
Abstract
Spent lithium-ion batteries (SBs) are important sources of valuable and critical raw materials. An integration of battery recycling with well-established primary processes for metals production has many advantages. In this work, the recycling of two battery scrap fractions obtained from mechanical pretreatment was integrated with a Ni-slag cleaning process at laboratory scale. Graphite from SBs acted as the main reductant, and the reduction behavior of major and trace elements was investigated as a function of time at 1350 °C. Major CO and CO2 concentrations, as well as minor amounts of SO2, NO2, CH4, and C2H4, were detected in the off-gas line. The evolution of gases took place within the first minutes of the experiments, which indicated that metal oxide reduction reactions as well as decomposition of the organic binders both happened very rapidly. This result is in line with the analytical results obtained for the slag phase, where the most significant metal oxide reduction was observed to take place within the first 5 to 10 minutes of the experiments. The distribution coefficient values for Co and Ni between metal alloy and slag as well as between matte and slag showed no significant differences when battery scrap fractions with different compositions were used. The addition of Ni-concentrate in the starting mixture resulted in increasing recoveries of Ni and Co, as well as improved settling of the matte phase.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The growing demand for renewable energy infrastructure and the electrification of transport has resulted in a rapidly increasing demand for batteries. The European battery market has been forecasted to grow to 250 billion euros by 2025.[1] Lithium-ion batteries (LIBs) have become the most popular for energy conversion and storage in personal electronics as well as in hybrid and electric vehicles.[2]
A typical LIB pack consists of four main components: cathode, anode, electrolyte, and separator. The cathode is a positively charged electrode that is the source of lithium ions and is made by gluing mixed metal powders on an aluminum collector. Many different mixed metal powders have been developed over the recent years, i.e., LiCoO2, LiMn2O4, LiNiO2, LiNiMnCoO2, LiFePO4, and Li4Ti5O12.[3] The type of cathode material determines the battery chemistry. The anode is a negatively charged electrode that consists of graphite and copper foils. Each LIB contains also an electrolyte, the role of which is to allow lithium ions to move between the cathode and anode. The electrolyte is typically made of lithium salts, i.e., LiPF6 and organic solvents. The last part of a battery is the separator that works as a barrier separating the cathode from the anode, and it is usually made of thin films of polyethylene or polypropylene.[3,4]
Waste LIBs should be considered as secondary sources of valuable materials, including materials classified as Critical Raw Materials (CRMs) by the European Union: Li, Co, Mn, and graphite.[5] Currently, primary sources of these materials face supply chain uncertainties and geopolitical challenges. Therefore, the recycling of LIBs offers a strategic solution for reintegrating these critical materials back into the production cycles.
In theory, the ideal recycling process would separate the various battery constituents into chemically pure and distinct phases.[6] However, LIBs have a complex design containing many different materials. Another challenge is that due to the rapid advances in technology, two versions of the same product, for example a hybrid car, may have completely different battery chemistries. Moreover, there are issues associated with labeling, as most of the battery packs do not provide information on chemical composition of the materials within. This results in a complex stream of waste batteries that ideally should be processed through one recycling process.[6]
One of the biggest challenges in LIB recycling is related to the recovery of graphite. Due to the complex interplay between graphite and other materials within the battery cells, its separation and recovery process is not trivial. End-of-life (EoL) batteries contain binders, electrolytes, and other electrode materials, and their presence complicates the efficient recovery of graphite.[7] Moreover, it is not enough to achieve high recovery of graphite, but it is necessary to obtain high-purity graphite, as demanded by the production of new batteries.[7,8]
In recent years, the recycling of LIBs has been investigated by many research groups, as summarized in various review articles recently published.[4,9,10,11] The LIB recycling process typically starts with a mechanical pretreatment, of which role is to enhance the separation of different battery materials. Mechanical processing involves the use of mechanical forces, such as manual disassembling, shredding and crushing followed by mechanical separation, where some difference in particle properties, such as size, magnetism or density, is exploited.[12] Separating cathode and anode active materials from the black mass has been identified as a crucial stage in the recycling process.[13] A promising separation technique for the mechanical pretreatment of LIB recycling is the use of froth flotation, a well-established separation technique in the mineral processing field.[12,13] Flotation is based on the difference in hydrophobicity of particle surfaces. In LIB recycling, froth flotation can be used for separating anodic graphite and cathode materials due to the wettability difference between graphite and metal oxides.[13]
In the scenario where battery constituents cannot be perfectly separated to pure streams and used in the production of new batteries, the fractions obtained from mechanical processing must be sent further to the refining stage, where pyro- and/or hydrometallurgical processes are used. Pyrometallurgical recycling technology refers to processes where metals are extracted from spent batteries at elevated temperatures. In comparison to hydrometallurgical technologies, pyrometallurgy generates lower amounts of wastewater, and it is a more mature method in industrial applications.[14] According to the published literature, pyrometallurgical recycling processes also have high adaptability for different raw materials. Imperfectly sorted feedstock can be used in the processes along with other types of waste, which can also positively affect the thermodynamics and products obtained.[15] Industrial pyrometallurgical battery recycling involves the use of a smelting process, where some fraction of EoL batteries is heated above its melting point and metals are separated through a reduction reaction in the liquid phase.[16] In this process, Cu, Co, and Ni can be effectively recovered in form of alloys, whereas Li, Al, and Mn remain in the slag phase in form of oxides.[11] Despite many advantages, pyrometallurgical recycling brings also shortcomings: high energy consumption, high cost, gas emissions and low lithium recovery rate.
In situations where graphite cannot be recovered through mechanical processing with battery-grade purity, other options for utilizing it should be considered. It is worth highlighting that anode graphite together with Al current collector and organic electrolyte can be used as a reductant or fuel in pyrometallurgical processes, which could lead to cost and energy savings.[14]
Pindar and Dhawan[17] proposed a recycling process of mixed cathode material through microwave reduction, where anodic graphite and activated charcoal were used as reductants.[17] Graphite was discovered to be a more effective reductant compared to charcoal. The authors also stated that microwave reduction is a simple, economical, energy, and time-saving recycling process for mixed cathode material.
In the study of Tang et al.,[18] carbothermic reduction under vacuum at 873 to 1273 K was used to selectively convert LiCoO2 to Co or CoO and Li2CO3. In their work, the cathode materials were mixed with different amounts of graphite from the anode. The authors achieved high recovery rates, over 93 pct for Li and 99 pct for Co, by adjusting the C/LiCoO2 mass ratio and the reduction temperature.
The implementation of new battery recycling technologies in an industrial scale requires high investment costs. An integration of battery recycling with well-established primary processes and utilization of existing metallurgical infrastructure can provide many advantages.[19] Therefore, in previous works by our research team,[20,21,22] the integration of mechanical pretreatment with pyrometallurgical processing under conditions simulating industrial Ni/Cu-slag cleaning was investigated. In the process, industrially pre-processed LIBs were firstly sieved to separate the fine fraction (<500 μm) rich in cathode material from the coarse fraction (>500 μm) rich in Cu and Al. As the Cu-rich fraction still contained active cathode materials, a series of froth flotation experiments was performed in order to separate the graphite-rich fraction from Cu and Al. The flotation overflow (rich in graphite and Co) was used as an additive in Ni-slag cleaning process, in which anodic graphite was used as the main reductant.[20,21] The flotation underflow (rich in Cu and Al) was integrated with the Cu-slag cleaning process.[22] In the Cu-slag cleaning process, metallographic reduction was tested using Al-wires from spent batteries as a reductant. It was shown that both graphite and aluminum can work as effective reductants for metallic oxides originating from slags and spent batteries and help to recover Ni, Co, and Cu in the form of a metal alloy.
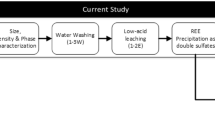
In the present study, we expand on the process introduced previously,[20,21,22] and the proposed flowsheet is presented in Figure 1. The goal of this work was to integrate the fine fraction from battery waste sieving (underflow) with Ni-slag cleaning to increase the recovery of valuable metals (i.e., Co, Ni, Cu). In addition, the sieving underflow was mixed with flotation overflow and used together as an additive in Ni-slag cleaning process to investigate how much the changes in the feed composition influence the recoveries of valuable metals in Ni-slag cleaning process. Some tests were also done with the addition of an industrial Ni-concentrate to evaluate the possibility of enhancing battery metals distribution to the metal alloy phase. The investigation is focused on time-dependent formation of phases in the system and behavior of major, minor, and trace elements. An additional goal of this study is to analyze the chemical composition of the off-gas, which could help understand the reaction mechanisms taking place in the pyrometallurgical reactor and their associated kinetics.

The process flowsheet. Drawn with HSC SIM 10.0.8.5 (Metso)
Methods
Materials and Sample Preparation
In this work, spent lithium-ion batteries from Finnish industrial operator as well as industrial Ni-slag and concentrate from the nickel flash smelting process were used as starting materials in the experiments. Spent batteries, referred in this article as SBs, were treated according to the procedure described in our previous publications.[20,21] The industrial black mass with a particle size <1000 μm was sieved with a cutoff point of 500 μm. The fraction with particle size <500 μm, sieving underflow, was rich in active battery materials and had relatively low concentrations of Cu and Al, whereas the fraction with particle size >500 μm, sieving overflow, had high content of Cu and Al and much lower active material concentrations. The sieving overflow was then used as a feed for froth flotation, where the main goal was to separate the remaining graphite-rich fraction from Cu and Al. The experimental procedure in froth flotation has been explained in detail in our previous work.[20,21,22]
The SB sieving underflow and the froth fraction collected after 0–1 min time of flotation were used in this work as additives in Ni-slag cleaning process. The chemical compositions of both fractions were analyzed by CRS Laboratories and are presented in Table I. Four acid digestion and multi-element analysis with ICP-OES were used for analyzing chemical concentrations of different elements in the SB fractions. In addition, the carbon content was analyzed with combustion method (Leco CS744 analyzer).
Industrial Ni-slag and Ni-concentrate used in the experiments were characterized using XRF. Their chemical compositions are presented in Table I. The main components of the slag were FeOx, SiO2, MgO, Al2O3, and CaO. The slag contained also valuable metals Ni, Co, Cu, and Zn, mostly in oxidic form. The Ni-concentrate was dried at 100 °C for 24 hour before experiments. All elements in the Ni-slag and especially in Ni-concentrate were not analyzed with XRF, meaning that the number in “others” includes also elements that have been mentioned in the left-side column.
In previous works,[20,21] the flotation overflow was used as feed for pyrometallurgical Ni-slag cleaning process. In the current work, four series of experiments were conducted. In “Series 1,” 10 wt pct of SB sieving underflow was added to the Ni-slag. In “Series 2,” SB sieving underflow and SB flotation overflow were mixed in a 1:1 ratio and used as 10 wt pct additive to Ni-slag cleaning process. In “Series 3,” 10 wt pct of SB sieving underflow was mixed with Ni-slag but approximately 2.5 wt pct of Ni-concentrate was added as well. The addition of concentrate has been shown to improve the settling of metal/sulfide particles.[21] In addition, baseline tests were conducted using only Ni-slag without additives and that series was named “Series 0.” The mass constituents of the starting mixtures in all series are presented in Table II. The Ni-slag/SB mixtures were prepared by weighing the appropriate amounts of individual components and then mixing all fractions in a mortar to relatively homogenous mixtures.
Experimental Procedure in Simulated Ni-slag Cleaning
The experiments were performed in simulated conditions of an industrial Ni-slag cleaning process. In industrial DON process (Direct Outokumpu Nickel), the flash smelting is conducted at approximately 1400 °C.[23] The flash smelting slag is fed into an electric furnace for slag cleaning, and this furnace is operated at approximately the same temperature. It was demonstrated previously[20] that decreasing the temperature to 1350 °C during the laboratory-scale experiments does not have an influence of the behavior of the valuable metals; however, it decreases the probability of experiment failure due to hanging wire or basket breakage.
All experiments were done in a vertical tube furnace (LTF 16/450 single phase, Lenton), the parameters of which were described in previous work.[21] The crucible with the sample was placed in a basket made of Kanthal A-wire and was attached to Kanthal A-wire hanging from inside the furnace. The basket with the sample was first lifted to the cold zone of the furnace, after which the furnace work tube was closed with a rubber plug from the bottom. In the next step, the furnace was flushed with argon for about 15 minutes. After that time, the basket with the sample was lifted to the hot zone at 1350 °C. The lifting was done by pulling the Kanthal wire from outside of the furnace while maintaining the tube to be sealed. The temperature inside the furnace was controlled with an S-type thermocouple (Pt/Pt-10 pct Rh, Johnson–Matthey Noble Metals) with accuracy of ± 3 °C. Samples were held in the hot zone for different periods of time: 2, 5, 10, 20, 40, and 60 minutes. During the experiments, the argon flow was kept at 350 mL/min. After the set experimental time, the sample was quenched to solid state within 3 seconds by dropping it to an ice-water mixture while preserving the inert furnace atmosphere. In further stages of sample preparation, the samples were dried, mounted in epoxy, cut in half by a diamond cutting wheel and mounted again in epoxy, this time resulting in smaller epoxy buttons which fit to the sample holders of SEM-EDS and LA-ICP-MS equipment. Finally, the cross sections of the samples were ground and polished with traditional wet metallographic methods. In the final stage, the samples were carbon coated with a vacuum evaporator (IB-29510VET, JEOL Ltd).
Off-Gas Analysis
The chemical composition of the off-gas was quantified with a gas analyzer (Gasmet, DX4000 FTIR) in four experiments, one from each series. The gas analyzer was connected to the furnace off-gas pipeline and operated using Calcmet software. The gas analysis system used in the experiments was capable of measuring multiple gas component concentrations in real time. The following gases were analyzed: CO, CO2, NO, NO2, SO2, HF, CH4, C2H6, C2H4, C3H8, and CHOH. The experimental setup during the off-gas analysis is presented in Figure 2.

Experimental setup during simulated Ni-slag cleaning process with off-gas analysis
Nitrogen was used as diluting gas during the measurements. Before the measurement, the gas line connected to the analyzer was heated up to 180 °C. Then the gas analyzer was flushed with nitrogen for 3 minutes and the gas background was measured. During the analysis of gases produced during the experiments, the measurement interval was set to 50 seconds. Within one measurement, the gas was first pumped to the chamber for 30 seconds and then the concentrations of different gaseous species were measured for 20 seconds. Before lifting the sample to the hot zone, 3–4 measurements were run with the gas analyzer. All experiments were done at 1350 °C, and the gas pipeline connected to gas analyzer was constantly kept at 180 °C. In every case, the off-gas composition was analyzed for 20 minutes, after which the gas analyzer was turned off and the sample was quenched in ice-water mixture similarly as described in the previous section.
Chemical Composition and Morphological Analysis of Samples
The sample microstructures and chemical compositions of phases were analyzed using scanning electron microscopy (SEM; MIRA3, Tescan) and energy dispersive spectroscopy (EDS; Thermo Scientific UltraDry 30 mm2 SDD). The SEM was operated at 15 kV acceleration voltage and approximately 10 nA beam current on the sample surface. Metal or mineral standards, supplied by Astimex Standards Ltd, Canada, were used for chemical composition quantifications and are listed in Table S-1 in Supplementary Material.
SEM analysis of sample microstructures showed that the matte phase formed in most samples consisted of two distinct phases (brighter gray and darker gray), which can be seen on SEM-backscattered electron image in Figure S-1A in Supplementary Material. It was shown by EDS analysis that the darker matte areas are Ni-Fe-Co sulfides and the brighter areas are metallic Ni-Fe-Co alloys. The sulfur concentration varied between 15 and 29 wt pct in the sulfide phase and was typically lower than 0.5 wt pct in the alloy phase within the matte. In addition, in some samples, very small dark patches were observed within the matte phase. Their composition corresponded roughly to magnetite, which most likely precipitated during quenching. In order to determine the average composition of the heterogenous matte phase, a statistical approach was used in this work. On average, 20 SEM images of matte phase were taken from each sample. For some samples, this number was lower, as it depended on the size of the matte phase available in the sample. All images were taken with 1200 × magnification, with the same contrast and brightness settings. ImageJ software was used for analyzing each image. During the ImageJ analysis, the threshold of the image was first adjusted in a way that only the brighter gray area was taken into consideration, as shown in Figure S-1B. Next, the software calculated the area percentage of that phase. After that the threshold of the image was adjusted again and only the darker gray matte area was selected (Figure S-1C), and its area percentage was calculated. The small dark magnetite areas were excluded from the analysis, as their area was negligible. The calculated percentage of brighter gray and darker gray areas were normalized to 100 pct. In the following stage, the average area percentages were calculated for both phases in each sample. In the last stage, after each phase (brighter gray and darker gray) was analyzed with EDS, the chemical concentration of each element in the matte phase was calculated based on Eq. [1]:
where [Me wt pct]matte is the total concentration of metal Me in matte phase; [Me wt pct]b is the concentration of Me in brighter area of matte phase; [Me wt pct]d is the concentration of Me in darker area of matte phase; Xb and Xd are average area percentages of brighter area in matte and darker area in matte, respectively.
In the applied methodology, it was assumed that both phases have the same density, which makes it possible to multiply area percentage with weight percentage in Eq. [1]. In reality, however, the brighter gray phase is heavier as it consists of a metal alloy, whereas the darker gray matte consists of metal sulfides. In our investigation, we also made additional calculations for the chemical composition of Series 1 including estimated phase densities. However, there was no significant difference in the obtained results. The equations used and the results obtained are presented in Supplementary Material: Eq. [S-1], Table S-2 and Figure S-2.
Laser ablation—inductively coupled plasma—mass spectrometry (LA-ICP-MS) was used for quantifying Li, Mn, Co, Ni, Cu, and Pb concentrations in the slag phase. 10 Hz laser frequency was used and 400 laser pulses were fired for obtaining 40 seconds of time-resolved analysis (TRA) signal from the sample. Laser energy was set to 30 pct of 5 mJ, resulting in 2.17 J/cm2 fluence on the sample surface with 40 µm laser spot size. 12 points were analyzed from each sample; 10 near the matte phase and 2 from the top of the slag, close to the slag–gas interface. The results from 10 points near the matte phase were used for concentration calculations in this work.
NIST 610 was used as the external standard, and NIST 612, USGS BHVO-2G, as well as USGS BCR-2G were analyzed as unknowns. The TRA signals were treated with Glitter! software.[24] During the analysis, NIST 610[25] was used as external standard, and 29Si was used an internal standard. The analyzed isotopes and obtained detection limits are shown in Table S-3 in Supplementary Material.
Results and Discussion
Sample Microstructures
SEM-backscattered electron images of typical sample microstructures are presented in Figure 3. The cone-shaped silica crucibles are visible in the images as the darkest gray phase. Inside the silica crucible, a glassy, homogenous gray color slag phase can be observed. On top of the slag, white-colored metal alloy flakes without clearly defined shape can be seen. The metal alloy was present in all samples of Series 1 and 2, but only in three samples in Series 3 after 20 minute or longer experimental time. In most of the samples, a round matte phase was found at the bottom of the sample.

SEM images of sample microstructure from Series 1 quenched at different times; (a): 5 min; (b): 10 min; (c): 20 min; (d): 40 min; (e): 60 min and (f): a sample from Series 3 quenched after 60 min
Figure 3(a) through (e) presents the sample microstructures from Series 1 at different experimental times. In the 2-minute experiment, only tiny individual matte particles were observed scattered around the slag, indicating that reduction had begun but the settling process had not yet started. After 5 minutes, two relatively small matte droplets were observed, as seen in Figure 3(a). After 10-minute experimental time, one bigger matte droplet had formed and settled at the bottom of the sample, Figure 3(b). There were no big changes in the sample microstructure for the longer experimental times. There was, however, a difference between samples from Series 3 compared to the other two Series. Examples of sample microstructures from Series 2 are presented in Figure S-3 in Supplementary Material. In Series 2, the matte droplets were of similar size after 2 minutes than in Series 1 after 5 minutes. In Series 3, the size of the matte phase had increased significantly compared to the other two Series, which can be seen in Figure 3(f). This corresponds to our previous observations regarding the addition of Ni-concentrate.[21]
The microstructures of the metal alloy and matte phases with higher magnifications in one of the samples are presented in Figure S-4 in Supplementary Material. It was observed that the metal alloy was found mostly in the upper part of the sample, on top of the slag phase and it did not have clearly defined shape, indicating that it may not have been completely molten in the furnace. This was further confirmed via melting temperature calculations conducted for two samples (Series 1, 40 minutes and Series 3, 40 minutes) in Factsage thermodynamic software, version 8.0. FactPS, FTmisc, and FSstel databases were used, and the calculated melting temperatures were 1456 °C (Series 1) and 1490 °C (Series 3, higher Fe concentration). The formation of such separate, high-melting temperature alloys is extremely undesirable in industrial processes, as these solid alloys cannot be tapped out from the furnace. In addition, the viscosities of two slags (Series 3, 5 minutes, and 60 minutes) were calculated using the Melts database. The viscosity of the slag with higher silica concentration, i.e., longer experimental time, was approximately 4 times that of the lower silica slag at 1300 °C–1400 °C.
The poor settling of the metal alloy may be explained by its solid state and irregular, flake-like shape. In addition, the slag viscosity increased with increasing experimental time, further hindering the settling process. In our previous study,[21] the addition of Ni-concentrate completely eliminated the formation of the solid metal alloy, but the concentrate amount was higher than in this work. It is unclear why the formation of the metal alloy began from 20 minutes onwards in Series 3, but clearly the concentrate addition should be somewhat higher than the 2.5 wt pct used when the goal is to prevent the alloy formation.
In comparison, the matte phase was typically found at the bottom of the sample and had always a characteristic round shape, indicating molten state at the experimental temperature. Inside the matte phase two different areas were identified: brighter gray area (metal alloy) and darker gray area (sulfide) in SEM-backscattered electron images. The metal alloy on top of slag did not have the same chemical composition as the metal alloy within the matte droplet.
Composition of the Off-Gas
Figures 4 and 5 show the volumetric concentrations of different gases as a function of experimental time. The reduction of the metal oxides caused the evolution of CO and CO2 gases, as presented in Figure 4. The analysis was done for one sample from each Series 1–3. For comparison, the formed gases were also analyzed in the system with only Ni-slag without any additives (Series 0).

Volumetric concentrations of CO and CO2 in off-gas as a function of experimental time. (a): CO in all Series and (b): CO2 in all Series. In the horizontal axis, the “0” time represents the moment when a sample was lifted to the hot zone of the furnace

Volumetric concentrations of NO2, SO2, CH4, and C2H4 in off-gases as a function of experimental time in (a): series 0 (only Ni-slag); (b): Series 1; (c): Series 2; (d): Series 3. In the horizontal axis, the “0” time represents approximately the moment when the sample was lifted to the hot zone of the furnace
In the case of Series 0, no CO was detected, and only very low concentration of CO2 was detected during the experiment. In comparison, when spent batteries were added to the system, rapid evolution of CO and CO2 gases occurred during the first 4 minutes of the experiment. After 4 minutes, their concentrations decreased close to zero, indicating very rapid reduction reactions in the molten phases. In general, the CO and CO2 formation was relatively similar in all Series 1–3, but the highest amount of both gases were detected in the off-gas of Series 3 (with SB sieving underflow and Ni-concentrate).
The evolution of CO and CO2 gases during high-temperature treatment of a Ni-slag and SB mixture is in line with the literature findings. In the study of Yu and Chattopadhyay,[26] where the enhancement of Ni-slag cleaning process with the addition of spent potlining was investigated, the carbon present in spent potlining resulted in reduction of metal oxides from the slag and a formation on CO and CO2. Based on the thermodynamic stability of different metal oxides, it was indicated that Fe3O4, FeO, NiO, Cu2O, and CoO could be reduced. According to the study of Kwon and Sohn,[27] the evolution of CO starts above 880 °C during the thermal treatment of lithium-ion batteries. They also described the possible carbothermal reduction reactions of battery metal oxides based on thermodynamic calculations.
Other gases detected during the gas analysis were NO2, SO2, CH4, and C2H4. The presence of CH4 and C2H4 in the off-gases were detected only during the first 2 minutes after the samples were lifted to the hot zone. In the reference Series 0 with only Ni-slag, only minor concentrations of CH4 and C2H4 were detected, and their concentrations significantly increased when battery scrap fractions were mixed with the slag. The evolution of these gases was clearly the highest in Series 2, indicating that the flotation overflow contained the highest amount of binders, which decomposed in the experimental temperature. The formation of hydrocarbons related to high-temperature decomposition of organic binders present in the SBs has been also reported in previous literature.[28]
The SO2 concentration in the off-gas of the sample from Series 0 (only Ni-slag) stabilized around the value of 30 ppm after 10 minutes in the experimental temperature. The values were similar for Series 2 (with sieving underflow and flotation overflow) as well as Series 3 (with sieving underflow and Ni-concentrate). However, for Series 1 (with sieving underflow), the SO2 concentration was considerably lower, around 5 ppm after 10 minutes. Regarding the release of SO2, the addition of flotation overflow or Ni-concentrate seemed to not have a significant effect compared to the reference Series, but the addition of only sieving underflow somehow suppressed the SO2 release into the off-gas. In the study of Yu and Chattopadhyay,[26] minor amounts of SO2 were also detected while heating Ni-slag to 1300 °C under inert atmosphere, and its evolution was associated with the slow oxidation of metal sulfides by metal oxides, as expressed in Eq. [2].
In addition, some NO2 was detected in the off-gas. Its formation is most likely connected with the nitrogen gas which was used for the dilution and oxygen released from the sample due to reduction reactions taking place.
The gas analysis gave an overview on what gases are produced during the integrated process of Ni-slag cleaning and battery recycling. However, it should be highlighted that the analysis is more qualitative than quantitative. With the current analytical setup, it is not possible to determine the exact volume of different gases formed during the experiment. As described in the Experimental section, the gas analyzer produced a data point every 50 seconds. Within the analysis, 30 seconds was spent for pumping gas to the analyzer chamber and 20 seconds for the measurement. So, there is no constant gas flow in the chamber and therefore, there is no continuous analysis. For example, in case of CH4 evolution, presented in Figure 5, it was shown that the highest volumetric concentration in the off-gas was recorded during the experiment with a sample from Series 2 and the lowest for a sample from Series 3. However, these values may depend to some extent on the procedure of sample lifting to the hot zone and the time when the sample reached the hot zone (in relation to the stage of the gas analyzer measurement cycle). An effort was made to keep the procedure as similar as possible throughout the experiments, but there is still room for variation. Preferably, the analysis should be done in shorter intervals than 50 seconds, but in this case, less off-gas would be pumped inside the analyzer chamber, which could result in less accurate results.
Chemical Composition of the Slag Phase
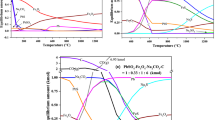
The concentrations of major elements in the slag phase were analyzed by SEM-EDS and concentrations of minor and trace elements were analyzed by LA-ICP-MS. Figure 6 shows concentrations of Fe, Si, Mg and Al in the slag. The biggest change in their concentrations took place within the first 20 minutes. After 20 minutes, their concentrations remained relatively stable. Fe concentration in the slag decreased over time from 34 wt pct in the 2-minute runs to 28, 27, and 26 wt pct in the 1 hour runs in Series 1, 2, and 3, respectively. Si concentration in the slag increased from 17 wt pct in the 2-minute experiment to 21.5 wt pct in the 1-hour experiment in Series 1 and 2, and to 23 wt pct in Series 3. Mg and Al concentrations in slag decreased slightly as a function of increasing time and reached similar values for samples from all three series. The changes in major element concentrations as a function of time can be attributed on one hand to reduction of iron, which results in increasing concentrations of other, non-reduced elements, and on the other hand to dissolution of silica from the crucible, resulting in the decrease of other element concentrations. Considering for example the relatively stable aluminum concentration in the slag, it can be concluded that the slag volume increase due to crucible dissolution was not very large.

Concentrations of major elements in the slag phase as a function of time
Concentrations of Co, Ni, Li, Mn, Cu, and Pb in the slag phase were analyzed with LA-ICP-MS technique and are presented in Figure 7. Co and Ni concentrations in the slag decreased as the experimental time increased. The biggest change in their concentrations happened during the first 10 minutes. After 1-hour time, the concentrations of Co and Ni in slag in Series 1 and 2 reached similar values. Co concentration reached 3680 and 3340 ppmw of in Series 1 and 2, and Ni concentration reached 800 ppm in both series. In Series 3, Co and Ni concentrations were lower than in Series 1 and 2, 2090 and 115 ppmw for Co and Ni, respectively.

Concentrations of minor and trace elements in the slag phase as a function of time
In case of Cu, its concentration decreased as the experimental time increased. After 60 minutes, Cu concentration in the slag reached 690, 710, and 650 ppmw in Series 1, 2, and 3, respectively. Similarly to Cu, Pb concentration also decreased as a function of increased experimental time and its lowest concentration in the slag was obtained in Series 3 in the 60-minute run.
The concentrations of Li and Mn in the slag changed the most significantly within the first 5 minutes and after that time Li concentration varied between 3150 and 3830 ppmw without a clear trend, and Mn concentration varied between 2380 and 2720 ppmw, also without an increasing or decreasing trend. This is further confirmation that the slag volume did not increase significantly, indicating that (almost) all of the concentration decrease for Ni, Co and Cu was caused by reduction reactions. For Pb, the significant fluctuations in concentration (e.g., series 1, 60 minutes) may be caused by volatilization, which resulted in concentration gradients within the samples.
Chemical Composition of Metal Alloy and Matte
The concentrations of main elements in the metal alloy (formed on top of the slag) in Series 1–3 are presented in Figures 8(a) through (c). Fe is the main component of the metal alloy and its concentration increased slightly as experimental time was prolonged. In the case of Series 1 and 2, Fe concentration in the metal alloy increased from 51.3 wt pct in the 2-minute run to 55 wt pct in the 1-hour run in Series 1 and from 49.5 to 52.3 wt pct in the same time range in Series 2. In case of Series 3, where Ni-concentrate was added to the starting mixture, a relatively small metal alloy phase was only found in the samples after 20-minute contact time. Fe concentration in this metal alloy in Series 3 reached much higher values in comparison to Series 1 and 2, from 79.6 wt pct in the 2-minute run to 83.4 wt pct in the 1-hour run. In case of samples from Series 1 and 2, Co and Ni concentrations remained relatively stable over time and reached similar values after 1-hour contact time: Co: 22.7 and 21.2 wt pct and Ni: 19.0 and 22.3 wt pct in Series 1 and 2, respectively. In case of the system with Ni-concentrate, Co and Ni concentrations were much lower than in series without Ni-concentrate, and after 1-hour contact time, their concentrations reached values of 9.3 and 6.1 wt pct for cobalt and nickel, respectively. Concentration of Cu in metal alloy in all samples was low, approximately 2 wt pct in samples from Series 1 and 2, and approximately 1 wt pct in Series 3.

Concentrations of Fe, Co, Ni, and Cu in the metal alloy (a through c), and Fe, Co, Ni, Cu, and S in the matte phase (d through f)
Figures 8(d) through (f) shows the average composition of the matte phase, calculated based on SEM image processing with the use of ImageJ software as described in the Experimental section. Nickel was the main element of matte phase in the samples from Series 1 and Series 2. In case of samples from Series 1, Ni concentration decreased over time from 69.3 wt pct in the 10-minute run to 57.4 wt pct in the 1-hour run. In Series 2, Ni concentration remained relatively stable. Its concentration reached 61.5 wt pct in the 2-minute run and 62.3 wt pct in the 1-hour run. Fe concentration in Series 1 increased from 14.9 wt pct in the 10-minute experiment up to 25.9 wt pct in the 1-hour experiment, and its concentration in Series 2 increased slightly from 18.4 wt pct in the 2-minute experiment to 22.6 wt pct in the 1-hour experiment. Co concentrations in Series 1 changed slightly from 6.7 wt pct in the 10-minute run to 9.7 wt pct in the 1-hour run, and in Series 2 its concentration changed from 7.7 wt pct to 7.2 wt pct.
The average matte composition was very different in Series 3 with Ni-concentrate. Fe concentration in matte in Series 3 was much higher than in Series 1 and 2, its concentration was 52.9 wt pct in the 2-minute run and 45.5 wt pct in the 1-hour run. The counter-intuitive decrease in Fe concentration after 10 minutes can be explained by the appearance of the high-Fe metal alloy at 20-minute and longer times. Co concentration in matte phase in Series 3 reached 19.8 wt pct in the 1-hour run and was also higher than in the other two series. In comparison, the concentration of Ni in matte phase in Series 3 was much lower than in Series 1 and 2. Its concentration increased from 15.7 wt pct after the shortest time of 2 minutes to 23.5 wt pct after 1 hour. In addition, the matte phase in all samples contained sulfur with a concentration of approximately 6 wt pct.
Distribution of Co and Ni Between Phases
In the slag cleaning process, metal alloy and matte act as collectors to some of the valuable metals (Ni, Co and Cu) from both industrial slag and spent batteries. In a multi-element system, it is difficult to evaluate the recoveries of different metals based on the changes in their concentrations in metal alloy or in matte. It has been described in many literature sources[29,30,31,32] that the distribution coefficient of an element between metal alloy and slag as well as between matte and slag gives a more comprehensive approach for evaluating metal recoveries in a smelting process. In this study, the distribution coefficient of a metal was calculated based on the following Eqs.[3, 4],
where Me represents a metal of interest, LMemetal/slag—the distribution coefficient of Me between metal alloy and slag; \(\text{L}_{\text{Me}}^{\text{matte/slag}}\) distribution coefficient of Me between matte and slag; [Me wt pct]metal—concentration of Me in metal alloy; [Me wt pct]matte—concentration of Me in matte; (Me wt pct)—concentration of Me in the slag.
Figure 9 shows the logarithmic form of Co and Ni distribution coefficients between metal alloy and the slag, and between matte and the slag as a function of experimental time. The graph includes also the distribution coefficients of both metals obtained in our previous study[21] where Ni-slag was mixed with 10 wt pct of flotation overflow. The uncertainties of the metal-slag distribution coefficients were estimated using Eq. [5],
where Δ[Me wt pct]metal and Δ(Me wt pct) are the standard deviations of the concentration values in metal alloy and slag, respectively.

Metal alloy/slag and matte/slag distribution coefficients of cobalt (a, b) and nickel (c, d) as a function of time
The distribution coefficient values of Co and Ni between metal alloy and slag, as well as between matte and slag were increasing in all experimental series as a function of time. The distribution coefficient of Co between metal alloy and slag had similar values regardless of the starting sample composition. However, in case of its distribution between matte and slag, clearly the highest values were obtained in the system where Ni-concentrate was added to the starting mixture.
In case of Ni, its distribution between metal alloy and slag, and between matte and slag reached similar values for samples from Series 1 and 2. The logarithmic distribution coefficient between metal alloy and slag reached a value of 2.4 for Series 1 and 2, which is similar to the value obtained in our previous study[21] where only SBs flotation overflow was mixed with the Ni-slag. The distribution coefficient of Ni between matte and slag reached a higher value of 2.9 in Series 1 and 2 and this value was also close to its distribution coefficient in the previously study.[21] In Series 3 with Ni-concentrate, the recovery of Ni in the matte phase was increased, as the logarithmic distribution coefficient value reached 3.3.
The addition of Ni-concentrate increased the recoveries of Co and Ni to the matte phase. As presented by the sample microstructure in Figure 9, a large matte droplet was found at the bottom of the slag, without smaller matte droplets dispersed within the slag phase, when Ni-concentrate was added to the system. Therefore, it can be stated that it is beneficial to add some amount of Ni-concentrate to the system as it increases the recoveries of both Co and Ni and additionally helps in settling of the matte phase, which is very important for the industrial process where the matte is always tapped out from the bottom of the smelting furnace, below the slag layer.
Conclusions
In this work, two mechanically pre-treated SB fractions were mixed with an industrial Ni-slag and processed through a high-temperature laboratory-scale Ni-slag cleaning process. Graphite from the SBs acted as the main reductant in the process. The distribution coefficient values of Co and Ni between metal alloy and slag, as well as between matte and slag increased with reaction time. There were no significant differences between the distribution behavior of Co and Ni in samples with different SB fractions added to the starting mixtures. Therefore, the different fractions of spent batteries studied here can be combined as an additional input stream in the Ni-slag cleaning process. The addition of Ni-concentrate increased the recoveries of Ni and Co to the matte phase, decreased the formation of a separate iron-rich metal alloy with high melting point, and helped with settling of the matte phase to the bottom of the slag layer.
The FTIR gas analysis results confirmed the evolution of CO and CO2 gases during the experiments when SBs were added to the system. As the graphite and remaining plastic from SBs were the only sources of carbon in the system, they acted as reductants, resulting in the release of the aforementioned gaseous products. Moreover, the evolution of CO and CO2 took place mostly within the first 4 min of the experiment, which indicates that the reduction reactions occurred relatively rapidly. This result is in line with the analytical results obtained for the slag phase, where the most significant metal oxide reduction was observed within the first 5 to 10 minutes of the experiment. The gas analysis also indicated the evolution of organic gases CH4 and C2H4 within the first 2 minutes of the experiment. It can be assumed that these gases are products from the decomposition of organic binders present in spent batteries.
The results hereby presented further corroborate the previously reported behavior of graphite as an efficient reductant for metal oxides present in both industrial Ni-slag and spent batteries. The graphite grains are relatively small, and they were well mixed within the samples in this work. Therefore, the reduction reactions occurred rapidly when the samples reached the experimental temperature.
When an effective separation of graphite from black mass during mechanical pretreatment is not possible, the use of this graphite as a reductant in pyrometallurgical processing seems to be a feasible option and it also reduces the need for metallurgical coke. However, as graphite was recently classified as strategic raw material for the European Union, improved methods of recovering graphite from spent batteries are needed. Moreover, the emissions of CO and CO2 gases should be decreased as much as possible for climate change prevention. In future studies, alternative reductants such as hydrogen could be tested in the pyrometallurgical process after an effective removal of graphite. In order to obtain a graphite-free battery fraction however, significant advances in the mechanical pretreatment of battery scrap are still needed.
Data Availability
The raw data will be available from the corresponding author upon reasonable request.
References
Business Finland. Smart mobility and batteries from Finland -program, 2024. https://www.businessfinland.fi/en/for-finnish-customers/services/programs/ended-programs/smart-mobility-finland. Accessed on 21 Feb 2024
E. Fan, L. Li, Z. Wang, J. Lin, Y. Huang, Y. Yao, R. Chen, and F. Wu: Chem. Rev., 2020, vol. 120, pp. 7020–63. https://doi.org/10.1021/acs.chemrev.9b00535.
A. Stan, M. Swierczynski, D. Stroe, R. Teodorescu, and S.J. Andreasen: 2014 international conference on optimization of electrical and electronic equipment (OPTIM), Bran, Romania, 2014, pp. 713–20. https://doi.org/10.1109/OPTIM.2014.6850936
B. Makuza, Q. Tian, X. Guo, K. Chattopadhyay, and D. Yu: J. Power. Sources, 2021, vol. 491, p. 229622. https://doi.org/10.1016/j.jpowsour.2021.229622.
M. Grohol and C. Veeh: Study on the critical raw materials for the EU 2023: final report, European Commission, Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs, Publications Office of the European Union, 2023. https://data.europa.eu/doi/10.2873/725585. Accessed on 21 Feb 2024
D. Thompson, J. Hartley, S. Lambert, M. Shiref, G. Harper, E. Kendrick, P. Anderson, K. Ryder, L. Gaines, and A. Abbott: Green Chem., 2020, vol. 22, pp. 7585–603. https://doi.org/10.1039/D0GC02745F.
Q. Cheng, B. Marchetti, X. Chen, S. Xu, and X.Z. Zhou: J. Environ. Chem. Eng., 2022, vol. 10, p. 107312. https://doi.org/10.1016/j.jece.2022.107312.
Y. Qiao, H. Zhao, Y. Shen, L. Li, Z. Rao, G. Shao, and Y. Lei: EcoMat, 2023, vol. 5, p. e12321. https://doi.org/10.1002/eom2.1232.
X. Zeng, J. Li, and N. Singh: Crit. Rev. Environ. Sci. Technol., 2014, vol. 44, pp. 1129–65. https://doi.org/10.1080/10643389.2013.763578.
L. Brückner, J. Frank, and T. Elwert: Metals, 2020, vol. 10, p. 1107. https://doi.org/10.3390/met10081107.
L. Yun, D. Linh, L. Shui, X. Peng, A. Garg, M.L.P. Le, S. Asghari, and J. Sandoval: Resour. Conserv. Recycl., 2018, vol. 136, pp. 198–208. https://doi.org/10.1016/j.resconrec.2018.04.025.
R. Sommerville, J. Shaw-Stewart, V. Goodship, N. Rowson, and E. Kendrick: SM&T, 2020, vol. 25, p. e00197. https://doi.org/10.1016/j.susmat.2020.e00197.
X. Ma, P. Ge, L. Wang, W. Sun, Y. Bu, M. Sun, and Y. Yang: Molecules, 2023, vol. 28, p. 4081. https://doi.org/10.3390/molecules28104081.
M. Zhou, B. Li, J. Li, and Z. Xu: ACS EST Eng., 2021, vol. 1, pp. 1369–82. https://doi.org/10.1021/acsestengg.1c00067.
G. Harper, R. Sommerville, E. Kendrick, L. Driscoll, P. Slater, R. Stolkin, A. Walton, P. Christensen, O. Heidrich, S. Lambert, A. Abbott, K. Ryder, L. Gaines, and P. Anderson: Nature, 2019, vol. 575, pp. 75–86. https://doi.org/10.1038/s41586-019-1682-5.
M. Chen, Z. Zheng, Q. Wang, Y. Zhang, X. Ma, C. Shen, D. Xu, J. Liu, Y. Liu, P. Gionet, I. O’Connor, L. Pinnell, J. Wang, E. Gratz, R. Arsenault, and Y. Wang: Sci. Rep., 2019, vol. 9, p. 1654. https://doi.org/10.1038/s41598-018-38238-3.
S. Pindar and N. Dhawan: SM&T, 2020, vol. 25, p. e00157. https://doi.org/10.1016/j.susmat.2020.e00157.
Y. Tang, H. Xie, B. Zhang, X. Chen, Z. Zhao, J. Qu, P. Xing, and H. Yin: Waste Manage., 2019, vol. 97, pp. 140–48. https://doi.org/10.1016/j.wasman.2019.08.004.
V. Agarwal, M.K. Khalid, A. Porvali, B.P. Wilson, and M. Lundström: SM&T, 2019, vol. 22, p. e00121. https://doi.org/10.1016/j.susmat.2019.e00121.
R. Ruismäki, T. Rinne, A. Dańczak, P. Taskinen, R. Serna-Guerrero, and A. Jokilaakso: Metals, 2020, vol. 10, p. 680. https://doi.org/10.3390/met10050680.
A. Dańczak, R. Ruismäki, T. Rinne, L. Klemettinen, H. O’Brien, P. Taskinen, A. Jokilaakso, and R. Serna-Guerrero: Minerals, 2021, vol. 11, p. 784. https://doi.org/10.3390/min11070784.
T. Rinne, A. Klemettinen, L. Klemettinen, R. Ruismäki, H. O’Brien, A. Jokilaakso, and R. Serna-Guerrero: Metals, 2022, vol. 12, p. 15. https://doi.org/10.3390/met12010015.
A.E.M. Warner, C.M. Díaz, A.D. Dalvi, P.J. Mackey, A.V. Tarasov, and R.T. Jones: JOM, 2007, vol. 59, pp. 58–72.
E. Van Achterberg, C.G. Ryan, S.E. Jackson, and W.L. Griffin: Data reduction software for LA-ICP-MS: Appendix, in Laser ablation-ICP-mass spectrometry in the earth sciences: principles and applications; short course series. P.J. Sylvester, ed., Mineralogical Association of Canada, Ottawa, 2001, pp. 239–43.
K.P. Jochum, U. Weis, B. Stoll, D. Kuzmin, Q. Yang, I. Raczek, D.E. Jacob, A. Stracke, K. Birbaum, D.A. Frick, D. Günther, and J. Enzweiler: Geostand: Geoanalytical Res, 2011, vol. 35, pp. 397–429. https://doi.org/10.1111/j.1751-908X.2011.00120.x.
D. Yu and K. Chattopadhyay: Int. J. Miner. Metall. Mater., 2018, vol. 25, pp. 881–91. https://doi.org/10.1007/s12613-018-1637-0.
O. Kwon and I. Sohn: Resour. Conserv. Recycl., 2020, vol. 158, p. 104809. https://doi.org/10.1016/j.resconrec.2020.104809.
S. Babanejad, H. Ahmed, C. Andersson, C. Samuelsson, A. Lennartsson, B. Hall, and L. Arnerlöf: J. Sustain. Metall, 2022, vol. 8, pp. 566–81. https://doi.org/10.1007/s40831-022-00514-y.
Y. Takeda, S. Ishiwata, and A. Yazawa: Trans. Jpn. Inst. Met, 1983, vol. 24, pp. 518–28.
A. Yazawa and Y. Takeda: Trans. Jpn. Inst. Met, 1982, vol. 23, pp. 328–33.
K. Avarmaa, S. Yliaho, and P. Taskinen: Waste Manag., 2018, vol. 71, pp. 400–10. https://doi.org/10.1016/j.wasman.2017.09.037.
D. Sukhomlinov, L. Klemettinen, K. Avarmaa, H. O’Brien, P. Taskinen, and A. Jokilaakso: Metall. Mater. Trans. B, 2019, vol. 50, pp. 1752–65. https://doi.org/10.1007/s11663-019-01576-2.
Acknowledgments
This research work has been supported by the Business Finland BatCircle2.0 project (Grant Number 44886/31/2020), and the Academy of Finland’s RawMatTERS Finland Infrastructure (RAMI) based at Aalto University, GTK and VTT.
Funding
Open Access funding provided by Aalto University.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Klemettinen, A., Klemettinen, L., Rinne, T. et al. Towards Integration of Ni-Slag Cleaning Process and Lithium-Ion Battery Recycling for an Efficient Recovery of Valuable Metals. Metall Mater Trans B (2024). https://doi.org/10.1007/s11663-024-03185-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11663-024-03185-0