
Abstract
Shear tests are known to be quick tests for heavy wire bonds to evaluate the interconnect quality. The challenge is to interpret the results of such shear tests, in terms of shear strength and the shear code defined by the German Welding Society (DVS). In this study, we aim to get a better understanding of the shear process by studying the material behavior through the shear test of heavy wire bonds. We took two different aluminum wire materials, Al H11 and AlMg0.5, and ultrasonic bonded them on 99.95% copper sheets, resulting in a good bond quality according to the DVS standard. We performed shear tests on these samples, stopping them shortly before final failure. We investigated the resulting deformed state by cross-sections and further instrumental indentation patterns in the middle of the wedge. The indentation hardness patterns revealed that Al H11 and AlMg0.5 behave significantly differently in terms of hardening under deformation. Our experiments show that the different material behavior has an influence on the failure path of the shear tests. We conclude, when comparing different materials by means of shear test results, that the outcome is influenced by the different hardening behavior.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Many electronic applications such as power electronics are not conceivable without wire bonds. This commonly used and well-researched interconnect technology is qualified by the well-accepted shear or pull test. Shear tests are preferred to evaluate the interconnect quality of heavy wire bonds.
In recent years, the demand for materials and interconnects with high lifetime requirements has increased. An example is the trend of electrification in the automotive sector, where lifetimes of more than 15 years are required. As a consequence, the industry has come up with new alloys and material combinations.1,2 However, these new materials do not always fulfill the standard’s criteria in shear tests, although they reach high lifetimes during use and active power cycling tests.3,4 Currently the shear test is being used as a measure for interface bond quality, which is formed during the ultrasonic bonding process. However, the results of the shear test are expected to also depend on the hardening behavior of the wire materials. The new materials available differ in this respect. An overview of the properties of the materials used in this study is given in Table I. The two wire materials were chosen for their different strengths, grain sizes, and good availability.5,6
This raises the general question whether the shear test is still the right approach to test the quality of the interconnect or whether we just need to interpret the test results differently. It is already known that the ultrasonic bonding process changes the material properties in terms of hardening/softening as measured by microhardness.9,10 This change is caused by dynamic recrystallization and recovery.9,10,11 For the study outlined in this paper, the question to be addressed is: how do two materials with different yield strengths behave in a shear test? This change in material properties has now been investigated throughout the shear test using hardness patterns in metallographic cross-sections. That approach had already been demonstrated on a partially sheared wedge by Klengel et al.12 We have adapted this idea, increasing the quality of the metallographic cross-section, which is crucial for the hardness measurement at nanoindentation depth. Additionally, we have enhanced the resolution of the indentation patterns according to the most recent research on indentation spacing.13 The results of our investigation are not only important for the interpretation of the shear test results but also provide information that could be used to further improve the simulation models of such shear tests.12,14,15
Methods
To obtain a deeper insight into the shear test, two commercially available aluminum wire materials were bonded by ultrasonic wedge–wedge bonding. Namely, Al H11, which is high purity aluminum, and AlMg0.5, which has a higher strength. Both had a 300-µm diameter and were bonded on CW008A copper sheets without additional metallization or surface treatment. Both material bonds resulting in good shear test criteria by means of the German Welding Society (DVS)-2811 standard.16 To investigate the advancing shear test, we stopped the test and performed cross-sections in the middle of the wedge. On the produced cross-sections, indentation patterns with a grid resolution of 10 × 10 µm2 were performed to quantify the changing materials properties by the change in indentation hardness, which is used due to its relationship to the yield strength, known as the Tabor relationship.17
Wire Bonding and Shear Testing
We performed the wedge–wedge bonding on an Orthodyne 3600 bonder using a V-Groove bond tool with a 2.4’’ (c. 6.45 cm) wedge length, powered by an 80-kHz transducer. By performing a matrix of bonding parameters, we found a set of parameters for each of the material combinations. The shear tests were performed with a XYZTEC Sigma bond tester, equipped with a 10-kgf shear force sensor, using a XYZTEC TOS648015 shear tool with a tool tip width of 1.5 mm. All the shear tests were performed at the nominal shear height of 30 µm, which is one-tenth of the wire diameter and a shear speed of 250 µm/s. A schematic of the stages throughout a shear test is shown in Fig. 1.

Schematic cross-section of a shear test: the chisel is installed at the targeted shear height (a), while in (b) the chisel is partially moved into the wedge. Finally, the wedge is completely sheared, leaving behind the remnant on the substrate (c).
We evaluated the bonded wedges by the criteria given through the DVS-2811 standard: wedge width, shear force. and shear code.16,18 The shear code is defined by the resulting shear residual X in relation to the bond area on the substrate as follows:
-
Shear code 1: 0% ≤ X < 25%
-
Shear code 2: 25% ≤ X < 50%
-
Shear code 3: 50% ≤ X < 75%
-
Shear code 4: 75% ≤ X < 100%
The standard does not determine a specific shear code that needs to be reached to fulfil shear test criteria, but a shear code of at least 3 is recommended. It is common practice to aim for a high shear code, because it is assumed that a high shear code implies the interconnect being stronger than the connected materials. In this paper, we try to get closer to the question of whether this assumption is correct or whether the different hardening/softening behavior of the different wire materials needs to be taken into account.
The wedge width was measured with an optical microscope from the top view of the wedge. The shear force and shear depth was recorded by the shear tester itself, from which the maximum shear force was derived. To determine the shear code, the top view of the sheared wedge under the optical microscope was used, and the code was calculated from the ratio of the remnant socket area to the wedge area.
Based on the matrix of bonding parameters and evaluating the resulting wire bond wedges, the following bonding parameters were chosen. For the Al H11 on CW008A copper, we chose an ultrasonic power of 90 digits combined with a bonding force of 800 cN and a bonding time of 105 ms in total. Our evaluation on ten wedges for these parameters resulted in an average wedge width of 1.29 × wire diameter, an average maximum shear force of 1358 cN and a shear code of 4. For the AlMg0.5 on CW008A copper, we chose an ultrasonic power of 130 digits combined with a bonding force of 750 cN and a bonding time of 105 ms in total. The evaluation on ten wedges for these parameters resulted in an average wedge width of 1.34 × wire diameter, an average maximum shear force of 1676 cN and a shear code of 4.
Indentation Patterns
The indentations were performed with a Hysitron TI 980 Nanoindenter, and the indenter geometry used was a standard Berkovich pyramid. We chose a spacing of 10 × 10 µm2, with an indentation depth of 0.7–0.9 µm in order to achieve a reasonable hardness distribution map resolution required to detect hardened areas caused by the shear test deformation. When selecting the spacing and indentation depth, we considered that we were in a range where indentation size effects are affecting the measured hardness values. This is especially important when the measured values are used quantitatively. In our case, we tried to keep the indentation depth constant or within a small range in order to compare our measured values of indentation hardness patterns qualitatively. The effects of spacing and indentation depth on measured indentation hardness values have been discussed in detail by Phani et al.13. From this publication, we concluded that the error in indentation hardness for aluminum is less than 5% for an indentation spacing of ten times the indentation depth. With that information, we were able to reduce the indentation spacing significantly compared to the common standards, which suggest an indentation spacing of at least three times the lateral dimension of the indent. Figure 2 illustrates an indentation pattern showing the spacing and size of the indentations. The indentation pattern shown in Fig. 2 resulted in the indentation hardness distribution map in Fig. 5c.

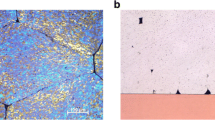
Microscopic image of a partially sheared Al H11 wedge; embedded in the top left is a cross-section showing an example of an indentation pattern on a partially sheared Al H11 wedge, and the red frame marks where the cross-section was performed (Color figure online).
Results
First, we need to mention that the cross-sections of both partially sheared wedges did not show any visible cracks, even with almost finished shear tests, and therefore with very high plastic deformation.
Both materials were characterized by means of instrumental indentation in a cross-section of the undeformed 300-µm-diameter wire material to get a reference value for indentation hardness. For both materials, we performed 100 indentation hardness measurements in cross-sections at a similar indentation depth of 0.7–0.9 µm. The mean indentation hardness of the Al H11 is 0.28 ± 0.01 GPa (the error is given as the standard deviation). For the AlMg0.5, the mean indentation hardness yields 0.38 ± 0.01 GPa.
To give a full picture of the change in indentation hardness, we also performed indentation patterns on cross-sections of the bonded wedges directly after bonding. The indentation hardness distribution maps shown as a result of the indentation patterns are interpolated false-color images. Due to the deformation from the bonding process, both materials have hardened zones, as indicated by the increased hardness values in Fig. 3 for the Al H11 and Fig. 4 for the AlMg0.5. The hardening at the left and right flank of the wedge result from the combination of shear and compressive strain in the bonding process. We need to mention that these flanks are in contact with the bond tool during bonding. The top circle-shaped area, with a lower indentation hardness, indicates that this area is not or only very little deformed during the bonding process. This correlates with the observation that the top surface of a wedge often remains untouched by the bond tool. The result of the Al H11 shows good correlation with the measurements of Broll et al.10 who measured indentation hardness in a vertical line in the center of a longitudinal cross-sectioned wedge. In the publication, the indentation hardness was also lower close to the substrate and increasing with distance to the substrate. These first results already show a significant increase in resolution compared to the hardness distributions presented by Klengel et al.12. The measured indentation hardness is known to be in relation to the strength of the material. The change in indentation hardness, and therefore strength, illustrates the effect of work hardening by deformation. In this case, there are two types of deformation that lead to work hardening, firstly the work hardening from the bonding process itself, where the wire is formed into a wedge by the force combined with the ultrasonic power. Secondly, there is the shear deformation, which is mixed with some compression deformation during the shear test, which also leads to work hardening. This effect is well studied and used by industry, for example to produce high-strength sheet metal by cold rolling or other forming processes.

Hardness distribution map on cross-section of the Al H11 in the center of the wedge.

Hardness distribution map on cross-section of the AlMg0.5 in the center of the wedge.
In the next step, we investigated the material behavior by studying the partially sheared wedges, as illustrated in Fig. 1 b. Here, both indentation hardness distribution maps, Figs. 5 and 6, were measured on partially sheared samples at increasing shear depth and shortly before the final failure.

Hardness distribution map on cross-section of a partially sheared Al H11 wedge, after (a) 60 µm, (b) 110 µm, and (c) 150 µm shear depth, shortly before the final failure.

Hardness distribution map on cross-section of a partially sheared AlMg0.5 wedge, after 100-µm shear depth shortly before the final failure.
The partially sheared AlMg0.5 wedge shows the expected increase in hardness in the highly deformed areas quantified by the increased indentation hardness values shown in Fig. 6. In contrast, the partially sheared Al H11 wedge shown in Fig. 5 shows that. for a shear depth of (Fig. 5a) 60 µm. there is also an increase in indentation hardness in front of the chisel. This hardening is mainly effected by deformation due to compressive strain. That compression seems to stop at a certain level, and, from there on, the deformation in the area between the interface and above the shear height is mainly dominated by shear strain. With a further increase of the shear depth, the indentation hardness decreases with increasing shear depth in (Fig. 5b and c) in the shear area close to the interface up to the shear height. One possible interpretation of this result could be a reduced measured indentation hardness due to “damage”, which could be cracks or pores, which are not visible by optical inspection. Another reason could be recrystallization or recovery of the grain structure. To investigate this further, we deformed the wire materials by compression. On these compressed wires, we carried out cross-section and subsequent indentation hardness measurements. The deformations were performed under compression according to Bridgman et al. and Bao et al., who showed (by performing compression tests for a wide range of metals) that for a ductile metal there should be no damage evolution.19,20
We deformed the wires to different degrees, resulting in a true compressive strain of 31% (Fig. 7a), 83% (Fig. 7b), and 104% (Fig. 7c). Still, the deformed state in Fig. 7a shows an increase in indentation hardness for low deformation, while, with increasing deformation, as shown in Fig. 7b and c, there are areas where the indentations hardness decreases as close to the initial value of 0.28 GPa. This leads to our assumption that damage cannot provide the only explanation for the decreased indentation hardness values of the partially sheared Al H11 wires shown in Fig. 5b and c.

Hardness distribution map of a deformed Al H11 wire under compression: (a) deformed for 31%, (b) for 83%, and (c) for 104% true compressive strain.
As for the Al H11, we also performed the investigation of deformed AlMg0.5 under compression. The results in Fig. 8 are given for a compressive deformation of 48% (a) and 129% (b) in true compressive strain. The results illustrate that the AlMg0.5 only increased its indentation hardness values with increasing deformation. As shown in Fig. 8, we did not find any evidence of a decrease in indentation hardness with increasing deformation (as was found for the Al H11 samples) on the AlMg0.5 compression samples.

Hardness distribution map of a deformed AlMg0.5 wire under compression: (a) deformed for 48% and (b) for 129% in true compressive strain.
We showed, by these compression measurements, that decreasing hardness with increasing deformation could occur without damage. Consequently, some kind of softening effect needs to play a role considering the large deformation. One reason for a softening could be recrystallization. Although this is not impossible, it is nevertheless unlikely, because we performed the shear test at room temperature. The homologous temperature for high-purity aluminum at room temperature would be 0.31, which indicates that all the deformations are cold deformations. Still, there could also be some primary recrystallization. A further explanation could be given by recovery or dynamic recovery, which could occur at and even below room temperature.21 The difference to recrystallization is that recovery occurs within the grains. Likely, both effects, the primary recrystallization and dynamic recovery, are overlapping. To investigate the grain structure, we performed electron backscatter diffraction (EBSD) analysis on the deformed wires under compression.
In Fig. 9, the grain structure of the deformed Al H11 wire (originally shown in Fig. 7c) reveals that the area with decreased indentation hardness is identical to the area of large grains. In its undeformed state, the Al H11 has an average grain of ~ 50 µm in diameter.5 We thus conclude that a decrease in indentation hardness is directly related to larger grains of the Al H11 material, which were highly deformed.

EBSD analysis of the Al H11 wire deformed under compression shown in Fig. 7c, the red box marks the area of indentation pattern (Color figure online).
For comparison, we also performed EBSD analysis on the AlMg0.5 wire material deformed under compression, as shown in Fig. 10. The EBSD analysis in Fig. 10 is of the same sample as in Fig. 8a, showing smaller grains and a more uniform grain structure.

EBSD analysis of the AlMg0.5 wire deformed under compression shown in Fig. 8a.
Discussion and Conclusion
By performing indentation patterns on partially sheared wedges of two different aluminum materials, we revealed that the materials behave significantly differently throughout the shear test. On the one hand, the AlMg0.5 behaves as expected with increased indentation hardness over increasing deformation. On the other hand, the Al H11 first increases its hardness with increasing deformation and then, with further deformation, partially softens within larger grains. In this case, softening does not necessarily mean that the indentation hardness decreases below the initial value; also, a relative decrease of the indentation hardness with increasing deformation is a so-called softening or work softening.22 We expect that the difference in hardening/softening effects have an impact on the outcome of shear tests and could be one explanation for the deviation of shear test and lifetime results presented by Czerny et al.3.
Interpreting the shear tests, our results suggest that the softening of the Al H11 makes a failure through the bond interface (or close to it) less likely, because the material becomes weaker throughout the shear test. Therefore, it is more likely to obtain good shear test results in terms of shear code. This could lead to an overestimation of the interconnect quality.
For the AlMg0.5, the higher hardening in the shear zone could increase the likelihood of a failure at or near the bond interface as the chisel moves further through the wedge. We conclude that this may lead to an underestimation of the interconnect quality when interpreting the shear code.
The comparison of both materials shows an extreme difference in terms of hardening/softening behavior, which could lead to different observations throughout the shear tests in common practice. However, it can be assumed that even different levels of hardening behavior could lead to different shear test results in terms of shear force and shear code. We advise that this should be kept in mind when applying a shear test and comparing different wire materials with different hardening behaviors. Further, we suggest including this in the recommendations of the DVS-2811 for the shear test interpretation.16 In addition, different bonding parameters may lead to varying deformation and hardening with the same material, which results from the bonding process itself. This effect has already been mentioned by Geissler et al.,9who only made single hardness measurements for various stages throughout the bonding process. Performing the method of indentation hardness distribution maps presented by Klengel et al., which we adapted and improved, should lead to a more detailed understanding of the influence of bonding parameters on the material properties. This will be part of future investigations. Lastly, the information gained through our investigation could be used to improve simulation approaches of such shear tests12,14,15
References
U. Geissler, E. Milke, P. Prenosil, M. Schneider-Ramelow, and K.-D. Lang, in EBL Conference Proceedings (2012), p. 227
M. Schneider-Ramelow, J.-M. Göhre, U. Geißler, S. Schmitz, and K.-D. Lang, in IMAPS Conference Proceedings (2012). p. 209
B. Czerny, and G. Khatibi, Cyclic robustness of heavy wire bonds: Al, AlMg Cu and CucorAl. Microelectron. Reliab. 88–90, 745 (2018).
R. Klengel, A. Groth, M. Hempel, J. Schischka, T. Stephan, S. Klengel, and M. Schneider-Ramelow, in CIPS Conference Proceedings (2020), p. 460
C. Ehrhardt, U. Geissler, J. Hoefer, M. Broll, M. Schneider-Ramelow, K.-D. Lang, and S. Schmitz, in CIPS Conference Proceedings (2016), p. 1
E. Kolbinger, A. Groth, S. Wagner, and M. Schneider-Ramelow, in EMPC Conference Proceedings (2021), p. 1
S. Kuttler, B. E. Abali, and O. Wittler, in EuroSimE Conference Proceedings (2023), p. 1
CW008A Copper Datasheet, https://www.gemmel-metalle.de/downloads/Legierungsbeschreibung_Cu-OF.pdf. Accessed 24 January 2024
U. Geissler, M. Schneider-Ramelow, and H. Reichl, Hardening and softening in AlSi1 bond contacts during ultrasonic wire bonding. IEEE Trans. Comp. Packag. Technol. 32, 794 (2009).
M. Broll, U. Geissler, J. Höfer, S. Schmitz, O. Wittler, and K.-D. Lang, Microstructural evolution of ultrasonic-bonded aluminum wires. Microelectron. Reliab. 55, 961 (2015).
U. Geissler, M. Schneider-Ramelow, K.-D. Lang, and H. Reichl, Investigation of microstructural processes during ultrasonic wedge/wedge bonding of AlSi1 wires. J. Electron. Mater. 35, 173 (2006).
R. Klengel, F. Naumann, S. Tismer, and S. Klengel, in ECTC Conference Proceedings (2018), p. 2019
P. Sudharshan Phani and W.C. Oliver, A critical assessment of the effect of indentation spacing on the measurement of hardness and modulus using instrumented indentation testing. Mater. Des. 164, 107563 (2019).
S. Kuttler, O. Wittler, and M. Schneider-Ramelow, in EuroSimE Conference Proceedings (2022), p. 1
S. Manoharan, C. Patel, S. Hunter, and P. McCluskey, Mechanism of wire bond shear testing. Microelectron. Reliab. 88–90, 738 (2018).
DVS-2811: Test Procedures for Wire Bonded Joints (DVS, May 2017)
D. Tabor, The hardness and strength of metals. J. Inst. Met. 79, 1 (1951).
S. Schmitz and M. Schneider-Ramelow, in IMAPS Conference Proceedings (2021), p. 339
P.W. Bridgman, Studies in large plastic flow and fracture. (Harvard University Press, 1964)
Y. Bao and T. Wierzbicki, On the cut-off value of negative triaxiality for fracture. Eng. Fract. Mech. 72, 1049 (2005).
J. Schmidt and F. Haeßner, Stage III-recovery of cold worked high-purity aluminum determined with a low-temperature calorimeter. Z. Phys. B Condensed Matter. 81, 215 (1990).
F.-Z. Li, Z.-J. Liu, Q. Jin, Z.-M. Yu, and E. Liu, Investigation on work softening behavior of aluminum and its alloys with iron. J. Mater. Eng. Perform. 6, 172 (1997).
Acknowledgments
This work is funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – 456843234. Further, we thank Anne Groth from TU Berlin for the support with wire bonding and Marvin Jügel from Fraunhofer IZM for performing the EBSD analysis and.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kuttler, S., Wittler, O. & Schneider-Ramelow, M. Behavior of Different Ultrasonically Bonded Aluminum Heavy Wires in the Shear Test. J. Electron. Mater. (2024). https://doi.org/10.1007/s11664-024-11131-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11664-024-11131-8