
Abstract
Metal-polyamide gear pairs provide advantages but their application is limited due to wear. The properties of the metallic gearing significantly affect the wear behavior. However, the influence of varying metallic materials as well as flank hardness is not known. Within this contribution, the occurring wear mechanisms when applying steel, brass and aluminum with varying hardness resulting from manufacturing by machining and cold forging were identified. Depending on the hardness of the metallic tooth flank, the release of metallic particles (3-body abrasion) or surface roughening (2-body abrasion) results. The formation of a wear-reducing transfer film is only possible with sufficient strength of the metallic tooth flank and tribological compatibility. Maximum wear occurs at a metal hardness of about 120 HV due to 3-body abrasion with high abrasive effect of the metallic particles. The adaptation of the cold forging process enables a local increase in the plastic strain of the tooth flank by 84% resulting in an elevated tooth flank hardness (+ 53%) for aluminum and significantly reduced wear. Furthermore, the formation of a wear-reducing transfer film results. Aluminum pinions produced in the adapted cold forging process achieve performance level of steel within the investigated load case.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Gear drives are the industrially most important design elements for power transmission. The market for gears, drives and speed changers is expected to continue to grow strongly in the future (Ref 1). Gears in the low and medium power range are used in various applications in automation, medical technology or as actuators in the automotive industry (Ref 2). For these purposes, the metal-polymer material pairing offers great potential (Ref 3). It provides advantages over purely metallic pairings due to the self-lubricating properties, improved damping and vibration behavior, as well as the possibility of weight savings (Ref 4). Due to its good wear resistance, low coefficient of friction and beneficial mechanical properties, polyamide, in particular, PA66 is applied in the material pairing (Ref 3). However, wear limits the compliance with functionally relevant tolerances and the lifetime of the pairing (Ref 4), which is why the reduction of the occurring wear is of essential importance.
A number of research projects have already investigated the influence of various component properties of the metallic partner on the wear behavior of the material pairing. Research work is carried out both on gear pairings as well as on model systems such as pin-on-disk or two-disk test rigs. The metallic surface roughness affects the occurrence of wear, whereas the initial surface of the polymer partner is negligible due to its comparable low strength (Ref 5). Depending on the contact surface roughness, the wear mechanisms adhesion and abrasion occur within the material pairing (Ref 6). The influence of the initial surface roughness of steel was determined by Wieleba (Ref 7) in the pin-on-disk test, but no consideration was given to a wear-related alteration of the surface. Pogačnik (Ref 8) also investigated the effect of varying surface roughness of steel in the pin-on-disk test and found adhesion of material and formation of a transfer film at low roughness as well as abrasive wear at high roughness. Within the gear pairing, the influence of different initial surface roughness of metallic steel pinions was investigated by Mertens (Ref 9) and an increasing abrasive wear with elevated roughness was confirmed.
The effect of different metallic materials in the pairing with polyamide PA66 was investigated by Chen (Ref 5) in the two-disk test, whereby a reduced wear was found for aluminum and brass compared to steel. The investigation indicates the potential of applying light and non-ferrous metals, but no general statements can be made, since the materials had widely varying strength levels as well as initially different surface roughness, and neither the alteration of the surface nor the occurring wear mechanisms were identified. Chen’s (Ref 5) results also contradict those of Takahashi (Ref 10), who found increased wear when using aluminum compared to steel in studies of a metal-polyamide gear pair, which is why further investigations are required in this regard. The influence of hardness when applying high-strength steel materials was investigated by Wieleba (Ref 7) and reduced wear was found at very high hardness, although tempered steel was used, which means that the findings are not transferable to materials with low strength.
Wear is increased by elevated surface pressure and sliding velocity as determined by Pogačnik (Ref 11). Furthermore, rising temperatures have a negative effect, since the mechanical properties of polymers are temperature dependent (Ref 4). Against this background, the increased thermal conductivity of aluminum compared to steel offers potential.
In the research work on the material pairing so far mainly conventionally machined and subsequently hardened steel gears were applied (Ref 12). No investigation of the wear-related alteration of the metallic surface due to wear has been carried out, although its importance for the occurring wear mechanism is known. To date, there have been no studies of metal gears produced by forming processes within the material pairing. Though, cold forging offers great potential to produce ready-to-use gears with advantageous mechanical component properties and sufficient accuracy in a process suitable for serial production. It achieves high material utilization and short cycle times (Ref 13). The forming-induced hardening increases strength, which is particularly advantageous for materials where strength enhancement by heat treatment is not possible. This is promising for the use of non-ferrous and light metals, which have an initial lower strength level. With regard to the application in gear drives, brass offers potential due to its very good corrosion resistance, as well as aluminum due to its low density and the resulting lightweight potential. Yet, there are no fundamental investigations on the influence of different metallic materials and their hardness—in particular aluminum and brass—in the material pairing. In previous studies (Ref 5), the potential of aluminum and brass was demonstrated, although the alteration of the metallic surface and the occurring wear mechanisms were not determined. A variation of the hardness was only carried out for tempered steel materials (Ref 7). There was no targeted investigation of the influence of hardness of the metallic pinion and the resulting application limits for different metallic materials. It is also unclear what effect the increased thermal conductivity of aluminum has in the material pairing. Furthermore, there are no findings on the influence of forming-induced hardening of gears produced by extrusion. Apart from initial preliminary investigations of the author (Ref 14) in which the potential of cold forged gears in the material pairing was demonstrated, there have been no studies on the influence of the forming-induced hardening on wear. Against this background, it is promising to expand the application potential of brass and aluminum by utilizing forming-induced hardening and by specifically influencing strain hardening within the extrusion process.
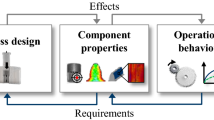
The aim of this study is to generate transferable findings on the application limits of cold forged metallic pinions in the metal-polyamide material pairing and the targeted adaptation of the mechanical properties. For this purpose, it is necessary to determine the wear behavior of different metal materials and to identify the influence of the tooth flank hardness on the occurring wear mechanisms. Based on this, measures to influence the forming-induced hardening in the cold forging process will be investigated and the improvement of the wear behavior will be verified. Functional relationships will be derived from the findings. Figure 1 shows the applied methodology.

Methodology within this investigation
The wear behavior of the material pairing is investigated within a single gear stage consisting of a metal pinion and a polymer wheel on a gear test bench. In order to investigate the influence of the metallic material and its hardness, the tooth flank hardness of machined pinions is varied systematically by heat treatment. In addition, cold forged pinions from the reference process are applied. The material-specific wear behavior is investigated by wear tests, and the occurring wear mechanisms as well as the application limits of the metallic materials are identified. This is followed by a targeted adaptation of the local hardening of the tooth flank in the cold forging process and the verification of the improved wear behavior. Finally, functional relationships are derived.
2 Experimental Procedures
Figure 2 shows the gear pair and the examined load case.

Gear pairing and load case
2.1 Gear Pair and Load Case
The gear pair has an involute profile with a normal module of 1 mm. The metal pinion has 17 teeth and the polymer wheel 39 (gear ratio 2.3), which represents a typical gear size in actuators (Ref 2). The speeds of the pinion and wheel are 2294 min−1 and 1000 min−1 with a torque of the pinion of 1 Nm. The resulting power of 230 watts corresponds to drives in the lower power range as used in the automotive sector in steering systems, seat adjusters, window regulators or air conditioning (Ref 2). To enable manufacturing of the metal pinion by cold forging, tip and root radii of 0.3 mm are applied. The wear behavior is investigated on a gear test bench up to a number of 3.0 × 106 load cycles of the wheel.
2.2 Gear Materials
The polymer wheels are made of polyamide 66 (PA66) of the type Ultramid A3K and represent an industrial relevant gear material which shows low friction and wear during operation (Ref 3). The wheels were produced by injection molding using an Arburg 370U-700-30-30 from Arburg GmbH Co KG at the Institute of Polymer Technology of the Friedrich-Alexander-Universität Erlangen-Nürnberg and provided for this investigation. Three different metallic materials are investigated, which cover a broad range of industrially relevant gear materials.
2.2.1 Steel
The low-alloy case-hardening steel 16MnCr5 (1.7131) is a frequently used gear material for medium strength requirements (Ref 15) and can be case hardened for higher demands. Compared with brass and aluminum, steel exhibits a significantly higher strength level. In order to represent low hardness levels, the unalloyed case-hardening steel C15 (1.0401) is also investigated.
2.2.2 Bras
Brass represents the most important non-ferrous gear material, which offers good wear and very high corrosion resistance (Ref 15). The brass alloy CuZn37 (2.0321) with a zinc content of 37% has a very good cold formability due to its homogeneous, single phase and face-centered cubic crystal structure. Brass materials have a medium strength level compared to steel and aluminum. An increase in strength cannot be achieved by heat treatment, but only by work hardening (Ref 16).
2.2.3 Aluminum
High-strength aluminum alloys offer potential for lightweight design in gear drives due to their high strength at low density. The age-hardenable aluminum alloy AlMgSi1 (3.2315) offers both high strength and good cold formability (Ref 15). However, the application of aluminum in dry-running gears is limited due to its low strength level (Ref 15). The alloy elements and physical properties of the metal materials are shown in Table 1.
Compared with steel and brass, the aluminum materials have a much higher thermal conductivity. This is relevant with regard to dissipation of heat generated in the pairing as the mechanical properties of polymers decrease sharply with increasing temperature (Ref 9). Furthermore, the density of aluminum is 66% lower than that of steel, offering lightweight potential.
2.3 Variation of Material State
Initially, the material state of machined metallic pinions is varied by heat treatment in order to enable a targeted investigation of the influence of tooth flank hardness on the wear behavior. Table 2 shows material state variation.
The maximum hardness of the steel material 16MnCr5 is achieved by case hardening. In the case of the brass material CuZn37, an increase in strength is only possible by strain hardening (Ref 16). For aluminum, age hardening (T4) and artificial aging (T6 temper) achieve maximum strength (Ref 17). Figure 3 shows the resulting microstructures and flank hardness.

Resulting variation of microstructure and hardness
The heat treatment achieves symmetrical hardening of the tooth profile, which is why the microstructure and hardness distribution are only shown for one half of the tooth. 16MnCr5 is investigated in soft-annealed (+ A) and in case-hardened (+ CH) condition. Through case hardening, a strong increase in hardness occurs due to the accumulation of carbon in the edge area (Ref 18). Compared to the delivery condition of the brass material CuZn37, the heat treatment results in a relaxation of the microstructure (300 °C) up to recrystallization (450 °C and 600 °C). As the temperature rises, the grain size increases and the strength decreases (Ref 19).
Soft annealing (O) of the aluminum alloy AlMgSi1 results in a coarse-grained, uniform microstructure with reduced strength. Elevated strength is achieved by age hardening, with a certain increase in hardness achieved by natural aging (T4 temper) and the maximum by artificial aging (T6 temper). A further increase in the strength of brass and aluminum is only possible by strain hardening.
For cold forging of the metal pinion, the material condition with the highest strength suitable for extrusion is selected from each material class. The flow curves of 16MnCr5 + A, CuZn37 and AlMgSi1 T6 are shown in Fig. 4.

Flow curves of the gear materials applied for cold forging
The flow curves were determined experimentally in upsetting tests in accordance with DIN 50106 up to a plastic strain of ε = 0.8 and extrapolated using the Hockett–Sherby approach (Ref 20) up ε = 4, which is the maximum that occurs in gear extrusion. Despite comparable initial yield stresses, the gear materials exhibit widely different levels of flow stress in the range relevant for gear forming (ε = 0.5-4). Due to the pre-hardened material state, the saturation flow stress is reached earlier when forming the aluminum material. The reduced strain hardening potential can also be seen from the increased strain hardening coefficient m (Fig. 4) (Ref 20).
2.4 Metal Pinion Manufacturing
Within this investigation, the metallic pinions are manufactured both by electric discharge machining (EDM)—to illustrate conventional metal-cutting processes—and by cold forging—to investigate the influence of forming-induced hardening. Manufacturing by EDM has been chosen since a high level of geometric reproducibility is achieved. The component properties correspond to machining, which represents the state of the art in the manufacture of ready-to-use, metallic gears (Ref 15).
The cold forged gears are produced by full forward extrusion. Figure 5 shows the setup of the extrusion process and the post-processing of the formed gear.

(a) Process setup and (b) finish of gear geometry
The geared area of the extrusion die is designed as a negative of the tooth geometry. The layout of the die and the die shoulder area are based on numerical investigations (Ref 21) and on literature recommendations (Ref 22) with a opening angle of 120°. Due to the internal pressure of more than 2000 N/mm2, the die is preloaded with two reinforcement rings (Ref 23). To avoid stress peaks, the die is split above the extrusion shoulder.
After forming, areas of insufficient die filling are removed by machining and a mounting hole is cut on a lath with ISO-tolerance H7. The surface of all metallic pinions is sandblasted (grain size 10 μm) to achieve a homogeneous surface topography with a maximum profile height of RZ = 5 ± 1.4 μm prior the wear tests. The increased surface roughness also avoids the occurrence of critical adhesive wear of the polymer material (Ref 11).
Figure 6 shows the resulting process force and component properties for the manufacture of gears of the three investigated materials. When forming all three materials, the course of the process force curves is comparable, although the maximum process forces differ significantly due to the different maximum flow stress level (Fig. 4). The maximum process force for forming the steel gears is 199 ± 4 kN and for brass and aluminum only 158 ± 3 kN and 110 ± 3 kN.

(a) Process force and (b) component properties of gear cold forging
When gears from 16MnCr5 +A are formed, the tooth flank hardness is increased locally by 117% to 376 ± 14 HV compared with the initial condition before forming (174 ± 12 HV) due to the forming-induced strain hardening. In contrast, the increase in tooth flank hardness is much lower for CuZn37 (+ 43%) and AlMgSi1 T6 (+ 32%). This is attributed to the pre-hardened material state due to the artificially aging process and the resulting reduced strain hardening potential, which can be seen from the higher strain hardening coefficient m and the determined flow curve (Fig. 4).
2.5 Wear Behavior of Machined Brass and Aluminum Pinions Compared to Steel
In the following, the wear behavior of pinions machined from the steel, brass and aluminum materials with highest hardness achievable through heat treatment is compared. Figure 7 shows the course of the total wear of the pairing based on the wear volume up to 3.0 × 106 load cycles.

Wear behavior of machined pinions with highest hardness achievable through heat treatment
The lowest total wear occurs when applying the hardened steel 16MnCr5 CH, with a run-in phase with initially increased wear rate and a stationary phase with reduced wear. This is attributed to the formation of a wear-reducing transfer film (Ref 8). In contrast, wear is much higher when the pinions machined from brass and aluminum are applied. Wear occurs on both, the metal pinion and the polymer wheel. In order to determine the causes for the different wear behavior and the occurring wear mechanisms, the influence of metal material and flank hardness is systematically investigated in Chapter 4.
2.6 Characterization of the Wear Behavior
Geometric wear, change of surface topography and heat loss within the pairing are analyzed. The wear-related change of the geometry of the pinion and wheel is measured on a coordinate measuring machine (Hexagon Metrology GmbH) after every 500,000 load cycles up to a total number of 3.0 × 106 load cycles, in order to confirm a constant wear behavior for all investigated pairings. The wear volume is determined as the loss of tooth volume from a measurement of the cross section at medium gear width. From the wear volume, the wear rate per 1.0 × 106 load cycles is calculated. The evaluation of the stationary wear rate is made between 2.5 and 3.0 × 106 load cycles.
The metal tooth flank is imaged with a confocal laser scanning microscope (Keyence Corporation). The temperature in the contact area is measured optically using a pyrometer (Optris GmbH) on the tooth flank of the polymer wheel. In addition, the metallic surface is measured by means of energy-dispersive x-ray analysis (EDX) to determine the formation of a polymer transfer film. The measurement is performed with an accelerating voltage of 10 kV, a detector grid potential of 1000 V and a probe current of 1.5 nA. Before measurement, the metal pinions are cleaned using compressed air to remove loose particles. The transfer film is confirmed by detecting the elements carbon (C), oxygen (O) and nitrogen (N) of the polyamide material PA66 (C12H22N2O2). The detection of C, O and N is performed with a lateral resolution of 2.3 µm, 1.4 µm and 1.3 µm (Ref 24), from which the minimum thickness of the transfer film can be concluded. Due to the low atomic mass of hydrogen (H), it cannot be detected.
3 Results and Discussion
In the following, the wear behavior of the material pairing when applying different metallic materials is investigated. For this purpose, wear tests are carried out with machined pinions as well as with cold forged pinions with forming-induced hardening.
3.1 Machined Pinions
Machining represents the conventional process for gear manufacturing. The subsequent heat treatment allows a targeted variation of the flank hardness.
3.1.1 Steel
First, the wear behavior of the steel-polyamide pairings is examined. Figure 8 shows the wear progression (a) as well as the resulting stationary wear rates and flank temperatures (b).

(a) Wear progression, (b) stationary wear rate and flank temperature of the steel-polyamide pairings
The pairings show very different wear behavior with regard to the total wear (Fig. 8a). The highest total wear of 990.0 ± 26.8 µm3 after 3.0 × 106 load cycles is measured for the pairing with the C15 pinion. Both pairings with C15 and 16MnCr5 +A show a largely linear wear pattern. In contrast, a run-in and stationary wear phase occurs when deploying 16MnCr5 and 16MnCr5 CH. Within the first 0.5 × 106 load cycles, wear initially increases sharply and then more slowly. After about 1.5 × 106 load cycles, the wear behavior transitions to a stationary phase with a significantly reduced wear rate. The pronounced run-in and stationary wear phases do not occur in the pairings with low hardness.
In Fig. 8(b), the stationary wear rates of the metal pinion and polymer wheel per 106 load cycles are shown. Wear occurs predominantly on the polymer wheel, with significant wear also occurring on the C15 and 16MnCr5 +A pinions The wear rates are 39.4 ± 4.6 µm3/106 (C15) as well as 17.2 ± 3.6 µm3/106 (16MnCr5+A) for the pinion and 266.6 ± 11.2 µm3/106 and 124.0 ± 6.2 µm3/106 for the wheel. When applying higher-strength steel pinions, wear rates are significantly reduced. The lowest polymer wear is determined for the pairing with the 16MnCr5 CH pinion with no significant metal wear. The wear rate of the polymer wheel is only 62.6 µm3/106. The reduced wear also affects tooth flank temperature due to lower generated heat loss. In order to determine the underlying wear mechanisms, the change in surface topography is evaluated in Fig. 9.

Alteration of surface (a) topography and (b) roughness of the machined steel pinions
Compared to the initial surface (RZ = 5 µm), topography of all steel pinions with a hardness of less than 300 HV is roughened due to wear. This can be seen both from the wear values as well as from the topography images (Fig. 9a) and roughness depth RZ (Fig. 9b). The increased roughness with decreasing hardness is attributed to abrasive wear of the metallic tooth flank. The roughening is reduced with enhanced pinion surface hardness. Only for the 16MnCr5 CH pinions, the roughness values at the end of the wear tests are lower than the initial values. The smoothing of the surface results due to the removal of roughness peaks and the formation of a transfer film. In order to verify the transfer film, EDX measurement has been made (Fig. 10).

EDX measurement to verify the formation of a transfer layer (16MnCr5 CH)
The initial surface shows a uniform, non-directional topography due to previous sand blasting. The EDX measurement shows the mass fractions of the base material 16MnCr5 with a carbon content of C = 0.8% due to case hardening. The topography of the worn surface (Fig. 10b) is clearly smoothed, and a transfer film, formed due to deposition of polymer particles, can be seen from the microscope image. The EDX measurement confirms the formation of the transfer film by a high carbon (74%), oxygen (14%) and nitrogen (11%) mass fractions on the surface.
3.1.2 Aluminum
Below, the application of aluminum pinions, which have a significantly lower overall strength level compared to steel, is investigated. Figure 11 shows the wear progression (a) as well as the resulting stationary wear rates and flank temperatures (b).

(a) Wear progression, (b) stationary wear rate and flank temperature of the aluminum-polyamide pairings
The highest total wear (Fig. 11a) of 888.4 ± 31.5 µm3 occurs when applying the AlMgSi1 T6 pinion. With decreasing strength of the aluminum pinion, the total wear decreases to 612.2 ± 32.8 µm3 for Al99.5. However, the wear of the aluminum pinion increases sharply with reduced strength. The wear rates (Fig. 11b) of the Al99.5 pinion and the paired polymer wheel are similar with 90.4 ± 13,6 µm3/106 and 118.8 ± 16.8 µm3/106.
As the strength of the aluminum pinion increases, the metallic wear is reduced to 34.0 ± 4.5 µm3/106 for AlMgSi1 T6, with the wear of the polymer wheel rising to 273.0 ± 19.2 µm3/106. The maximum overall wear occurring in the pairing at a hardness of the aluminum pinion of 120 HV is also confirmed by the elevated temperature of the pairing.
The evaluation of the surface topography and change in the roughness depth of the tooth flanks is shown in Fig. 12. The tooth flank of all aluminum pinions is heavily roughened and significant wear occurs. This is caused by abrasive wear due to an insufficient wear resistance of the aluminum surface. The roughness depth RZ is in the range of 13.14-10.23 ± 1.8 µm for all pinions, both in and against the rolling direction.

Alteration of surface (a) topography and (b) roughness of the machined aluminum pinions
With increasing hardness, a preferred direction of the surface in rolling direction can be seen. This is attributed to the fact that abrasion of the surface occurs along the rolling motion and grooves are formed in the rolling direction. In contrast, at low hardness (Al99.5 and AlMgSi O), substantial wear of the metal pinion occurs, larger particles break out of the surface, resulting in an irregular surface topography with no preferred direction. The abrasion and the resulting wear of the aluminum pinion rise with decreasing hardness, and increasing damage to the shape of the metallic tooth flank can be seen in the topography images.
3.1.3 Brass
In the following, the wear behavior when applying machined brass pinions investigated. Figure 13 shows the wear progression (a) as well as the stationary wear rates and flank temperatures (b).

(a) Wear progression, (b) stationary wear rate and flank temperature of the brass-polyamide pairings
The pairings show very similar behavior with regard to the total wear (Fig. 13a). The total wear when applying the brass pinions CuZn37 600°, 450° and 300° is between 902.6 ± 14.3 µm3 (CuZn37 600°) as well as 990.0 ± 15.7 µm3 (CuZn37 300°) after 3.0 × 106 load cycles with a largely linear increase in wear. Only for the CuZn37 pinion (150 HV) with highest hardness, there is a nonlinear wear curve with initially high and then reduced wear rates.
However, there are differences between the wear rates of the brass pinions and the polymer wheels (Fig. 13b). Maximum wear on the polymer wheel occurs at a hardness of 120 HV. This corresponds to the results of the wear tests when steel (C15) and aluminum (AlMgSi1 T6) are used. The metallic wear decreases with increasing hardness of the brass material. A significantly reduced wear of only 19.2 ± 4.3 µm3/106 of the brass pinion and only 177.8 ± 6.2 µm3/106 of the polymer wheel after 3.0 × 106 load cycles occur with the pinion CuZn37 of highest hardness. Figure 14 shows the topographies (a) and change in roughness depth (b) of the tooth flanks.

Alteration of surface (a) topography and (b) roughness of the machined brass pinions
As it was found for the steel and aluminum materials, severe abrasion of the surface occurs at a hardness below 120 HV. This can be seen from the topography images and the increased roughness depth. The abrasion causes larger wear particles to break out of the surface, resulting in high roughness values both in and against the rolling direction. In the case of the CuZn37 pinion (150 HV), the abrasion of the surface is significantly reduced due to enhanced wear resistance, resulting in significantly lower surface roughness. Furthermore, the formation of grooves in rolling direction leads to lower RZ values in this direction.
3.2 Cold Forged Pinions from the Reference Process
Below, the wear behavior when applying pinions cold forged in the reference process is compared with the use of machined pinions. Figure 15 shows the wear progression (a) and the stationary wear rates (b).

Comparison of the wear behavior of cold forged and machined pinions
For all three materials, the application of cold forged pinions results in a significantly reduced total wear compared to machined pinions. It is noticeable that in the case of the cold forged aluminum and brass pinions, a nonlinear wear curve occurs with a run-in and stationary wear phase (Fig. 15a). In contrast, the machined pinions lead to an almost linear wear behavior with largely constant wear rates. In order to determine the reason for this, the wear of the pinion and wheel, as well as the alteration of the flank surface, are examined below.
The evaluation of the wear rates (Fig. 15b) shows that the increased tooth flank hardness induced by the forming process significantly reduces the wear of both gears. The wear rates when using 16MnCr5 +A are reduced from 17.2 ± 3.6 µm3/106 for the metal pinion and 124.0 ± 6.8 µm3/106 for the polymer wheel to 8.6 ± 0.4 µm3/106 (-50%) as well as 91.2 ± 3.2 µm3/106 (− 26%). Similarly, for the brass material CuZn37, the wear rates of pinion and wheel are reduced from 19.2 ± 4.3 µm3/106 and 177.8 ± 6.2 µm3/106 to 14.4 ± 1.5 µm3/106 (− 25%) as well as 143.6 ± 3.6 µm3/106 (− 19%).
The reduction is most pronounced for the aluminum material, which has the initially lowest hardness level. The wear rates of 34.0 ± 4.5 µm3/106 for the aluminum pinion and 273.0 ± 19.2 µm3/106 for the polymer wheel are reduced to 22.2 ± 2.9 µm3/106 (− 35%) and 91.60 ± 4.6 µm3/106 (− 66%). The improved wear behavior is also confirmed by a lower mean tooth flank temperatures. The lowest temperature occurs when applying the cold forged aluminum pinions, which is attributed to the high thermal conductivity of aluminum compared to steel and brass (Table 1).
Significantly higher wear rates occur when brass is used, compared to steel and aluminum. In order to determine the cause of the different wear behavior, the topography and EDX measurements of the metallic tooth flank are evaluated. Figure 16 shows the change in topography and roughness of the tooth flanks of the machined and cold forged pinions.

Alteration of surface (a) topography and (b) roughness of the machined and cold forged pinions
All machined pinions as well as the AlMgSi1 T6 pinions, cold forged in the reference process, show an increased roughness depth RZ after the wear tests. This is attributed to abrasion of the surface due to insufficient wear resistance. In contrast, a smoothing of the flank surface of the cold forged steel and brass pinions can be seen during the wear tests, caused by the removal of roughness peaks.
The smoothing of the surface also leads to a nonlinear wear behavior, which is observed in Fig. 15(a). Due to the initial higher surface roughness, increased wear rates occur at the beginning of the wear tests. Because of the smoothing of the surface, the abrasive effect of the metallic surface is subsequently reduced and a stationary wear phase with reduced wear follows.
Furthermore, due to the high abrasion resistance and reduced surface roughness, the formation of a wear-reducing transfer film is made possible. In the following, EDX measurements of the tooth flank are performed to confirm transfer film formation (Fig. 17).

EDX measurement of the pinions cold forged in the reference process
In the initial state (Fig. 17a), all cold forged pinions have a comparable surface topography due to the previous sand blasting treatment. The EDX measurements of the tooth flanks show the mass fractions of the base materials (Table 1). Based on the measurement of the worn surfaces (Fig. 17b), the formation of a transfer film due to high carbon (77.6%), oxygen (11.9%) and nitrogen (9.4%) mass fractions is determined for 16MnCr +A. The transfer film leads to a significantly reduced wear of the polymer wheel (Fig. 15) due to the resulting self-lubricating effect (Ref 3).
The EDX measurement of the cold forged CuZn37 pinions shows no significant adhesion of polymer particles (4.8% carbon, 4.0% oxygen, 0.4% nitrogen mass fractions). Thus, no formation of a wear-reducing transfer film is observed, which explains the increased wear compared to the application of steel and aluminum pinions.
In the case of the cold forged AlMgSi1 T6 pinions, partly adhesion of the polymer material (29.3% carbon, 8.3% oxygen, 4.9% nitrogen mass fractions) occurs. However, the evaluation of the optical image shows that, as already determined from the topography (Fig. 16), abrasion of the metallic surface occurs, preventing the formation of a complete transfer film.
3.3 Identification of Wear Mechanisms
In the following, the influence of material and hardness of the metallic pinion on the wear behavior is summarized. In order to determine the occurring wear mechanisms, the influence of the tooth flank hardness on the wear-related roughness of the tooth flank is described first (Fig. 18).

Influence of the metal flank hardness on surface roughness
For all three metal materials, an increased roughening of the surface compared to the initial state (RZ = 5 µm) is observed with decreasing hardness. This is due to abrasion of the metal surface because of insufficient wear resistance. At a hardness of about 120 HV and below, high metallic wear occurs, leading to the release of metallic wear particles. The abrasive effect of these metallic particles results in abrasive 3-body wear between the metal pinion and the polymer wheel. The metallic wear increases further to with decreasing hardness, whereby the surface roughness remains largely constant in a range from RZ = 11.7 µm up to 13.3 ± 1.8 µm, but an elevated scattering of the roughness values can be observed. This indicates the random breakout of large wear particles.
When the tooth flank hardness is increased, the roughening of the surface due to abrasion decreases continuously. However, roughening compared with the initial state still occurs with the machined pinions made from steel with reduced strength (16MnCr5 + A) as well as with the machined brass pinions (CuZn37) and the aluminum pinions cold forged in the reference process.
Due to the abrasive effect of the roughened surface, abrasive 2-body wear occurs between the metal pinion and the polymer wheel. Sufficient wear resistance of the metallic tooth flank, which prevents roughening of the surface, is only achieved for the cold forged and case-hardened steel pinions. Based on the findings, the resulting wear mechanisms can be identified. They are summarized in Fig. 19.

Wear mechanisms and effect on metal and polymer wear
3.3.1 3-Body Abrasion
When the strength level of the metal pinion is low, 3-body abrasion (Fig. 19a) occurs. Due to the insufficient strength, the flank surface is heavily roughened and metallic particles are released, leading to high metallic wear up to 90.4 ± 13.6 µm3/106 for Al99.5. Abrasion is reduced as the hardness of the metal surface increases, although the surface roughness remains constantly high up to a hardness of about 120 HV and metallic wear particles continue to break out, leading to a wear rate of 39.4-28.4 ± 4.5 µm3/106. Due to elevated hardness, the abrasive effect of these particles in the tribological system—consisting of metal surface, polymer surface and metal particles—increases and leads to elevated wear of the polymer wheel up to 307.4 ± 9.8 µm3/106.
3.3.2 2-Body Abrasion
If the hardness of the metallic partner exceeds 120 HV, metallic wear is significantly reduced to a minimum of 3.0 ± 1.4 µm3/106 for 16MnCr5 +EH and only surface roughening occurs without the release of large wear particles. In the tribological system, 2-body abrasion (Fig. 19b) results. Increased hardness reduces the roughening of the tooth flank, thus reducing its abrasive effect. If the tooth flank is sufficiently strong and the metal and polymer materials are tribological compatible, a wear-reducing transfer film is formed, which further reduces wear of the polymer wheel to a minimum of 62.6 ± 9.2 µm3/106.
Figure 20 shows the influence of tooth flank hardness on the wear of the metal pinion (a) and polymer wheel (b) as well as the occurring wear mechanisms. The wear of the metal pinion decreases continuously with increasing flank hardness for all three materials. This is due to the elevated wear resistance with higher hardness, which can also be seen from the reduced roughening of the surface (Fig. 18).

Influence of the metal flank hardness on wear
At a hardness of about 120 HV and below, significant metallic wear occurs and large wear particles break out of the roughened surface. Maximum wear of the polymer wheel results at a hardness of the metallic tooth flank of about 120 HV for all metal materials. This is attributed to the occurrence of 3-body abrasion due to the release of metallic wear particles, which have an abrasive effect on the polymer wheel. With reduced hardness of the metallic pinion, this abrasive effect decreases, which is why the wear of the polymer wheel is significantly reduced for very low metal hardness. The evaluation of the tooth flank temperatures (Fig. 21), which provide information on the heat loss in the pairing due to wear, confirms the results of the wear tests.

Influence of the metal flank hardness on flank temperature
Maximum temperatures occur within all material pairings at a hardness of the metal pinion of around 120 HV, at which maximum wear occurs. The lowest tooth flank temperatures result at a high hardness of the metallic pinion, as here the total wear in the pairing becomes minimal. Overall, the pairings with the aluminum pinions exhibit a reduced temperature level, which is attributed to the increased thermal conductivity compared to steel and brass (Table 1). The application of aluminum results in the lowest overall flank temperature and offers potential to increase the service life of the polymer wheel.
The forming-induced hardness improves the wear behavior of all three gear materials. However, surface abrasion and metallic wear still occur with the cold forged aluminum pinions. For this reason, a wear-reducing transfer film is not formed. Likewise, no formation of a transfer film is observed with CuZn37, despite the high tooth flank hardness and the removal of roughness peaks. This is attributed to the low surface energy of brass compared to steel and aluminum (Ref 25). An elevated surface energy increases the adhesion forces between metal surface and polymer material and favors the adhesion of polymer particles and the formation of a transfer film (Ref 26).
3.4 Targeted Adaptation of the Cold Forging Process
The results obtained so far identified the wear behavior of steel, brass and aluminum, extruded in the reference process. In the case of the cold forged brass pinions, no formation of a transfer film was detected, despite a high tooth flank hardness. When applying aluminum, heat treatment and cold forging in the reference process do not achieve sufficient strength, which is why abrasion and wear of the metallic surface occur. Therefore, the objective is to achieve an increased strain hardening of the tooth flank in order to avoid abrasive wear of the metallic surface and to enable the formation of a wear-reducing transfer film when deploying brass and aluminum.
Measures to increase strain hardening in forward extrusion by adjusting the die opening angle are known from literature (Ref 27). However, this results in a global deflection of the material flow and thus high process forces (Ref 21), which lead to failure-critical die stresses (Ref 22). In the course of the preliminary numerical investigations, an adaptation of the die geometry was identified, which locally increases plastic strain in the area of the tooth flank while maintaining low process forces and resulting tool stresses. This is done by integrating a flank angle into the inlet area of the die, which leads to a local material flow redirection (Ref 21). Flank angles of 0° (reference process), 45°, and the maximum possible angle of 90°, which is limited by design constraints, are investigated. Figure 22 shows the process adaptation (a), the resulting tooth flank hardness (b) and process force curves (c).

(a) Process adaptation, resulting (b) flank hardness and (c) process force
The additional redirection of the material flow into the area of the tooth flank increases the degree of deformation locally (Fig. 22a). The plastic strain is increased from ε = 1.9 (reference) by 36% to ε = 2.6 (45°) and by 84% to ε = 3.5 (90° flank angle). Figure 22(b) shows how the local increase in the degree of deformation affects the die filling and the resulting hardness values during extrusion of the gear materials.
The numerically determined local plastic strain gives a good qualitative prediction of the resulting hardness. The tooth flank hardness is enhanced by the increased plastic strain for all three materials. For 16MnCr5 +A, it rises by 6% to 386 ± 9 HV (45°) and by 12% to 407 ± 11 HV (90°). Likewise, the hardness of the brass and aluminum pinions increases significantly. The tooth flank hardness of the CuZn37 pinions rises by 5% to 277 ± 4 HV (45°) and by 12% to 294 ± 4 HV (90°). For AlMgSi1 T6, tooth flank hardness of 170 ± 6 HV (+ 6%) and 184 ± 4 HV (+ 14%) are achieved.
It can be seen that an increase in the local plastic strain of about + 36% (ε = 1.9) and + 84% (ε = 2.6) leads to an elevated flank hardness of about + 6% and + 12% for all materials. This indicates a causal relation between plastic strain and hardness. However, in order to determine a robust quantitative relationship, additional forming experiments with varying strain as made by Sonmez (Ref 28) would be necessary. Since the increase is limited mainly to the area of the tooth flank and the degrees of deformation in the center of the gear, as well as in the tooth tip and root area, remain largely unchanged, the increase in the process forces is low (Fig. 22c). Maximum process forces at 90° flank angle are 211.3 ± 6.7 kN (+ 6%) for 16MnCr5+ A, 171.4 ± 4 3 kN (+ 8%) for CuZn37 as well as 119.2 ± 5.2 kN (+ 6%) for AlMgSi1 T6. The targeted adaptation of the inlet area of the extrusion die leads to a significant elevated tooth flank hardness.
3.5 Wear Behavior when Applying Pinions from Adapted Process
In the following, the wear behavior of the metal pinions produced in the adapted process is investigated. Figure 23 shows the wear progression (a) and the stationary wear rates and mean tooth flank temperatures (b).

Wear behavior of the pinions manufactured in the adapted cold forging process
Both, the wear curves (Fig. 23a) as well as the stationary wear rates and flank temperatures (Fig. 23b) show a significant influence of the process adaptation for the brass and aluminum materials. In contrast, for the steel pinions extruded with varying flank angles, the differences are in the range of the standard deviation. For brass, compared with the reference process (0°), the wear rates are reduced to 11.8 ± 2.1 µm3/106 (− 18%) for the metal pinion and 139.8 ± 2.8 µm3/106 (− 3%) for the polymer wheel at a flank angle of 45°. These are further reduced to 8.6 ± 2.2 µm3/106 (metal − 40%) as well as 134.0 ± 1.8 µm3/106 (polymer − 7%) for 90° flank angle.
The reduction is most pronounced for the aluminum pinions. The wear rates are reduced to 13.4 ± 2.1 µm3/106 (− 40%) for the metal pinion and 83.0 ± 3.2 µm3/106 (− 9%) for the polymer wheel for 45° flank angle. At a flank angle of 90°, wear decreases to 7.8 ± 1.5 µm3/106 (metal − 65%) as well as 68.6 ± 1.9 µm3/106 (polymer − 25%).
The improved wear behavior is also confirmed by reduced tooth flank temperatures, which indicate reduced heat loss due to wear. Overall, the lowest mean flank temperature of 42.1 °C results when applying the cold forged aluminum pinions. This is attributed to the high thermal conductivity compared to steel and brass (Table 1). In order to determine the alteration of the flank surface and the formation of a transfer film, topography and EDX measurements were carried out (Fig. 24).

(a) Surface topography, (b) roughness and (c) EDX measurement of the pinions manufactured in the adapted cold forging process
The surfaces of the steel and brass pinions exhibit comparable surface topographies (Fig. 24a) and roughness values (Fig. 24b) after the wear tests. For the aluminum pinions, a reduced abrasion of the metallic surface is observed by adapting the cold forging process, which is attributed to the increased wear resistance. The reduced surface abrasions confirm the improved wear behavior (Fig. 20b). The roughness depth RZ is reduced from 8.1 ± 1.6 (reference) to 6.4 ± 1.4 µm (45°) and 4.2 ± 0.8 µm (90° flank angle).
Based on EDX measurements, the formation of a transfer film was examined for the pinions cold forged at 90° flank angle (Fig. 24c). As already seen for the pinions from the reference process, the formation of a wear-reducing transfer film is detected for 16MnCr5 on the basis of high carbon deposits on the surface. Despite a high strength of the surface and smoothing due to the removal of roughness peaks, no formation of a transfer film is detected for CuZn37. The EDX measurement shows only minor polymer fractions (4.7% carbon, 3.6% oxygen, 0.5% nitrogen). In contrast, the formation of a transfer film is observed on the aluminum surface (77.6% carbon, 12.4% oxygen, 9.8% nitrogen), which explains the reduced wear rates (Fig. 23b). The non-formation of a wear-reducing transfer film on the brass surface due to adhesion of polymer particles is attributed to the reduced adhesion tendency due to low surface energy of brass compared to steel and aluminum (Ref 25).
The increased tooth flank hardness resulting from the process adaptation leads to an improved wear behavior, particularly for brass and aluminum. The formation of a wear-reducing transfer film was observed in all extruded 16MnCr5 + A pinions as well as in the AlMgSi1 T6 pinions produced at 90° flank angle.
4 Conclusions
The following findings and underlying cause effects were determined regarding the application of steel, brass and aluminum within the material pairing:
-
Release of metallic particles (3-body abrasion) or surface roughening (2-body abrasion) depending on the hardness of the metallic tooth flank (Fig. 18).
-
Maximum wear at a metal hardness of about 120 HV due to 3-body abrasion with high abrasive effect of the metallic particles for all three metal materials (Fig. 20).
-
Influence of wear-related surface roughness of the metal surface on wear of the polymer wheel (Fig. 19).
-
Insufficient strength and high wear when applying machined brass and aluminum pinions as well as those cold forged in reference process (Fig. 20).
-
Potential of aluminum due to weight reduction (− 66% compared to steel) and significantly increased thermal conductivity (Table 1).
-
No formation of a wear-reducing transfer film on the brass surface despite sufficient hardness due to low surface energy of brass compared to steel and aluminum (Ref 25), preventing material adhesion (Fig. 24).
Forming-induced work hardening is suitable to increase the wear resistance of the metallic tooth flank and to reduce surface abrasion, which extends the application limits of aluminum within the material pairing. However, insufficient strength is achieved in the reference process, particularly for aluminum because there is a reduced hardening potential due to the pre-hardened material state. Against this background, the adaptation of the cold forging process offers the possibility to further improve the wear behavior:
-
Local increase in the plastic strain (+ 84%) through adaptation of die geometry (Fig. 22a).
-
Elevated tooth flank hardness (+ 53%) for aluminum through cold forging with respect to conventional manufacturing and hardening (Fig. 22b).
-
Improved wear behavior of brass and aluminum (Fig. 23), formation of a wear-reducing transfer film for aluminum, not for brass (Fig. 24).
-
Aluminum pinions produced in the adapted cold forging process achieve performance level of steel within the investigated load case (Fig. 23).
Future research should investigate the influence of forming-induced topography on wear. In addition, the effect of geometrical deviations of the tooth geometry resulting from the extrusion process should be investigated. Against the background of the wide range of applications of the material pairing, the transferability of the findings to the application of polymer materials with higher strength, for example fiber-reinforced materials for gear pairs with elevated performance requirements, should be examined.
References
Global Industry Analysts Inc. (2021) Gears, Drives and Speed Changers-Global Market Trajectory & Analytics. 02 Dec 2021, Available from https://www.researchandmarkets.com/reports/338745/gears_drives_and_speed_changers_global_market
W. Ribbens, Understanding Automotive Electonics (Butterworth-Heinemann, 2017)
A.K. Singh, Siddhartha., and P.K. Singh, Polymer Spur Gears Behaviors under Different Loading Conditions: A Review, Proc. Inst. Mech. Eng. Part J: J. Eng. Tribol., 2018, 232(2), p 210–228.
B. Briscoe, Wear of Polymers: An Essay on Fundamental Aspects, Tribol. Int., 1981, 414, p 231–243.
Y.K. Chen, O.P. Modi, A.S. Mhay, A. Chrysanthou, and J.M. O’Sullivan, The Effect of Different Metallic Counterface Materials and Different Surface Treatments on the Wear and Friction of Polyamide 66 and its Composite in Rolling–Sliding Contact, Wear, 2003, 255, p 714–721.
T.A. Blanchet, and F.E. Kennedy Jr, The Development of Transfer Films in Ultra-High Molecular Weight Polyethylene/Stainless Steel Oscillatory Sliding, Tribol. Trans., 1989, 32(3), p 371–379.
W. Wieleba, The Statistical Correlation of the Coefficient of Friction and Wear Rate of PTFE Composites with Steel Counterface Roughness and Hardness, Wear, 2002, 252, p 719–729.
A. Pogačnik and M. Kalin, Parameters Influencing the Running-in and Long-Term Tribological Behaviour of Polyamide (PA) against Polyacetal (POM) and Steel, Wear, 2012, 290, p 140–148.
A. Johnney Mertens and S. Senthilvelan, Effect of Mating Metal Gear Surface Texture on the Polymer Gear Surface Temperature. 4th Int. Conf. Mat. Proc. Charact., 2, 1763–1769 (2015)
M. Takahashi, T. Itagaki, H. Takahashi, T. Koide, and Y. Kobori, Lifetime and Meshing-Teeth Temperature of a Crossed Helical Gear Consisting of a Plastic Gear and a Metal Gear: In Case of No-Lubrication, J. Adv. Mech. Des. Syst. Manuf., 2017, 11(6), p JAMDSM0081–JAMDSM0081.
A. Pogačnik, A. Kupec, and M. Kalin, Tribological Properties of Polyamide (PA6) Inself-Mated Contacts and Against Steel as a Stationary and Moving Body, Wear, 2017, 378, p 17–26.
VDI-Guideline: Thermoplastic Gear Wheels-Materials, Material Selection, Production Methods, Production Tolerances, Form Design VDI 2736 (Berlin, Beuth-Verlag, 2016)
K. Gupta, R. Laubscher, J.P. Davim, and N. Jain, Recent Developments in Sustainable Manufacturing of Gears: A Review, J. Clean. Prod., 2016, 112, p 3320–3330.
A. Rohrmoser, H. Hagenah, and M. Merklein, Influence of the Forming Induced Hardening on the Wear Behavior of Aluminum Gears Within a Metal-Plastic Material Pairing and Targeted Adaption, Procedia Manuf., 2021, 53, p 189–196.
J.R. Davis, Gear Materials, Properties, and Manufacture, (ASM International , Ohio, 2005)
L. Clarebrough and M. Hargreaves, Work Hardening of Metals, Prog. Phys. Met., 1959, 8, p 1–103.
M.E. Fine, Precipitation Hardening of Aluminum-Alloys, Metall. Trans. A, 1975, 6(4), p 625–630.
H. Herbers, Einsatzhärten, Härten und Vergüten des Stahles (Hardening and Tempering of Steel), (Springer, 1947), pp. 37–43
R. Hinzmann, Die Wärmebehandlung und Gefügeausbildung von (α+ β)-Messing, Z. Metallkunde, 1927, 19, p 297–302.
J. Hockett and O. Sherby, Large Strain Deformation of Polycrystalline Metals at Low Homologous Temperatures, J. Mech. Phys. Solids, 1975, 23(2), p 87–98.
A. Rohrmoser, H. Hagenah, and M. Merklein, Adapted Tool Design for the Cold Forging of Gears from Non-Ferrous and Light Metals, Int. J. Adv. Manuf. Tech., 2021, 113(7), p 1833–1848.
ICFG-Document, Tool Life & Tool Quality in Cold Forging, Part One: General Aspects of Tool Life, in Doc. 14 Feb 2002, Meisenbach Verlag Bamberg
VDI-Guideline, Prestressed Dies for Cold Forging. VDI 3176, (Beuth-Verlag, Berlin, 1986)
J.C. Russ, M.A. Frs, R. Kiessling, and J. Charles, Fundamentals of Energy Dispersive X-Ray Analysis: Butterworths Monographs in Materials, (Elsevier Science, 2013)
G. Aspenes, S. Høiland, T. Barth, and K. Askvik, The Influence of Petroleum Acids and Solid Surface Energy on Pipeline Wettability in Relation to Hydrate Deposition, J. Colloid Interface Sci., 2009, 333(2), p 533–539.
A. Pogosian, K. Hovhannisyan, and A. Isajanyan, Friction Transfer and Self-Lubrication of Polymers, J. Frict. Wear, 2010, 31(1), p 81–88.
M.-S. Jeong, S.-K. Lee, J.-H. Yun, J.H. Sung, D.H. Kim, S. Lee, and T.-H. Choi, Green Manufacturing Process for Helical Pinion Gear Using Cold Extrusion Process, Int. J. Precis. Eng. Manuf., 2013, 14(6), p 1007–1011.
F.O. Sonmez and A. Demir, Analytical Relations Between Hardness and Strain for Cold Formed Parts, J. Mater. Process. Technol., 2007, 186(1–3), p 163–173.
Acknowledgments
The authors thank the German Research Foundation (DFG) for supporting the research project “FOR 2271 process oriented tolerance management based on virtual computer aided engineering tools” under grant number ME 2043/55-2 (project number 260682773) and the Institute of Polymer Technology (LKT) of the Friedrich-Alexander-Universität Erlangen-Nürnberg for the provision of polymer wheels for this investigation.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rohrmoser, A., Merklein, M. Influence of Metal Flank Hardness of Machined and Cold Forged Gears on Wear within a Metal-Polyamide Gear Pair and Targeted Process Adaptation. J. of Materi Eng and Perform 32, 1984–2006 (2023). https://doi.org/10.1007/s11665-022-07251-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07251-z