
Abstract
The aim of the study was to obtain a preliminary data focused on the steam oxidation performance of multilayered coatings deposited on 310 stainless steel and 800H Incoloy. The coatings were obtained through the aluminizing thermal diffusion technology with the formation of aluminides; some coating options had an additional top layer of selected composition. In this study, five different coating systems, as well as uncoated metals, were exposed at 1000 °C using thermogravimetric analysis instrumentation simulating an initial stage of steam oxidation corrosion. In this work, along with determination of the mass change of the samples, microanalyses using light optical microscopy, scanning electron microscopy (SEM) equipped with energy x-ray dispersive spectrometry (EDS), as well as surface micro-hardness determination, have been carried out. The designed coating systems demonstrated promising high-temperature steam oxidation performance with no breakaway degradation issues.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Coal-fired power generation is one of the key industrial technologies in the energy production worldwide. However, the coal-fired power generation technology, which is still used in many plants, is rather old and inefficient and creates a large CO2 emission. This old technology, which is based on subcritical conditions (SbC), requires low pressures and low temperatures of steam (Ref 1). The steam pressure and temperature are adequate to the steel materials used in operation, i.e., low-grade steels like T/P22 (2.5 wt.% Cr), T/P91 (9 wt.% Cr) are used with limited functionality and temperature of below 600 °C. Their applicability and performance are limited due to the formation of thick, non-protective oxide scales consisting of predominantly iron oxides. Furthermore, due to large emission of CO2 from subcritical conditions of power plants, the European Union introduced recent legislations, which demand the reduction in CO2 to about 20-30% by 2020. Nevertheless, electric power generation from coal firing technology still can be maintained but through a more secure and sustainable route, using a new generation of coal power plants with operating temperatures above 700 °C or even more in regions of super heaters and re-heaters. According to the high-efficiency low-emission roadmap for coal technology, prepared by International Energy Agency in 2012, these old and inefficient coal-fired processes for subcritical conditions should be replaced by more advanced technologies utilizing new units with higher efficiency for ultra-supercritical conditions (USC) and advanced-ultra-supercritical conditions (A-USC) steam parameters (Ref 2). With this regard, the coal-fired processes not only require high temperatures but also require utilizing higher-purity oxidation conditions. Steel materials with Cr contents of 2-10% cannot withstand these USC and A-USC service conditions due to their quick oxidation and destruction. Currently, particular attention is focused on the austenitic steels with a high Cr content (> 20 wt.%), such as 310 stainless steel (310SS) or more advanced with higher Ni contents, like Incoloy, where adequate mechanical properties are combined with high-temperature corrosion resistance owing to the formation of continuous, thin, adherent, thermally grown oxide Cr2O3 and/or spinel-type scale, depending on metal composition (Ref 3,4,5,6). Nevertheless, under long-term exposure, even 310SS and other Cr- and Ni-rich steels and alloys experience degradation due to breakaway oxidation (Ref 7,8,9,10,11).
Therefore, it is important to develop the coating systems, which can protect high Cr and Ni steels and alloys against breakaway oxidation. In particular, the coating technology should be applicable for the formation of the protective layers on the inner or inner and outer surfaces of large size and complex shape components, e.g., long-size tubing. In this regard, many coating technologies (e.g., cold and thermal spray coatings, physical vapor deposition, electrophoretic deposition) have a limitation. As one of the prospective protective high-temperature coating options, the aluminized coatings can be considered (Ref 12, 13). These coatings usually consist of two or more layers of aluminides (e.g., Fe, Cr, Ni-aluminides) with different Al contents, and they can withstand high-temperature corrosion environments to protect steels (Ref 14,15,16,17,18,19,20,21,22). They can be produced according to the thermal diffusion technology. This surface engineering technology, which is also called as “thermochemical processing,” diffusion coating process,” “pack cementation,” is based on the CVD principles (Ref 17,18,19,20,21,22,23,24,25,26) and is applicable for industrial large-size products. In addition, it would be reasonable to consider the coatings with more complex architectures (i.e., with more protective layers), since, according to the recent studies (Ref 27,28,29,30,31,32), such composite structures have also high potential in corrosion applications.
The evaluation of the materials for high-temperature oxidation, in general, requires substantial time, especially for the alloys with high contents of Ni, Cr and some other metallic ingredients and for the coated steels and alloys. Thus, the longtime testing for 2000-3000 h or longer, up to 10,000 h, will provide reliable results and appropriate understanding of the material performance. However, in order to obtain preliminary data with regard to the possibility of the coatings for high-temperature application, the principles of the thermal gravimetric analysis (TGA) and the related instrumentation may be applied. In this case, the materials testing and the “screening” selecting the probabilities would be rather quick. Hence, in the present work, a few different coating structures (architectures) based on the intermetallide phases in the Fe-Al, Cr-Al, Ni-Al systems deposited on 310SS and 800H Incoloy through the thermal diffusion process have been prepared, and they have been exposed at 1000 °C for 8 h using thermogravimetric balance with consequent examination to predict their steam oxidation performance. These studies could be helpful for understanding of only the first stage of high-temperature oxidation of materials since the testing time is short.
Experimental Procedure
Starting Materials and Coatings Deposition Process
Stainless steel 310 grade (310SS) and Incoloy 800H produced by Sandvik Materials Technology and ThyssenKrupp VDM and supplied by Rolled Alloys (Canada) have been selected for the study. Table 1 shows chemical compositions of these starting materials according to the provided mill test report (MTR) certificates. The materials have been treated using a 600-grit SiC paper and ultrasonically cleaned with acetone for 15 min.
For the coating formation, the samples were processed according to the proprietary aluminizing technology (EndurAlon™) of Endurance Technologies Inc. (ETI). This technology is one of the options of thermal diffusion processing or pack cementation. The steel samples cleaned from a grease and a scale, as described above, have been placed in a special retort contained a special aluminized mix. This mix contained an Al-rich donor, a halide salt used as an activator and inert filler; all materials were in the powder form. The mix formulation was developed by ETI, and particle size of the starting powders has been specially selected providing easy flow and compaction. The sealed retort with the aluminized mix and the samples has been heated in the temperature range of 850-1000 °C for a certain holding time period in an electric kiln. At heat treatment, the Al-rich gases are formed due to high-temperature reactions; the forming atoms of Al deposit onto the metallic substrate surface with consequent diffusion to the steel structure. Due to the inward diffusion of Al and outward diffusion of Fe, Cr, Ni, the aluminides are formed with subsequent consolidation of the coating structure. After cooling of the kiln, the samples were removed from the processed powder and cleaned using a brush and acetone. In order to prepare the coatings with more “complex” architectures, an additional protective layer was applied onto the aluminized samples. To obtain that, the aluminized samples were immersed into the ceramic suspensions with nanoparticles of selected concentrations; the top layer deposition was conducted under pressure. These suspensions are based on ceramic materials with high oxidation resistance, e.g., based on the oxides of metals of III-IV group of the periodical table and BN, i.e., based on the materials with rather high degrees of covalent bonds and thermodynamic potentials. Thus, for the top coating, the ceramic slurries contained Al2O3, SnO2, ZrO2 (3 mol.% Y2O3) and BN have been utilized; the solid contents varied from ~ 0.5 to 30 wt.%. The samples with applied coatings have been air-dried and then consolidated in an electric kiln at temperatures ranging 500-700 °C. The types of the coatings are shown in Table 2. The approximate dimensions of the samples with coatings for oxidation corrosion evaluation were 1 × 0.65 × 0.5 cm. The dimensions of the uncoated samples were smaller.
Steam Oxidation Tests
The samples with rectangular shapes with the above-noted dimensions have been tested using TGA STA 449 F1 Jupiter®-NETZSCH Thermobalance at 1000 °C for 8 h in pure water steam atmosphere. This TGA unit and small alumina ceramic crucibles used for holding of the samples allow testing the samples with selected dimensions when practically a whole surface of the sample is under the action of the gas flow. A temperature profile for steam oxidation testing included heating up at the rate of 15 °C/min followed by holding at the testing temperature. The water vapor was introduced into the furnace at 140 °C to avoid condensation. The water vapor flow was adjusted by a volume flow controller as 3 g/h during the whole experiment. The steam liner velocity was equivalent to 5 × 10−5 m/s for 3 g/h intensity of water vapor; this value represents to velocity in liner at the following testing parameters: temperature 140 °C, pressure 1 bar and density of water vapor at 140 °C as 0.53 kg/m3. Prior to the TGA run, the system has been cleaned to obtained consistent results. Thus, deionized water from the tank located underneath the thermogravimetric balance was transported throughout the heating transfer line. The heating transfer line with maximum operating temperature of 200 °C was set up for 180 °C. The purging synthetic gas containing 80% vol. nitrogen and 20% vol. oxygen was initially connected to the system and ran for 2 h with the recommended 50 ml/min flow in order to clean the furnace from moisture and contaminants. Further, during the tests, a protective gas (Ar) was used with a 50 ml/min flow rate. The purge synthetic gas and a protective gas were not delivered and were not mixed with steam in the furnace; they were used only to clean and protect the balance underneath the steam furnace, ensuring the tests were performed in pure steam conditions. The post-process deionized water was returned to the condenser to close the cycle. A schematic diagram representing the TGA equipment used in this work is shown in Fig. 1. During high-temperature tests, the graphs of weight changes [mg] of the exposed sample against time [h] were plotted automatically using Proteus 6.1 commercial software.

Schematics of the TGA STA 449 F1 Jupiter®-NETZSCH
Materials Examination
The samples prior and after exposure have been examined from the surfaces using DSLR Canon EOS 70D camera coupled with Canon MP-E 65 mm f/2,8 macro lens and with scanning electron microscope (SEM) Hitachi TM3000 coupled with Bruker energy x-ray dispersive spectrometry (EDS) for chemical composition evaluation. The SEM examination for the surface morphology (before and after oxidation testing) was conducted in the backscatter electron (BSE) mode under 15 kV accelerated voltage. The examination of the cross sections has been performed with light optical microscope MEIJI Techno 1M7200 to observe possible changes of the coating structures. For the samples preparation for the cross-section microscopy examination, precision cutting–polishing procedure established at ETI has been employed using the Buehler equipment. The special etching composition has been selected to reveal the structural features in the cross sections. Micro-hardness determination of the aluminized coating layers has been conducted according to the ASTM E384-10 using the tester Clark CM 400AT with the Knoop diamond indenter at the indentation load of 100 g (HK0.1) applied to the cross section of polished samples under microscope.
Results and Discussion
Evaluation of the Coating Structures Before TGA Oxidation Testing
The aluminized samples obtained on 310SS and 800H have the multilayer structures (architectures) formed by three aluminized layers with different contents of Al, which are defined by the high-temperature diffusion process. The layer over the substrate called as the “transition” layer contains about 4-7 wt.% of Al, and it is enriched with Fe, Ni and Cr. The next layer is the “main aluminized layer” with a content of Al of ~ 32-38 wt.%, and the top aluminized layer is the “Al rich” with a content of Al ~ 44-50 wt.%. The contents of Fe, Ni and Cr are lower accordingly. The contents of the main elements in the coating are defined by the inward diffusion of Al and outward diffusion of the main elements from the metallic substrate and by the formation of aluminides Fe(Cr,Ni)xAly. A total case depth of the aluminized material and a thickness of each layer and its chemistry are defined by the composition of the substrate material, by the composition of the aluminizing mix and by the process parameters, e.g., substrate surface preparation, temperature, time and some other features of heat treatment and related gas formation, which affect deposition and diffusion of the elements during the process. The total case depths of the aluminized 310SS and 800H are ~ 170-190 µm and ~ 150-170 µm, respectively. The thicknesses of the main layer and the Al-rich top layer are ~ 85-95 and ~ 60-70 µm for aluminized 310SS and ~ 77-82 and ~ 55-70 µm for aluminized 800H, respectively, i.e., the thicknesses of the two coating layers, which provide corrosion protection, are ~ 150-165 µm and ~ 135-150 µm for aluminized 310SS and 800H, respectively. Accordingly, the thickness of the transition layer for aluminized 310SS is ~ 25-30 µm, while a thickness of this layer in the case of 800H is slightly lower (~ 17-22 µm). The images of the microstructures (cross section) of the aluminized 310SS and 800H (coatings 3A and 8A, respectively) obtained with light optical microscope are shown in Fig. 2. The interface between the layers is not very clear that is dealt with the diffusion process. Due to the established process at ETI, the structure is well consolidated, and no Kirkendall porosity is observed. Comparing the considered structure with structures of many other aluminized coatings reported in the literature, the presented coating features by two protective layers well consolidated despite their sufficient thickness.

Microstructures (cross sections) of the aluminized 310SS and 800H (coatings 3A—top and 8A—bottom, respectively)
The top layers obtained through the deposition of the suspensions with nanoparticles onto the aluminized steel have thicknesses from below 1 µm (for the coatings 3E and 8E based on BN) to a few microns (for the coatings 3B-3D and 8B-8D based on oxides). The thickness of these layers depends on solid concentration in the suspensions, size of nanoparticles and duration of deposition. The surface morphologies would be shown and are discussed in section 3.4.
Evaluation of High-Temperature Oxidation: Appearance
The appearance of the samples, prior to the TGA oxidation testing, is shown in Fig. 3(a), (b), (c), (d) and (e) (310SS substrate) and Fig. 4(a), (b), (c), (d) and (e) (800H substrate), respectively. They have no spallation, cracks, delamination or any other visible defects. Small spots on some samples can be observed, and these spots with local color deviations on the surface may be related to uneven thickness of the top coatings (which were applied by a dipping technique) and imperfect surface of the aluminized samples, on which these top layers were applied. The appearance of the samples after the TGA steam exposure can be seen in Fig. 5(a), (b), (c), (d) and (e) and 6(a), (b), (c), (d) and (e), respectively. The coated samples after the TGA test have only a small degree of surface change with no visible cracking, pitting, delamination, etc. Only some discoloration was observed, and the samples became smoother. Small peeling of the top oxide “skin” from the samples 3B, 3C and 8D can be noted. The bare 310SS sample also did not have visible changes of the surface, while visible spalling of the oxidized surface could be seen in some areas of the bare 800H sample (Fig. 6e).

Appearance of the coated samples prior steam oxidation tests (310SS substrate)

Appearance of the coated samples prior steam oxidation tests (800H substrate)

Appearance of the samples after TGA steam oxidation: (a-e) coated 310SS, (f) uncoated 310S

Appearance of the samples after TGA steam oxidation: (a-e) coated 800H, (f) uncoated 800H steel
Evaluation of High-Temperature Oxidation: Kinetics of Oxidation
The graphs of the mass change versus time obtained directly from the TGA instrumentation conducted at high temperatures of 1000 °C (Fig. 7, 8) show the kinetics of oxidation of the studied samples. Since the samples had different original masses and surface areas, the absolute mass change recorded directly from the TGA unit cannot be considered as the right criterion of the material behavior during oxidation, but the trend of the mass change versus time may be valuable for understanding of the oxidation behavior. The shape of the graphs (curves) depends on the composition and structure of the surfaces of the samples and the processes occurring on the surface at oxidation; however, all these graphs have three “segments” with different mass changes during oxidation time.

Kinetic data for 3A-E coating systems and uncoated 310SS (3F) exposed at 1000 °C for 8 h

Kinetic data for 8A-E coating systems and uncoated 800H (8F) exposed at 1000 °C for 8 h
As can be seen in Fig. 7 and 8, as well as in Fig. 9 that shows all these curves combined together, all samples experienced mass reduction at the first 0.25-0.5 h of the heating; then, the mass gain rapidly occurred (during the second 0.5 h of the heating), and finally, the mass gain occurred slower during the soak at the 1000 °C. According to the works (Ref 8, 33), the first segment related to the initial period of exposure can be called as the “transient oxidation” or “pre-steady state oxidation” segment. The observed small mass reduction in the samples at this segment may be explained by instability during the heating and fluctuations in the gas flow during this period, in particular when the steam is introduced at 140 °C. This gas flow may affect the behavior of the microbalances of the TGA instrumentation leading to small deviations on the curves. Also this mass reduction effect may be dealt with the absorption of steam on the surface of the samples due to their roughness (before and during the first minutes of heating) and the consequent evaporation of steam at higher temperatures. The behavior of this graph with the mass reduction during the first segment is similar to the graphs indicating the behavior of Ni-based alloys at the initial oxidation stages described in the recent work (Ref 34). Comparing the mass loss for the studied samples at the first segment, it can be seen that the highest mass loss (~ 0.9 mg) is observed for the sample 3A (aluminized 310SS) with higher surface roughness than the samples with the top coatings and bare (uncoated) metals (0.15-0.4 mg).

Summary of kinetic data for all studied samples exposed at 1000 °C for 8 h, top—310SS and coatings on 310SS; bottom—800H and coatings on 800H
Then, at the second and third segments of the kinetic curves, for some samples (3A and 3F-8F), the mass gain occurred rather gradually, while for other samples (particularly 3B-D, 8B-E), the mass gain occurs quickly; for some coated samples, the mass gain reaches almost constant values approaching the “plateau.” It may be expected that similar “plateau” in the mass gain may be reached also for other samples with aluminized coatings (without and with an additional top layer) if longer high-temperature soaks are applied.
As can be seen from these graphs, their mass change behavior versus time deviates from the parabolic curves, and this is rather common for the initial stage of high-temperature oxidation (Ref 34), i.e., the “initial” stage of high-temperature oxidation has not been completed yet. The observed behavior of the mass gain can be explained by the interaction of the surfaces with oxygen and by the formation of the oxide layers and their growth and consolidation, which depends, as mentioned above, on the samples surface compositions and coating architectures. The formation and growth of the thermodynamically stable oxide scale (layer), e.g., the alumina-based layer for the studied samples with the aluminized coatings, can be considered as a positive point. The presence of the additional thin layer on the top of the aluminized layer in the coating architecture may reduce the further oxidation process of the aluminides that is correlated with a curves’ behavior. It is related to not only thermodynamically stable oxides, like Al2O3, SnO2 and ZrO2, but also BN that had extremely small thickness (a submicron range that was not easy determined).
Evaluation of High-Temperature Oxidation: Surface Morphology, Structure and Hardness
The surface morphology images studied with SEM in the BSE mode for the samples before and after TGA steam oxidation can be seen in Fig. 10-14. The samples with only aluminized coating (3A and 8A) and with aluminized coating and a very thin BN top layer (3E and 8E) have more even surfaces, while the aluminized samples with oxide top layers (3B and 8B, 3D and 8D) have less homogeneity with an appearance of surface micro-cracks. Some deviations from even surface (e.g., small spots) of the aluminized samples and the samples with top BN layer are probably related to uneven morphology and thickness of the Al-rich layer and uneven pore distribution on this surface. For the samples with the top oxide layers, which thicknesses vary from below than 1 µm to several µm, the presence of the “egg-shell” surface micro-cracks observed is probably dealt with the adhesion issue occurred at thermal treatment after the top oxide layer deposition, e.g., with a coefficient of thermal expansion mismatch of the oxide layers and the aluminized steel. In addition, the tensile stresses occurred in the top coating layer during its consolidation at the heat treatment. However, these surface micro-cracks are well visible only at high magnifications (750-1000 × or greater); their width is rather small, below 1 µm, in particular, ranging from 70 to 300 nm (depending on the oxide layer composition), and their depth is also below 1 µm. The top oxide coatings have dense structures without visible pits and pores. The examples of their structures (e.g., top Al2O3-, SnO2- and ZrO2-based coatings) under higher magnification (2000 ×) can be seen in Fig. 12. It can be noted that the SEM images of the coated samples were made from not the “best” areas to demonstrate possible imperfectness. It has to be mentioned that, because the precision diamond saw was not used for the cutting of the samples for the SEM and EDS analyses, some areas of the top layer were broken off. Because of that, the underneath layers could be seen as “islands” on the SEM images.

Surface morphologies of the coated samples prior TGA tests: 3A-E

Surface morphologies of the coated samples prior TGA tests: 8A-E

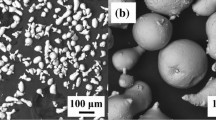
Surface morphology of the top oxide coatings onto aluminized 800H (a Al2O3 coating, b SnO2 coating, c ZrO2-based coating)

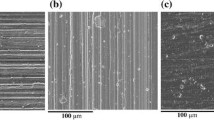
Surface morphologies of the coated samples 3A-E and bare 310SS (F, G) after the TGA testing

Surface morphologies of the coated samples 8A-E and bare 800H (F) after the TGA testing
After TGA oxidation, the SEM study showed only insignificant changes of the surfaces of the coated samples (Fig. 13, 14). The observed changes can be dealt, first of all, with oxidation of the aluminides leading to the formation of the chemically inert layer of Al2O3 and other oxides and its consolidation. Thus, according to results of the EDS analysis of the surfaces, which are presented for the selected samples in Table 3 (the contents of only the major elements are presented), the oxygen contents reached 25-45 wt.% or even greater depending on the type of the coating. This surface oxidation may be considered as a positive factor since all these oxides, in particular Al2O3, are stable at high temperatures. In the case of samples 3B and 3C (Fig. 13b, c), some surface detachment of the external oxide layer (Al2O3-based and SnO2 top layers) was observed. The detachment and breakage of the top layer may be explained, as noted above, by not very accurate cutting of the samples for the SEM surface examination (the precision cutting saw with diamond tooling was not used). This detachment also may be invoked by incoherency of this top layer and the forming oxidation film, although the SnO2 top layer indicated better adhesion to the base aluminized coating layer (sample 3C) than that observed in the case of the sample 3B. The aluminized steel with the ZrO2-based top layer presented in Fig. 13(d) and 14(d) remained the “egg-shell” micro-cracking after oxidation although the width of these micro-cracks became smaller. The reduction in the surface micro-cracks after oxidation, i.e., their healing, is observed for all aluminized samples with the top oxide layer but to a different extent. The oxidation between the micro-cracks promotes the healing effect. Finally, the aluminized steel with the BN top layer in Fig. 13(e) and 14(e), which did not have surface micro-cracks, did not experience significant influence of high-temperature steam oxidation atmosphere, although, as mentioned above, the oxidizing film appeared with the color change. The discoloration for the samples has mainly only a superficial character. The key point of the performance of the coated samples is the appropriate adhesion of the oxidizing film with the aluminized layer.
In comparison with the coated samples, the uncoated 310SS and 800H experienced the formation of the scales with spots across the samples (Fig. 13f). Comparing these two materials, the uncoated 800H had significantly fewer spots, but it experienced a slightly delaminated structure of the oxidized surface (Fig. 14f). Also some pinholes (nodules) and surface micro-cracks can be seen on the oxidized 310SS (Fig. 13g).
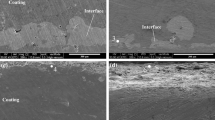
Although some deviations of the surfaces of the coated samples after the TGA oxidation testing could be observed, the examination of the cross sections under light optical microscope did not find noticeable changes in the coating integrity after the oxidation according to Fig. 15(a), (b), (c), (d), (e) and (f) (coated 310SS) and Fig. 16(a), (b), (c), (d), (e) and (f) (coated 800H). No visible coating destruction, delamination or pitting were observed. It is interesting to note that the total case depth increased after the high-temperature oxidation exposure. Also the Al-rich layer of the aluminized coatings practically disappeared for the aluminized 310SS samples, while this Al-rich layer became smaller for the aluminized 800H samples (20-30 µm). However, the main aluminized zone, as well as the thickness of the transition zone, became greater for all samples. Thus, for the original samples made from 310SS and 800H, the transition zones were ~ 25-30 and 17-22 µm, respectively (Fig. 2), and, after the TGA testing, they became ~ 70-80 and ~ 38-44 µm (Fig. 7a, b, c, d, e). Accordingly, after the testing, the main aluminized layer, which, in fact, provides corrosion protection, grew up to 170-180 µm in the case of the 3100SS substrate. In the case of aluminized 800H samples, a size of the total protective layer became slightly greater reached 145-160 µm (increased the main aluminized layer and reduced the Al-rich layer). This growth can be explained by the continuation of the diffusion processes at the high testing temperature. In fact, the testing temperature (1000 °C) and the soak time (8 h) were greater or about the same compared to the aluminizing process parameters. Thus, at applied testing temperature, the inward diffusion of Al continued from the Al-rich zone, and Fe, Cr and Ni from the substrate diffused outward to the coating. As a result, the structures of the aluminized coatings became more “homogeneous” after this “secondary” diffusion process originated by the high-temperature oxidation test. No Kirkendall porosity and micro-gaps between the layers of the aluminized coating occurred with this “secondary” diffusion process during the high-temperature oxidation test that should be outlined as a positive point. Some growth of the case depth during the high-temperature exposure may affect partial destruction and flaking of the top thin oxide layers adherent to the coatings 3B, 3C, 3D and 8C and 8D. Comparing the coated samples with two different substrates, the aluminized coatings on 800H demonstrated better adhesion and less micro-cracks. Probably, this case depth growth and modification in the phase composition also promoted the occurrence of occasional hairline cracks through the main aluminized layer. However, this hairline crack occurrence also may be related to fast heating at TGA testing (1000 °C/h) and probably rather fast cooling, i.e., to the created thermal stress at the testing. Anyway, the observed hairline cracks stopped at the transition zone for all the coated 310SS and 800H samples that indicate to satisfactory integrity of the coatings structures to the selected extreme testing conditions. It should be outlined that this TGA testing conditions distinguish from the industrial steam oxidation service conditions when final temperatures and especially heating ramps are lower. In the industrial conditions where service temperatures are significantly lower, i.e., 600-750 °C, continuation of diffusion processes and related changes in the coating microstructures would be significantly minimized and thermal stresses would be also less. The diffusion-related bonding between the coating layers and with the substrate materials promotes the integrity of the aluminized coating structure at high-temperature oxidation. As opposed to the coated samples, bare 310SS and 800H experienced the formation of the scale on the surface (~ 10-15 µm thick for 310SS and ~ 10-20 µm for 800H) with its partial flaking-off and appearance of some cracking as well (see Fig. 7f, g).

Microstructures (cross sections) of the samples after the TGA oxidation testing (magnification × 200). (a-e) coatings 3A-3E, respectively, (f, g) uncoated 310SS

Microstructures (cross sections) of the samples after the TGA oxidation testing (magnification × 200). (a-e) coatings 8A-3E, respectively, (f, g) uncoated 800H
Micro-hardness of the coatings after the TGA testing remained on the same level of the coating hardness before the testing. Thus, Knoop micro-hardness HK0.1 of the transition zone with low contents of Al remained in the range of 400-450 kgf/mm2, while HK0.1 of the main aluminized layer was in the range of 650-750 kgf/mm2 regardless of the substrate material. In particular, when the indenter was applied to the area very close to the transition zone, HK0.1 was ~ 550, but the major area of the main aluminized layer had consistent hardness values of 680-750 kgf/mm2, and only when the indenter was applied close to the top surface of the coatings, the HK0.1 slightly decreased to 620-680 kgf/mm2. This is a common effect that also observed for as-aluminized steels, and it is dealt with lower consolidation of the surface of aluminized materials. Micro-hardness of the substrates (310SS and 800H) was in the range of 170-200 kgf/mm2. Insufficient hardness reduction in the substrates can be observed when the indenter is applied close to the interface with the transition zone of the coating. The bare metals before and after oxidation testing also have a similar level of micro-hardness. This detailed hardness examination of the aluminized coatings has been conducted because of the observed changes in the aluminized coating architectures after high-temperature oxidation testing. The micro-hardness data determined for the materials before and after oxidation testing depending on the position, at which the indenter was applied, are summarized in Table 4. The determination of hardness of the formed chromia-contained scale for the bare 310SS and 800H, even at significantly lower indentation loads, was not possible due to its low hardness level and easy fracturing and breakaway. In general, the hardness values are defined by materials’ phase composition and by structure, and they are commonly reduced with the presence of defects, e.g., flaws, porosity, micro-cracks. The obtained micro-hardness results indicate to the adequate integrity of the aluminized coating and to the relatively low effect of the applied steam oxidation testing conditions on these coatings.
The aluminized samples demonstrated their adequate corrosion resistance against the TGA oxidizing steam. As opposed to them, the reference 310SS sample tested in the same conditions exhibited uneven Cr contents on the surface (according to the EDS analysis, from 9 to 47 wt.% depending on different areas of the surface) and some nodule formation, despite a high content of Cr in the metal matrix, that corresponds to the breakaway oxidation phenomena (Ref 7, 8, 35, 36). Significantly elevated contents of Mn ranging from 8 to 24 wt.%, which also varied in different areas, can be related to the outward diffusion of Mn and to the formation of spinel phases, like MnCr2O4 (the content of Mn in the steel is only 1.25% according to MTR). Thus, the Cr2O3 inner sub-layer and the MnCr2O4 outer sub-layer may “compose” the scale (Ref 36,37,38), but these layers are unevenly distributed that would affect the nodule and pitting formation. Comparing the formation of a thin alumina layer for the aluminized coatings during high-temperature oxidation with a chromia scale formation occurring at this process for uncoated Cr-rich stainless steels, the former can be considered as preferable. It may be related to significantly slower formation of the aluminum oxide scale, according to a number of studies conducted with stainless steels with sufficient contents of Al in the their compositions, and to a better adhesion of this scale to the steel substrates (Ref 39,40,41) and, hence, to significantly reduced breakaway. The mentioned point indicated for steels can be also applied for the aluminized coatings. Moreover, according to some works conducted by Perez et al. and Aguero et al. (Ref 41, 42), the high-temperature steam oxidation test results confirm the benefits obtained with the aluminide-based coatings. It should be outlined that, in the studied coatings, the major constituents are presented as intermetallides Fe(Cr,Ni)xAly, and, because of that, the “activity” of the elements, such as Fe and Cr, in the intermetallides and the scale growth rate are reduced compared to the case when these elements are presented in bare steels.
Some authors (Ref 43, 44) connect failure of stainless steels in high-temperature steams with excessive growth of the chromia scale through its cracking and buckling due to the influence of hydrogen formed during steam oxidation. Thus, they assume that hydrogen penetrates through the scale accumulating in pores with creation of mechanical stresses at high temperatures with buckling leading to accelerated corrosion degradation. However, the hydrogen formation in the conditions considered in the present work may be hardly expected since basically hydrogen forms at steam dissociation at the combined action of high temperatures and high pressures (e.g., when pressures significantly exceed 4-5 MPa). Comparing bare metals tested and the aluminized coatings with sufficient thicknesses, it could be expected, according to the works (Ref 45,46,47), that the latter ones would significantly reduce the hydrogen permeation not only due to sufficient thickness of rather inert and well-consolidated aluminides, but also due to the alumina film formation on the coating surface. The data of effectiveness of the BN coating on stainless steel against hydrogen permeation reported by Tamura et al. (Ref 48) suggest to assume that the coating E (aluminized with a thin BN layer) may be also a promising solution for the steel protection against high-temperature oxidation when hydrogen may occur.
In the case of the uncoated 800H and especially 310SS after a short-time exposure at 1000 °C, the chromium concentration in the steel near the scale interface is sufficient to form the protective chromia scale. However, in this study, some nodule formation was observed for 310SS (see Fig. 13f, h) that may be dealt with a local reduction in the chromium content and MnCr2O4 spinel formation. In this case, the integrity and bonding of the oxide scale become lower resulting in its breaking and detachment. This leads to the quicker oxidation of iron and nodule formation creating the surface structure similarly to the data presented earlier (Ref 8, 35). This structure basically contains two layers where the outer layer is iron rich with a small quantity of chromium, whereas the inner layer consists of mixture of Cr, Ni and Fe oxides or/and spinel-type compounds, like FeCr2O4 and (Ni,Fe,Cr)3O4, which are not protective (Ref 35, 38, 40), and the nodules underneath. The EDS analysis showed that the content of Fe varied from 9 to more than 30 wt.% in the nodule areas confirming the partial detachment of the Cr2O3 scale and oxidation of Fe, while the “general” scale surface had significantly lower Fe contents but with the Cr contents of greater than 20 wt.%. Thus, the Fe-rich nodules oxidize fast promoting the Fe-Cr-oxide scale formation and its growth leading to the breakaway process. The nodule formation on the surface of bare 800H was negligible. However, the contents of Cr and Ni on the surface of 800H varied from ~ 2 to 40-45 wt.% and from 6 to 30-33 wt.%, respectively. Also it might be speculated that, according to the studies (Ref 36, 41, 49, 50), some Cr volatilization may occur. These authors relate it through the formation of volatile chromium oxyhydroxide CrO2(OH)2 particularly occurring at high oxygen partial pressures (much greater than 1 bar) (Ref 50). However, in the present work, the short-time testing was conducted in the water steam (not in pure oxygen where oxidation rate would be greater) at the pressure of 1 bar that is too low to induce evaporation of the Cr-based species. In addition, the formation of MnCr2O4 spinel (that is highly possible according to the obtained EDS data) should significantly reduce the probability of the Cr-oxyhydroxide formation (Ref 35, 51). Hence, the Cr evaporation at the initial stage of high-temperature steam oxidation is not assumed. Visual observation of the alumina crucibles used for the TGA testing also suggests the absence of Cr evaporation since these crucibles did not change their color after the tests (if Cr-based species are evaporated, they would deposit onto the crucible surface with changing its color). No Cr evaporation is also supported by the EDS data for the bare 310SS when rather large Cr contents on the surface (from 9 to more than 40 wt.% depending on the area) were detected. The question of evaporation of the Cr-based species may require further studies of stainless steels, in particular of the long-time high-temperature oxidation, especially at elevated pressures. The presence of the rather thick (> 100 µm) aluminized coatings eliminates the risk of evaporation of Cr-based species from steels and alloys.
The studied coatings can be manufactured through the thermal diffusion technology onto different size products, including onto the inner or inner and outer surfaces of long tubing. Since the coatings performance is related to the aluminides with a thin ceramic layer (formed by additional deposition and by oxidation of aluminides), these coating structures with similar compositions could be obtained for other types of steels, even less expensive. The formation of multilayered coatings with substantial thicknesses can be managed by the aluminizing process parameters. Small mass changes at the high-temperature oxidation adherent to the coated samples cannot be considered as a “negative” point since the formed aluminum oxide “skin” grown on the surface of rather inert aluminides increases the corrosion resistance, and it does not have the breakaway issue.
Conclusion
The TGA instrumentation and related approach have been employed, for the first time, for the quick preliminary evaluation of high-temperature oxidation resistance of the coatings on steel in simulated conditions, which exceeded the industrial conditions (i.e., at higher temperatures and with quicker heating). The obtained data may be used for identification of the oxidation effects occurring at the initial stage of oxidation corrosion and may assist the systematic studies of the long-time exposure (up to a few thousand hours) of the materials at high-temperature oxidation. The consideration of only mass change detection does not provide the adequate information, but the conjunction of the assessment of kinetic curves obtained from the TGA testing and microstructural examination and hardness determination of the coatings after high-temperature oxidation exposure is more effective for the materials evaluation and prediction of their behavior at the related corrosive environments.
According to the obtained results, e.g., kinetic curves, surface morphology and cross-section examinations, the multilayered aluminized coatings obtained through the thermal diffusion technology demonstrated promising corrosion resistance and have a promising potential for the protection of steels and alloys, e.g., 310SS and 800H, against high-temperature oxidation conditions. The protection is related, to a significant extent, to the formation of the thin oxide films (mainly Al2O3 based) on the rather inert and consolidated aluminide coatings. The coatings based on aluminides with substantial thicknesses (greater than 100 µm) with a thin oxide film formed promote the protection of steels from the occurrence and subsequent removal of Cr2O3 scales with a lower adhesion and with potentially elevated volatility. The diffusion-related bonding between the layers in the aluminide-based coating systems promotes their integrity at severe oxidation conditions. Additional top layers from inert ceramic materials (e.g., oxides of the metals of III-IV groups and BN) onto the main coating made of aluminides may be a positive step for improvement of oxidation resistance; however, it is important to avoid the breaking and destruction of this layer during the high-temperature oxidation exposure. Finally, bare materials 310SS and 800H experienced the formation of soft oxide scales with low adhesion, which can be partially detached, as well as nodules and surface micro-cracks. A better conclusion about suitability of the considered coatings may be done upon the extensive studies with longtime exposure; however, as mentioned above, the conducted short-time study could be helpful for preliminary evaluation.
References
I.G. Wright, A.S. Sabau, and R.B. Dooley, Development of Strain in Oxides Grown in Steam Tubes, Mater. Sci. Forum, 2008, 595–598, p 387–395
International Energy Agency (IEA), Technology Roadmap High-Efficiency, Low-Emissions Coal-Fired Power Generation, IEA, Paris, France, 2012
T. Dudziak, V. Deodeshmukh, L. Backert, N. Sobczak, M. Witkowska, W. Ratuszek, K. Chrusciel, A. Zielinski, J. Sobczak, and G. Bruzda, Phase Investigations under Steam Oxidation Process at 800 °C for 1000 h of Advanced Steels and Ni-Based Alloys, Oxid. Met., 2016, 87, p 139–158
N.K. Othman, N. Othman, J. Zhang, and D.J. Young, Effects of Water Vapour on Isothermal Oxidation of Chromia-Forming Alloys in Ar/O2 and Ar/H2 Atmospheres, Corros. Sci., 2009, 51, p 3039–3049
B. Pujilaksono, T. Jonsson, H. Heidari, M. Halvarsson, J.-E. Svensson, and L.-G. Johansson, Oxidation of Binary FeCr Alloys (Fe-2.25Cr, Fe-10Cr, Fe-18Cr and Fe-25Cr) in O2 and in O2 + H2O Environment at 600 °C, Oxid. Met., 2011, 75, p 183–207
T. Dudziak, L. Boron, V. Deodeshmukh, J. Sobczak, N. Sobczak, M. Witkowska, W. Ratuszek, and K. Chrusciel, Steam Oxidation Behavior of Advanced Steels and Ni-Based Alloys at 800 °C, J. Mater. Eng. Perform., 2017, 26(3), p 1044–1056
H.E. Evans, A.T. Donaldson, and T.C. Gilmour, Mechanisms of Breakaway Oxidation and Application to a Chromia-Forming Steel, Oxid. Met., 1999, 52, p 379–402
S. Bsat and X. Huang, Corrosion Behaviour 310 Stainless Steel in Superheated Steam, Oxid. Met., 2015, 84, p 621–631
S.R.J. Saunders, M. Monteiro, and F. Rizzo, The Oxidation Behaviour of Metals and Alloys at High Temperatures in Atmospheres Containing Water Vapor: A Review, Prog. Mater Sci., 2008, 53, p 775–837
H. Asteman, K. Segerdahl, J.E. Svensson, and L.G. Johansson, The Influence of Water Vapour on the Corrosion of Chromia Forming Steels, Mater. Sci. Forum, 2001, 369-372, p 277–286
H. Asteman, J.E. Svensson, and L.G. Johansson, Oxidation of 310 Steel in H2O/O2 Mixtures at 600 °C: The Effect of Water-Vapour-Enhanced Chromium Evaporation, Corros. Sci., 2002, 44, p 2635–2649
A. Aguero, Progress in the Development of Coatings for Protection of New Generation Steam Plant Components, Energy Mater., 2008, 3, p 35–44
A. Aguero, M. Gutierrez, R. Muelas, and K. Spiradek-Hahn, Overview of Steam Oxidation Behaviour if Al Protective Oxide Precursor Coatings on P92, Surf. Eng., 2016, 32, p 1–10
R. Streiff, Protection of Materials by Advanced High Temperature Coatings, J. Phys. IV, 1993, 3, p 17–41
Y. Tamarin, Protective Coatings for Turbine Blades, ASM International, Materials Park, 2002
B.B. Sudhangshu, High Temperature Coatings, Butterworth-Heinnemann, Oxford, 2007
N.V. Bangaru and R.C. Krutenat, Diffusion Coatings of Steels: Formation Mechanism and Microstructure of Aluminized Heat-Resistant Stainless Steels, J. Vac. Sci. Technol., B, 1984, 2(4), p 806–815
V. Rohr and M. Schutze, Diffusion Coatings for Heat Exchanger, Mater. Surf. Eng., 2004, 20(4), p 266–274
C.-H. Bai, Y.-J. Luo, and C.-H. Koo, Improvement of High Temperature Oxidation and Corrosion Resistance of Superalloy IN-738LC by Pack Cementation, Surf. Coat. Technol., 2004, 183, p 74–78
D.J. Baxter, The Performance of Pack-Diffusion Aluminized and/or Chromized Low-Allow and Carbon Steels in Sulphur Containing Coal Gasifier Environments, High Temp. Technol., 1986, 4(4), p 207–218
A.B. Smith, A. Kempster, and J. Smith, Vapor Aluminide Coating of Internal Cooling Channels, in Turbine Blades and Vanes, Surf. Coat. Technol., 1999, 120–121, p 112–117
B.A. Pint and Y. Zhang, Performance of Al-Rich Oxidation Resistant Coatings for Fe-Base Alloys, Mater. Corros., 2011, 61(6), p 549–560
J.R. Nichols, Designing Oxidation-Resistant Coatings, JOM, 2000, 1, p 28–35
E.J. Mittemeijer and M.A.J. Somers, Ed., Thermochemical Surface Engineering of Steels, Elsevier-Woodhead Publishing, Cambridge, 2014
K.L. Choy, Chemical Vapor Deposition of Coatings, Prog. Mater Sci., 2000, 48, p 57–170
J.R. Davis, Surface Engineering for Corrosion and Wear Resistance, ASM International and IOM Communications, Maney Publishing, Materials Park, 2001
V. Zykova, J. Safonov, R. Walkowich, and S. Rogowska, Yakovin, Corrosion Properties of Nitride, Oxide and Multilayer Coatings on Stainless Steel and Titanium-Based Substrates, J. Phys: Conf. Ser., 2010, 223, p 012024
P.J.R. Smith, M.P. Taylor, H.E. Evans, N.E. Murray, C. McMillan, and J. Cherrington, The Oxidation and Interdiffusion of a Chromia Forming Multilayered TBC System, Oxid. Met., 2014, 81(1–2), p 47–55
M.P. Taylor, P.J.R. Smith, and H.E. Evans, Modeling of the Interdiffusion and Oxidation of a Multilayered Chromia Forming Thermal Barrier Coatings, Mater. Corros., 2017, 68(2), p 215–219
L.A. Dobrzanski, K. Lukaszkowicz, J. Mikula, and D. Pakula, Corrosion Resistance of Multilayer and Gradient Coatings Deposited by PVD and CVD Techniques, J. AMME, 2007, 28(1), p 12–18
T. Li, Y. Zhou, M. Li, and Z. Li, High Temperature Corrosion Behavior of a Multilayer CrAlN Coating Prepared by Magnetron Sputtering Method on a K38G Alloy, Surf. Coat. Technol., 2008, 202, p 1985–1993
J. Leppaniemi, P. Sippola, M. Broas, J. Aromaa, and H. Lipsanene, Corrosion Protection of Steel with Multilayer Coatings: Improving the Sealing Properties of Physical Vapor Deposition CrN Coatings with Al2O3/TiO2 Atomic Layer Deposition Nanolaminates, Thin Solid Films, 2017, 627(1), p 59–68
B. Chattopadhyay and G.C. Wood, The Transient Oxidation of Alloys, Oxid. Met., 1970, 2(4), p 373–399
T. Dudziak, L. Boron, M. Homa, R. Novak, N. Horton, R.M. Purgent, A. Siewiorek, N. Sobczak, and J.J. Sobczak, The Influence of Fabrication Process on the Initial Stages of Steam Oxidation Performed on HaynesR 282R Alloy at 760 °C, J. Mater. Eng. Perform., 2017, 26(1), p 239–249
X. Cheng, Z. Jiang, D. Wei, J. Zhao, B.J. Monaghan, R.J. Longbottom, and L. Jiang, Characteristics of Oxide Scale Formed on Ferritic Stainless Steels in Simulated Reheating Atmosphere, Surf. Coat. Technol., 2014, 258, p 257–267
X. Peng, J. Yan, Y. Zhou, and F. Wang, Effect of Grain Refinement on the Resistance of 304 Stainless Steel to Breakaway Oxidation in Wet Air, Acta Mater., 2005, 53(19), p 5079–5088
A.M. Huntz, A. Reckman, C. Haut, C. Severac, M. Herbst, F.C.T. Resende, and A.C.S. Sabioni, Oxidation of AISI, 304 and AISI, 439 Stainless Steels, Mater. Sci. Eng., A, 2007, 447, p 266–276
A. Col, V. Parry, and C. Pascal, Oxidation of a Fe-18Cr-8Ni Austenitic Stainless Steel at 850 °C in O2: Microstructure Evolution During Breakaway Oxidation, Corros. Sci., 2017, 114, p 17–27
Z. Yu, M. Chen, C. Shen, S. Zhu, and F. Wang, Oxidation of an Austenitic Stainless Steel With or Without Alloyed Aluminum in O2+ 10% H2O Environment at 800 °C, Corros. Sci., 2017, 121, p 105–115
B. Gleeson and B. Li, Cyclic Oxidation of Chromia-Forming Alloys: Lifetime Prediction and accounting for the Effects of Major and Minor Alloying Additions, Mater. Sci. Forum, 2004, 461–464, p 427–438
F.J. Perez and S.I. Castaneda, Study of Oxyhydroxides Formation on P91 Ferritic Steel and Slurry Coated by Al in Contact with Ar+ 80%H2O at 650 °C by TG-Mass Spectroscopy, Surf. Coat. Technol., 2007, 201, p 6239–6246
A. Aguero, R. Muelas, A. Pastor, and S. Osgerby, Long Exposure Steam Oxidation Testing and Mechanical Properties of Slurry Aluminide Coatings for Steam Turbine Components, Surf. Coat. Technol., 2005, 200, p 1219–1224
F.H. Stott, F.I. Wei, and C.A. Enahoro, The Influence of Manganese on the High-Temperature Oxidation Iron-Chromium Alloys, Mater. and Corros., 1989, 40, p 198–205
J. Yuan, W. Wang, H. Zhang, L. Zhu, S. Zhu, and F. Wang, Investigation into the Failure Mechanism of Chromia Scale Thermally Grown on an Austenitic Stainless Steel in Pure Steam, Corros. Sci., 2016, 109, p 36–42
C.H. Henager, Chapter 8: Hydrogen Permeation Barrier Coatings, Materials for Hydrogen Economy, R.H. Jones and G.J. Thomas, Ed., CRC Press, Boca Raton, 2007, p 181–190
K.S. Forcey, D.K. Ross, and C.H. Wu, The Formation of Hydrogen Permeation Barriers on Steels by Aluminizing, J. Nucl. Mater., 1991, 182, p 36–51
H. Glasbrenner, A. Rerujo, and E. Serra, Hydrogen Permeation Behaviour of Hot-Dip Aluminized MANET Steel, J. Fusion Technol., 1995, 28(3P2), p 1159–1164
M. Tamura, M. Noma, and M. Yamashita, Characteristic Change of Hydrogen Permeation in Stainless Steel Plate by BN Coating, Surf. Coat. Technol., 2014, 260, p 148–154
H.C. Graham and H.H. Davis, Oxidation/Vaporization Kinetics of Cr2O3, J. Am. Ceram. Soc., 1971, 54(2), p 89–93
D.J. Young and B.A. Pint, Chromium Volatilization Rates from Cr2O3 Scales into Flowing Gases Containing Water Vapour, Oxid. Met., 2006, 66(3/4), p 137–153
G. Holcomb and D.E. Alman, Effect of Manganese Additions on the Reactive Evaporation of Chromium in Ni-Cr Alloys, Scr. Mater., 2006, 54, p 1821–1825
Acknowledgments
The authors would like to acknowledge Foundry Research Institute in Krakow (Poland) for the support of the statutory project 7301/00 “High Temperature Studies.” The support of Endurance Technologies Inc. (Canada) dealt with the project initiation and coatings preparation and examination is appreciated greatly.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Dudziak, T., Medvedovski, E. & Homa, M. Multilayered Coatings for High-Temperature Steam Oxidation: TGA Studies up to 1000 °C. J. of Materi Eng and Perform 27, 4317–4335 (2018). https://doi.org/10.1007/s11665-018-3507-3
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-018-3507-3