
Abstract
The load-bearing capacities of (i) self-piercing-riveted, (ii) adhesive-bonded and (iii) hybrid riv-bonded lap joints of commercial 1.5-mm-thick EN AW-6016-T4 sheets were compared under both quasi-static and cyclic shear-tensile loads. The joints were heat-treated to cure the adhesive and to peak-age the aluminum alloy. The joint quality/integrity was assessed based on characteristic cross-sectional features and hardness maps. Riveted joints showed notably lower static strength and fatigue performance than riv-bonded joints. Hence, the adhesive layer provided the main contribution to both the static and the cyclic load-bearing capacities of riv-bonded joints, whereas rivets contributed only little. However, if bonding was insufficient the potential capacity of the joints could not be exploited. Under quasi-static loading fracture occurred at the joint; therefore, joints of high quality/integrity were important. Even under cyclic loading at high load amplitudes fracture occurred at the joint, but at comparatively low load amplitudes fracture rather occurred at the sheets next to the joint. Hence, the joint quality/integrity mainly determines the static fracture and the low-cycle fatigue fracture, whereas the sheet properties mainly determine the high-cycle fatigue fracture.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Because of their favorable mechanical and technological properties, using aluminum alloys of the 5xxx and 6xxx series has been fostered by the automotive industry for manufacturing of lightweight car bodies (Ref 1, 2). However, integrating aluminum alloy components into bodies-in-white (BIW) requires capable and cost-efficient joining processes. Resistance spot welding (RSW) has become the standard technology for thermal joining of steels in automotive series production (Ref 3), but RSW of aluminum alloys remains still difficult (Ref 4, 5). Mechanical joints produced by, e.g., self-piercing riveting (SPR), basically possess superior mechanical properties compared to thermal joints (Ref 6, 7). Thus, the combination of SPR with adhesive bonding (AB), so-called riv-bonding, has been established as a key technology for cost-efficient hybrid joining of aluminum alloy sheets used in lightweight car bodies. Combining both, SPR and AB, uniforms the stress distribution and increases the stiffness of the joints, which improves the noise, vibration and harshness (NVH) performance, the static strength and the fatigue performance (Ref 7, 8). Hence, hybrid joining technologies can substantially contribute to the reduction of the structural weight and to the improvement in the safety of vehicles.
In order to assess the quality/integrity of SPR joints, measuring and evaluating characteristic features of joint cross sections (e.g., height of the rivet head, horizontal undercut of the rivet, and minimum bottom thickness of the lower sheet) has become common practice (Ref 9). This method was typically applied to investigate the influence of different process setups including design of the rivet and the die, stacking configuration of the sheets, setting velocity, etc., on the joinability of aluminum alloy sheets (Ref 10, 11). In addition, the force-displacement curve of the punch monitored during rivet setting can be used for validating the results of experiments and simulations (Ref 12,13,14). The static strength of SPR joints of 5xxx and 6xxx aluminum alloy sheets correlates with characteristic features of the joint cross sections (Ref 11, 15,16,17,18,19), which applies in particular to lap joints exposed to shear-tensile loading. Moreover, various experimental and numerical studies considering different riveting parameters, joint configurations and load conditions revealed that only SPR joints of high dimensional quality/integrity possess excellent fatigue performance (Ref 11, 20,21,22,23,24,25,26,27,28,29,30,31).
Most of the research activities have been focused on properties of simple SPR joints, but only some researchers studied manufacturing processes (Ref 32,33,34,35,36,37,38,39), basic mechanical properties including quasi-static strength (Ref 40,41,42,43), and fatigue performance (Ref 22, 43, 44) of aluminum–aluminum, steel–steel or aluminum–steel riv-bonded joints, which are of greater practical importance in the automotive industry than simple SPR joints. Sun et al. (Ref 22) found that simple SPR joints of 2-mm-thick 5182-O aluminum alloy sheets have about twice better high-cycle fatigue performance than simple RSW joints. They also observed that riv-bonding improves significantly the fatigue performance of dissimilar joints of 5182-O aluminum alloy and high-strength steel sheets, in particular under shear-tensile load. Hence, the influence of the adhesive was obviously dominant, which was basically confirmed in the comprehensive study of Moroni et al. (Ref 40). They identified a significant difference between the load-bearing capacities (maximum load, stiffness, and energy absorption) of simple mechanical and hybrid lap joints, but only a comparatively small difference between the load-bearing capacities of simple adhesive and hybrid lap joints.
In contrast, the results presented by He et al. (Ref 41) indicate only minor influence of the adhesive on the quasi-static strength of lap joints of 2-mm-thick 5754 aluminum alloy sheets. They even stated that the energy absorption of riv-bonded joints is less than those of simple SPR joints. This quite untypical behavior—which actually contradicts the practical experience—was likely caused by the use of an unsuitable adhesive or to inappropriate processing conditions. Moroni (Ref 43) proposed that the adhesive considerably influences the quasi-static strength and the fatigue performance of lap joints of 2-mm-thick 5754-H32 aluminum alloy sheets. The strength of riv-bonded joints was moderately lower than the strength of AB joints, since the rivet hole was supposed to reduce the relatively small bonding area of the strip-like samples they used. For the same reason, AB joints showed better low-cycle fatigue performance than riv-bonded joints. However, the high-cycle fatigue performance of riv-bonded joints was superior to those of SPR joints, as the adhesive layer was able to retard crack propagation during fatigue testing. Despite their different static strengths, the fatigue performance of SPR joints and AB joints was similar. Since this is somehow unexpected, further detailed investigations are required for clarification.
In many cases experimental testing has been performed on samples consisting of single-rivet lap joints. However, one has to consider that the mechanical properties of single-rivet SPR joints may scatter much more than the properties of multi-rivet SPR joints, in particular, if the dimensional quality of single joints and/or the testing conditions vary. For this reason, the present study compares the load-bearing capacities of (i) self-piercing-riveted, (ii) adhesive-bonded and (iii) hybrid riv-bonded double-rivet lap joints under both quasi-static and cyclic shear-tensile loads. Moreover, the contribution of the adhesive layer to the total load-bearing capacity of riv-bonded joints is investigated. Instead of 2-mm-thick 5xxx aluminum alloy sheets as used in the aforementioned studies, 1.5-mm-thick commercial EN AW-6016-T4 aluminum alloy sheets, as typically used for producing outer-skin panels of car bodies, were joined.
2 Materials and Methods
2.1 Sample Specification
Sheet platelets of commercial EN AW-6016-T4 aluminum alloy with dimensions of 100 × 90 × 1.5 mm were cut using a hydraulic guillotine. The edge condition of the aluminum alloy sheets was classified as uncritical under quasi-static and cyclic loads (Ref 45). Thus, the edges were maintained as-cut without any further machining. For the aluminum alloy in as-received condition (T4) yield strength of 121 MPa, ultimate tensile strength of 234 MPa and strain to fracture of 27% were determined by uniaxial tensile testing.
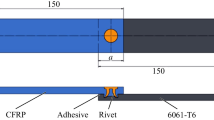
Figure 1(a) shows schematically the dimensions and the loading condition of the samples used in the present study; a riv-bonded sample is exemplarily displayed. Figure 1(b) compares three types of samples, which were joined by self-piercing riveting (SPR), adhesive bonding (AB) and the combination of both, riv-bonding (SPR+AB). Total length, total width and overlapping width of each sample were 180, 90 and 20 mm, respectively. The distance between the center axes of the rivets was 45 mm. Overlapping width and distance between the rivets are typical for joints of sheet metal components in car bodies, and the distance between the rivets and the side edges of the sheets is greater than the required minimum distance proposed in previous studies (Ref 17, 23).

(a) Schematic front and side views of a riv-bonded sample used for shear-tensile testing with dimensions and loading condition; the dashed blue line marks the position where one of the riv-bonded samples was cut for analyzing the joint cross section. (b) Comparison of self-piercing-riveted (without adhesive), adhesive-bonded (without rivets), and riv-bonded samples. (c) Basic setup used for cyclic shear-tensile testing of the samples (Color figure online)
As the total overlapping area of the riv-bonded joint was 1800 mm2, the nominal area fractions of rivets, \(f_{\mathrm{SPR}}\), and adhesive, \(f_{\mathrm{AB}}\), were approx. 2.5 and 97.5%, respectively. To ensure that the shear-tensile load was applied exactly in-plane with the adhesive layer, a spacing platelet with dimensions of 30 × 90 × 1.5 mm was glued on the backside of each aluminum alloy sheet.
2.2 Joining Procedure
The main joining parameters are summarized in Table 1. Samples as exemplarily shown in Fig. 1(b) were lap-joined using two commercial Tucker C5.3×5.0-H0 (C-type semi-tubular rivet of hardness class H0 with diameter of 5.3 mm and height of 5.0 mm) high-strength manganese-boron steel rivets (Ref 46) and/or about 1 g of SikaPower®-498/3 single-component epoxy-based adhesive. As stated by the supplier of the adhesive, the lap shear strength determined at the testing speed of 10 mm/min using samples of 1.5-mm-thick zinc-coated steel sheets bonded with a 0.3-mm-thick adhesive layer was about 30 MPa. The density of the adhesive before and after curing was 1.3 g/cm3 and the dynamic viscosity at 50 °C was approx. 1.3 kPas (Ref 47). The actual viscosity was moderately higher, since the regular shelf life of ten months was slightly exceeded.
The viscous adhesive was stored inside a cartridge. A heating lamp was used to warm-up the cartridge together with the adhesive to the recommended application temperature of 50-60 °C. About 1 g of the warm adhesive was deposited on the lap joint area (90 × 20 mm) of the lower sheet by using a manual cartridge gun. Then, the upper sheet was combined with the lower sheet. Manual compression and subsequent pre-fixation of the sheet/adhesive/sheet stack with mechanical clamps homogeneously distributed the adhesive between the sheets. As visible in Fig. 1(b), portions of adhesive were even squeezed out of the joining gap. The overall thickness of the deposited adhesive layer was about 0.1-0.2 mm (AB samples); however, applying the blankholder force of 8 kN prior setting the rivets displaced the adhesive around the contact zone of the blankholder (riv-bonded samples).
A manual Tucker riveting system consisting of a massive C-frame, an ERC control unit, an electrically driven ERT80 spindle, and a T021 pip die (Ref 46) was used for setting the rivets. Velocity and stroke of the riveting punch were 100 mm/s and 7.0±0.1 mm, respectively. In principle, the described preparation procedure was also applied for SPR samples and for AB samples; however, SPR samples were prepared without adhesive and AB samples were prepared without rivets. In order to investigate the effect of insufficient bonding, some AB samples were intentionally prepared using less adhesive, i.e., about 10% of the overlapping area of the sheets was unbonded.
2.3 Heat Treatment
Before shear-tensile testing the samples were heat-treated at 180-200 °C to cure the adhesive and to peak-age the EN AW-6016 aluminum alloy sheets. For this purpose, the samples and a dummy sheet of identical dimensions, to which a N-type thermocouple for measuring the actual sheet temperature had been riveted, were placed inside of a Siemens HT5HB33 oven. Counting the heat treatment time of 20 min started when the actual temperature measured at the dummy sheet exceeded 180 °C. This heat treatment procedure simulates the cathodic dip coating (CDC) and paint baking process, which is usually applied to car bodies-in-white (BIW). Compared to the as-received condition (T4) of the aluminum alloy, the strength increased but the ductility decreased in the peak-aged condition (T6). Yield strength, ultimate tensile strength and strain to fracture after heat treatment were 189 MPa, 275 MPa and 23%, respectively.
2.4 Quality Assessment
The general quality/integrity of the SPR joints and of the riv-bonded joints was assessed based on characteristic cross-sectional features including height of the rivet head, horizontal undercut (interlock) of the rivet and minimum bottom thickness of the lower sheet. For that purpose representative joints were sectioned as marked with the blue dashed line in Fig. 1(a) and embedded into epoxy resin. The cross sections of the joints were ground, polished and, finally, images were captured using a Keyence VHX-6000 digital microscope. This microscope was also used for analyzing the fracture surfaces of the joints after shear-tensile testing. In addition, a TESCAN MIRA3 scanning electron microscope (SEM) was used for detailed analysis of selected fracture surfaces. Secondary electron (SE) images were acquired using an acceleration voltage of 15 kV and a working distance of 14-18 mm. In order to illustrate the influence of plastic deformation on the microstructure of the aluminum alloy sheets, representative joints were electrolytically etched at room temperature for about 2 min using Barker’s reagent. Moreover, hardness maps were captured for visualizing strain hardening of the aluminum alloy sheets at cross sections of the joints using an automated EMCO-TEST DuraScan G5 hardness tester. The distance between the HV0.05 hardness imprints in both x- and y-direction was 0.1 mm. The MATLAB software package was used for processing the measured data and for visualizing the hardness map.
2.5 Testing Procedure
A mechanical spindle-driven Zwick/Roell Z100 testing machine equipped with a 100 kN-load cell was used for quasi-static testing, whereas a servo-hydraulic Instron 1255 testing machine equipped with a 250 kN-load cell was used for cyclic testing. Figure 1(c) shows exemplarily the basic setup used for cyclic shear-tensile testing of the samples, which is practically identical with the setup used for quasi-static testing. In order to improve the measurement accuracy at low and medium load levels, the 250 kN-load cell was particularly calibrated within the range of 10-100 kN. According to this calibration the relative measurement error was 0.55% (55 N) at the load of 10 kN and 0.12% (120 N) at the load of 100 kN. The testing speed for determining the quasi-static load maximum was 5 mm/min. Sinusoidal cyclic loads were applied with frequencies of 2-10 Hz at different load levels and at load ratios (ratio between load minimum, \(F_{{{\text{min}}}}\), and load maximum, \(F_{{{\text{max}}}}\)) of \(R = 0.1\) and \(R = 0.5\), respectively. Since \(R\) was positive, minima and maxima of the applied load cycles were also positive and the samples were permanently under tension during cyclic testing. The number of cycles to failure of each sample was monitored. If failure did not occur although about 4 million cycles had been reached, cyclic testing was stopped. The highest load level which did not cause any failure of the sample was considered as fatigue limit.
3 Results and Discussion
3.1 Joint Quality
Figure 2(a) shows the representative cross section of a riv-bonded sample produced in this study. The thickness of the adhesive layer between the sheets was non-uniform, which is usual for hybrid riv-bonded joints (Ref 34, 35). Applying the blankholder and subsequent setting of the rivet displaced the adhesive from the joining spot. The detail shown in Fig. 2(b) illustrates that the width of the almost adhesive-free section, \(d\), was about 2-3 mm. The local thickness of the adhesive layer was about 0.5 mm at the middle of the joint, which is more than twice of the average initial thickness. Reducing the blankholder force would likely improve the uniformity of the thickness of the adhesive layer.

(a) Typical cross section of a riv-bonded sample which illustrates the varying thickness of the adhesive layer, and (b) cross-sectional details of a SPR joint (left half) and of a riv-bonded joint (right half)
Figure 2(b) compares typical cross sections of SPR joints and riv-bonded joints after heat treatment, and it illustrates the influence of the adhesive layer on the joining gap between the upper and the lower aluminum alloy sheets. As already discussed, the thickness of the adhesive layer and the gap between the sheets was non-uniform for riv-bonded joints. Cavities filled with adhesive formed in the vicinity of the rivet. However, virtually no gap was present in SPR joints. It is evident that horizontal undercut (interlock) of the rivet, \(u\), and minimum bottom thickness of the lower sheet, \(t\), were sufficient for both types of joints, and that the height of the rivet head, \(h\), was almost flush with the upper sheet edge. Hence, the adhesive layer did neither impair the deformation of the rivet, nor the deformation of the sheets. Local cracking at the closing head of the joint may occur, if the ductility of the lower sheet is insufficient and the adhesive layer is too thick (i.e., if large volumes of adhesive must be displaced during rivet setting) (Ref 39). Since SPR joints as well as riv-bonded joints had good dimensional quality/integrity without any cracks, differences in their strength were not related to quality issues.
Figure 3 shows the hardness map that was captured at the cross section of a representative riv-bonded joint after heat-treating. Piercing and severe plastic deformation of the aluminum alloy sheets during rivet setting caused considerable strain hardening. The hardness of the undeformed sheet was about 90 HV0.05, whereas comparatively high hardness of about 110 HV0.05 was detected at the upper sheet next to the rivet shaft, as well as at the lower sheet next to the rivet tip and at the entire closing head of the joint. The hardness of typical SPR joints was found to increase gradually from the zone of undeformed sheet metal at some distance from the rivet toward the zone of heavily deformed sheet metal next to the rivet (Ref 26). As illustrated in Fig. 3, this trend in the hardness applies also to riv-bonded joints.

Hardness map at the cross section of a riv-bonded joint showing strain hardening of the sheets because of plastic deformation. Each pixel represents one hardness imprint. The hardness of the embedding resin was less than 70 HV0.05 (dark blue areas) and the hardness of the steel rivet was greater than 120 HV0.05 (dark red area) (Color figure online)
The reason for the considerable increase of the local hardness is shown in Fig. 4, which visualizes the morphology of aluminum grains at different zones of the sheets next to the joint. As indicated by the change of the initial grain morphology, strain hardening was caused by severe plastic deformation of the aluminum alloy sheets at room temperature. At some distance from the rivet the grains of the as-received sheets (zone of undeformed sheet metal) were still globular and they can be recognized fairly well. With decreasing distance to the rivet the grains became more deformed and elongated, which makes distinguishing the grains difficult. In particular, it is hardly possible to recognize single grains in the vicinity of the rivet. As strongly elongated grains follow the contour of the rivet, the microstructure of the sheets next to the rivet looks somehow smeared (zone of heavily deformed sheet metal). This applies particularly to the grains of the pierced upper sheet next to the rivet shaft. In comparison, at the closing head of the joint the grains of the lower sheet are less elongated (zone of moderately deformed sheet metal) and their orientation follows the contour of the pip die. Hence, the degree of deformation of the grains correlates well with the local hardness.

Merged micrograph of the cross section of a riv-bonded joint illustrating severe grain deformation inside the aluminum alloy sheets next to the rivet
3.2 Quasi-Static Load-Bearing Capacity (Static Strength)
Figure 5 shows force-displacement curves monitored during shear-tensile testing of riv-bonded (SPR+AB), self-piercing-riveted (SPR) and adhesive-bonded (AB) lap joints. Riv-bonded joints and AB joints behave stiffer than SPR joints, as the initial slopes of their force-displacement curves are considerably steeper. Fracture of the joints was initiated at the tensile force maximum, where the force-displacement curves start declining. As the continuous curves in Fig. 5 illustrate, the tensile force maxima of the three types of lap joints were about 34 kN (SPR+AB), 32.5 kN (AB) and 9 kN (SPR), respectively. After fracture initiation the curves of AB joints show a steep monotonic decline, but the curves of riv-bonded joints show two plateau-like sections, namely a small one at about 26 kN and a large one 8 kN which looks similar to the curves obtained from SPR joints. This curve section is related to the final fracture, which occurred for SPR joints and for riv-bonded joints when the rivets were rotated/pulled out from the lower sheet.

Force-displacement curves determined in quasi-static testing of riv-bonded, self-piercing-riveted and adhesive-bonded lap joints (continuous lines: clamping distance 120 mm; dashed lines: clamping distance 60 mm, without spacing strips)
The force maxima of AB joints and of riv-bonded joints were quite similar, but the force maximum of SPR joints was totally different. Hence, it is evident that the adhesive layer provided the main contribution to the total load-bearing capacity of riv-bonded joints, whereas the rivets contributed just little (Ref 40, 42, 43). However, exploiting the potential load-bearing capacity of AB joints was only possible, if the complete overlapping area of the sheets was bonded. Even moderate decrease of the bonded area, particularly next to the sheet edges, was observed to reduce considerably the force maximum as well as the displacement to fracture. Previous studies proposed that riv-bonded lap joints bear lower loads than AB lap joints, as the rivet holes decrease the effectively bonded area (Ref 43). That is, however, contradictory to the present results, as reduction of the bonded area was marginal for the used sample geometry and the rivets had a stabilizing rather than a weakening effect.
The clamping conditions were identified to influence the load-bearing capacity of the joints. Halving the distance between the clamps from 120 to 60 mm (i.e., which decreases the compliance of the samples) and using samples without spacing strip (i.e., the shear-tensile load was not in-plane with the adhesive layer) reduced considerably the tensile force maximum, as illustrated by the dashed curves in Fig. 5. Therefore, the load-bearing capacity of lap joints is significantly influenced by both the load direction and by the compliance of the components.
Figure 6 compares the energy absorption of riv-bonded, self-piercing-riveted and adhesive-bonded lap joints during quasi-static shear-tensile testing, which was calculated by numerical integration of the areas below the force-displacement curves shown in Fig. 5. The average energy absorption of the three types of lap joints was about 119 J (SPR+AB), 105 J (AB) and 31 J (SPR), respectively. This confirms the main contribution of the adhesive to the load-bearing capacity, as the energy absorption of AB joints was only about 1/8 lower, but the energy absorption of SPR joints was about 3/4 lower than the energy absorption of hybrid riv-bonded joints.

Energy absorption during quasi-static testing of riv-bonded, self-piercing-riveted and adhesive-bonded lap joints. Each of the bars represents the energy absorption of a single joint/sample
3.3 Cyclic Load-Bearing Capacity (Fatigue Performance)
The logarithmic diagram shown in Fig. 7 correlates the load amplitude applied during cyclic testing, \(F_{{{\text{amp}}}}\), with the number of cycles to fracture of the joint, \(N\). The generally quite low scatter of the markers confirms the high reproducibility of the applied joining procedures; the markers representing riv-bonded joints (filled markers) scatter even less than the markers representing SPR joints (empty markers). For both types of joints \(N\) increased with decreasing \(F_{{{\text{amp}}}}\). At specific \(F_{{{\text{amp}}}}\), \(N\) was notably higher for \(R = 0.1\) (green circular markers) than for \(R = 0.5\) (blue square markers), which confirms that the fatigue performance decreases with increasing mean load, as indicated by the increasing load ratio \(R\). At both load ratios investigated, \(F_{{{\text{amp}}}}\) was generally higher for riv-bonded joints than for SPR joints. Hence, the contribution of the adhesive was not only dominant for the quasi-static strength, but also for the fatigue performance of riv-bonded joints.

Fatigue curves of riv-bonded (SPR+AB), self-piercing-riveted (SPR) and adhesive-bonded (AB) lap joints obtained from cyclic testing at load ratios of \(R\) = 0.1 and \(R\) = 0.5. The gray markers represent joints with reduced bonding area (red. area) (Color figure online)
Testing of AB joints at \(R = 0.1\) confirmed the dominant contribution of the adhesive. If the complete overlapping area of the sheets was bonded, \(N\) was virtually identical for AB joints and for riv-bonded joints at high loads beyond \(F_{{{\text{amp}}}} \approx {8}\;{\text{kN}}\), but at lower loads \(N\) was less for AB joints than for riv-bonded joints (green circular-dot markers). \(N\) decreased dramatically, if adhesive bonding of the sheets was insufficient, i.e., when the effective bonding area was reduced (gray circular-dot markers). The detrimental effect of insufficient bonding on the fatigue performance increased with decreasing \(F_{{{\text{amp}}}}\) at the high-cycle fatigue regime. Retardation of crack propagation within the adhesive layer of riv-bonded joints, which is supposed to result from (i) local compression of the adhesive around the rivet spots and (ii) inhibition of crack growth at the rivet holes, generally improved the fatigue performance. In particular, this positive effect was evident at the high-cycle fatigue regime where the crack propagation is comparatively slow. A similar effect was described elsewhere (Ref 43); however, at high loads the present study did not identify any significant superior fatigue performance of AB joints compared to riv-bonded joints.
3.4 Fracture Behavior
Figure 8 illustrates the characteristic fracture modes of the three joint types observed in quasi-static testing. The fracture modes of SPR joints and of riv-bonded joints were similar, as for both the rivets were rotated/pulled out from the lower sheet. For riv-bonded lap joints which are exposed to quasi-static shear-tension loads, this occurs typically after shear fracture of adhesive layer (Ref 41,42,43). Shear fracture of the adhesive layer was also the exclusive fracture mode observed in both quasi-static and cyclic testing of AB joints.

Characteristic fracture modes of SPR (left), AB (middle) and riv-bonded (right) joints in quasi-static shear-tensile testing
Figure 9 illustrates typical modes of final fracture, which were strongly dependent on both the load amplitude, \(F_{{{\text{amp}}}}\), and on the load ratio, \(R\), applied in cyclic shear-tensile testing of SPR joints (a, b) and of riv-bonded joints (c, d). In principle, five basic fracture modes were observed:
-
1.
rotating/pulling out of both rivets from the lower sheet without fracture of the upper sheet (mode I)
-
2.
rotating/pulling out of one rivet from the lower sheet and fracture of the upper sheet next to the other rivet or at the other rivet hole (mode II)
-
3.
fracture of the upper sheet next to both rivets (mode III)
-
4.
fracture of the upper sheet directly at the rivet hole(s) (mode IV)
-
5.
fracture of one of the sheets mainly next to the joint or, occasionally, next to the clamp (mode V)

Typical fracture modes of (a), (b) SPR joints and (c), (d) riv-bonded joints for different load amplitudes in cyclic shear-tensile testing at load ratios of (a), (c) \(R\) = 0.1 and (b), (d) \(R\) = 0.5
Initiation and propagation of fatigue cracks was almost perpendicular to the load direction for fracture modes II-V. Fracture modes II and III were mainly observed for SPR joints, whereas fracture modes IV and V were only observed for riv-bonded joints. Fracture modes as proposed elsewhere for single-rivet lap joints (Ref 44), which include cracking of the lower sheet next to the rivet after fracture of the adhesive layer, did not occur. For SPR joints a certain kind of “competition” between different fracture modes (sheet failure vs. rivet failure), which is mainly influenced by the applied load level, has also been reported in previous studies (Ref 49, 50).
The fracture modes of SPR joints and of riv-bonded joints under cyclic load were very similar at high \(F_{{{\text{amp}}}}\) and low \(N\). For both types of joints the rivets were rotated/pulled out from the lower aluminum alloy sheet, as already observed under static load (mode I). This fracture mode became dominant when \(R\) increased.
When \(F_{{{\text{amp}}}}\) decreased and thus \(N\) increased, fracture also occurred at the SPR joint. However, only one of the rivets was rotated/pulled out from the lower sheet, while the upper sheet cracked next to the other rivet (mode II). At low \(F_{{{\text{amp}}}}\) and high \(N\) and particularly at \(R = 0.1\), fracture of the SPR joint was observed at the upper sheet next to both rivets (mode III). This fracture mode agrees with results of previous studies on SPR joints of similar aluminum alloy sheets (Ref 21, 31, 48) and of dissimilar steel-aluminum alloy sheets (Ref 49, 50). Fretting-induced fatigue fracture of the upper sheet next to the rivet has mainly been observed at locations of high deformation and of maximum contact stresses between the sheets. The black debris which is visible at the fractured joints in Fig. 9(a) and (b), mainly consists of fine particles of abraded aluminum oxide and of dry lubricant. It typically indicates fretting wear of aluminum alloys (Ref 21, 27, 31, 48, 49).
At low \(F_{{{\text{amp}}}}\) and high \(N\) fracture of the sheet, either directly at the riv-bonded joint (mode IV), next to the riv-bonded joint or next to the clamps of the testing machine (mode V), was observed. The specific fracture modes as well as the absence of black debris indicate that the adhesive layer reduced or even prevented direct contact and fretting between the aluminum alloy sheets during cyclic testing. Figure 2(b) and 4 confirms that the direct contact between the upper sheet and the lower sheet is limited to the almost adhesive-free section around the rivet, \(d\). Since fretting-initiated fracture did not occur at the high-cycle fatigue regime, the adhesive can be considered as crucial for exploiting the potential load-bearing capacity of riv-bonded aluminum alloy joints.
The appearance of black fretting debris is not only evident in the macroimages of the fractured SPR samples as visible in Fig. 9(a) and (b), but also in the micrographs of the fracture surfaces. Figure 10 compares typical fracture surfaces of SPR (a) and riv-bonded (b) samples when the fracture occurred at one of the aluminum alloy sheets without pull-out of the rivets.

Typical fracture surfaces of aluminum alloy sheets for (a) SPR and (b) riv-bonded joints after cyclic shear-tensile testing at the load ratio of = 0.1. The red arrows which are located at the zones of crack initiation indicate the directions of initial crack propagation (Color figure online)
As marked by the red arrow in Fig. 10(a), fracture of SPR samples started at the sheet surface next to the rivet (mode III). Relative movement during cyclic testing even at very small amplitudes caused fretting-induced surface deterioration and fatigue crack initiation at the zone of maximum contact stresses between the sheets. The fatigue crack propagated perpendicular to the load direction until the upper sheet finally fractured under local plastic deformation. Because of the debris which was formed by fretting either between both sheets or between the rivet and the upper sheet, the zones of crack initiation and fatigue fracture appear dark and matt in Fig. 10(a).
In contrast, fracture of riv-bonded samples started on the free surface of one of the sheets (mode V), as marked by the red arrow in Fig. 10(b). Cracking was initiated at the zones of stress concentration, e.g., next to the joint where tension of the sample-induced local bending stresses to the sheets. As the adhesive layer prevented fretting between the sheets, the debris-free fracture surface of riv-bonded joints appears bright and shiny, as exemplarily shown in Fig. 10(b). At \(R = 0.5\) and low \(F_{{{\text{amp}}}}\) the combination of both, fatigue of the adhesive layer and subsequent crack initiation in the upper sheet next to the rivets (mode IV), was occasionally observed.
To illustrate the typical fretting-induced fatigue fracture of SPR joints, Fig. 11 shows detailed SE images captured at different zones of the fracture surface displayed in Fig. 10(a). It is evident that the surface topographies of these zones vary considerably. Figure 11(a) and (b) shows the zones of fretting-induced crack initiation and of subsequent fatigue crack propagation, respectively; both zones contain shallow dimples which indicate intergranular fatigue fracture. Traces of fretting debris were particularly detected at the zone of crack initiation. The about 0.2-mm-thick bright layer which is visible at the top of Fig. 11(c) indicates the zone of heavy deformation at the aluminum alloy sheet next to the rivet head. The zones of mainly intergranular fatigue fracture are well distinguishable from the zones of transgranular quasi-cleavage fracture, as shown in Fig. 11(d) and (e), where the bright tear ridges are more or less oriented in direction of crack propagation. With increasing distance to the zone of crack initiation the fracture surface became much rougher, which indicates that the speed of crack propagation increased.

SE images showing details of the fracture surface topography of a SPR sample at the zones of (a) fretting-induced crack initiation, (b) slow crack propagation during fatigue fracture, (c) heavy deformation of sheet metal, (d) accelerated crack propagation, and (e) fast crack propagation during quasi-cleavage fracture
For comparison, Fig. 12 shows detailed SE images captured at different zones of the fracture surface displayed in Fig. 10(b). At the zones of crack initiation and of subsequent fatigue crack propagation the surface topography is very smooth, Fig. 12(a), but with increasing distance to this zone the surface became rougher, Fig. 12(b) and (c). The mode changed from intergranular fatigue fracture with slow crack propagation to quasi-cleavage fracture with fast crack propagation. Even though the surface topographies shown in Fig. 11 and 12 are basically similar, the topography considerably differs at the zones of crack initiation and fatigue fracture, which is due to the presence, Fig. 11(a) and (b), or to the absence, Fig. 12(a), of fretting debris. This demonstrates that the surface topography can be considered as reliable indicator in the characterization of the actual fracture mode.

SE images showing details of the fracture surface topography of a riv-bonded sample at the zones of (a) slow crack propagation during fatigue fracture, (b) accelerated crack propagation, and (c) fast crack propagation during quasi-cleavage fracture
Table 2 summarizes the predominant fracture modes observed after shear-tensile testing of the joints. In general, fracture at the high-cycle fatigue regime was rather determined by the properties of the aluminum alloy sheets than by the properties of the joints. Hence, the properties of the sheets mainly influence the fracture at the high-cycle fatigue regime, but the joint quality/integrity—which strongly depends on the capability of the joining process—mainly influences the static fracture and the fracture at the low-cycle fatigue regime. The transition between different fracture modes (fracture of the joint according to mode I → fracture of the sheet according to modes II, III, IV or V) was observed to depend not only on the joint type, but also on the load ratio. With increasing load ratio fracture mode I became dominant and, thus, the high quality/integrity of the joint was important.
4 Conclusions
The present experimental study compared the load-bearing capacities of self-piercing-riveted (SPR), adhesive-bonded (AB) and riv-bonded (SPR+AB) lap joints of 1.5-mm-thick commercial EN AW-6016 aluminum alloy sheets under both quasi-static (static strength) and cyclic (fatigue performance) shear-tensile loadings. In particular, the contribution of the adhesive layer was investigated. Based on the results of this study the following conclusions were drawn:
-
1.
Lap joints of high dimensional quality/integrity were obtained with the joining parameters used in this study. Therefore, the differences in the load-bearing capacities of the joints were obviously not related to any quality issues.
-
2.
SPR joints showed significantly lower static strength (reduced tensile force maximum) and lower fatigue performance (less cycles to fracture) than riv-bonded joints. Hence, it is evident that the adhesive layer provided the main contribution to the total load-bearing capacity of riv-bonded joints, whereas the rivets contributed only little.
-
3.
The static strength was moderately higher for riv-bonded joints than for AB joints, but it was quite low for SPR joints. Just moderate variation of the clamping conditions revealed that the static strength of lap joints was dependent on both the load direction and the compliance of the sheets.
-
4.
The fatigue performance (number of cycles to fracture) of both, SPR joints and riv-bonded joints, increased either with decreasing load amplitude or with decreasing mean load as expressed by the decreasing load ratio, respectively. Moreover, load ratio and load amplitude influenced the actual fracture mode of the lap joints.
-
5.
At quasi-static load as well as at high load amplitudes (low-cycle fatigue regime) fracture was mainly determined by the quality/integrity of the joints which depends basically on the capability of the joining process. However, at low load amplitudes (high-cycle fatigue regime) fracture was mainly determined by the properties of the sheets.
-
6.
At low load amplitudes (high-cycle fatigue regime), AB joints showed less cycles to fracture than riv-bonded joints, but at high load amplitudes (low-cycle fatigue regime) the number of cycles was almost identical for both types of joints. However, that was only the case if the overlapping area of the sheets was completely bonded.
-
7.
Even moderate reduction of the bonding area between the overlapping sheets decreased the static strength, but also reduced tremendously the fatigue performance. Hence, the potential load-bearing capacity of lap joints can only be exploited if the adhesive layer is applied on the complete area.
References
W.S. Miller, L. Zhuang, J. Bottema, A.J. Wittebrood, P. De Smet, A. Haszler, and A. Vieregge, Recent Development in Aluminium Alloys for the Automotive Industry, Mater. Sci. Eng. A, 2000, 280, p 37–49.
J. Hirsch, Recent Development in Aluminium for Automotive Applications, Trans. Nonferrous Met. Soc. China, 2014, 24, p 1995–2002.
M. Pouranvari and S.P.H. Marashi, Critical Review of Automotive Steels Spot Welding: Process, Structure and Properties, Sci. Technol. Weld. Join., 2013, 18(5), p 361–403.
S.M. Manladan, F. Yusof, S. Ramesh, M. Fadzil, Z. Luo, and S. Ao, A Review on Resistance Spot Welding of Aluminum Alloys, Int. J. Adv. Manuf. Technol., 2017, 90, p 605–634.
J.E. Gould, Joining Aluminum Sheet in the Automotive Industry: A 30 Year History, Weld. J., 2012, 91, p 23–34.
X. He, I. Pearson, and K. Young, Self-Pierce Riveting for Sheet Materials: State of the Art, J. Mater. Process. Technol., 2008, 199, p 27–36.
D. Li, A. Chrysanthou, I. Patel, and G. Williams, Self-Piercing Riveting: A Review, Int. J. Adv. Manuf. Technol., 2017, 92, p 1777–1824.
S. Maggiore, M.D. Banea, P. Stagnaro, and G. Luciano, A Review of Structural Adhesive Joints in Hybrid Joining Processes, Polymers, 2021, 13, p 3961.
R. Haque, Quality of Self-Piercing Riveting (SPR) Joints from Cross-Sectional Perspective: A Review, Arch. Civ. Mech. Eng., 2018, 18, p 83–93.
Y. Xu, Effects of Factors on Physical Attributes of Self-Piercing Riveted Joints, Sci. Technol. Weld. Join., 2006, 11(6), p 666–671.
D. Li, L. Han, A. Chrysanthou, M. Shergold, and G. Williams, The effect of setting velocity on the static and fatigue strengths of self-piercing riveted joints for automotive applications, in Proceedings on TMS Annual Meeting (2014), p 557–564.
R. Porcaro, A.G. Hanssen, M. Langseth, and A. Aalberg, Self-Piercing Riveting Process: An Experimental and Numerical Investigation, J. Mater. Process. Technol., 2006, 171, p 10–20.
M. Carandente, R.J. Dashwood, I.G. Masters, and L. Han, Improvements in Numerical Simulation of the SPR Process Using a Thermo-Mechanical Finite Element Analysis, J. Mater. Process. Technol., 2016, 236, p 148–161.
F. Hönsch, J. Domitner, C. Sommitsch, B. Götzinger, and M. Kölz, Numerical Simulation and Experimental Validation of Self-Piercing Riveting (SPR) of 6xxx Aluminium Alloys for Automotive Applications, J. Phys. Conf. Ser., 2018, 1063, p 012081.
X. Sun and M.A. Khaleel, Performance Optimization of Self Piercing Rivets through Analytical Rivet Strength Estimation, J. Manuf. Process., 2005, 7(1), p 83–93.
X. Sun and M.A. Khaleel, Strength Estimation of Self-Piercing Rivets Using Lower Bound Limit Load Analysis, Sci. Technol. Weld. Join., 2005, 10(5), p 624–635.
D. Li, L. Han, M. Thornton, and M. Shergold, Influence of Edge Distance on Quality and Static Behaviour of Self-Piercing Riveted Aluminium Joints, Mater. Des., 2012, 34, p 22–31.
D. Li, Influence of Local Surface Texture by Tool Impression on the Self-Piercing Riveting Process and the Static Lap Shear Strength, J. Manuf. Process., 2017, 29, p 298–309.
F. Hönsch, J. Domitner, C. Sommitsch, and B. Götzinger, Modeling the Failure Behavior of Self-Piercing Riveting Joints of 6xxx Aluminum Alloy, J. Mater. Eng. Perform., 2020, 29, p 4888–4897.
M. Fu and P.K. Mallick, Fatigue of Self-Piercing Riveted Joints in Aluminum Alloy 6111, Int. J. Fatigue, 2003, 25, p 183–189.
K. Iyer, S.J. Hu, F.L. Brittman, P.C. Wang, D.B. Hayden, and S.P. Marin, Fatigue of Single- and Double-Rivet Self-Piercing Riveted Lap Joints, Fatigue Fract. Eng. Mater. Struct., 2005, 28, p 997–1007.
X. Sun, E.V. Stephens, and M.A. Khaleel, Fatigue Behaviors of Self-Piercing Rivets Joining Similar and Dissimilar Sheet Metals, Int. J. Fatigue, 2007, 29, p 370–386.
D. Li, L. Han, M. Thornton, and M. Shergold, Influence of Rivet to Sheet Edge Distance on Fatigue Strength of Self-Piercing Riveted Aluminium Joints, Mater. Sci. Eng. A, 2012, 558, p 242–252.
K. Mori, Y. Abe, and T. Kato, Mechanism of Superiority of Fatigue Strength for Aluminium Alloy Sheets Joined by Mechanical Clinching and Self-Pierce Riveting, J. Mater. Process. Technol., 2012, 212, p 1900–1905.
P. Lin, Z. Su, W. Lai, and J. Pan, Fatigue Behavior of Self-Piercing Rivets and Clinch Joints in Lap-Shear Specimens of Aluminum Sheets, SAE Int. J. Mater. Manuf., 2013, 6(2), p 293–298.
Z.-M. Su, P.-C. Lin, W.-J. Lai, and J. Pan, Fatigue Analyses of Self-Piercing Rivets and Clinch Joints in Lap-Shear Specimens of Aluminum Sheets, Int. J. Fatigue, 2015, 72, p 53–65.
S.-H. Kang and H.-K. Kim, Fatigue Strength Evaluation of Self-Piercing Riveted Al-5052 Joints under Different Specimen Configurations, Int. J. Fatigue, 2015, 80, p 58–68.
L. Zhao, X. He, B. Xing, Y. Lu, F. Gu, and A. Ball, Influence of Sheet Thickness on Fatigue Behavior and Fretting of Self-Piercing Riveted Joints in Aluminum Alloy 5052, Mater. Des., 2015, 87, p 1010–1017.
L. Huang, H. Guo, Y. Shi, S. Huang, and X. Su, Fatigue Behavior and Modeling of Self-Piercing Riveted Joints in Aluminum Alloy 6111, Int. J. Fatigue, 2017, 100, p 274–284.
D.-H. Choi, D.-W. Han, and H.-K. Kim, Fatigue Life Estimation of Self-Piercing Riveted Aluminum Joints under Mixed-Mode Loading, Int. J. Fatigue, 2017, 97, p 20–28.
J.F.C. Moraes, H.M. Rao, J.B. Jordon, and M.E. Barkey, High Cycle Fatigue Mechanisms of Aluminum Self-Piercing Riveted Joints, Fatigue Fract. Eng. Mater. Struct., 2018, 41, p 57–70.
H. Fricke and M. Israel, Simulation von Hybridfügeprozessen–Unterschiedliche Werkstoffe prozesssicher verbinden, Adhäsion, 2011, 55(7–8), p 24–29.
R. Neugebauer, M. Israel, B. Mayer, and H. Fricke, Numerical and Experimental Studies on the Clinch-bonding and Riv-bonding Process, Key Eng. Mater., 2012, 504–506, p 771–776.
H. Fricke and T. Vallée, Numerical Modeling of Hybrid-Bonded Joints, J. Adhes., 2016, 92, p 652–664.
D. Landgrebe, B. Mayer, S. Niese, H. Fricke, I. Neumann, M. Ahnert, and T. Falk, Adhesive Distribution and Global Deformation between Hybrid Joints, Key Eng. Mater., 2015, 651–653, p 1465–1471.
L. Potgorschek, J. Domitner, F. Hönsch, C. Sommitsch, and S. Kaufmann, Numerical Simulation of Hybrid Joining Processes: Self-Piercing Riveting Combined with Adhesive Bonding, Proc. Manuf., 2020, 47, p 413–418.
Y. Liu, L. Han, H. Zhao, and X. Liu, Numerical Modelling and Experimental Investigation of the Riv-Bonding Process, J. Mater. Process. Technol., 2021, 288, p 116914.
Y. Liu, L. Han, H. Zhao, and X. Liu, Experimental Investigation of the Adhesive Layer’s Impact on the Riv-Bonding Process and Joint Quality, Thin-Walled Struct., 2021, 167, p 108255.
J. Domitner, P. Auer, J. Stippich, Z. Silvayeh, S. Jessernig, L. Peiser, F. Hönsch, and C. Sommitsch, Riv-Bonding of Aluminum Alloys with High-Strength Steels against the Favorable Joining Direction, J. Mater. Eng. Perform., 2022, 31, p 6970–6979.
F. Moroni, A. Pirondi, and F. Kleiner, Experimental Analysis and Comparison of the Strength of Simple and Hybrid Structural Joints, Int. J. Adhes. Adhes., 2010, 30, p 367–379.
X. He, B. Xing, K. Zeng, F. Gu, and A. Ball, Numerical and Experimental Investigations of Self-Piercing Riveting, Int. J. Adv. Manuf. Technol., 2013, 69, p 715–721.
H. Jiang, Y. Liao, S. Gao, G. Li, and J. Cui, Comparative Study on Joining Quality of Electromagnetic Driven Self-Piercing Riveting, Adhesive and Hybrid Joints for Al/Steel Structure, Thin-Walled Struct., 2021, 164, p 107903.
F. Moroni, Fatigue Behaviour of Hybrid Clinch-Bonded and Self-Piercing Rivet Bonded Joints, J. Adhes., 2019, 95(5–7), p 577–594.
G. Wu, D. Li, W.-J. Lai, Y. Shi, H. Kang, Y. Peng, and X. Su, Fatigue Behaviors and Mechanism-Based Life Evaluation on SPR-Bonded Aluminum Joint, Int. J. Fatigue, 2021, 142, p 105948.
J. Domitner, Z. Silvayeh, J. Predan, F. Jerenec, P. Auer, J. Stippich, L. Ferlič, P. Štefane, C. Sommitsch, and N. Gubeljak, Influence of the Sheet Edge Condition on the Fracture Behavior of Riv-Bonded Aluminum–Magnesium Joints, Key Eng. Mater., 2022, 926, p 1541–1548.
STANLEY® Engineered Fastening, Tucker GmbH, Self Piercing Rivet Catalog and Die Overview T-Numbers, (Gießen, Germany, 2017).
Sika Automotive GmbH, Product Data Sheet SikaPower®-498/3 Crash-Resistant Metal Adhesive (Hamburg, Germany, 2016).
Y.K. Chen, L. Han, A. Chrysanthou, and J.M. O’Sullivan, Fretting Wear in Self-Piercing Riveted Aluminium Alloy Sheet, Wear, 2003, 255, p 1463–1470.
L. Huang, J. Bonnen, J. Lasecki, H. Guo, and X. Su, Fatigue and Fretting of Mixed Metal Self-Piercing Riveted Joint, Int. J. Fatigue, 2016, 83, p 230–239.
L. Huang, Y. Shi, H. Guo, and X. Su, Fatigue Behavior and Life Prediction of Self-Piercing Riveted Joint, Int. J. Fatigue, 2016, 88, p 96–110.
Acknowledgment
The authors would like to thank STANLEY® Engineered Fastening, Tucker GmbH, for providing the SPR system and Magna Steyr Fahrzeugtechnik for supporting the project. Thanks go to Lukas Peiser for preparing the joints, to Herbert Penker for assisting the static tests, to Filip Jerenec, Luka Ferlič and Primož Štefane for assisting the cyclic tests, and to Ricardo Buzolin for aiding the SEM analysis.
Funding
Open access funding provided by Graz University of Technology. Part of this study was co-funded by the Erasmus+ program of the European Union (EU) and by the program for Scientific & Technological Cooperation of the Austrian Federal Ministry of Education, Science and Research (BMBWF) and of the Slovenian Ministry for Education, Science and Sport (MESS). This joint program is managed by the Austrian Agency for Education and Internationalization (OeAD) and by the Slovenian Research Agency (ARRS).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Domitner, J., Silvayeh, Z., Predan, J. et al. Load-Bearing Capacities and Fracture Modes of Self-Piercing-Riveted, Adhesive-Bonded and Riv-Bonded Aluminum Joints at Quasi-Static and Cyclic Loadings. J. of Materi Eng and Perform 32, 7622–7632 (2023). https://doi.org/10.1007/s11665-022-07677-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07677-5