
Abstract
The process of brazing of different steel grades by pure liquid copper foil was studied to reveal the critical conditions when cracks do or do not appear in the braze upon cooling without any external load. Steel grades C45 (S 0.030 wt.%, no Mn and no Cr), S103 (Mn 0.25 wt.% and S 0.020 wt.% with no Cr), CK60 (0.75 wt.% Mn, 0.07 wt.% S and 0.15 wt.% Cr) and EN 1.4034 (Cr 12 wt.%, Mn 1.0 wt.% and S 0.035 wt.%) are studied under identical conditions using copper foils of 70-microns-thick. The samples were held above the melting point of copper at 1100 °C under high vacuum for different time durations (between 180 and 3600 s) and then cooled spontaneously. The joints were found cracked during cooling after a certain critical holding time. This critical holding time for cracking was found to decrease with increasing the Mn content and the S content of steel. It is observed that cracking is due to the precipitation of a critical amount of MnS phase upon cooling. The MnS/Cu interface is the weakest interface in the joint (with adhesion ensured only by van-der-Waals bonds), which is broken/separated upon cooling due to difference in heat expansion coefficients of the sulfide and copper phases. Higher is the Mn and S content, shorter is the probable time required for crack to appear in the joint. The braze integrity diagram is constructed as function of solubility product of MnS in steel and holding time showing a stable crack-free technological region and an unstable technological region with high probability of crack formation.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
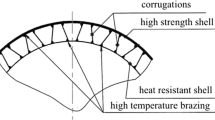
Brazing has been a field of industrial significance specially for heat exchanger and structural joint fabrication (Ref 1,2,3). Though copper and its various alloys are widely used braze materials for joining steels, there are questions on the reliability of the joint in practical applications due to their occasional failure. Brazing temperature, holding time at this temperature, and all the processes that take place during brazing play a crucial role in determining the microstructural evolution of the joint. Cracking during and after brazing is one of the most important problems of the brazing industry.
Copper brazing of steels was of scientific interest for quite some time now. The earlier studies focused on behavior of molten copper on the steel surfaces (Ref 4,5,6). Copper in its purest form wets very well steels owing to metal/metal interactions, in absence of an oxide layer. Varanasi et al. (Ref 7, 8) investigated the behavior of copper as braze filler for medium carbon and low Cr steels and found excellent wettability of the steels by the braze filler. They also reported the grain boundary penetration in medium carbon steels and concluded that depth of penetration increases exponentially with time. Steward (Ref 9) studied the SS 304 brazed to vanadium alloy (V-5Cr-5Ti) using pure copper as braze material. The temperatures were kept at 20, 40 and 60 °C above the melting point of copper, respectively, and the formation of interfacial phases was investigated. Majlinger and Szabo (Ref 10,11,12) investigated the effect of copper and copper-based alloy fillers on austenitic steels. They have observed the grain boundary dissolution of the substrate by the copper braze followed by intergranular cracking.
Turn of the twenty-first century has introduced new advances in materials technology leading to manufacture of combination of alloys. Following this trend, several copper-based eutectic alloys like Cu-Ag, Cu-Ag-Ti, Cu-Ni are used as braze fillers. Kozlova et al. (Ref 13, 14) used Cu-Ag eutectic alloy as braze fillers for stainless steel brazing. They reported that a combination of deoxidation of steel surface and dissolutive wetting helps achieve contact angles around 10°-30°. Brazing of high strength steels is also important for obtaining required sturdiness in automobile and power train applications. Wettability and brazed joint quality of Cu and Cu-based alloy brazes for various metal/metal, metal/ceramic systems were investigated by various authors (Ref 15,16,17,18,19,20,21,22,23,24).
Cracking of the steels or the joints in general is a major problem leading to some serious consequences. One of the reasons for cracking is liquid metal embrittlement (LME) of the steel in contact with molten copper under stressed conditions. Heiple et al. (Ref 25) and Nippes et al. (Ref 26) studied the metal embrittlement of high alloyed steels under tension by molten copper, tin and silver. Similar embrittlement cracking was reported by Maciejewski (Ref 27), Kamdar (Ref 28) and Nicholas and Old (Ref 29).
The cracks in the brazed joints can also be created during their mechanical reliability tests (Ref 30,31,32,33). Cracking at the interfacial layer under shear and high temperature were reported in these studies. Ghovanlou et al. (Ref 31) studied the braze joint reliability of pure copper filler with low carbon steels. The samples are butt-brazed and mechanically tested. Two different failure modes of the braze joints were established in carbon steels: the so-called rupture failure and the so-called dendritic failure. Rupture failure is due to the dissolved Fe from the steel into copper layer, while dendritic failure is due to the formation of MnS globular precipitates in the copper layer under tension. Failure under shear is due to the initiation of dimples in the joint causing the braze joint to rupture.
It is important to note that cracking of joints can take place also without external loads. Levy et al. (Ref 34) and Elsawy et al. (Ref 35) have studied the crack initiation in brazed joints of metal/ceramic composites. Both the studies pointed toward the various residual stresses originating in the brazed layer and to the thermal expansion mismatch between metallized layer/ceramic and braze filler interfaces. Chen et al. (Ref 36) studied the laser welding brazing of Ti/Al composites using Si-Al filler material. Various interfacial reaction layers were found, and their morphology differed depending on the respective Ti/Al intermetallic compounds (IMC) present in a particular interfacial layer. Overall, they concluded the insufficient reaction of the interfacial layers will weaken the joint, and various shape morphologies of the IMC are propitious to the crack initiation.
During holding time at the brazing temperature, partial dissolution and diffusion of the steel components into liquid copper are inevitable. Beura et al. (Ref 37) studied the diffusion of Cu and Zn from the filler alloy toward the base material during brazing of Al-bronze. One of the present authors (Ref 38) studied the solid-state diffusion happening in nano multilayers using Cu as nano braze filler.
This paper is on the spontaneous (without external load) formation of cracks in the Cu brazed joints of steel plates upon cooling. Our study focuses on the microstructure of the steel/Cu joint as function of liquid time of the braze and the effect of steel composition. As will be shown, for alloyed steels in contact with liquid copper for a sufficiently long time the elements that dissolve in liquid copper from the steel cause cracking in the joint upon cooling and solidification. To our best knowledge, this phenomenon has not been reported before. At the end of this paper, our findings are summarized in the so-called braze integrity diagram that can be helpful to avoid cracking of the joint upon brazing steels by copper.
Materials and Methods
Four types of steels (as purchased) were used in the present study. Their chemical compositions are measured by XRF and given in Table 1. A copper (Cu) foil (99.99% pure), 70-µm-thick is used as braze filler. The copper foil is placed in between two identical steel substrates in a way resembling the sandwich. The steel samples were held together by a high-temperature Ni-Si wire which was wound manually around the samples (Fig. 1). The diameter of the wire used is ~ 500 µm and is used only to keep the samples together during the experiment. The force exerted by the wire is minimum and has no effective role in the experimentation. In Table 2, the gravitational pressure exerted by the top steel substrate on the joint is calculated. As follows from Table 2, this pressure is in the range of 267 … 347 Pa and has little effect on the joint. High vacuum is maintained inside the resistance heating furnace with a residual pressure of 9 * 10−8 bar.

The photograph (left) and schematic (right) of the sample sandwich made of two steel samples with a Cu foil in-between and a steel wire keeping them together (the photograph is taken after the experiment with some Cu flown out to the side wall of the steel from the gap and visible in the middle of the photograph)
All experiments are conducted at the brazing temperature of 1100 °C. The holding time (th, s) is maintained between 120 and 3600 s. Holding time is the time duration for which the samples were held at 1100 °C, which is the experimental temperature, see Fig. 2. Heating rate between 20 and 25 °C/min was applied as it varied due to the resistance heating. The samples were left to cool overnight in the closed furnace after it was switched off. Temperature was measured by Pt/Pt–Rh thermocouple. To make sure our results are useful for fellow researchers working with different furnaces, the term “liquid time” was introduced and measured. We call “liquid time” (tL, s) the time duration for which the sample was in the interval of 1083 … 1100 °C during heating (1083 °C is the melting point of copper) + the entire duration of the holding time at 1100 °C + the time interval of 1100…. 1091 °C during cooling (see Fig. 2). Here T = 1091 °C is obtained as average between holding temperature (1100 °C) and melting point of pure Cu (1083 °C). This is because during the holding time liquid Cu is saturated in Fe, and the Fe-Cu system is peritectic, so the liquid alloy solidifies in the T-range of 1100 … 1083 °C.

Schematic showing the relationship between holding time th and liquid time tL
In our furnace, the measured liquid time was found to depend linearly on measured holding time (see Fig. 3), and can be approximately written as:

Dependence of liquid time defined above versus holding time in our furnace (see Fig. 2)
After Eq 1 was established, only the holding time was measured, and the liquid time was calculated by Eq 1. Liquid times will be reported in this paper for the experiments, but they can be re-calculated back to holding times using Eq 1.
The pre-experimental sample preparation consists of the usual grinding and polishing techniques. The steel samples are ground by grinding papers of 180, 220 and 320 grit sizes and later subjected to polishing with 3 µm paper using an alumina polishing media. The copper foil was cleaned in an acetone bath for 4 min right before the steel/Cu/steel sandwich was prepared.
After the brazing experiments, the cooled samples were cut, polished and prepared for microstructural analysis and studied by scanning electron microscope (Carl Zeiss EVO MA10 and Hitachi S-4800). The elemental analysis was carried out using EDAX Genesis APEX2 and Bruker AXS Energy-Dispersive x-ray spectrometer (EDS system) at 20 kV. The pictures are taken under BSE mode.
Experimental results
The first observation we made was the significant reduction of the thickness of the joint (dj, m) in between the two steel samples (see Fig. 4). As follows from Fig. 4, the joint thickness is function of steel composition. For steels with higher Cr, Mn and S content (S103, CK60 and EN1.4034 steels), the initial thickness of 70 microns was decreased rapidly below 20 microns within the first 200 s or so of liquid time and gradually decreased further with longer liquid times. For C45 steel, however, the decrease in the thickness of the joint was more gradual comparatively. The joint thickness obtained for all the steel/Cu/steel sandwiches can be written by the following approximated equation:
where \(t_{L}\) is substituted in seconds, and \(d_{j}\) is obtained in microns, and z (1/s) is semi-empirical coefficient (see Table 3). Equation (2) obeys the reasonable boundary conditions: (1). at tL = 0: dj = 70 microns and at \(t_{\text{L}} \to \infty :d_{j} \to 0\). In Fig. 3, we observe different thinning behaviors for different steels. They are devised from the same general equation Eq 2 by changing the semi-empirical coefficient z (1/s). The value of z for different steel systems is tabulated in Table 3.

Rapid thinning of the liquid layer takes place right after the melting of copper accompanied by its fast decreasing viscosity and good wetting of steel by liquid Cu. Liquid copper is pushed out of the space between the steel samples by the clamping force of the bounding wire around the sandwich (see Fig. 1) and the gravity force coming from the top steel substrate (Table 2). Once liquid copper is pushed out to the outer surface of steel, it evaporates (boils), as the equilibrium vapor pressure of Cu at 1100 °C is 7.94 * 10−7 bar (Ref 39), being higher than the residual pressure in our vacuum furnace (9 * 10−8 bar, see above). The residual thickness of the joint is determined probably by the imperfections of the two steel samples, being each around 15 microns at the beginning of the experiments. However, during the liquid time both steel samples gradually dissolve in liquid copper, with preferential dissolution of the bumps of high specific surface area; in this way the gap between the two steel samples and thus also the thickness of the joint gradually decreases in time (see Fig. 4).
In Fig. 5, the SEM micrograph of the cross section of the joint is shown after 3668 s liquid time for the C45 steel sample. Three features are worth mentioning in connection with Fig. 5. Most importantly for this paper, there is no crack visible in the joint, despite the very long liquid time. Secondly, small secondary phase particles are visible in the joint, which are iron particles. These particles obviously appear in the Cu matrix via the following mechanism: (1). dissolution of iron in liquid Cu [the solubility of iron in Cu is about 3.3 wt.% at 1100 °C (Ref 40)], (2). homogenization of iron in liquid copper via liquid-state diffusion, (3) precipitation of the solid iron particles in the copper matrix upon cooling and solidification of copper. Here it is important to note that the precipitation of the iron particles themselves do not lead to cracking in the joint. The third observation from Fig. 5 is good grain boundary (GB) wetting of the steel grains by liquid Cu and even a separation of some steel grains due to dissolution of the GB region in liquid Cu. This is similar with the findings reported in (Ref 7, 8). Originally, the surfaces of steels are covered by oxides of iron and chromium. Studies (Ref 41, 42) showed the oxide layer on steels disintegrates between 850 … 900 °C and the metallic surface gets exposed to the braze. As the experimental temperature in this paper is 1100 °C, the surface of steel is already free of oxide layer and is almost perfectly wetted by the liquid copper. This is the case in our experiments at 1100 °C. It is also confirmed by our observations of good to perfect wetting of steels by liquid copper in all our experiments.

SEM images of the cross section of the Cu joint between the two C45 steel samples after 3668 s of liquid time. Precipitates of dissolved Fe (from steel) are visible in Cu layer. No crack formation is seen. Good to perfect grain boundary wetting is also evident
Now, let us show how the microstructure changes when unalloyed steel C45 is replaced by a low-alloyed steel S103. This latter steel type contains some manganese with a similar sulfur content but no Cr content. The SEM micrographs of the cross section of the joint after some brazing experiments are shown in Fig. 6. As follows from Fig. 6, cracks in the joint appear in the interval of liquid time between 548 and 608 s (no cracks are visible in Fig. 6a, while cracks are obvious from Fig. 6b). Thus, we can conclude that cracks appear in the joint of the S103 steel after 578 ± 30 s of liquid time, within which 510 ± 30 s were spent as holding time at 1100 °C, while the rest of the time was spent between 1083 and 1100 °C during the heating and between 1100 and 1091 °C during cooling periods.

SEM images of the cross section of the joint between the two S103 steel samples after 548 s (a) and 608 s (b) of liquid time. Cracks are not visible in (a), but cracks are visible in (b)
Similar results are found in Fig. 7 for steel containing higher Mn and higher S content (CK60, see Table 1), with a little liquid time needed for the cracks to appear in the joint: 308 ± 30 s liquid time, within which 240 ± 30 s were spent as holding time at 1100 °C, while the rest of the time was spent between 1083 and 1100 °C during the heating and between 1100 and 1091 °C during cooling periods. As follows from the above and the last column of Table 1 the critical liquid time needed for the cracks to appear in the joint decreases as the manganese and sulfur contents of the steel increase.

SEM images of the cross section of the joint between the two CK60 steel samples after 278 s (a) and 338 s (b) of liquid time. Cracks are not visible in (a), but cracks are visible in (b)
Results found in Fig. 8 for high alloyed steel EN 1.4034, with critical liquid time needed for the cracks to appear in the joint 338 ± 30 s, within which 270 ± 30 s were spent as holding time at 1100 °C, while the rest of the time was spent between 1083 and 1100 °C during the heating and 1100 and 1091 °C during cooling periods. Interestingly, the high-Cr content of this steel did not lead to further decrease of the critical liquid time needed for cracking compared to steel CK60. The micro perspective of the cracked braze joint at 4.5 times larger magnification of the macro perspective of the same joint was shown on the inset in Fig. 9.

SEM images of the cross section of the joint between the two EN 1.4034 steel samples after 308 s (a) and 368 s (b) of liquid time. Cracks are not visible in (a), but cracks are visible in (b)

Macro and micro perspective micrographs of the cracks observed in the brazed copper joints of EN1.4034 steel at 368 s liquid time. The figures shown on the inset are magnified to a scale 4.5 times larger than the macro perspective figure
Discussion
As was shown above, no cracks were observed in steel C45 (Fig. 5) containing no Mn or Cr, despite that this steel contained S. However, the cracks appeared for steel S103 containing some Mn (and still no Cr), with about the same S content as in steel C45. Moreover, the cracks appeared sooner for the higher Mn content and higher S content in the case of steel CK60. Thus, it follows that the cracks are primarily connected with the Mn and S content of the steel, i.e., probably with the precipitation of a new MnS phase upon cooling. The conclusion that the MnS phase can lead to cracks in joints was shown before by others (Ref 31). Similarly, MnS was also shown to lead to failure in steels without joints (Ref 43,44,45,46,47,48,49,50,51,52).
To support this hypothesis, standard Gibbs energies of formation of different sulfides are compared in Table 4. As follows from Table 4, the formation of MnS has the highest probability, at least according to the standard Gibbs energies (Ref 39). Thus, in the first approximation it seems probable that mostly the formation of the MnS phase is responsible for the crack formation in joints, suppose the steel to be brazed contains both Mn and S and suppose sufficient liquid time is allowed to dissolve a sufficient amount of Mn and S in liquid copper. It also follows that the higher is the Mn content, and the S content of steel the shorter will be the liquid time needed for crack formation. This conclusion is confirmed by Table 1.
The above semi-quantitative hypothesis is further confirmed by more detailed SEM analysis of the Mn-containing samples (see Figs. 10, 11). In Fig. 10, we can see that the Mn- and S-containing phase precipitated in CK60 steel, and the cracks in the joint are surrounded by these precipitates. Similar observation can be made for S103 steel in Fig. 11. A similar situation is also visible in Fig. 12 for steel EN 1.4034, but in this case we can see that the MnS precipitates contain also some Cr, so it should be called an Mn(Cr)S precipitate. Thus, Figs. 10, 11 and 12 can be considered as evidence that the formation of the MnS and/or Mn(Cr)S precipitates is connected with the appearance of the cracks in the joint.

The SEM image (top figure) of the cross section of the CK60 type steel after the experiment with liquid time of 338 s. The spectrum of the spot around the middle of the crack in the top figure is shown in the bottom figure. In addition to Fe coming from steel, Cu coming from the copper phase and Al coming from the polishing material, the spot contains Mn and S, probably due to the formation of an MnS precipitate. In the top figure, steel is visible as light gray, Cu is white, the crack is black, and the MnS around the crack is dark gray

The SEM image (top figure) of the cross section of the S103 type steel after the experiment with liquid time of 608 s. The spectrum shown below is of the spot circled in black in the copper joint at the steel interface. The crack is visible along with various precipitates similar to Fig. 10

An enlarged SEM image of the EN 1.4034 joint showing how the cracks (dark areas) are interconnected with Mn(Cr)S precipitates (gray areas indicated by the arrows) within the Cu-rich matrix (light areas) of the joint
There are at least two reasons why the sulfide phases lead to cracking of the joint upon cooling. The first reason is the great mismatch between the volume expansion coefficients of metals and ionic compounds [see Table 5 (Ref 53,54,55,56)]. As follows from Table 5, all the metallic elements involved in this study (Fe, Cu, Mn, Cr) have similar volume expansion coefficients all within the range of (1.0 … 1.6) * 10−4 1/K at 1100 °C. In contrary, the MnS phase has a 3-times lower volume expansion coefficient at the same temperature. The MnS phase probably precipitates upon cooling and solidification (the latter taking place around 1050 °C (Ref 57) for the final Cu-rich Cu-Fe-Cr-Mn-S liquid). The significant difference between volume expansion coefficients of the metallic phases versus the ionic MnS phase coupled with the temperature interval between around 1050 °C, and room temperature leads to the development of great thermal stress between the metallic phases and the ionic MnS phase.
The second reason is the dissimilar adhesion energies between various metallic precipitates (such as the iron particles) and copper on the one hand and between the ionic MnS phase and copper on the other hand. It is known that between solid metals strong adhesive bonds form due to the metallic bonds between them (in absence of oxide layer). On the other hand, it is also known that non-reactive metals (such as Cu) is connected to stable ionic phases (such as MnS) only with weak van-der-Waals adhesive bonds (Ref 58,59,60,61,62,63).
If the two above facts are coupled, we can conclude that the stress will be developed upon cooling at the MnS/Cu interface due to volume expansion mismatch, while at the same MnS/Cu interface the adhesion bond is too weak. As a result, the MnS/Cu interface will be the weakest link in the joint, providing the maximum probability for the crack to form. On the other hand, any metal/metal interface in the same joint will have a much lower probability to crack. For example, at the iron/Cu or steel/Cu interfaces in the same joint the stress will be much lower due to smaller volume expansion mismatch, and also the cracking probability will be lower due to stronger adhesion between the two metallic phases.
Furthermore, a qualitative analysis of MnS precipitates formed in the joint was carried out, Fig. 13. ImageJ image analysis software was used for the purpose. The mole fraction of MnS precipitates, XMnS is calculated from Eq 3.
where XMnS is the mole fraction of MnS precipitate observed, AMnS (A%) is the calculated percentage area of the MnS precipitate in the joint, Vm,MnS (m3/mol) is the molar volume of MnS at the experimental temperature, Vm,Cu (m3/mol) is the molar volume of Cu at experimental temperature. Molar volume values of MnS 8.57E−5 m3/mol (Ref 56), and Cu is 7.95E−6 m3/mol (Ref 54).

Concentration of MnS precipitates formed in the copper joint upon cooling plotted as function of liquid time. The joints with MnS precipitates with no crack were shown by circles and the joints with MnS precipitates with crack were shown by diamonds
The average values are taken and are plotted below as function of liquid time tL, Fig. 13. An average threshold limit of XMnS in the joint was formulated, XMnS ≥ 0.005. This critical concentration of MnS precipitates once reached in the joint and if sufficient liquid time was provided, it would lead to cracking in the joint.
Based on the above we can conclude that the cracks in the joints found above are primarily due to the precipitation of the MnS phase. Now, let us create a simplified “braze integrity diagram” showing two separate technological regions: (1) the region of “stable, crack-free joints” and (2) the region of “unstable cracked joints”. For this, the two most important engineering parameters should be selected as axes of this “braze integrity diagram”. As cracks appear due to the formation of MnS precipitates, one of our parameters will be the solubility product of MnS, i.e., the product of the Mn and S concentrations in the given steel: \(C_{{{\text{Mn}}\left( {\text{Fe}} \right)}} \cdot C_{{{\text{S}}\left( {\text{Fe}} \right)}}\) (unit of wt.% · wt.%) Another significant parameter is selected here as “liquid time” of the joint (\(t_{L}\)), as only during this time Mn and S can be dissolved in liquid copper from solid steel. In our experiments, brazing temperature was fixed at 1100 °C, moreover, it was close to the melting point of copper (1083 °C), so, temperature is considered as almost a constant parameter in our experiments. Also, pure Cu foil was used for brazing without any initial contamination, so the composition of the Cu foil will not influence the results, either. Moreover, the thickness of the joint varied depending on the composition of stee (Fig. 4), which is function of content of Mn, Cr and S in the steel. That is why this joint thickness is not used here as an independent model parameter. The experimental results obtained in this paper are collected in Fig. 14 in the above coordinates: liquid time as function of the characteristic parameter for the steel composition \(c_{{{\text{Mn}}\left( {\text{steel}} \right)}} \cdot c_{{{\text{S}}\left( {\text{steel}} \right)}}\). Experimental points are marked as circles for the case when no crack was found in the joint, and they were marked as triangles when cracks were found in the joint after the experiments. The semi-empirical equation for the demarcation line between those two types of experimental points in Fig. 14, i.e., between the “crack-free joint” region and between the “cracked joint” region is written as:
with 151 (\(s/\sqrt {{\text{wt}} . {\text{\% }}}\)) and power of 4 (dimensionless) as semi-empirical parameters. Equation 4 satisfies the following reasonable boundary conditions: (1) at \(c_{{{\text{Mn}}\left( {\text{steel}} \right)}}\) = 0 or a \(c_{{{\text{S}}\left( {\text{steel}} \right)}}\) = 0 the critical liquid time tends to infinity and thus cracking is impossible, at least it will not take place due to the precipitation of the MnS phase, (2) The higher is the value of the product \(c_{{{\text{Mn}}\left( {\text{steel}} \right)}} \cdot c_{{{\text{S}}\left( {\text{steel}} \right)}}\), the shorter will be the liquid time leading to cracking of the joint.

The braze integrity diagram for Cu braze used for different steels with different Mn- and S contents as function of liquid time. Experimental points with no crack in the joint are shown with circles. Experimental points with cracks in the joint are shown with triangles. The black demarcation line separating the two regions is calculated by Eq 4
Equation 4 is valid when the experiments are conducted at 1100 °C of brazing temperature, and when a pure copper foil with initial thickness of 70 microns is used for brazing. In principle, the Cr content of the steel could also be taken into account in Eq 4. However, as follows from Fig. 14, the points valid for the steel with high-Cr content follow the same trend as the points obtained for steels with low or zero Cr content. That is why we claim here that although Cr builds into MnS for high-Cr steel, Cr has no significant effect on cracking of the joint. Moreover, we have not observed Cr-sulfide precipitates in the joint. Therefore, Cr only shows a secondary effect and its influence on the critical liquid time is negligible.
Conclusions
-
Microstructure of the Cu brazed joints of four different steels was analyzed by SEM. Good wetting was observed between all the steels and liquid Cu confirming the absence of oxide layer on steel surface due to high temperature (1100 °C) and high vacuum (below 10−7 bar of residual pressure).
-
Cracking of the joint under no external load was attributed to the formation of ionic MnS (or Mn(Cr)S for high-Cr steels) precipitates in the Cu-rich joint upon its solidification. The adhesion energy between Cu and these precipitates is weak (van-der-Waals bonding only). Moreover, MnS and Cu have very much different thermal expansion coefficients. Therefore, cracks form in the joint at the Cu/MnS interface while the system cools down to room temperature.
-
Qualitative analysis of the MnS precipitates formed in the joint provided a threshold limit of XMnS ≥ 0.005 for cracking of the joint, if critical liquid time is reached.
-
A “braze integrity” diagram (Fig. 14) was constructed between liquid time and the solubility product of MnS in the steel to separate two technological regions: the region without any cracks in the joint and the region with cracks in the joint.
References
C.H. Cadden, Brazing, Encyclopedia of Materials: Science and Technology, Elsevier, Amsterdam, 2006, p 1–7
J. Janczak-Rusch, G. Kaptay, and L.P.H. Jeurgens, Interfacial Design for Joining Technologies: An Historical Perspective, J. Mater. Eng. Perf., 2014, 23(5), p 1608–1613
A. Elrefaey, High-Temperature Brazing in Aerospace Engineering, Woodhead, In Welding and Joining of Aerospace Materials, 2012, p 345–383
N. Iwamoto, M. Yoshida, S. Tabata, T. Takeuchi, and M. Makino, Diffusion Welding of Mild Steel to Aluminum, Trans. JWRI, 1975, 4(2), p 171–174
T. Yoshida and H. Ohmura, Dissolution and Deposit of Base Metal in Dissimilar Carbon Steel Brazing, Welding J, 1980, 59(10), p 278–281
T. Ishida, The Interaction of Molten Copper with Solid Iron, J. Mater. Sci., 1986, 21(4), p 1171–1179
D. Varanasi and P. Baumli, Grain Boundary Behavior of Copper with C45 Medium Carbon Steel, Resolution and Discovery, 2018, 3(2), p 24–28
D. Varanasi, J.T. Szabo, and P. Baumli, Investigation of the Copper Penetration and Joint Microstructure Observed in Low Alloyed Steels, NanoWorld J, 2019, 5(3), p 36–40
R.V. Steward, M.L. Grossbeck, B.A. Chin, H.A. Aglan, and Y. Gan, Furnace Brazing Type 304 Stainless Steel to Vanadium Alloy (V-5Cr-5Ti), J. Nucl. Mater., 2000, 283, p 1224–1228
K. Májlinger and P.J. Szabó, Effect of Grain Boundary Structure on the Intercrystalline Damaging of Austenic Steel During Brazing, Period. Polytech. Mech. Eng., 2011, 55(2), p 105–109
K. Májlinger and P. J. Szabó, Intercrystalline Cracking of Austenitic Stainless Steels During Brazing, in Proceeding Paper, 8th International Conference on Mechanical Engineering, 2012, p 309–315.
K. Májlinger and P.J. Szabó, Intercrystalline Cracking of Austenitic Steel During Brazing, Mater. Sci. Forum, 2013, 729, p 442–447
O. Kozlova, R. Voytovych, M.F. Devismes, and N. Eustathopoulos, Wetting and Brazing of Stainless Steels by Copper–Silver Eutectic, Mater. Sci. Eng. A, 2008, 495(1–2), p 96–101
O. Kozlova, M. Braccini, R. Voytovych, N. Eustathopoulos, P. Martinetti, and M.F. Devismes, Brazing Copper to Alumina Using Reactive CuAgTi alloys, Acta Mater., 2010, 58(4), p 1252–1260
R. Song, J.G. Schroth, J.G. Speer, and D.K. Matlock, Copper Brazing Response of Some Advanced High Strength Steel Grades, J. Mater. Process. Technol., 2009, 209(1), p 70–76
T. Venkateswaran, V. Xavier, D. Sivakumar, B. Pant, and G.D. Janaki Ram, Brazing of Stainless Steels Using Cu-Ag-Mn-Zn Braze Filler: Studies on Wettability, Mechanical Properties, and Microstructural Aspects, Mater. Des., 2017, 121, p 213–228
A. Abed, I.S. Jalham, and A. Hendry, Wetting and Reaction Between β′-sialon, Stainless Steel and Cu-Ag Brazing Alloys Containing Ti, J. Eur. Ceram. Soc., 2001, 21(3), p 283–290
S. Zhang, Y. Yuan, Y. Su, and X. Song, Interfacial Microstructure and Mechanical Properties of Brazing Carbon/Carbon Composites to Stainless Steel Using Diamond Particles Reinforced Ag-Cu-Ti Brazing Alloy, J. Alloys Compd., 2017, 719, p 108–115
M. Amelzadeh and S.E. Mirsalehi, Influence of Braze Type on Microstructure and Mechanical Behavior of WC-Co/Steel Dissimilar Joints, J. Manuf. Process., 2018, 36, p 450–458
C. Walker, J. Romero, and R. Stokes, Active-Brazed Ceramic-Tungsten Carbide Assemblies for Seal Applications, Microsc. Microanal., 2011, 17(S2), p 1844–1845
C.A. Walker, Metal-Nonmetal Brazing for Electrical, Packaging and Structural Applications Advances in Brazing, Woodhead Publishing, Sawston, 2013, p 498–524
J.E. Ramirez and S. Liu, Diffusion Brazing in the Nickel–Boron System, Weld. J. N. Y., 1992, 71, p 365
D.R. Simhan and A. Ghosh, Vacuum Brazing of Cubic Boron Nitride to Medium Carbon Steel with Zr Added Passive and Ti Activated Eutectic Ag-Cu Alloys, Ceram. Int., 2018, 44(5), p 4891–4899
R.J. Miab and A.M. Hadian, Effect of Brazing Time on Microstructure and Mechanical Properties of Cubic Boron Nitride/Steel Joints, Ceram. Int., 2014, 40(6), p 8519–8524
C. Heiple, W. Bennett, and T. Rising, Embrittlement of Several Stainless Steels by Liquid Copper and Liquid Braze Alloys, Mater. Sci. Eng., 1982, 52(3), p 277–289
E.F. Nippes and D.J. Ball, Copper-Contamination Cracking: Cracking Mechanism and Crack Inhibitors, Weld. J., 1982, 61(3), p 75
J. Maciejewski, Liquid Metal Induced Embrittlement in Fuel Line Braze Joints, JFAP, 2005, 5(2), p 55–60
M.H. Kamdar, The Occurrence Of Liquid-Metal Embrittlement, Phys. Status Solidi A, 1971, 4(1), p 225–233
M.G. Nicholas and C.F. Old, Liquid Metal Embrittlement, J. Mater. Sci., 1979, 14(1), p 1–18
M. Seki, T. Horie, T. Tone, K. Nagata, K. Kitamura, Y. Shibutani, and T. Araki, Fatigue Strength of Tungsten-Copper Duplex Structures for Divertor Plates, J. Nucl. Mater., 1988, 155, p 392–397
M.K. Ghovanlou, H. Jahed, and A. Khajepour, Mechanical Reliability Characterization of Low Carbon Steel Brazed Joints with Copper Filler Metal, Mater. Sci. Eng. A, 2011, 528(19–20), p 6146–6156
X. Yue, P. He, J.C. Feng, J.H. Zhang, and F.Q. Zhu, Microstructure and Interfacial Reactions of Vacuum Brazing Titanium Alloy to Stainless Steel Using an AgCuTi Filler Metal, Mater. Charact., 2008, 59(12), p 1721–1727
N.K. Mukhopadhyay, S.G. Chowdhury, G. Das, I. Chattoraj, S.K. Das, and D.K. Bhattacharya, An Investigation of the Failure of Low-Pressure Steam Turbine Blades, Eng. Fail. Anal., 1988, 5(3), p 181–193
A. Levy, Thermal Residual Stresses in Ceramic-to-Metal Brazed Joints, J. Am. Ceram. Soc., 1991, 74(9), p 2141–2147
A.H. Elsawy and M.F. Fahmy, Brazing of Si3N4 Ceramic to Copper, J. Mater. Process. Technol., 1998, 77(1-3), p 266–272
Y. Chen, S. Chen, and L. Li, Influence of Interfacial Reaction Layer Morphologies on Crack Initiation and Propagation in Ti/Al joint by Laser Welding-Brazing, Mater. Des., 2010, 31(1), p 227–233
V.K. Beura, V. Xavier, T. Venkateswaran, and K.N. Kulkarni, Interdiffusion and Microstructure Evolution During Brazing of Austenitic Martensitic Stainless Steel and Aluminum-Bronze with Ag-Cu-Zn Based Brazing Filler Material, J. Alloys Compd., 2018, 740, p 852–862
G. Kaptay, J. Janczak-Rusch, and L.P.H. Jeurgens, Melting Point Depression and Fast Diffusion in Nanostructured Brazing Fillers Confined Between Barrier Nanolayers, J. Mater. Eng. Perform., 2016, 25(8), p 3275–3284
I. Barin, Thermochemical Data of Pure Substances, Parts I, and II, VCH, Vancouver, 1985
A.S.M. Handbook, Alloy Phase Diagrams, ASM international, 1992, 3, p 2–319
O.V. Kozlova, A.O. Rodin, and N. Eustathopoulos, Wetting and Soldering of Austenitic Chromonickel Steel by Eutectic Melts Based on Cu-Ag, Steel Transl., 2008, 38(3), p 195–200
Y. Arata, A. Ohmori, and H.F. Cai, Studies on Vacuum Brazing (Report II): Removal of Oxide Film from Stainless Steel Surface and Brazing Alloy Spreading Mechanism (Welding Physics, Process & Instrument), Trans. JWRI, 1983, 12(1), p 27–34
R. Abushosha, S. Ayyad, and B. Mintz, Influence of Cooling Rate and MnS Inclusions on Hot Ductility of Steels, Mater. Sci. Technol., 1998, 14(3), p 227–235
B. Mintz and D.N. Crowther, Hot Ductility of Steels and Its Relationship to the Problem of Transverse Cracking in Continuous Casting, Inter. Mater. Rev., 2010, 55(3), p 168–196
A. Ghosh, P. Modak, R. Dutta, and D. Chakrabarti, Effect of MnS Inclusion and Crystallographic Texture on Anisotropy in Charpy Impact Toughness of Low Carbon Ferritic Steel, Mater. Sci. Eng. A, 2016, 654, p 298–308
A. Chiba, S. Shibukawa, I. Muto, T. Doi, K. Kawano, Y. Sugawara, and N. Hara, Microelectrochemical Aspects of Interstitial Carbon in Type 304 Stainless Steel: Improving Pitting Resistance at MnS Inclusion, J. Electrochem. Soc., 2015, 162(6), p C270–C278
G. Pantazopoulos, A. Sampani, and E. Tsagaridis, Torsional Failure of a Knuckle Joint of a Universal Steel Coupling System During Operation—A Case Study, Eng. Fail. Anal., 2007, 14(1), p 73–84
W. Shi, S. Yang, A. Dong, and J. Li, Understanding the Corrosion Mechanism of Spring Steel Induced by MnS Inclusions with Different Sizes, JOM, 2018, 70(11), p 2513–2522
S.R. Nathan, V. Balasubramanian, S. Malarvizhi, and A.G. Rao, Effect of Welding Processes on Mechanical and Microstructural Characteristics of High Strength Low Alloy Naval Grade Steel Joints, Def. Technol., 2015, 11(3), p 308–317
P. Schmuki, H. Hildebrand, A. Friedrich, and S. Virtanen, The Composition of the Boundary Region of MnS Inclusions in Stainless Steel and Its Relevance in Triggering Pitting Corrosion, Corros. Sci., 2005, 47(5), p 1239–1250
K.Y. Chiu, F.T. Cheng, and H.C. Man, Corrosion Behavior of AISI, 316L Stainless Steel Surface-Modified with NiTi, Surf. Coat. Technol., 2006, 200(20–21), p 6054–6061
C. Temmel, B. Karlsson, and N.G. Ingesten, Fatigue Crack Initiation in Hardened Medium Carbon Steel Due to Manganese Sulphide Inclusion Clusters, Fatig. Fract. Eng. Mater. Struct., 2008, 31(6), p 466–477
G. Kaptay, A Unified Model for the Cohesive Enthalpy, Critical Temperature, Surface Tension and Volume Thermal Expansion Coefficient of Liquid Metals of bcc, fcc and hcp Crystals, Mater. Sci. Eng. A, 2008, 495(1-2), p 19–26
G. Kaptay, Approximated Equations for Molar Volumes of Pure Solid fcc Metals and Their Liquids from Zero Kelvin to Above Their Melting Points at Standard Pressure, J. Mater. Sci., 2015, 50(2), p 678–687
T. Iida and R.I. Guthrie, The Thermophysical Properties of Metallic Liquids: Predictive Models (2), Oxford University Press, USA, 2015
S. Furuseth and A. Kjekshus, On the Properties of a-MnS and MnS2, Acta Chem. Scand., 1965, 19(6), p 1405–1410
Y. Tanaka, F. Pahlevani, S.C. Moon, R. Dippenaar, and V. Sahajwalla, In situ Characterisation of MnS Precipitation in High Carbon Steel, Sci. Rep., 2019, 9(1), p 1–12
S.K. Rhee, Wetting of AlN and TiC by Liquid Ag and Liquid Cu, J. Am. Ceram. Soc., 1970, 53(12), p 639–641
J.V. Naidich, The Wettability of Solids by Liquid Metals, Progress in Surface and Membrane Science, vol. 14, D.A. Cadenhead and J.F. Danielli, Ed., Academic Press, New York, 1981, p 353–484
N. Eustathopoulos, M.G. Nicholas, and B. Drevet, Wettability at High Temperatures, Elsevier, Amsterdam, 1999
G. Kaptay and E. Báder, Ion-Dipole Adhesion Energy Model for Wettability of Oxide Ceramics by Non-Reacive Liquid Metals, Trans. JWRI, 2001, 30(SPI), p 55–60
P. Baumli, J. Sytchev, and G. Kaptay, Perfect Wettability of Carbon by Liquid Aluminum Achieved by a Multifunctional Flux, J. Mater. Sci., 2010, 45, p 5177–5190
Z. Weltsch, A. Lovas, J. Takács, Á. Cziráki, A. Tóth, and G. Kaptay, Measurement and Modelling of the Wettability of Graphite by a Silver-Tin (Ag-Sn) Liquid Alloy, Appl. Surf. Sci., 2013, 268, p 52–60
Acknowledgments
The research work presented are based on the results achieved within the GINOP2.3.2-15-2016-00027 “Sustainable operation of the workshop of excellence for the research and development of crystalline and amorphous nanostructured materials” project implemented in the framework of the Szechenyi 2020 Program. The realization of this project is supported by the European Union. The authors would like to thank Mrs. Aniko Markus and Mrs. Napsugar Nyari Bodnar for sample preparation. Mr Jozsef Korozs is acknowledged for his support during this work. We are grateful to Dr. István Slezsák, CEO of Innovacios Laboratorium Ltd., (Miskolc, Hungary) for providing us with the Hitachi SEM equipment. Other equipment used in this paper belongs to the Institute of Physical Metallurgy, Metal Forming and Nanotechnology, University of Miskolc, Hungary.
Funding
Open access funding provided by University of Miskolc.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Varanasi, D., Koncz-Horvath, D., Sycheva, A. et al. Cracking of Copper Brazed Steel Joints Due to Precipitation of MnS upon Cooling. J. of Materi Eng and Perform 29, 8183–8193 (2020). https://doi.org/10.1007/s11665-020-05293-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-020-05293-9