 Conclusions
In this study, the effects of three-body abrasive wear on the CuZn35Ni2 Soft bronze material on mass loss, coefficient of friction and trace depth after mixing nanoscale abrasive particles into the lubricant using a ball-on-flat experimental setup were investigated. TAGUCHI experimental design was used to reduce the number of experiments. The results were analyzed by the ANOVA method. By using the Response Surface Method, the agreement of the experimental results and the prediction results were compared. In addition, surface wear mechanisms were evaluated according to SEM images and EDX results.
-
It was seen that the most effective parameter on mass loss was the scale concentration in the lubricant, with 53.19%, and the load was the second parameter, with 37.20%. The parameter that has the least effect on the mass loss is the sliding speed (5.41%).
-
The most effective parameter on the friction coefficient is the scale concentration in the lubricant with a 70.04% relationship, the second most effective parameter is the load with 16.35%, and the variable with the lowest effect value is the slip speed with 7.16%.
-
The most effective parameter on wear depth was load, with a 47.20% relationship. The second effective parameter is the environment variable, with a rate of 41.22%. The variable with the lowest effect value is the sliding speed, with 6.39%.
-
It was seen that the mass loss, friction coefficient and wear depth increased with the increase of the nanoscale particle ratio.
-
It has been seen that the experimental results and the estimation results produced by RSM are generally compatible, but the error rates can reach up to 10% in some CoF estimations.
-
Due to the low hardness value of the specimen material used, many embedded particles were found on the specimen surface. The most common wear mechanism is peeling out, and ploughing is also observed in places.
References
S.T. Nyadongo, E.O. Olakanmi, and S.L. Pityana, Analysis of Dry Sliding Wear Performance of Tribaloy T-800/Tungsten Carbide Coating Deposited via Laser Cladding Assisted with Preheating, J. Mater. Eng. Perform, 2022 https://doi.org/10.1007/s11665-022-07493-x
K. Qin, Q. Zhou, K. Zhang, Y. Feng, T. Zhang, G.J. Zheng, B. Xia, and B. Liu, Non-Uniform Abrasive Particle Size Effects on Friction Characteristics of FKM O-Ring Seals under Three-Body Abrasion, Tribol. Int. Elsevier Ltd, 2018, 2019(136), p 216–223. https://doi.org/10.1016/j.triboint.2019.03.051
T. Pelletiers, A. Nadkarni, R. Ijeoma, and T. Murphy, Improving Performance from Self-Lubricating Bronze Bearings, Met. Powder Rep., 2007, 62(4), p 26–31.
F. Çavdar, A. Günen, E. Kanca, Y. Er, M.S. Gök, I. Campos-Silva, and M. Olivares-Luna, An Experimental and Statistical Analysis on Dry Sliding Wear Failure Behavior of Incoloy 825 at Elevated Temperatures, J. Mater. Eng. Perform., 2022 https://doi.org/10.1007/s11665-022-07381-4
S. das Bakshi, P.H. Shipway, and H.K.D.H. Bhadeshia, Three-Body Abrasive Wear of Fine Pearlite, Nanostruct. Bainite Marten. Wear Elsevier, 2013, 308(1–2), p 46–53. https://doi.org/10.1016/j.wear.2013.09.008
R. Gheisari and A.A. Polycarpou, Three-Body Abrasive Wear of Hard Coatings: Effects of Hardness and Roughness, Thin Solid Films, 2018, 666(September), p 66–75.
X. Liu, D. Huang, C. Yan, Y. Zhou, and W. Yan, Multi-Directional Forging and Aging Treatment Effects on Friction and Wear Characterization of Aluminium-Bronze Alloy, Mater. Charact. Elsevier, 2020, 167(June), p 110511. https://doi.org/10.1016/j.matchar.2020.110511
Y. Xue, X. Shi, Q. Huang, K. Zhang, and C. Wu, Effects of Groove-Textured Surfaces with Sn-Ag-Cu and MXene-Ti3C2 on Tribological Performance of CSS-42L Bearing Steel in Solid-Liquid Composite Lubrication System, Tribol. Int. Elsevier Ltd, 2021, 161(March), p 107099. https://doi.org/10.1016/j.triboint.2021.107099
M.H. Nie, S. Zhang, Z.Y. Wang, T.Y. Yin, C.H. Zhang, C.L. Wu, and D.X. Zhang, Laser Cladding of 17-4 PH Stainless Steel Coatings: Microstructure, Texture Characterization, and Corrosion Resistance, J. Mater. Eng. Perform., 2022 https://doi.org/10.1007/s11665-022-07484-y
S. Mengistu, M.S. Bingley, and M.S.A. Bradley, Frictional Characteristics of Steel Plates during Abrasive Particle Flow: A Comparison of in Situ Measurements Made on a Linear Abrasive Wear Tester with Those on a Jenike Shear Tester, Proc. Instit. Mech. Eng. Part E: J. Process Mech. Eng. IMECHE, 2004, 218(4), p 221–235. https://doi.org/10.1243/0954408042466963
R.M. Tekiyeh, M. Najafi, and S. Shahraki, Machinability of AA7075-T6/Carbon Nanotube Surface Composite Fabricated by Friction Stir Processing, Proc. Instit. Mech. Eng. Part E: J. Process Mech. Eng. IMECHE, 2018, 233(4), p 839–848. https://doi.org/10.1177/0954408918809618
H. Çuvalcı and H.S. Çelik, Investigation of the Abrasive Wear Behaviour of ZA-27 Alloy and CuSn10 Bronze, J. Mater. Sci. Kluwer Acad. Publ., 2011, 46(14), p 4850–4857.
R.A. García-Léon, J. Martínez-Trinidad, A. Guevara-Morales, I. Campos-Silva, and U. Figueroa-López, Wear Maps and Statistical Approach of AISI 316L Alloy under Dry Sliding Conditions, J. Mater. Eng. Perform., 2021, 8, p 6175–6190.
R.A. García-León, J. Martínez-Trinidad, I. Campos-Silva, U. Figueroa-López, and A. Guevara-Morales, Wear Maps of Borided AISI 316L Steel under Ball-on-Flat Dry Sliding Conditions, Mater. Lett., 2021, 282, p 17–18.
B. Kondul and M.H. Cetin, Increasing the Wear Resistance of Railway Switches with Boron Coating and Analysis of Tribological Performance by ANOVA Method, Wear, 2022, 488, p 204132.
M.H. Cetin and S. Korkmaz, Investigation of the Concentration Rate and Aggregation Behaviour of Nano-Silver Added Colloidal Suspensions on Wear Behaviour of Metallic Materials by Using ANOVA Method, Tribol. Int., 2020, 147, p 106273.
X. He, H.M. Meyer III., H. Luo, and J. Qu, Wear Penalty for Steel Rubbing against Hard Coatings in Reactive Lubricants Due to Tribochemical Interactions, Tribol. Int., 2021, 160, p 107010.
B. Podgornik, M. Šinko, and M. Godec, Dependence of the Wear Resistance of Additive-Manufactured Maraging Steel on the Build Direction and Heat Treatment, Addit. Manuf., 2021, 46, p 102123.
Q. Ahsan, A.S.M.A. Haseeb, E. Haque, and J.P. Celis, Wear Failure of a Leaded Bronze Bearing: Correlation between Plant Experience and Laboratory Wear Test Data, J. Mater. Eng. Perform., 2003, 12(3), p 304–311. https://doi.org/10.1361/105994903770343150
B.K. Prasad, Sliding Wear Response of a Bronze Bushing: Influence of Applied Load and Test Environment, J. Mater. Eng. Perform., 2012, 21(10), p 2155–2164. https://doi.org/10.1007/s11665-012-0139-x
R.A. García-León, J. Martínez-Trinidad, R. Zepeda-Bautista, I. Campos-Silva, A. Guevara-Morales, J. Martínez-Londoño, and J. Barbosa-Saldaña, Dry Sliding Wear Test on Borided AISI 316L Stainless Steel under Ball-on-Flat Configuration: A Statistical Analysis, Tribol. Int., 2020, 2021(157), p 106885. https://doi.org/10.1016/j.triboint.2021.106885
M.R. Akbarpour, 2021 Effects of Mechanical Milling Time on Densification, Microstructural Characteristics and Hardness of Cu-SiC Nanocomposites Prepared by Conventional Sintering Process, Mater. Chem. Phys. Elsevier B.V, 2020, 261, p 124205. https://doi.org/10.1016/j.matchemphys.2020.124205
S. Tahamtan, A. Halvaee, M. Emamy, and M.S. Zabihi, Fabrication of Al/A206-Al2O3 Nano/Micro Composite by Combining Ball Milling and Stir Casting Technology, Mater Des, Elsevier Ltd, 2013, 49, p 347–359. https://doi.org/10.1016/j.matdes.2013.01.032
Shell, “Omala S2 GX 220,” 2015, p 1–2, http://www.epc.shell.com/.
A.H.S. Rahiman, D.S.R. Smart, B. Wilson, I. Ebrahim, B. Eldhose, B. Mathew, and R.T. Murickan, Dry Sliding Wear Analysis OF Al5083/CNT/Ni/MoB Hybrid Composite Using DOE Taguchi Method, Wear. Elsevier, 2020, 460–461(July), p 203471. https://doi.org/10.1016/j.wear.2020.203471
S. Sasidharan, R. Puthucode, N. Radhika, and A. Shivashankar, Investigation of Three Body Abrasive Wear Behaviour of Centrifugally Cast Cu-Sn/SiC Functionally Graded Composite Using Design of Experiment Approach, Mater. Today Proc. Elsevier Ltd, 2018, 5(5), p 12657–12665. https://doi.org/10.1016/j.matpr.2018.02.249
R.A. García-León, J. Martínez-Trinidad, R. Zepeda-Bautista, I. Campos-Silva, A. Guevara-Morales, J. Martínez-Londoño, and J. Barbosa-Saldaña, Dry Sliding Wear Test on Borided AISI 316L Stainless Steel under Ball-on-Flat Configuration: A Statistical Analysis, Tribol. Int., 2021, 157, p 106885.
E. Nas and B. Oztürk, Optimization of Surface Roughness via the Taguchi Method and Investigation of Energy Consumption When Milling Spheroidal Graphite Cast Iron Materials, Mater. Mater. Test, 2018, 60(5), p 519–525.
W. Wang, Q. Liu, D. Li, L. Jin, and H. Xiao, Tribological Behavior of Mn-23Cu-6Ni Alloy during Rubbing against Softer ASTM A36 Steel Under Dry and Lubricated Conditions, Tribol. Int. Elsevier Ltd, 2021, 161(May), p 107068. https://doi.org/10.1016/j.triboint.2021.107068
M.H. Cetin and S. Korkmaz, Investigation of the Concentration Rate and Aggregation Behaviour of Nano-Silver Added Colloidal Suspensions on Wear Behaviour of Metallic Materials by Using ANOVA Method, Tribol. Int. Elsevier Ltd, 2020, 147, p 106273. https://doi.org/10.1016/j.triboint.2020.106273
R. Demirsöz, Wear Behavior of Bronze vs. 100Cr6 Friction Pairs under Different Lubrication Conditions for Bearing Applications, Lubricants, 2022, 10(9), p 212. https://doi.org/10.3390/lubricants10090212
E. Nas and N. Altan Özbek, Optimization of The Machining Parameters in Turning of Hardened Hot Work Tool Steel Using Cryogenically Treated Tools, Surf. Rev. Lett., 2020, 27(5), p 1–14.
R.H. Purba, K. Shimizu, K. Kusumoto, Y. Gaqi, and T. Todaka, Effect of Boron Addition on Three-Body Abrasive Wear Characteristics of High Chromium Based Multi-Component White Cast Iron, Mater. Chem. Phys., 2022, 275, p 125232.
Acknowledgment
The authors would like to appreciate Unit of Scientific Research Projects of Karabuk University in Turkey (KBÜBAP-22-ABP-083) for the financial support of this research. Moreover, the authors thank to Prof. Dr. Hayrettin Ahlatci, Metallurgical and Materials Engineering Department, Karabük University, for making the ball-on-flat device available.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Demirsoz, R., Uğur, A., Erdoğdu, A.E. et al. Abrasive Wear Behavior of Nano-Sized Steel Scale on Soft CuZn35Ni2 Material. J. of Materi Eng and Perform 32, 8858–8869 (2023). https://doi.org/10.1007/s11665-022-07751-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07751-y