
Abstract
Microstructure-aware models are necessary to predict the behavior of material based on process knowledge or to extrapolate mechanical properties of materials to environmental conditions which are not easily reproduced in the laboratory, e.g., nuclear reactor environments. Elemental Ta provides a relatively simple BCC system in which to develop a microstructural understanding of deformation processes which can then be applied to more complicated BCC alloys. In situ neutron diffraction during compressive deformation and subsequent heat treatment have been used to monitor the evolution of microstructural features in Ta throughout simulated processing steps. Crystallographic texture and dislocation density are determined as a function of first plastic strain, then temperature. Lattice strains are determined and attributed to stresses at macroscopic, grain and dislocation length scales. The increase of the dislocation density through deformation and subsequent recovery during heat treatment is monitored through the changing diffraction line profile. Also, randomization of the texture is used as a signature of recrystallization. The recovery of dislocations through annihilation is not observed to depend on the initial dislocation density in the range studied here. In contrast, recrystallization is observed to depend strongly on the initially dislocation density.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Body-centered cubic (BCC) Ta is favorable for some applications due to its good ductility, high melting point, high temperature strength, and resistance to chemical attack.[1] A dielectric oxide layer forms on the surface of Ta making it of interest to the electronics industry for use in capacitors.[1,2] Its stability and chemical inertness make Ta attractive for surgical implants.[3,4] The high temperature strength and stability, as well as resistance to radiation damage make Ta, like tungsten, of interest to various nuclear applications such as high-Z targets and/or target windows on proton accelerators.[5,6,7,8] The thermo-mechanical properties of Ta on their own would recommend it for the first layer of inner walls of magnetically confined fusion reactors[9] but, unfortunately, Ta activates in a neutron field with an awkward half-life of 111 days,[10] making it less desirable for this application.
The interest in elemental Ta in the current work is not solely driven by its applications, but also by use of Ta as a first step, model material toward developing a microstructure aware process model of more complex BCC metals which do have potential applications to nuclear energy related fields. BCC steels (ferritic/martensitic steels) find potential application as structural materials in fusion reactors and fuel cladding materials in fission reactors. Throughout their in-reactor service life, the fuel cladding materials are exposed to high levels of irradiation as well as elevated temperatures. Over time, these conditions have a complicated effect on the microstructure and properties of BCC steel alloys. The displacement of atoms via neutron irradiation can create voids, dislocations, and changes in chemical ordering within the material. For example, TEM observations have shown that minority phases can exist in irradiated HT-9 steels, including M23 carbides (Cr23C6), a G-phase (Mn6Ni16Si7), α′ (a local enrichment of Cr, coherent with the BCC iron matrix), χ (a BCC-structured phase, e.g., Fe18Cr6Mo5).[11,12,13] Attempts to develop physics-based constitutive models of irradiation-induced hardening and embrittlement of HT-9[14,15] have been hampered by the complex microstructure which develops during irradiation, including irradiation-induced precipitate phases (G and α′) and both \(1/2{\text{a}}\langle 111\rangle\) dislocation networks and \({\text{a}}\langle 100\rangle\) prismatic loops.[11]
Elemental Ta also experiences radiation induced hardening[7,16] but lacks the ability to develop radiation-induced minor phases. Thus, to mitigate the complexity inherent in the microstructure of alloy steels, a constitutive model of pure BCC Ta will be developed as a stepping-stone, since it will only have to contend with the effect of irradiation-induced dislocations. The current work represents the first step in the microstructural analog of separate effects testing. Rather than separately testing the effects of the distinct environments relevant to nuclear materials (e.g., radiation fields, stress, temperature, etc.), the effects of distinct microstructural features present in alloys like HT-9 will be separated out by first developing and validating a model of Ta. Once the effects of dislocations are successfully accounted for, in particular the geometrical distinction between deformation and irradiation induced dislocations,[17] attempts to model more general and applicable BCC alloys (where both dislocations and irradiation-induced phases must be considered) will be initiated.
There is much known about deformation, recovery and recrystallization of Ta. Vandermeer and Snyder[18] reported detailed studies of deformation structures of Ta single crystals rolled to a reduction of 80 pct. They report dislocation recovery processes starting as low as 1073 K and being virtually complete after time at 1473 K, though the details depend on the orientation of the crystal relative to the rolling plane and direction. Likewise, they only observed recrystallization following rolling along a single specific crystal orientation (of 3 studied) after 7200 seconds at 1473 K; the other two crystals studied did not recrystallize. Chen and Grey[19] reported mechanical testing of polycrystalline Ta and Ta alloys over a range of strain rates and develop multiple continuum level (e.g., the mechanical threshold stress model[20]) strength models of the materials. More recently, Los Alamos, Sandia and Lawrence Livermore National Laboratories completed a cooperative experimental and modeling study of the strength of a single carefully prepared Ta plate[21] over a broad range of temperature and strain rates.[22] Advanced, microstructure aware models of the deformation[23,24] and annealing[24] of Ta have been developed investigating non-Schmid effects with crystal plasticity models and deformation induced recrystallization with continuum level models.
In situ neutron and high-energy X-ray diffraction techniques have been developed over the last two decades to monitor the microstructure of materials during deformation, as well as other external perturbations.[25,26,27,28,29,30] Signatures of recovery and recrystallization reactions[31] in diffraction patterns collected during annealing have been established in prior literature. Specifically, recovery or a significant decrease in dislocation density through increased thermal motion and annihilation is heralded by significant reductions in peak breadth[32] and recrystallization is recognized by significant texture changes.[33,34,35] The current work utilizes in situ neutron diffraction techniques to track the development of microstructural features (e.g., dislocation density, internal stress, texture) during deformation and subsequent heat treatment of pure Ta. The results are currently being used to develop an Elastic–Viscoplastic Self Consistent[36,37,38] model with a dislocation density (DD) based hardening law[39] and static recovery law which will be the subject of a future publication. In parallel, similar experimental work on irradiated Ta will be completed to extend the model to these conditions.
2 Experimental
2.1 Sample Preparation
The processing and characterization of the material used in this study has been described in detail previously.[21,22,40] The samples were extracted from an approximately 500 mm diameter and 10 mm thick wrought plate provided by Starck GmbH with chemistry specification provided by ASTM B-708-05. The most significant measured impurities were O (16 PPM), N (8 PPM), C (5 PPM) and H (1 PPM).[21] Multiple cylindrical compression specimens of 4.2 mm diameter and 8.4 mm length were electro-discharge machined (EDM’ed) from the wrought plate with their axes parallel to either the through thickness (TT) or an in-plane (IP) direction. The specially designed thermo-mechanical process resulted in a nearly uniform microstructure through the thickness of the plate with a grain size of roughly 35 μm.[21] The material exhibits a relatively strong preference for both (100) and (111) poles along the rolling normal (RN) direction with near cylindrical symmetry about the RN.
2.2 Electron Microscopy
Standard metallographic techniques were used to prepare the compression samples for Electron Backscatter Diffraction (EBSD) analysis. The samples were cross sectioned along the axis and mounted in conductive epoxy. All metallographic specimens were mechanically ground from 500 to 1200 grit. Specimens were then polished using 0.3 µm alumina suspension, followed by 0.04 µm colloidal silica. A final chemical attack step used a solution containing 5 mL lactic acid, 3 mL nitric acid, and 1 mL hydrofluoric acid to lightly reveal the microstructure. The metallographic sample surface was analyzed using a Thermo Fisher Scientific APREO scanning electron microscope (SEM), utilizing the EDAX OIM AnalysisTM Data Collection and Analysis software. EBSD scans were acquired in three locations along the centerline of the samples. No variation was seen and only a single section from each sample will be shown. EBSD data was acquired with a step size of 1.0 μm to obtain detailed information of the microstructure. Kernel average misorientation (KAM) maps were used as an indicator of strain within the samples. In this method, the average misorientation between all neighboring points within a kernel area are measured and the average calculated.
2.3 Neutron Diffraction
In situ neutron diffraction measurements during compressive deformation and subsequent heat treating were performed on the Spectrometer for MAterials Research at Temperature and Stress (SMARTS) at the Lujan Center at the Los Alamos Neutron Science Center (LANSCE). Ex situ, high-resolution neutron diffraction was also completed on SMARTS to enable diffraction line profile analysis (DLPA). The SMARTS instrumental resolution was determined from a standard Si powder sample (NIST standard reference material 640d) in a vanadium can. Whereas data collected on SMARTS can be used to semi-quantitatively determine individual inverse pole figures[41] along specific sample directions in situ, the complete orientation distribution functions were determined in the as-received, deformed, and heat-treated conditions on the High-Pressure Preferred Orientation (HIPPO) diffractometer at LANSCE.
Details of the SMARTS[42] and HIPPO[43] diffractometers are published elsewhere and only short descriptions are presented here. LANSCE produces a pulsed (20 Hz) neutron beam via spallation reactions generated by collisions of 800 MeV protons with a tungsten target. The spallation neutrons are moderated by a 293 K (20 °C) water moderator, creating a continuous wavelength spectrum from 0.5 to 8.0 Å. The neutrons travel down the incident flight path, ~ 31 m long on SMARTS, ~ 9 m long on HIPPO, to impinge on the sample. The long incident flight path on SMARTS results in high resolution diffraction patterns suitable for lattice strain determination and diffraction line profile analysis, while HIPPO is optimized for high throughput and high time-resolution experiments.
The SMARTS diffractometer, shown schematically in Figures 1(a) and (b), has three 3He-filled Al tube detector banks, two at 2θ = ± 90 deg from the incident neutron beam (Banks 1 and 2) in the horizontal plane and a high-resolution bank at 2θ = 157 deg (Bank 3) directly under the incident beam.[44] A purpose-built horizontal load frame[42] and vacuum furnace[32] were utilized on SMARTS to deform and heat treat the Ta samples. The samples were too small for application of an extensometer for the direct measurement of the macroscopic strain. Thus, strain was calculated from the crosshead displacement as determined by a Linear Variable Differential Transducer (LVDT). The (large) instrument compliance and elastic strain were assumed linear in applied stress and subtracted from the strain to determine the plastic strain. The axis of the load frame was oriented at 45 deg relative to the incident beam (Figure 1(a)) such that the straining direction was parallel to one diffraction vector, Q|| (Bank 2), and the transverse (or Poisson’s ratio) direction was parallel to the other, Q⊥ (Bank 1).[45]

Schematic of the SMARTS diffractometer as set up for in situ (a) compression and (b) heating
For in situ heating, the samples were placed with the straining/cylinder axis vertical in the center of the high temperature vacuum furnace utilizing tungsten wire mesh heating elements above and below the sample, Figure 1(b). A shielded thermocouple ~ 1 cm from the sample was used to control the furnace temperature while a bare thermocouple penetrating the graphite platform and in direct contact with the bottom of the sample was used to monitor the sample temperature in real time. However, determination of the Ta lattice parameter was used along with the known thermal expansion[46] for a more accurate determination of the actual sample temperature. There was typically a ~ 20 K offset between the sample temperature and the control thermocouple because of the physical separation.
Table I enumerates the samples studied as part of this work, their deformation and heating conditions. Eight IP specimens were compressed ex situ to nominal true compressive strains of − 0.01, − 0.02, − 0.05, − 0.10, − 0.15, − 0.20, − 0.30, and − 0.40. Likewise, three TT samples were pre-strained to − 0.20, − 0.30 and − 0.40 true compressive strains. The samples compressed to − 0.15 or less were compressed on the SMARTS horizontal load frame. However, the asymmetric design of the SMARTS load frame that is necessary to accommodate coupling to the high-temperature, vacuum furnace[42] results in large compliance and inevitable buckling when performing compression tests to larger strains. Thus, the samples pre-strained to larger compressive strains were compressed on a vertical load frame supported by dual symmetric posts in the LANL Materials Science Laboratory and were successfully completed without sample buckling or barreling.
TT samples were chosen for the limited in situ compression and heating experiments because the symmetry of the texture about the axis of the samples removes ambiguity related to the orientation of the diffraction vector in the sample transverse direction. A single TT sample was compressed in situ on the SMARTS load frame in displacement control to incrementally increasing strains to a final unloaded true compressive strain of nominally − 0.08 with neutron diffraction patterns collected at ~ 30 strain increments. The compression test was paused for roughly 30 minutes for collection of diffraction patterns at each strain increment. The in situ compressed sample and two ex situ compressed samples, − 0.20 and − 0.40, were heated in situ continuously at a rate of 2.5 K/min to nominally 1500 K while diffraction patterns were collected roughly every 5 minutes. The samples were mounted in the vacuum furnace with the sample axis vertical, that is the diffraction vectors for both Banks 1 and 2 were transverse to the straining direction. For various reasons, Bank 1 has measurably better instrumental resolution than Bank 2 and all data shown for the in situ heating comes from that bank.
2.4 Data Analysis and Interpretation
The analysis and interpretation of the diffraction data was conducted as in previous work on in situ deformation and recovery of AM 304L steel.[47] The diffraction patterns collected during deformation and heating were analyzed with Rietveld refinement of the full pattern and single peak fitting of individual peaks using the General Structural Analysis Software, GSAS[48] to determine the lattice parameter (a), anisotropy strain (εA),[49] texture coefficients, Debye–Waller factor, and peak variances. Single peak fits to determine orientation specific interatomic spacings (dhkl) and peak widths were completed using the Rawplot subroutine of GSAS.[48] The statistical estimated standard deviations (esd) returned by GSAS are assumed to represent the uncertainty, though these ignore any potential systematic errors. Uncertainties in quantities derived from the fit results, e.g., phase strain and stress, are propagated using standard variational calculus techniques.
The lattice strain (εa) and hkl-specific strains (εhkl) were calculated from the lattice parameter and interatomic (dhkl) spacings, respectively,
The reference values \({a}_{0}\) and \({d}_{0}^{hkl}\) correspond to those determined at a nominal holding stress prior to deformation. While the macrostrain refers to the total length change of the sample (elastic plus plastic strain), the lattice strains correspond to the elastic strain exclusively. A single diffraction peak corresponds to a distinct set (family) of grains in the sample defined by a common crystallographic plane normal (hkl) parallel to the diffraction vector defined by the fixed instrument geometry. The determination of the lattice parameter, a, from Rietveld refinement of the entire diffraction pattern represents an empirical average over all crystallographic orientations represented in the diffraction pattern, and the strain so determined provides a good representation of the macroscopic, Type I,[50] elastic strain.[51] In contrast, the hkl-specific lattice strain refers to the average elastic strain in the family of grains in the microstructure with the specific plane normal (hkl) aligned with the diffraction vector and is not, in general, distributed equally amongst every grain orientation throughout the sample. Differences between the lattice and hkl-specific strains are due to Type II or intergranular stresses[49,50,51,52,53] and develop during deformation due to elastic and/or plastic anisotropy in the material. Essentially, an anisotropic polycrystalline material can be thought of as a very complex composite, where each distinct grain family, defined my common orientation relative to the straining direction, acts as a distinct constituent of the composite.
Empirically, the lattice strain, εa, represents a texture weighted average of the hkl-specific strains, εhkl[51] and the phase stress can calculated from the lattice strain
assuming isotropic elastic properties and isotropic transverse response, i.e., \({\varepsilon }_{2}^{a}= {\varepsilon }_{3}^{a}\). In general, it is not possible to determine the stress or Poisson’s ratio of specific grain families from powder diffraction data. For example, the (211) strains parallel and transverse to the straining direction are determined from mutually exclusive grains sets which, due to the orientation dependent intergranular stresses, are in distinct stress fields on average. A stress or Poisson’s ratio determined from (211) grain strains determined along distinct sample directions does not represent a quantity that physically exists.
Quantitative diffraction line profile analysis of high resolution data collected on the SMARTS backscattering bank was completed using the extended Convolutional Multiple Whole Profile (eCMWP) line profile analysis method[44,54] to obtain the dislocation density and coherent crystal size.[44] Within eCMWP, theoretical diffraction line profiles are calculated based on physical models of the effect of specific microstructural features, e.g., dislocations and finite size, on the line shape.[55] These are convoluted with the measured instrumental resolution and compared to the observed line profiles. The theoretical profile functions are fitted to the full measured pattern by a nonlinear, least-squares algorithm and thus the parameters of the microstructure are determined.[54] Because the dislocation density is relatively low in some of the samples, the Wilkens M factor[56] had to be held fixed at a typical value of 2.4 or the fit procedure was unstable.
The eCMWP procedure was not robust at small strains (< − 0.05) where the sample broadening of the diffraction peak is small compared to the instrumental resolution. In this case, the modified Williamson–Hall (mWH) procedure[57] was utilized to determine the dislocation density, though it is considered less quantitative. The mWH formula is given by
where ΔK is the full width at half maximum (FWHM) of the Bragg reflection hkl (K = 1/d), L is the average coherent crystal size, b is length of the Burger’s vector of the dislocations (2.856 Å[58]), ρ is the dislocation density, and A is a constant near 10 for a wide range of dislocation distributions.[57] Chkl is the contrast factor of dislocations for Bragg reflection hkl and can be calculated from
where H2 = (h2k2 + h2l2 + k2l2)/(h2 + k2 + l2)2 for a cubic crystal system and q is a constant that is deduced from the best fit to the data. Thus, the slope of a linear fit to a plot \({\left(\Delta K\right)}^{2}\; vs \; {CK}^{2}\) yields an estimate of the dislocation density.
The high-resolution detector on SMARTS used for either eCMWP or mWH is occluded when either the load frame or the high temperature furnace is installed, preventing quantitative DLPA measurements during the heat treatment. Thus, data collected in the 90 deg banks during in situ heat treating was interpreted qualitatively to gain insight into the microstructure evolution during deformation and heat treating. The root mean square strain, εrms is found by subtracting the experimentally determined instrumental resolution in quadrature, \({\varepsilon }_{\text{rms}}=\sqrt{{\Gamma }^{2}-{\Gamma }_{i}^{2}}\). εrms is often referred to as “microstrain” or “intragranular strain” , depending on the audience, and is related to the dislocation density, \({\varepsilon }_{\text{rms}}\propto \sqrt{\rho }.\)[59]
2.5 Processes
2.5.1 Deformation
Figure 2 shows stress/strain curves to true strains of − 0.40 obtained ex situ from the TT and IP samples. While only a subset of completed tests are shown, the multiple stress/strain curves collected for each of the distinct sample orientations to distinct final strains are self-consistent. The yield strength observed in the IP direction, − 182 MPa, is consistently ~ 15 MPa less than that observed in the TT direction, − 197 MPa. During compression, the IP material hardens slightly more and by a true strain of − 0.40, the flow stresses for IP and TT compression are equivalent at − 415 MPa. These results are consistent with previously reported mechanical testing of samples removed from the same plate.[22]

Macroscopic stress/strain curves collected during compression in the TT (in situ and ex situ) and IP direction (ex situ only). The inset shows an expansion of the strain range of the in situ test. The ×’s represent the time-averaged stress
Figure 2 also shows the stress/strain curve obtained during the in situ test on a TT oriented sample; the inset shows an enlargement of the flow curve covering the region of the in situ test. Significant relaxation (surprisingly so given the low homologous temperature, ~ 0.1Tm, of the test) of the stress was observed during the holds in displacement control while diffraction data was collected; the plastic strain does not evolve significantly during the hold. The ×’s in the inset indicate the time averaged true stress/strain values over the time the sample was held. These points represent the nominal experimental conditions of the sample in plots of the microstructural evolution with stress/strain in what follows. The relaxation while held at constant displacement occurred quickly relative to the overall count times, nominally 30 minutes, at each stress level. 90 Pct of the relaxation was complete within the first 3 minutes of the hold. The uncertainties on the data points represent the standard deviation of the stress over the time at constant displacement. While not trivial, this variation of the stress during the count time does not add significant uncertainty to the results obtained from the neutron diffraction. The relaxation makes it difficult to obtain an accurate yield point from the in situ test, but the yield point and subsequent hardening appear consistent with that obtained during the ex situ tests.
2.5.2 Heating
TT samples deformed to plastic strains of − 0.08 (in situ), − 0.20, and − 0.40 were chosen to represent the widest possible range of dislocation density and plastic work (stored energy) in the samples. Figure 3 shows the thermal profiles of each TT sample during the in situ annealing experiments. The achieved heating rates were 2.5 K/min and the maximum observed temperatures ~ 1470 K. The obvious pauses in the otherwise constant heating ramps were in response to short-term drops of the neutron source; the heating was arrested to prevent recovery from occurring while the neutron beam was off. Fortunately, these all occurred at low enough temperature to have minimal impact on the experiments.

Thermal profiles of samples compressed to εp = − 0.08, − 0.20, and − 0.40 in the TT direction
3 Results
3.1 Microscopy
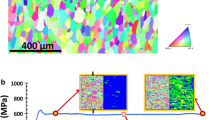
Figures 4(a) through (c) show EBSD grain maps of select Ta samples; Figure 4(a) shows the as-received grain structure, Figure 4(b) the TT sample strained to − 0.30, and Figure (4c) the TT sample strained to − 0.40 and subsequently heat treated. Initially, the grains are polygonised and slightly flattened in the TT direction relative to the IP direction with a size of ~ 50 μm. After − 0.30 strain, significantly more grain misorientation is evident, indicative of increased grain mosaicity from an increase of geometrically necessary dislocations. Increased preferential alignment of the (111) direction with the straining direction is also apparent and the aspect ratio of the grains has increased. Following strain to − 0.40 and subsequent heat treatment, the grains are again highly polygonised and larger, indicating that recrystallization and grain growth occurred during heating to 1470 K.

Grain orientation maps from an (a) as-received TT sample, (b) a TT sample compressed to − 0.30, and (c) a TT sample compressed to − 0.40 and heat treated. The TT direction (cylinder axis) is up the page. The inverse pole figure shows the color mapping to crystal orientation (Color figure online)
3.2 Neutron Diffraction
3.2.1 Deformation
Figures 5(a) through (h) represent the initial and deformed textures of the TT and IP samples, respectively, at increasing increments of strain. Figures 5(i) and (j) show the texture of the samples deformed to − 0.20 and − 0.40 and, subsequently, heat treated in situ. As expected,[21] the texture of the as-received material shows a combined (100) and (111) preferential alignment, roughly 4.5 Multiples of Random Distribution (MRD), along the rolling normal, or TT, direction and is nearly symmetric within the rolling plane. With increasing TT deformation, the (111) fiber strengthens to a maximum greater than 7 MRD after − 0.40 strain. After the in situ heat treatment, the strength of the texture of the sample previously strained to − 0.20 does not change appreciably; that compressed to − 0.40 weakens relative to the as-deformed texture. In contrast, IP compression completely reorients the crystallographic preferred orientation. After − 0.40 IP strain, a relatively weak (100) and (111) pole densities have developed along the straining direction, but the texture is not cylindrically symmetric about this direction.

(a through h) Initial and deformation textures following TT and IP deformation. (i, j) Texture following compressive strain to − 0.20 and − 0.40, respectively, and subsequent heat treatment. In all cases, the straining direction is out of the page[23]
Figures 6(a) and (b) show the hkl-specific strain, εhkl, and the lattice strain, εa. Figure 6(a) shows the elastic strains as a function of the time averaged stress during the diffraction data collection and Figure 6(b) as a function of the plastic strain. Figure 6(a) also shows the expected elastic response based on the macroscopic elastic modulus of 186 GPa and Poisson’s ratio of 0.36[60] as heavy black lines. The lattice strain, εa, closely tracks the macroscopic modulus. The orientation specific moduli determined from the linear portion of the stress vs lattice strain plot to – 70 MPa are given in Table II. Ta is relatively elastically isotropic, with an anisotropy parameter, \(A=\frac{2{C}_{44}}{{C}_{11}-{C}_{12}}\), of 1.58.[61] For comparison, the anisotropy parameter of BCC iron is 2.5.

(a) Applied stress vs elastic strain and (b) elastic strain versus true strain during in situ compression along the TT direction. Solid symbols/lines represent grains with plane normals parallel to the straining direction. x’s and dashed lines represent grains with plane normals transverse to the straining direction. The expected lattice strain based on the elastic modulus and Poisson’s ratio are indicated in (a) by black lines. The longitudinal and transverse phase stresses as calculated from the lattice strains (εa) are represented by dotted and dashed black lines, respectively. The solid black line represents the macroscopic stress determined by the load cell
Beyond − 70 MPa, the hkl-specific strains of each grain orientation family diverge from linearity indicative of orientation dependent intergranular stresses that develop during plasticity.[49,62] The source of the classic “Y” shape of the lattice strains above the yield point has been described in many works, with some of the earliest being [53,63,64]. The (211) and (321) oriented grains [that is, grains with their (211) and (321) plane normals aligned with the straining direction] accumulate incrementally less elastic strain for each load step beyond the initiation of plasticity, indicating that elastic accommodation of the strain is being supplanted by plastic mechanisms in these grain sets. In response, other orientations, in particular (200) oriented grains, accumulate elastic strain more rapidly supporting the load shed from the deforming grains. In essence, the polycrystalline material acts as complicated composite where each grain family, defined by the orientation of a plane normal relative to the diffraction vector (straining direction), has distinct mechanical properties. In Ta, the elastic properties are relatively isotropic; the yield surface is not.
Figure 6(b) shows the elastic strains, εa and εhkl, as a function of the macroscopic plastic strain. The applied macroscopic stress, recorded on the mechanical load cell is represented by a solid black line. The longitudinal phase stress calculated from the lattice strain, εa, is represented by a dotted black line. They agree very well. Note, the scale of the stress axis, i.e., the right axis on the plot, is simply that of the strain axis scaled by the macroscopic elastic modulus. The transverse phase stress, again calculated from the lattice strains, are represented by a dashed line and is always close to zero as expected. Shown as such, the grain strain curves closely resemble a traditional stress/strain curve, as they should since the strains determined by diffraction are inherently elastic in nature and as such are proportional, in a tensoral sense, to the stress on the specific grain families. Based on the assumption that the elastic strains are proportional to the stress (albeit the stress on the grain set, not the applied stress) the strains, εa or εhkl, parallel and transverse, are fit with a power law of the form \(\varepsilon ={\varepsilon }_{0}+K{\varepsilon }_{\text{p}}^{nf}.\)[19,65]
In all cases the fit exponent is within 0.02 of 0.4. Again, the stress in a particular grain orientation set cannot be determined, but the grain family with (200) pole parallel to the compression direction carries a disproportionate amount of the applied stress, whilst the (211) and (321) grains carry less than their share of the stress. This accentuates the composite-like behavior of the polycrystal aggregate. The tractions on the sample boundary are not the same as that perceived by the grain families defined by a common pole aligned with the diffraction vector. The behavior in the transverse direction is similar, though the spread of the lattice strains is smaller.
Figures 7(a) and (b) show the development of the anisotropy strain, εA, and root mean square strain, εrms, which represent the lattice response to the intergranular (Type II) and intragranular (Type III) stresses, respectively, during the compression tests. The two plots are shown on the same scale. Data collected in Banks 1 and 2 during in situ TT compression are represented by x’s; those collected in Bank 3 (higher resolution) from samples compressed ex situ are represented by solid circles. Results along the sample TT direction are indicated in red, those in the sample IP direction are indicated in blue. The diffraction vector was always transverse to the straining direction during the ex situ experiments, so εA and εrms shown are determined along the IP direction following TT compression (blue) and TT direction following IP compression. The lines are guides to the eye, but represent square root functions, that is proportional to \(\sqrt{{\varepsilon }_{\text{P}}}\).

εa (Intergranular strain) and εrms (intragranular strain) as a function of plastic strain. The compression direction and direction of the diffraction vector are indicated. The solid lines are guides-to-the-eye (Color figure online)
The in situ and ex situ results in the IP direction during TT compression (red) agree even though being measured in distinct detector banks. Despite being measured during compression along different sample directions, the two measurements in the TT direction also follow roughly corresponding trends, though there is no obvious reason they should. The intragranular strains, εrms, are roughly twice the size of the intergranular strains, εA. The anisotropy strain, which is indicative of the spread in lattice strains, measured with the diffraction vector along the TT direction is consistently higher than in the IP direction, regardless of the straining direction. In contrast, εrms which is related to the dislocation density, is independent of either the measurement direction or straining direction, to within uncertainty.
Figures 8(a) and (b) show mWH plots of the peak widths from the IP and TT deformed samples, respectively, at increasing levels of plastic strain. The inset shows a plot of the slope of the mWH, which is assumed to be proportional to the dislocation density,[59] as a function of plastic strain. The slopes of the mWH plots increase linearly with plastic strain throughout the measurement range. Little difference is observed between IP and TT compression.

Modified Williamson–Hall (mWH) plots collected from samples deformed in distinct directions (a) IP and (b) TT to different final strains. The inset shows a plot of the slope of the mWH plot as a function of plastic strain along the two straining directions
3.3 Recovery
Figures 9(a) and (b) show the development of the root mean square strain, εrms, and anisotropy strain, εA, determined during in situ heating in TT samples deformed to εP = − 0.08, − 0.20, and − 0.40 as a function of temperature; the scales of the two plots are held fixed. Of course, the macroscopic stress is zero during heating and the lattice strains, εa and εhkl, are dominated by thermal expansion. There is relatively good agreement between εrms and εA determined at the end of straining (Figure 7) compared to the initial values prior to heating though they were determined in distinct detector banks (measured along the same sample direction). To emphasize the concurrence of the reduction in εrms and εA with temperature, Figure 9(c) shows εrms and εA determined from the εP = − 0.40 sample plotted on top of each other, albeit with different scales. The elastic strains that develop on the scale of the dislocation, εrms, and the grain scale, εA, reduce concurrently during heat treating. The lines through the data are complementary error functions (erfc) of the form \({f\left(T\right)=C}_{1}\text{erfc}\left(\frac{T-{T}_{1/2}}{{C}_{2}}\right)\). The parameter T1/2 gives the temperature at which the value has reduced by half. With heating, εrms and εA stay constant until roughly 700 K, beyond which temperature they decrease throughout the remainder of the test. Regardless of the prior plastic deformation, εrms is reduced by half at roughly 1250 K; the εA data is not sufficient to extract an accurate T1/2, from the fit, but appears consistent with a value of roughly 1250 K.

(a) εrms and (b) εA as a function of temperature for samples deformed to εp = − 0.08, − 0.20, and − 0.40. The initial dislocation density of each sample is indicated in (a). (c) εrms and εA from the − 0.40 sample as a function of temperature overlaid to emphasize the concurrent reduction of the two microstructural parameters. The solid lines are guides-to-the-eye
Figures 10(a) through (c) show the evolution of several individual peak integrated intensities as a function of temperature during the heat treatment following deformation to plastic strains of (a) − 0.08, (b) − 0.20, and (c) − 0.40; the peak intensities have been normalized to 1 at room temperature to ease comparison. During the heating of the sample strained to − 0.08, each peak intensity decreases nearly linearly with increasing temperatures. The magnitude of the intensity decrease is strictly an inverse function of d-space (peaks at lower d-space decrease more). The decreasing intensity is due to the increased thermal motion of the atoms about their time-averaged lattice positions, \(I\left(T\right)={I}_{0}{\text{e}}^{-Bq}\) where B is the Debye–Waller factor. The behavior is closely repeated by the sample strained to − 0.20 until 1400 K, where an inflection occurs and the several peak intensities change abruptly. Likewise, during heating of the sample deformed to − 0.40, the initial decrease of peak intensity is observed, but now the abrupt change in intensity initiates at a lower temperature of 1260 K. By the maximum temperature reached during the experiment, roughly 1460 K, the rate of intensity change has decreased somewhat, but is still non-zero. Above the inflection point observed in the samples strained to − 0.20 and − 0.40, the rates at which the intensities change are not a simple function of d-space, but rather a function of crystallographic orientation, that is a change in texture.

Evolution of several diffraction peak intensities as a function of heating following TT deformation to plastic strains of (a) − 0.08, (b) − 0.20, and (c) − 0.40. The scales are held fixed across all three plots
4 Discussion
Taken together, this experimental work provides much of the data necessary for the development of a microstructure-aware model of the process–structure–property relationship of elemental Ta. The neutron diffraction data, when carefully analyzed, enables the separation of the stresses into distinct length scale, macroscopic (Type I), intergranular (Type II) and intragranular (Type III) throughout the in situ thermo-mechanical process. This information then provides insight into the on-going mesoscale processes that govern the development of the microstructure and control the materials response. In particular, the effect of well controlled thermo-mechanical processing steps, deformation and heating, on the development of the microstructure can be quantified in the form of specific microstructural features, that is the internal stresses on multiple length scales, the dislocation density, and the crystallographic texture. These results can then be used for the development of a microstructure aware process model capable of predicting the final properties.
The dislocation densities and coherent crystallite size determined by eCMWP for samples with plastic strains of − 0.05 or greater are enumerated in Table I. The dislocation densities are plotted as solid circles as a function of macroscopic plastic strain in Figure 11(a). At lower strains, the eCMWP analysis was not stable. The mWH plots do provide stable linear fit as low as εP = − 0.01, and dislocation densities determined from these slopes in the ex situ samples over the entire strain range are also shown in Figure 11(a), indicated by open circles. Where the results overlap in strain, those determined by eCMWP and mWH agree well; this was not forced. Finally, during in situ measurements, where the high-resolution bank is not usable, the ± 90 deg banks lack sufficient resolution to enable either eCMWP or mWH evaluation of the dislocation density. In this case, the dislocation density is assumed to be proportional to mean square strain, that is \({\left({\varepsilon }_{\text{rms}}\right)}^{2}\) [Wilkens, 1987 #1923], which can again be found over the entire strain range from the Rietveld refinement (Figure 7(b)). The proportionality constant is found by forcing the dislocation density determined from εrms to align with that found by eCMWP at higher strains and in the high-resolution detector bank. Thus, three distinct methods are used to determine the dislocation density over the entire range of plastic strain; the results are summarized in Figure 11(a).

(a) Dislocation density as a function of plastic strain. (b) Taylor plot of flow stress versus the square root of the dislocation density
Over the entire strain range to − 0.40, the dislocation density increases linearly with plastic strain, perhaps beginning to saturate at the last measurement point. The dislocation densities determined herein are consistent with those determined at higher strains (> 1) by Mathaudhu et al.[66] who utilize a relationship from Stűwe[67] to determine dislocation density and stored energy as a function of plastic strain from Equi-Channel Angular Extrusion (ECAE) of similar grade Ta.[66] Though, it must be recognized that ECAE represents a very different strain path than the uniaxial compression test completed in this study. At larger plastic strains, approaching and beyond 1, dynamic recovery must increase as competition between dislocation production and annihilation reach equilibrium. Mathaudhu et al. observe this to occur at effective strains between 1 and 2 during ECAE, independent of the processing route followed.[66] From Mathaudhu,[66] a relationship between dislocation density and stored energy in Ta can be found,
Based on the slope of Figure 9(a), over the range measured in the current study, the energy stored in the form of dislocations in the microstructure increases at a rate of \(5.1\times {10}^{6}\text{J}/{\text{m}}^{3}\) per unit strain increment, reaching \(2.0\times {10}^{6}\text{J}/{\text{m}}^{3}\) at − 0.4 strain.
Figure 11(b) shows similar results in a different way, i.e., as a Taylor plot of the flow stress vs \(\sqrt{\rho }\). From the Taylor equation,[68]
where σf is the flow stress, σc is the initial yield strength, T = 3 is the Taylor factor,[68,69] μ = 69 GPa is the shear modulus, b = 2.856 Å[58] is the length of the Burger’s vector. The factor \(\alpha\) describes the strength of the obstacles that a moving dislocation must overcome during plastic deformation. For metals, the value of α is expected to be roughly 0.3.[70] From the slope of the Taylor plot, a reasonable value of α = 0.18 is found. The intercept yields αc = − 135 MPa.
The furnace used to complete in situ annealing prevents utilization of the high-resolution detector. Once again, in this case it is assumed the dislocation density is proportional to the mean square strain, εrms.[59] To enable comparison of the recovery kinetics at distinct initial dislocation densities, Figure 12 shows the evolution of the dislocation density normalized by initial dislocation density, \(\frac{\rho \left(T\right)}{{\rho }_{0}\left({\varepsilon }_{\text{p}}\right)}\). The quantitative dislocation density, determined for each sample from ex situ high measurements completed between deformation and annealing, are indicated in the figure. Shown as such, the data neatly collapse onto a single curve. Again, fit with the complimentary error function, regardless of the amount of plastic strain or dislocation density, the recovery (i.e., annihilation of dislocations) start at a surprisingly low temperature of 700 K (~ 0.21Tm)[71] and are half way complete at 1250 K (~ 0.38Tm). It is difficult to comment on the completion of dislocation recovery as the root mean square strain becomes very sensitive to the instrumental resolution as diffractions peaks narrow. Recall, stress-relief (reduction of the intergranular stresses) occurs concurrently (Figure 9(c)).

Evolution of the dislocation density in samples deformed to εp = − 0.08, − 0.20, and − 0.40 normalized to the initial dislocation density, ρ0(εp). The heavy black line is a guide-to-the-eye
At higher temperature still, the texture changes abruptly. The pole figure determined at room temperature following annealing of the samples compressed to − 0.20 and − 0.40 (Figures 5(i) and (j)) shows a reduction in texture strength relative to that prior to annealing. Figure 13(a) shows the evolution of the (110), (200), and (222) pole densities of each of the samples obtained at temperature from Rietveld refinement of the diffraction patterns which also accounts for the increasing Debye–Waller factor. Recall, during the in situ experiments, the straining (TT) direction of the samples was vertical and, thus, the diffraction vector was transverse to the straining direction; that is on the rim of the pole figures. Figures 13(b) through (d) show the corresponding inverse pole figures from each of the samples at 300 K, 1200 K, and at the maximum temperature achieved, approaching 1500 K. The texture of the sample strained to − 0.08 does not change to the maximum temperature achieved during the annealing experiment. The sample strained to − 0.20 evolves towards random starting at 1400 K and was still changing when the maximum temperature of 1485 K was reached. The texture of the sample strained to − 0.40 begins to randomize at 1260 K and appears to stabilize above 1400 K, remaining constant to the maximum temperature achieved of 1465 K. The single peak that would be expected to increase significantly in intensity in Figure 10, the (222), was not able to be analyzed because the initial texture of the TT sample is such that there was nearly zero intensity in this peak.

(a) Evolution of the (111), (200) and (222) pole densities transverse to the straining direction as a function of temperature following TT deformation to plastic strains of − 0.08 (filled circles), − 0.20 (crosses), and − 0.40 (diamonds). (b) through (d) Inverse pole figures transverse to the straining direction representing the textures of the samples pre-strained to − 0.08, − 0.20, and − 0.40 at 300 K, 1200 K, and roughly 1470 K
This texture evolution is almost certainly the signature of recrystallization of the deformed grains. The initiation of recrystallization is a function of the amount of plastic deformation, or more accurately, the stored work in the microstructure. The sample strained to − 0.40 begins to recrystallize at 1260 K and appears to be complete by 1400 K. This is consistent with the final microstructure of this sample shown in Figure 4(c). The sample strained to − 0.20 begins recrystallization at 1400 K, but is only partially completed at the maximum temperature achieved. The sample strained to − 0.08 does not recrystallize within the temperatures reached in this experiment, but presumably would if the experiment continued to higher temperature. Stűwe et al.[67] reported a critical dislocation density of \(3\times {10}^{14}/{\text{m}}^{2}\), below which recrystallization is not expected, consistent with this result. Reference 66 reported that samples run through a single ECAE pass (εp = 1.15) recrystallized between 1150 K and 1350 K, while those through 2 and 4 passes (εp = 2.3 and 4.6) recrystallized between 1000 K and 1250 K.
While it is not particularly germane to this manuscript and will not be discussed in detail, it is worth noting that the temperature dependent Debye–Waller, B, determined through the Rietveld refinement of the diffraction data collected during heating agrees well with the calculations of Peng et al.[72] to 1000 K and is well described by a quadratic equation over the temperature range from 300 K to 1470 K,
5 Conclusions
In situ neutron diffraction measurements were completed during compression (simulating rolling, swaging, etc.) and subsequent heating of elemental Ta. Quantitative microstructural features including the internal stress at three length scales (macroscopic, grain scale and dislocation scale), the dislocation density, and the crystallographic texture were determined while at applied stress and/or temperature. During plastic deformation, both the anisotropy strain, εA, associated with grain scale processes and εrms, associated with processes at the scale of the dislocation core, increase roughly proportional to the square root of the plastic strain. Throughout the deformation range associated with these experiments, to − 0.40, the dislocation density increases linearly with plastic strain, though one would expect dynamic recovery to increase at large effective strains greater than 1 such that dislocation production and annihilation equal and the process reaches steady state.[66]
With heating at a rate of 2.5 K/min, static recovery of the dislocations occurs over a large temperature range, beginning at 700 K (~ 0.21Tm) with the dislocation density decreasing to half of its initial value by 1250 K (~ 0.38Tm). Dislocation recovery does not depend on the initial dislocation density, that is the stored energy, prior to heating. Intergranular stresses associated with anisotropic plasticity in differently oriented grain sets decrease over the same range. At higher temperatures, recrystallization is observed through a sudden randomization of texture in samples strained to − 0.20 and beyond. In contrast to recovery, the recrystallization temperature does depend on the energy stored in the microstructure in the form of dislocations.
The sum total of the results presented here-in provide an opportunity to develop a microstructure aware model linking processing steps to intermediate and final microstructure and, eventually, final properties. Efforts are currently underway to develop an Elastic–ViscoPlastic Self Consistent (EVPSC) model for this purpose. The model will utilize a state-of-the-art dislocation density (DD) based hardening law[73,74] to predict the flow strength based on known texture and dislocation density. Newly introduced will be a static recovery law derived from discrete dislocation dynamics (DDD) study of dislocation annihilation[75] and an empirical law to control recrystallization.[76]
References
W. Köck and P. Paschen: JOM, 1989, vol. 41, pp. 33–39.
J. Virkki, T. Seppälä, L. Frisk, and P. Heino: Microelectron. Reliab., 2010, vol. 50, pp. 217–19.
H. Matsuno, A. Yokoyama, F. Watari, M. Uo, and T. Kawasaki: Biomaterials, 2001, vol. 22, pp. 1253–62.
X. Wang, B. Ning, and X. Pei: Colloids Surf. B, 2021, vol. 208, p. 112055.
J. Chen, P. Jung, M. Rodig, H. Ullmaier, and G.S. Bauer: J. Nucl. Mater., 2005, vol. 343, pp. 227–35.
J. Chen, G.S. Bauer, T. Broome, F. Carsughi, Y. Dai, S.A. Maloy, M. Roedig, W.F. Sommer, and H. Ullmaier: J. Nucl. Mater., 2003, vol. 318, pp. 56–69.
J. Chen, H. Ullmaier, T. Flossdorf, W. Kuhnlein, R. Duwe, F. Carsughi, and T. Broome: J. Nucl. Mater., 2001, vol. 298, pp. 248–54.
C. Torregrosa, N. Solieri, E. Fornasiere, J. Busom Descarrega, M. Calviani, J. Canhoto Espadanal, A. Perillo-Marcone, and P. Spätig: Eur. J. Mech. A, 2021, vol. 85, p. 104149.
F. Brossa, G. Piatti, and M. Bardy: J. Nucl. Mater., 1981, vol. 103, pp. 261–65.
W.E.C. Allt and J.W. Hunt: Radiology, 1963, vol. 80, pp. 581–87.
B.H. Sencer, J.R. Kennedy, J.I. Cole, S.A. Maloy, and F.A. Garner: J. Nucl. Mater., 2011, vol. 414, pp. 237–42.
S.A. Maloy, M.B. Toloczko, K.J. McClellan, T. Romero, Y. Kohno, F.A. Garner, R.J. Kurtz, and A. Kimura: J. Nucl. Mater., 2006, vol. 356, pp. 62–69.
P.J. Maziasz: J. Nucl. Mater., 1989, vol. 169, pp. 95–115.
C. Tomchik, J. Almer, O. Anderoglu, L. Balogh, D.W. Brown, B. Clausen, S.A. Maloy, T.A. Sisneros, and J.F. Stubbins: J. Nucl. Mater., 2016, vol. 475, pp. 46–56.
B. Clausen, D.W. Brown, M.A.M. Bourke, T.A. Saleh, and S.A. Maloy: J. Nucl. Mater., 2012, vol. 425, pp. 228–32.
T.S. Byun and S.A. Maloy: J. Nucl. Mater., 2008, vol. 377, pp. 72–79.
L. Balogh, F. Long, and M.R. Daymond: J. Appl. Crystallogr., 2016, vol. 49, pp. 2184–2200.
R.A. Vandermeer and W.B. Snyder: Metall. Trans. A, 1979, vol. 10, pp. 1031–44.
S.R. Chen and G.T.I. Gray: Metall. Mater. Trans. A, 1996, vol. 27A, pp. 2994–3006.
P.S. Follansbee and U.F. Kocks: Acta Metall., 1988, vol. 36, pp. 81–93.
T.E. Buchheit, E.K. Cerreta, L. Diebler, S.-R. Chen, and J.R. Michael: Report No. SAND2014-17645, Sandia National Laboratory, Livermore, 2014.
M.B. Prime, A. Arsenlis, R.A. Austin, N.R. Barton, C.C. Battaile, J.L. Brown, L. Burakovsky, W.T. Buttler, S.-R. Chen, D.M. Dattelbaum, S.J. Fensin, D.G. Flicker, G.T. Gray, C. Greeff, D.R. Jones, J.M.D. Lane, H. Lim, D.J. Luscher, T.R. Mattsson, J.M. McNaney, H.-S. Park, P.D. Powell, S.T. Prisbrey, B.A. Remington, R.E. Rudd, S.K. Sjue, and D.C. Swift: Acta Mater., 2022, https://doi.org/10.1016/j.actamat.2022.117875.
S.Y. Lee, H. Cho, C.A. Bronkhorst, R. Pokharel, D.W. Brown, B. Clausen, S.C. Vogel, V. Anghel, G.T. Gray, and J.R. Mayeur: Int. J. Plast., 2023, vol. 163, p. 103529.
W. Li, C. Liang, and X. Zhang: Model. Simul. Mater. Sci. Eng. 2022, vol. 30.
B. Clausen: PhD, Technical University of Denmark, 1997.
M.A. Gharghouri, G.C. Weatherly, J.D. Embury, and J.H. Root: Philos. Mag. A, 1999, vol. 79, pp. 1671–95.
M.R. Daymond, C.N. Tome, and M.A.M. Bourke: Acta Mater., 2000, vol. 48, pp. 553–64.
L. Balogh, D. Brown, P. Mosbrucker, F. Long, and M. Daymond: Acta Mater., 2012, vol. 60, pp. 5567–77.
I. Lonardelli, N. Gey, H.R. Wenk, M. Humbert, S.C. Vogel, and L. Lutterotti: Acta Mater., 2007, vol. 55, pp. 5718–27.
H.M. Reiche, S.C. Vogel, P. Mosbrucker, E.J. Larson, and M.R. Daymond: Rev. Sci. Instrum., 2012, vol. 83, p. 053901.
F.J. Humphreys and M. Hatherly: Recrystallization and Related Annealing Phenomena, Elsevier Science, Amsterdam, 2004.
D.W. Brown, T.A. Sisneros, B. Clausen, S. Abeln, M.A.M. Bourke, B.G. Smith, M.L. Steinzig, C.N. Tome, and S.C. Vogel: Acta Mater., 2009, vol. 57, pp. 972–79.
G.C. Kaschner, C.N. Tome, R.J. McCabe, A. Misra, S.C. Vogel, and D.W. Brown: Mater. Sci. Eng. A, 2007, vol. 463, pp. 122–27.
C. Donadille, R. Valle, P. Dervin, and R. Penelle: Acta Metall., 1989, vol. 37, pp. 1547–71.
U.F. Kocks, C.N. Tome, and H.R. Wenk: Texture and Anisotropy, Cambridge University Press, Cambridge, 1998.
R.A. Lebensohn and C.N. Tome: Acta Metall. Mater., 1993, vol. 41, pp. 2611–24.
P.A. Turner and C.N. Tome: J. Mech. Phys. Solids, 1993, vol. 41, pp. 1191–1211.
Y. Jeong and C.N. Tome: Int. J. Plast., 2020, vol. 135, pp. 1–17.
D.W. Brown, I.J. Beyerlein, T.A. Sisneros, B. Clausen, and C.N. Tomé: Int. J. Plast., 2012, vol. 29, pp. 120–35.
D.R. Jones, S.J. Fensin, D.T. Martinez, C.P. Trujillo, and G.T. Gray III.: J. Appl. Phys., 2018, vol. 124, p. 085901.
D.W. Brown, A. Jain, S.R. Agnew, and B. Clausen: In: T. Chandra, K. Tsuzaki, M. Militzer, C. Ravindran (eds) Thermec 2006, Pts 1–5, 2007, p. 3407.
M.A.M. Bourke, D.C. Dunand, and E. Ustundag: Appl. Phys. A, 2002, vol. A74, pp. S1707-09.
H.R. Wenk, L. Lutterotti, and S. Vogel: Nucl. Instrum. Methods Phys. Res. A, 2003, vol. 515, pp. 575–88.
D.W. Brown, D.P. Adams, L. Balogh, J.S. Carpenter, B. Clausen, G. King, B. Reedlunn, T.A. Palmer, M.C. Maguire, and S.C. Vogel: Metall. Mater. Trans. A, 2017, vol. 48A, pp. 6055–69.
D.W. Brown, M.A.M. Bourke, B. Clausen, D.R. Korzekwa, R.C. Korzekwa, R.J. McCabe, T.A. Sisneros, and D.F. Teter: Mater. Sci. Eng. A, 2009, vol. 512, pp. 67–75.
Y.S. Touloukian, R.K. Kirby, R.E. Taylor, and P.D. Desai: Thermal Expansion: Metallic Elements and Alloys, Plenum Publishing Company, New York, 1975.
D.W. Brown, D.P. Adams, L. Balogh, J.S. Carpenter, B. Clausen, V. Livescu, R.M. Martinez, B.M. Morrow, T.A. Palmer, R. Pokharel, M. Strantza, and S.C. Vogel: Metall. Mater. Trans. A 2019, vol. 50A, pp. 3399–3413.
R.B. Vondreele, J.D. Jorgensen, and C.G. Windsor: J. Appl. Crystallogr., 1982, vol. 15, pp. 581–89.
M.R. Daymond, M.A.M. Bourke, R.B. Von Dreele, B. Clausen, and T. Lorentzen: J. Appl. Phys., 1997, vol. 82, pp. 1554–62.
E. Macherauch: International Guidebook on Residual Stresses, Pergamon Press, New York, 1987, pp. 1–36.
M.R. Daymond: J. Appl. Phys., 2004, vol. 96, pp. 4263–72.
T.M. Holden, A.P. Clarke, and R.A. Holt: Metall. Mater. Trans. A, 1997, vol. 28A, pp. 2565–76.
D.W. Brown, M.A.M. Bourke, B. Clausen, T.M. Holden, C.N. Tome, and R. Varma: Metall. Mater. Trans. A, 2003, vol. 34A, pp. 1439–49.
G. Ribarik, J. Gubicza, and T. Ungar: Mater. Sci. Eng. A, 2004, vol. 387, pp. 343–47.
T. Ungar, J. Gubicza, G. Ribarik, and A. Borbely: J. Appl. Crystallogr., 2001, vol. 34, pp. 298–310.
M. Wilkens: Phys. Status Solidi A, 1970, vol. 2, pp. 359–70.
A. Revesz, T. Ungar, A. Borbely, and J. Lendvai: Nanostruct. Mater., 1996, vol. 7, pp. 779–88.
K. Edalati and Z. Horita: Acta Mater., 2011, vol. 59, pp. 6831–36.
M. Wilkens: Phys. Status Solidi A, 1987, vol. 104, pp. K1-K6.
Matweb Material Property Data, 2016. http://www.matweb.com. Accessed 11/08/2016.
F.H. Featherston and J.R. Neighbours: Phys. Rev., 1963, vol. 130, p. 1324.
B. Clausen and T. Lorentzen: Metall. Mater. Trans. A, 1997, vol. 28A, pp. 2537–41.
M.R. Daymond, M.A.M. Bourke, and C. Tome: In: International Conference on Residual Stresses V, Linkoping, Sweden, 1997.
B. Clausen, T. Lorentzen, and T. Leffers: Acta Mater., 1998, vol. 46, pp. 3087–98.
P. Ludwik: Elemente Der Technologischen Mechanik, Springer, Berlin, 1909.
S.N. Mathaudhu and K.T. Hartwig: Mater. Sci. Eng. A, 2006, vol. 426, pp. 128–42.
H.P. Stuwe, A.F. Padilha, and F. Siciliano: Mater. Sci. Eng. A, 2002, vol. 333, pp. 361–67.
G.I. Taylor: J. Inst. Met., 1938, vol. 62, pp. 307–24.
R.E. Stoller and S.J. Zinkle: J. Nucl. Mater., 2000, vol. 283, pp. 349–52.
A. Cottrell: Philos. Mag. Lett., 2009, vol. 89, pp. 19–22.
S.S. Hecker and M.F. Stevens: Los Alamos Sci., 2000, vol. 26, pp. 336–55.
L.M. Peng, G. Ren, S.L. Dudarev, and M.J. Whelan: Acta Crystallogr. A, 1996, vol. 52, pp. 456–70.
I.J. Beyerlein and C.N. Tome: Int. J. Plast., 2008, vol. 24, pp. 867–95.
Y. Jeong, B. Jeon, and C.N. Tome: Int. J. Plast., 2021, vol. 147, pp. 1–27.
A.A. Kohnert and L. Capolungo: NPJ Comput. Mater., 2022, vol. 8, pp. 1–10.
M. Zecevic, R.A. Lebensohn, R.J. McCabe, and M. Knezevic: Acta Mater., 2019, vol. 164, pp. 530–46.
Acknowledgments
This work was supported by the U.S. Department of Energy through the Los Alamos National Laboratory. Los Alamos National Laboratory is operated by Triad National Security, LLC, for the National Nuclear Security Administration of U.S. Department of Energy (Contract No. 89233218CNA000001). The authors wish to thank Mr. Mike Torrez (LANL) for the ex situ deformation of the Ta samples and Mr. Kieran Moss for help preparing the manuscript.
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Brown, D.W., Anghel, V., Clausen, B. et al. Microstructural Evolution of Tantalum During Deformation and Subsequent Annealing. Metall Mater Trans A 55, 3077–3091 (2024). https://doi.org/10.1007/s11661-024-07459-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-024-07459-9