
Abstract
The influence of alloying additions on the microstructure, mechanical, and magnetic properties of bulk Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 (at. pct) alloys was investigated. Nanocrystalline samples in the form of 3 mm rods were prepared directly by suction casting without additional heat treatment. Mössbauer spectroscopy, transmission electron microscopy and scanning electron microscopy studies confirmed that the investigated alloys consist α-Fe and Fe2B nanograins embedded in an amorphous matrix. The addition of alloying elements, such as Ti, Mo and Mn to Fe79B20Cu1 alloy increases the amount of amorphous phase and decreases the presence of Fe2B phase in all examined alloys. The mechanical properties of the samples, such as hardness, elastic modulus, and elastic energy ratio, were analysed by an instrumented indentation technique performed on a 12 × 12 nanoindentation grid. These tests allowed to characterise the mechanical properties of the regions observed in the same material. For the Fe79B20Cu1 alloy, the hardness of 1508 and 1999 HV, as well as Young’s modulus of 287 and 308 GPa, were estimated for the amorphous- and nanocrystalline-rich phase, respectively. The addition of Ti, Mo, and Mn atoms leads to a decrease in both hardness and elastic modulus for all regions in the investigated samples. Investigations of thermomagnetic characteristics show the soft magnetic properties of the studied materials. More detailed studies of magnetisation versus magnetic field curves for the Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) alloy, recorded in a wide range of temperatures, followed by the law of approach to magnetic saturation revealed the relationship between microstructure and magneto-mechanical properties.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Rapid solidification techniques, such as melt spinning and suction casting, are based on high cooling rates. The critical cooling rate depends on the chemical composition of the alloy, and for Fe-based alloys, a cooling rate of about 106 K/s is required to produce amorphous ribbons 20-25 µm thick.[1,2,3,4,5,6] Nowadays, many novel amorphous alloys such as Zr-, Pd-, Pt-based materials are produced with critical cooling rates below 100 K/s. The thickness of the manufactured materials exceed 1 mm,[7,8] and the optimised manufacturing process leads to the obtaining of amorphous materials in the form of sheets,[9] wires,[10] and rods.[11] Fe-based amorphous alloys manufactured by rapid cooling techniques have received great attention because of their unique combination of mechanical and magnetic properties. Depending on their chemical composition, they are characterised by excellent mechanical properties such as elevated ultimate tensile[11,12] and compression strength,[13,14] enhanced hardness,[15] and good soft magnetic properties.[15,16,17,18] In comparison with their coarse-grained crystalline counterparts. Nanocrystalline Fe/Co-based ferromagnetic composites are predominantly produced by isothermal annealing of the amorphous precursor at a temperature slightly above the primary crystallisation temperature. The nanocrystalline materials manufactured by this technique are usually produced in the form of ribbons and have a structure consisting of nanosized grains immersed in an amorphous matrix.[19,20,21] They exhibit even higher soft magnetic properties, that is, high permeability, high saturation flux density, and low coercivity compared to amorphous alloys.[22,23,24] The excellent soft magnetic properties arise from the great reduction in the mean magnetocrystalline anisotropy. The predominant achievement of a crystalline structure in amorphous alloys leads to a decrease in their mechanical parameters.[25,26,27] However, optimal manufacturing parameters allow for the production of bulk metallic glasses matrix composites (BMGMCs) that combine amorphous and nanocrystalline structures.[28,29,30] Depending on the manufacturing parameters, these microstructures precipitate in the form of dendrites[31,32,33,34,35,36] or nanoeutectics.[37,38,39,40,41] During this one-step process, the nanocrystalline phase precipitates directly from the liquid state (in situ process), whereas the remaining matrix solidifies in an amorphous phase.[28,36,42] Thus, it is possible to produce the amorphous-nanocrystalline composite directly in the casting process without any subsequent problematic heat treatment. This manufacturing approach was reported for Zr-based,[34,43,44] Ti-based,[45,46,47] Mg-based,[48,49,50] and finally Fe-based[35,36,38,40] alloys. The BMGMCs are characterized by superior mechanical properties in comparison with their amorphous counterparts, i.e., enhanced hardness,[30,51] plastic deformation,[35,37,52] compressive strength[51,52,53] and fracture toughness.[35,54,55] It was reported in several articles that the mechanical and magnetic properties of the manufactured materials are closely related to their microstructure.[30,56,57,58,59,60,61] Bulk amorphous and nanocrystalline alloys, due to their unique mechanical and/or magnetic properties, are of considerable interest in modern sections of industries, e.g., arms industry,[62] electrotechnical industry, biomedicine and nanotechnology.[63] In recent years, great emphasis has been placed on energy-efficient applications and the reduction of energy losses. Therefore, amorphous/nanocrystalline Fe-based alloys are considered in various applications such as magnetic cores and magnetic screens.[64,65,66]
The aim of this paper was to manufacture novel, low-cost[9,67] nanocrystalline Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) bulk alloys directly in the casting process without performing additional heat treatment. Comprehensive studies of the relationship of microstructure to mechanical and magnetic properties were performed in a wide range of mechanical loads, temperature, and magnetic fields.
2 Experimental Procedures
Alloy ingots with a nominal composition of Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1, and Fe79B16Mn4Cu1 (at. pct) were prepared from a FeB-base alloy and pure elements by an arc melting technique in a high-purity argon atmosphere. All ingots were remelted five times to obtain a homogeneous structure. The compositions of the alloys were chosen based on the composition rules for obtaining amorphous structures[68,69]: (a) the alloys must consist of more than three elements, (b) the difference in the atomic size ratios of the elements must be greater than 12 pct, and (c) the main constituent elements must have negative heats of mixing between themselves. Furthermore, the composition principles of commercial nanocrystalline NANOPERM-type alloys with the addition of 1 at. pct copper were also followed.[20,70] The alloying elements used in this paper, such as Mn,[71] Ti,[72] and Mo,[73] are also known for stabilising the amorphous phase in ultra-fast cooled Fe-based alloys. Cylindrical rods with a diameter of 3 mm were fabricated by suctioning the molten alloy into a copper mold. A schematic diagram of the arc melter with suction casting option used to manufacture the samples, together with the example of the produced material, is presented in Figure 1. The following manufacturing parameters were used to produce samples in the form of rods: current—350 A, suction pressure—950 hPa. Based on data from the References 74 and 75, the estimated cooling rate was about 450 K/s. All samples for microstructural observations were prepared by cutting 3 mm in diameter rods with the help of Electrical Discharge Machining, following two-sided mechanical polishing.

Schematic diagram of the arc melting and suction casting apparatus and an example of the cast rod (dashed insert)
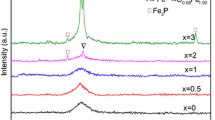
The structure of all manufactured samples was examined by a PANalytical X'Pert Pro X-ray diffractometer using Cu Kα radiation. The XRD patterns of the studied samples can be found in Reference 76.
Surface observations of the Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1, and Fe79B16Mn4Cu1 alloys were carried out on a Carl Zeiss Evo LS15 variable pressure scanning electron microscope (SEM), equipped with a LaB6 gun source and a range of detectors for electron imaging. All observations were carried out with a backscattered electron (BSE) detector at an accelerating voltage of 15 kV and a working distance of 10 mm. Moreover, the chemical composition of the produced alloys was also analysed by an energy dispersive spectroscopy detector (EDS).
Images in bright and dark fields and diffraction patterns from various regions were obtained by a JEOL JEM-3010 transmission electron microscope (TEM) to verify the presence of nanocrystalline and amorphous phases in the examined materials. All investigations were performed for samples prepared in the form of thin foil by mechanical and electrolytic polishing.
The Mössbauer spectra were measured at room temperature in transmission geometry using a conventional Mössbauer spectrometer working at a constant acceleration with the 57Co(Rh) radioactive source of the 1.8 GBq in activity. The calibration of the spectrometer was performed for 0.02 mm thick α-Fe foil. The samples for measurements were prepared in the form of thin plates of about 0.02 mm. The spectra were fitted using the Normos package[77] with a thin absorbent approximation. Moreover, the Lorentzian shape of the emission and absorption lines as well as the probability of recoil-free emission and absorption of γ-rays from nuclear transitions were assumed to be the same for all Fe atoms in the sample.
The mechanical properties of the produced Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) alloys were evaluated using the Nanoindentation Tester (NHT2, CSM Instruments) equipped with Berkovich indenter. The 144 nanoindentation tests were carried out with a maximum load of 50 mN for each specimen. The load/unload rate was 100 mN/min, and the dwell time at maximum load was 10 seconds. In these studies, a constant value of Poisson's ratio equal to 0.3 was assumed for all investigated alloys. The instrumental Vickers hardness, Young’s elastic modulus, and deformation energy were determined according to the Oliver–Pharr procedure.[78] Statistical analysis of the obtained results was performed to separate the mechanical properties of each phase in the manufactured alloys.
The thermomagnetic characteristics of the produced materials were examined by a Vibrating Sample Magnetometer (VSM) (PPMS, Quantum Design) in a wide range of temperature and external magnetic fields. Isothermal DC hysteresis loops were recorded in the temperature range from 50 to 400 K with the step of 50 K for a maximum external magnetic field up to 1200 kA/m. The effective magnetocrystalline anisotropy constant (Keff) was calculated from the initial magnetisation curves based on the law of approach to saturation magnetisation.
3 Results and Discussion
3.1 Investigations of Microstructure
It is well known that microstructure affects the physical properties of the investigated materials. Therefore, in this work, the authors present the results of microstructure studies carried out using various research techniques. Mössbauer spectra and the corresponding magnetic hyperfine field distributions for the as-cast Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys, obtained by employing the Hesse-Rübartsch method,[79] are presented in Figure 2. The open circles in Mössbauer spectra represent experimental data, while the solid lines represent theoretically matched lines [Figures 2(a) to (d)]. All experimental spectra were decomposed into elementary sextets with different line intensities and half width. One sextet was assigned to α-Fe (red color), two sextets to ordered and one sextet to non-ordered or highly defected Fe2B phase (green color),[80] and the sum of 36 sextets to amorphous phase (blue color). For the Fe79B20Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys, the addition of a broadened single line (purple color) assigned to the part of the amorphous phase with Fe atoms with vanishing hyperfine interactions was necessary to receive good agreement with the experimental data. It suggests that part of the interaction between Fe atoms in these materials occurs through a paramagnetic matrix. Moreover, all of these alloys include only one component, which is assigned to the non-ordered or highly defected Fe2B phase. The Ti-containing alloy exhibits completely different behavior, and this material did not show the presence of paramagnetic subspectra. On the other hand, two components were found assigned to the ordered Fe2B phase (green lines) with different Fe/B atoms were found [Figures 2(b), (f)].

Mössbauer spectra (a) to (d) and corresponding hyperfine field distributions (e) to (h) of the as-cast Fe79B20Cu1 (a, e), Fe79B16Ti4Cu1 (b, f), Fe79B16Mo4Cu1 (c, g) and Fe79B16Mn4Cu1 (d, h) alloys. Blue/purple color corresponds to the amorphous phase, red to α-Fe phase, and green to Fe2B phase (Color figure online)
The results obtained from the numerical analysis of the recorded Mössbauer spectra are summarised in Table I and Figure 3. The hyperfine field distributions [Figures 2(e) to (h)] obtained from the numerical analysis of the Mössbauer spectra [Figures 2(a) to (d)] show the complex arrangements of Fe atoms in the investigated materials. It is well seen that all of the manufactured materials in the as-cast state were partially crystallised. The red component, related to α-Fe phase, is on P(Bhf) [Figures 2(e) to (h)] allocated close to 33 T. The different values of Bhf (Table I) are related to the small precipitation of alloying atoms (probably B atoms) in this phase. Assuming identical partial atomic volumes for alloying elements, one can estimate volume fractions of crystalline phases (Table I), and the rest is the volume fraction of the amorphous matrix. The volume fraction of the amorphous phase for the Fe79B20Cu1 alloy is equal to 40 pct, whereas the addition of alloying elements leads to an increase in the amorphous matrix to 60, 77 and 65 pct for the Ti-, Mo- and Mn containing samples, respectively (Figure 3). The corresponding multicomponents distribution in P(B) (marked by blue/purple color) for the amorphous phase in the Fe79B20Cu1 alloy [Figure 1(e)] suggests a non-uniform arrangement of Fe atoms in the amorphous matrix. The same behavior was also observed for the other investigated samples [Figures 1(f) to (h)]. It confirms that during rapid cooling of alloys from liquid to solid state, Fe atoms are frozen, and high internal stresses are generated.[81,82,83] Stress relief annealing below the crystallisation temperature leads to a reduction of free volumes in the materials and improvement of physical properties. It is worth emphasising that the alloying elements lead to a decrease in the volume fraction of the Fe2B phase in the as-cast Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) alloys.

Fraction of the amorphous α-Fe and Fe2B phase in Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys
The microstructure of the nanocrystalline Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) bulk alloys was also analysed in nano- and micro-scale using TEM and SEM, respectively. An example of a TEM image for the Fe79B20Cu1 alloy is presented in Figure 4. It is seen that three different regions are present in the investigated sample. The same microstructures consisting of nanocrystalline grains embedded in the amorphous matrix were also observed for other produced materials. The amorphous phase [Figure 4(b)] is located mainly near the edges of the sample. The corresponding diffraction pattern with characteristic blurred rings is shown in Figure 4(b) as an inset. The TEM observations also show the presence of a nanocrystalline structure. A more detailed analysis of the diffraction pattern, attached to Figure 4(c), confirms that the visible nanocrystalline grains with a size of approximately 20 nm correspond to α-Fe grains.[76] The existence of Fe2B crystallites precipitated in the production process is depicted in Figure 4(d). The results obtained from the TEM analysis are in accordance with the Mössbauer data presented in Table II.

Example of TEM images of the Fe79B20Cu1 alloy: (a) different characteristic regions of the nanocrystalline sample, (b) amorphous phase with characteristic halo recorded in the diffraction pattern, (c) α-Fe nanocrystalline grains embedded in the amorphous matrix and corresponding diffraction pattern of body-centred cubic Fe, (d) Fe2B nanograins
Figure 5 shows backscattered SEM images recorded in a micro scale for the Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys. The various concentrations of atoms in the investigated samples are visible as regions with different grayscale. During the rapid quenching process, some atoms agglomerate mainly in the centre of the rods, leading to the formation of different types of dendrites and eutectics structures. The size and form of the created structures (Figure 5) are strongly dependent on the chemical composition of the produced bulk materials. It involves the physical properties of the alloys, such as thermal conductivity, heat capacity, and viscosity. The energy-dispersive X-ray spectroscopy analysis confirmed that the dark regions mainly consist of Fe and B atoms in a ratio corresponding to the Fe2B phase, while the remaining bright regions varied in atomic composition.[76] What is significant, Cu atoms, which play a dominant role in the crystallisation process of FINEMET alloys, were found primarily in bright areas. It should be noted that the Fe79B20Cu1 alloy with a 60 pct amorphous + α-Fe phase (Table I, Figure 3) shows a higher amount of Fe2B than samples with alloying additions. The addition of Ti, Mo and Mn leads to microstructure refinement, which is well seen by the comparison of Fe79B20Cu1 alloy [Figure 5(a)] with Ti-, Mo- and Mn-containing samples [Figures 5(b) to (d)]. The images obtained from the SEM presented in Figure 5 are in good agreement with the Mössbauer data shown in Table I. The alloying additions affect the microstructure of Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) bulk alloys by improving the amorphicity and decreasing the amount of Fe2B phase.

SEM images obtained with the BSE detector from the central region of the cross-section of the as-cast Fe79B20Cu1 (a), Fe79B16Ti4Cu1 (b), Fe79B16Mo4Cu1 (c) and Fe79B16Mn4Cu1 (d) rods
3.2 Mechanical Properties
The mechanical properties of the produced materials were investigated using the instrumented nanoindentation technique. In a traditional hardness test, the measurement output is a single hardness value estimated based on the penetration depth and the maximum value of the applied static load. On the contrary, the instrumented indentation technique allows for a continuous recording of the displacement of the indenter (h) and the currently applied load (F) during the loading and unloading part of the measurement [Figure 6(a)]. As a result, the standard output of this measurement is a characteristic load-displacement curve, F(h), presented in Figure 6(b). The subsequent analysis of the recorded curve makes it possible to estimate both the plastic and elastic properties of the investigated material. The most popular and widely used method to extract mechanical parameters from the F(h) curve is the Oliver and Pharr procedure.[78] The approach proposed by Oliver and Pharr was also applied in this study.

Schematic representation of the instrumented nanoindentation test. (a) Load versus time during load-control indentation: A–B constant loading, B–C dwell time at maximum load, C–D constant unloading; (b) typical load-displacement curve during load-control indentation: A–B elastic-plastic loading, B–C dwell time at maximum load, C-D elastic unloading, S—constant stiffness; (c) indenter displacement during loading and unloading with marked characteristic displacements: hmax—maximum indenter displacement, hc—contact depth, and hf —final depth
The main physical assumption of the Oliver and Pharr approach is that deformation during the loading part is governed by both elastic and plastic processes. In contrast, the deformation during the unloading part is elastic in nature only. The significant quantities characterising the load-displacement curve presented in Figure 6 are the maximum load Fmax, the maximum displacement hmax, the final depth hf, and the elastic unloading stiffness (or contact stiffness) S = dF/dh estimated as the slope of the initial part of the unloading curve. It can be seen in Figure 6(c), that the indenter displacement (hmax) at the maximum load does not represent the actual contact deformation during loading due to the characteristic elastic sink-in. Considering this, the corrected contact depth (hc) along which the indenter is in complete contact with a sample is defined as:
where ε is a geometry dependent parameter and equals ε = 0.75 for the Berkovich indenter.
The estimated hc is used to compute the projected contact area A using the area function, which strictly depends on the shape of the indenter and must be carefully calibrated before measurement to compensate for any deviation from the nonideal geometry of the indenter. In the following study, the Berkovich tip geometry was fitted to the area function defined as:
The determined contact area A is subsequently used to calculate the instrumented hardness HIT from the following relation:
Regarding the elastic properties of the sample, the indentation response during unloading is characterised by a reduced elastic modulus Er determined from:
where β represents the dimensionless correction factor. The reduced elastic modulus contains information about the elastic properties of both the sample and the indenter and combines this relation through the following equation:
where Es and ns are the elastic modulus and Poisson’s ratio of the sample, respectively. Ei and ni are the elastic modulus and the Poisson’s ratio of the indenter tip, respectively. Assuming that Ei and ni for the diamond indenter are well defined, the above equation allows calculating Young’s elastic modulus for the investigated sample.
The plastic and elastic energies during indentation are estimated as an area below the corresponding loading and unloading branch of the F(h) curve, which is schematically depicted in Figure 6(b). The fraction of energy recovered during the unloading process (Welast/Wtotal), determined by dividing the elastic energy (Welast) by the total indentation energy (Welast + Wplast), is also used in this study to characterise the investigated materials.
The single nanoindentation test was carried out in load-control mode using a three-sided pyramid Berkovich tip with a maximum load of Fmax = 50 mN at constant loading and an unloading rate of 100 mN/min with 10 seconds dwell at maximum load. The measurements were conducted in a 12 × 12 indentations grid with 20 μm space between each indentation. The 20 μm distance between the indentations prevents the mutual influence of neighbouring indentations on their mechanical properties. The presented measurement procedure allows covering a surface of 220 μm × 220 μm with 144 indentations. Each indentation was analysed following the Oliver and Pharr protocol. The maps of hardness (HVIT), elastic modulus (EIT), and elastic energy ratio (Welast/Wtotal) were prepared in the same manner for all investigated materials.
SEM/EDS and Mössbauer spectroscopy analysis performed for all manufactured alloys show the complex microstructure of the samples. This fact was also observed in the images obtained with the use of a polarised optical microscope [Figures 7(a), 8(a), 9(a), and 10(a)]. Due to the different brightness regions visible in Figures 7(a), 8(a), 9(a), and 10(a), the two phases were denoted by the authors as phase A (bright regions) and phase B (dark regions). From SEM/EDS microstructure investigations, it was shown that bright regions were formed mainly by α-Fe nanograins embedded in an amorphous matrix, while dark regions were created by the segregation of Fe2B grains. It should be noted that the chemical composition of the amorphous matrix changed due to the diffusion of Fe atoms to the α-Fe and Fe2B phases in the production process. This fact is also responsible for the change in the mechanical properties of the investigated bright and dark regions observed in the tested alloys. Figures 7 through 10 show the distributions of the instrumental hardness (HVIT), Young’s modulus (EIT), elastic energy ratio (Welast/Wtotal), and the corresponding P(HVIT), P(EIT) and P(Welast/Wtotal) histograms for the Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys. It is well seen that for all investigated materials, the two-component histograms P(HVIT), P(EIT), and P(Welast/Wtotal) can be easily distinguished. The first component—marked as phase A (blue colour)—belongs to the bright phase, whereas the second, one—marked as phase B (green colour), belongs to the dark phase. Analysis of HVIT, EIT, and Welast/Wtotal shows that the dark region (phase B) is characterised by higher mechanical properties than the bright region (phase A). Moreover, the differences between the same parameters mentioned above for dark and bright regions as well as for the investigated samples were observed. For example, the instrumental hardness for the basic Fe79B20Cu1 alloy equals 1999 HV and 1508 HV for phase B and phase A, respectively, i.e., 29 pct difference in hardness. The same trend for basic material was also observed for EIT (308 GPa and 287 GPa for phase B and phase A, respectively) and Welast/Wtotal (44.8 and 37.7 pct for phase B and phase A, respectively). Similar behaviour in mechanical parameters was also observed for doped alloys (Table II). The results obtained for the Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) alloys presented in Table II are comparable to the results reported by other authors.[84,85,86]

Surface image (a) together with examples of the load-displacement curve (b) for the two phases observed in the as-cast Fe79B20Cu1 alloy. The presented maps and corresponding histograms show the distribution of the instrumental hardness HVIT (c) to (d), Young’s modulus EIT (e) to (f) and elastic energy ratio Welast/Wtot (g) to (h)

Surface image (a) together with examples of the load-displacement curve (b) for the two phases observed in the as-cast Fe79B16Ti4Cu1 alloy. The presented maps and corresponding histograms show the distribution of the instrumental hardness HVIT (c) to (d), Young’s modulus EIT (e) to (f) and elastic energy ratio Welast/Wtot (g) to (h)

Surface image (a) together with examples of the load-displacement curve (b) for the two phases observed in the as-cast Fe79B16Mo4Cu1 alloy. The presented maps and corresponding histograms show the distribution of the instrumental hardness HVIT (c) to (d), Young’s modulus EIT (e) to (f) and elastic energy ratio Welast/Wtot (g) to (h)

Surface image (a) together with examples of the load-displacement curve (b) for the two phases observed in the as-cast Fe79B16Mn4Cu1 alloy. The presented maps and corresponding histograms show the distribution of the instrumental hardness HVIT (c) to (d), Young’s modulus EIT (e) to (f) and elastic energy ratio Welast/Wtot (g) to (h)
The addition of Ti, Mo and Mn to Fe79B20Cu1 alloy leads to an increase of amorphous matrix and a decrease in the crystalline phase. Therefore, the doped materials show lower HVIT, EIT, and Welast/Wtotal for both bright and dark regions, respectively, compared to the Fe79B20Cu1 alloy. Combining the microstructure observation at different magnifications and distribution of mechanical properties, we can state that all investigated materials show mechanical anisotropy, which is related to the directional quenching of the material during the production process.
3.3 Magnetic Properties
The next step of materials characterisation was to investigate the magnetic properties of Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) alloys in relation to their microstructure. Figure 11 shows an example of DC magnetic hysteresis loops M(H) for the Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys recorded at 300 K and in an external magnetic field up to 1200 kA/m. This temperature was chosen for measurement because of the potential application of the tested materials in the electrical engineering industry. The recorded hysteresis loops indicate that all investigated materials belong to a group of soft magnetic materials. The DC coercivity measured for bulk samples in the form of needles was about 5 kA/m for all manufactured materials (Figure 11). The addition of Ti, Mo and Mn elements to the basic Fe79B20Cu1 alloy reveals a slight decrease in magnetic saturation for all doped alloys compared to the Fe79B20Cu1 sample. A slightly lower value of M was observed for the Mo-containing sample. This result is in good agreement with our previous investigations[87,88] performed for amorphous FeMoBCu-type alloys because the addition of Mo leads to a decrease in the Curie point. It is worth noting that the magnetic properties of the investigated materials are comparable because of the similar complex microstructure of these materials and the interaction of Fe atoms with each other.

DC magnetic hysteresis loops for the Fe79B20Cu1 (a), Fe79B16Ti4Cu1 (b), Fe79B16Mo4Cu1 (c) and Fe79B16Mn4Cu1 (d) alloys recorded at 300 K for maximum external magnetic field of 1200 kA/m
A similar series of hysteresis loops for all investigated samples was recorded in the temperature range of 50 to 400 K. These loops were used to determine the temperature dependence of the effective magnetic anisotropy using the law of approach to magnetic saturation, which can be expressed by the formula [89,90,91]:
where Ms is saturation magnetisation, A is the inhomogeneity parameter, B is the magnetic anisotropy parameter, H is an external magnetic field, and χ0 is the magnetic susceptibility in a high magnetic field. In the above equation, the term A/H is attributed to the existence of structural defects and non-magnetic inclusions, the term B/H2 is caused by the magnetocrystalline anisotropy, and the last χ0H term is connected with an increase in the spontaneous magnetisation at high magnetic fields. For manufactured materials, the term χ0H can be neglected as the measurements were performed at temperatures much below the Curie temperature. The term A/H was also not taken into consideration because it is valid only for lower magnetic fields.[90,92] Finally, the law of approach to saturation magnetisation for the investigated samples in the high magnetic fields close to magnetic saturation can be expressed by the following formula:
High field magnetisation as a function of H−2 for the as-cast Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 materials for indicated temperatures is presented in Figure 12 (left column). The linear dependence of high field magnetic magnetisation versus H−2 [Figure 12 (left column)] for all materials is evident. This behaviour shows that the magnetisation is well fitted by the Eq. [7] for magnetic field higher than 1000 kA/m for the Fe79B20Cu1 alloy, 775 kA/m for the Fe79B16Ti4Cu1 alloy, 970 kA/m for the Fe79B16Mo4Cu1 alloy and 990 kA/m for the Fe79B16Mn4Cu1 alloy (Figure 12, left and right column). Taking into account the values of the magnetic field listed above, the recorded points of M(H), in the temperature range 50 to 400 K with the step of 50 K, together with the corresponding fits for all investigated materials, are presented in Figure 12 (right column). The results presented in Figure 12 show a pronounced relationship between the microstructure of the investigated alloys and their soft magnetic properties. The sample of the Fe79B20Cu1 alloy with 60 pct of the crystalline α-Fe/Fe2B phases exhibits at room temperature the highest magnetic saturation of 175.6 A·m2/kg, whereas the Mo-containing sample with 23 pct nanocrystalline phase shows the lowest magnetic saturation of 161.3 A·m2/kg at the same condition. The magnetic saturation of the Fe79B16Ti4Cu1 and Fe79B16Mn4Cu1 alloys at 300 K is equal to 174.7 and 167.9 A·m2/kg, respectively. It is worth noticing that the estimated values of Ms calculated at various temperatures presented in this paper are shown in Figure 13(a) and are comparable to other data reported for nanocrystalline Fe-based alloys[12,93,94] and commercial soft magnetic FINEMET-[11,95] or HITPERM-type alloys.[96]

Magnetisation M as a function of H−2 (left column) and H (right column) at various temperatures for the as-cast Fe79B20Cu1 (a), Fe79B16Ti4Cu1 (b), Fe79B16Mo4Cu1 (c) and Fe79B16Mn4Cu1 (d) alloys

Saturation magnetisation Ms (a) and effective anisotropy constant Keff (b) versus temperature obtained from numerical analysis of the initial magnetisation curve for the as-cast Fe79B20Cu1 (a), Fe79B16Ti4Cu1 (b), Fe79B16Mo4Cu1 (c) and Fe79B16Mn4Cu1 (d) alloys
The law of approach to magnetic saturation also allows estimating the magnetic anisotropy parameter B, which is related to the microstructure of the investigated materials. For Fe-based nanocrystalline alloys, the coefficient B is expressed with the following equation[97,98]:
where Keff is the effective anisotropy constant, Ms is the saturation magnetisation, and B is the magnetocrystalline anisotropy parameter.
According to Eq. [8], the effective anisotropy constant Keff was calculated from:
Figure 13 shows the temperature dependence of saturation magnetisation and the corresponding anisotropy constant, calculated from Eq. [9], for the manufactured Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys. It is well seen that Ms(T) dependences [Figure 13(a)] are typical for ferromagnetic materials. Investigations of the effective anisotropy constant for the Fe79B20Cu1 and Fe79B16Ti4Cu1 alloys exhibit a significant decrease in Keff with increasing temperature. In the case of the Fe79B20Cu1 and Fe79B16Ti4Cu1 samples, the anisotropy constant decreased from 3.82·105 J/m3 at 50 K to 2.74·105 J/m3 at 400 K, and from 5.05·105 J/m3 at 50 K to 3.83·105 J/m3 at 400 K, respectively. Even though Ms for the materials mentioned above are close in the temperature range 50 – 400 K, the values of Keff for the Fe79B20Cu1 and Fe79B16Ti4Cu1 alloys differ by about 50 pct [Figure 13(b)] at the same temperature range. In contrast to the Fe79B20Cu1 and Fe79B16Ti4Cu1 alloys, the temperature dependence of magnetocrystalline anisotropy for the Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys is not as evident. The values of Keff for Mo- and Mn-containing samples estimated at room temperature are equal to 2.79·105 and 2.70·105 J/m3, respectively. It should be noted that at room temperature, the Fe79B16Mn4Cu1 alloy shows the lowest value of magnetocrystalline anisotropy and the lowest differences in mechanical properties between individual phases recognised in this material.
On the basis of the obtained results, the strong correlation between mechanical and magnetic properties is visible for all investigated materials. Figure 14 shows the relation between the effective magnetocrystalline anisotropy constant and the relative differences between the hardness ((HVITB − HVITA)/HVITB), and the elastic modulus [(EITB − EITA)/EITB] of the observed phases (phase A and phase B) in the Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) alloys. It is seen that with increasing Keff, a similar increasing tendency in terms of (HVITB − HVITA)/HVITB and (EITB − EITA)/EITB is observed. The Ti-containing sample, characterised by globular dendrites [Figure 5(b)] and lack of paramagnetic ordering [Figure 2(b, f)] shows the highest magnetic and mechanical anisotropy, whereas the Fe79B16Mn4Cu1 alloy with the most refined microstructure [Figure 5(d)] presents the lowest values of Keff, (HVITB − HVITA)/HVITB and (EITB − EITA)/EITB.

3D plot showing the relationship between magnetocrystalline anisotropy Keff and mechanical anisotropy measured as percentage differences between both hardness (HVITB − HVITA)/HVITB and elastic modulus (EITB−EITA)/EITB of the two phases (bright—phase A and dark—phase B) observed in the Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys
4 Conclusions
The novel, low cost, nanocrystalline bulk Fe79B20Cu1, Fe79B16Ti4Cu1, Fe79B16Mo4Cu1 and Fe79B16Mn4Cu1 alloys were manufactured directly in a rapid cooling process in the form of rods of 3 mm in diameter. Microstructure investigations carried out using TEM and Mössbauer Spectroscopy confirmed the presence of amorphous and nanocrystalline α-Fe and Fe2B phases in all manufactured materials. The addition of alloying elements increases the amorphous matrix and decreases the content of the nanocrystalline α-Fe + Fe2B phase. SEM/BSE observations on a microscale level showed that the manufactured alloys contain dark and bright regions differing in chemical composition. The size and dispersion of these regions change with alloying additions.
The mechanical properties such as hardness, Young’s modulus, and the elastic energy ratio for the regions visible in manufactured alloys were investigated. The nanoindentation tests performed on a 12×12 matrix allowed to estimate the mechanical parameters of each region in the analysed materials. It was shown that the amorphous rich regions (phase A) are characterised by lower values of hardness and elastic modulus than nanocrystalline-rich areas (phase B). The highest values of HVIT, EIT, and Welast/Wtotal for both phase A and phase B were calculated for the Fe79B20Cu1 alloy. The addition of Ti, Mo, and Mn leads to a decrease in the mechanical properties in the as-cast materials.
Thermomagnetic characteristics recorded in a wide range of temperature and magnetic fields were used to characterise the soft magnetic properties of the manufactured materials. It was shown that the alloying elements used in the production process do not change the magnetic properties significantly. The magnetisation estimated from the hysteresis loops recorded at room temperature for all samples is about 170 A·m2/kg. To determine the temperature dependence of the saturation magnetisation and the effective magnetic anisotropy, the law of approach to magnetic saturation was applied considering the high field magnetisation data. The highest values of the effective anisotropy constant Keff in the temperature range 50 - 400 K were estimated for the Fe79B16Ti4Cu1 alloy, which is also connected with the lack of paramagnetic ordering within the amorphous matrix indicated in the Mössbauer studies.
The investigations performed for the Fe79B20−xMxCu1 (where x = 0 or 4; M = Ti, Mo, Mn) alloys suggest a strong correlation between mechanical and magnetic properties for all investigated materials. The addition of the studied alloying elements to the Fe79B20Cu1 alloy results in significant microstructural changes, which influence the physical properties of Ti-, Mo- and Mn-containing samples.
References
W. Klement, R.H. Willens, and P. Duwez: Nature., 1960, vol. 187, pp. 869–70.
A. Inoue, T. Zhang, T. Itoi, and A. Takeuchi: Met. Trans. JIM., 1997, vol. 38, pp. 359–62.
M. Brouha and J. van der Borst: J. Appl. Phys., 1979, vol. 50, p. 7594.
Y. Geng, Y. Wang, J. Qiang, G. Zhang, C. Dong, and P. Häussler: J. Non-Cryst. Solids., 2016, vol. 432, pp. 453–8.
L.L. Pang, A. Inoue, E.N. Zanaeva, F. Wang, A.I. Bazlov, Y. Han, F.L. Kong, S.L. Zhu, and R.B. Shull: J. Alloy Compd., 2019, vol. 785, pp. 25–37.
X.B. Zhai, Y.G. Wang, L. Zhu, H. Zheng, Y.D. Dai, J.K. Chen, and F.M. Pan: J. Magn. Magn. Mater., 2019, vol. 480, pp. 47–52.
A. Inoue and A. Takeuchi: Acta Mater., 2011, vol. 59, pp. 2243–67.
M. Miller and P. Liaw: Bulk Metallic Glasses: An Overview, Springer, New York, 2007.
J. Cheney and K. Vecchio: Mater. Sci. Eng. A., 2008, vol. 492, pp. 230–5.
M. Hagiwara and A. Inoue: Rapidly Solidified Alloys, CRC Press, Boca Raton, 1993, pp. 153–70.
A. Inoue, B.L. Shen, and C.T. Chang: Intermetallics., 2006, vol. 14, pp. 936–44.
A. Inoue and X.M. Wang: Acta Mater., 2000, vol. 48, pp. 1383–95.
S. Guo and Y. Shen: Trans. Met. Soc. China., 2011, vol. 21, pp. 2433–7.
X.M. Huang, C.T. Chang, Z.Y. Chang, X.D. Wang, Q.P. Cao, B.L. Shen, A. Inoue, and J.Z. Jiang: J. Alloy Compd., 2008, vol. 460, pp. 708–13.
V. Ponnambalam, S.J. Poon, and G.J. Shiflet: J. Mater. Res., 2004, vol. 19, pp. 1320–3.
A. Inoue and B. Shen: Mater. Trans., 2002, vol. 43, pp. 766–9.
A. Grabias, D. Oleszak, J. Latuch, T. Kulik, and M. Kopcewicz: J. Magn. Magn. Mater., 2004, vol. 272–276, pp. E1141-43.
J. Zhang, C. Chang, A. Wang, and B. Shen: J. Non-Cryst. Solids., 2012, vol. 358, pp. 1443–6.
M.E. McHenry, F. Johnson, H. Okumura, T. Ohkubo, V.R.V. Ramanan, and D.E. Laughlin: Scr. Mater., 2003, vol. 48, pp. 881–7.
J. Torrens-Serra, I. Peral, J. Rodriguez-Viejo, and M.T. Clavaguera-Mora: J. Non-Cryst. Solids., 2012, vol. 358, pp. 107–13.
M. Sorescu, T. Xu, and S. Herchko: J. Magn. Magn. Mater., 2011, vol. 323, pp. 2859–65.
M.E. McHenry, M.A. Willard, and D.E. Laughlin: Prog. Mater Sci., 1999, vol. 44, pp. 291–433.
M. Miglierini, M. Kopcewicz, B. Idzikowski, Z.E. Horváth, A. Grabias, I. Škorvánek, P. Duźewski, and Cs.S. Daróczi: Journal of Applied Physics, 1999, vol. 85, pp. 1014–25.
J. Świerczek: J. Alloy. Compd., 2014, vol. 615, pp. 255–62.
S. Lesz, D. Szewieczek, and J. Tyrlik-Held: Arch. Mater. Sci. Eng., 2008, vol. 29(2), pp. 73–80.
D. Szewieczek, J. Tyrlik-Held, and S. Lesz: J. Achiev. Mater. Manuf. Eng., 2007, vol. 24(2), pp. 87–90.
I. Skorvánek, P. Svec, J.-M. Grenèche, J. Kovác, J. Marcin, and R. Gerling: J. Phys. Condens. Matter., 2002, vol. 14, pp. 4717–36.
J. Qiao, H. Jia, and P.K. Liaw: Mater. Sci. Eng. R. Rep., 2016, vol. 100, pp. 1–69.
A. Inoue: Mater. Sci. Eng. A., 2001, vol. 304–306, pp. 1–10.
P. Rezaei-Shahreza, A. Seifoddini, and S. Hasani: J. Alloy Compd., 2018, vol. 738, pp. 197–205.
C.C. Hays, C.P. Kim, and W.L. Johnson: Phys. Rev. Lett., 2000, vol. 84, pp. 2901–4.
X. Wu, W. Zhao, and L. Meng: Trans. Nonferrous Met. Soc. China., 2009, vol. 19, pp. 72–7.
F. Szuecs, C.P. Kim, and W.L. Johnson: Acta Mater., 2001, vol. 49, pp. 1507–13.
J. Eckert, J. Das, S. Pauly, and C. Duhamel: J. Mater. Res., 2007, vol. 22, pp. 285–301.
S.F. Guo, L. Liu, N. Li, and Y. Li: Scr. Mater., 2010, vol. 62, pp. 329–32.
S. Guo and C. Su: Mater. Sci. Eng. A., 2017, vol. 707, pp. 44–50.
J.M. Park, D.H. Kim, K.B. Kim, N. Mattern, and J. Eckert: J. Mater. Res., 2011, vol. 26, pp. 365–71.
C. Yang, J. Zhang, H. Huang, Q. Song, and F. Liu: Physica B., 2015, vol. 476, pp. 132–6.
R. Li, S. Pang, M. Stoica, J.M. Park, U. Kühn, T. Zhang, and J. Eckert: J. Alloy Compd., 2010, vol. 504, pp. S472-75.
H. Huang, C. Yang, Q. Song, K. Ye, and F. Liu: J. Appl. Phys., 2016, https://doi.org/10.1063/1.4959801.
J.M. Park, D.H. Kim, K.B. Kim, M.H. Lee, W.T. Kim, and J. Eckert: J. Mater. Res., 2008, vol. 23, pp. 2003–8.
H.Y. Jung, M. Stoica, S. Yi, D.H. Kim, and J. Eckert: Intermetallics., 2016, vol. 69, pp. 54–61.
F.F. Wu, K.C. Chan, S.S. Jiang, S.H. Chen, and G. Wang: Sci. Rep., 2014, vol. 4, pp. 1–6.
Y.H. Zhu, S.F. Ge, H. Li, A.M. Wang, H.F. Zhang, and Z.W. Zhu: J. Alloys Compds., 2021, https://doi.org/10.1016/j.jallcom.2020.158149.
Z.Y. Zhang, Y. Wu, J. Zhou, H. Wang, X.J. Liu, and Z.P. Lu: Scr. Mater., 2013, vol. 69, pp. 73–6.
C. Jeon, C.P. Kim, S.H. Joo, H.S. Kim, and S. Lee: Acta Mater., 2013, vol. 61, pp. 3012–26.
L. Zhang, R.L. Narayan, H.M. Fu, U. Ramamurty, W.R. Li, Y.D. Li, and H.F. Zhang: Acta Mater., 2019, vol. 168, pp. 24–36.
X.L. Zhang, G. Chen, and T. Bauer: Intermetallics., 2012, vol. 29, pp. 56–60.
J.L. Soubeyroux, S. Puech, P. Donnadieu, and J.J. Blandin: J. Alloy Compd., 2007, vol. 434–435, pp. 84–7.
J.I. Lee, W.H. Ryu, K.N. Yoon, and E.S. Park: J. Alloys Compds., 2021, vol. 879, p. 160417.
D. dan Liang, X. Shun Wei, C. Tao Chang, J. Wei Li, X. Min Wang, and J. Shen: J. Alloys Compds., 2018, vol. 731, pp. 1146–50.
M. Li, H. Guan, S. Yang, X. Ma, and Q. Li: Mater. Sci. Eng. A., 2021, https://doi.org/10.1016/j.msea.2020.140542.
B. Shen, H. Men, and A. Inoue: Appl. Phys. Lett., 2006, https://doi.org/10.1063/1.2348737.
Y.C. Liao, S.M. Song, T.H. Li, P.H. Tsai, C.Y. Chen, J.S.C. Jang, J.P. Chu, and C.M. Tseng: Mater. Chem. Phys., 2020, vol. 241, p. 122281.
D.C. Hofmann, J.Y. Suh, A. Wiest, G. Duan, M.L. Lind, M.D. Demetriou, and W.L. Johnson: Nature., 2008, vol. 451, pp. 1085–9.
G. Zhang, Q. Wang, C. Yuan, W. Yang, J. Zhou, L. Xue, F. Hu, B. Sun, and B. Shen: J. Alloy Compd., 2018, vol. 737, pp. 815–20.
K. Kosiba and S. Pauly: Sci. Rep., 2017, vol. 7, p. 2151.
X.F. Liu, Y. Chen, M.Q. Jiang, P.K. Liaw, and L.H. Dai: Mater. Sci. Eng. A., 2017, vol. 680, pp. 121–9.
S. González, I.A. Figueroa, H. Zhao, H.A. Davies, I. Todd, and P. Adeva: Intermetallics., 2009, vol. 17, pp. 968–71.
M. Hasiak, K. Sobczyk, J. Zbroszczyk, W. Ciurzynska, J. Olszewski, M. Nabialek, J. Kaleta, J. Swierczek, and A. Lukiewska: IEEE Trans. Magn., 2008, vol. 44, pp. 3879–82.
J. Zbroszczyk, J. Olszewski, W. Ciurzyńska, M. Nabiałek, P. Pawlik, M. Hasiak, A. Łukiewska, and K. Perduta: J. Magn. Magn. Mater., 2006, vol. 304, pp. 724–6.
G.R. Khanolkar, M.B. Rauls, J.P. Kelly, O.A. Graeve, A.M. Hodge, and V. Eliasson: Sci. Rep., 2016, vol. 6, pp. 1–9.
M. Chen: NPG Asia Mater., 2011, vol. 3, pp. 82–90.
Y. Naitoh, T. Bitoh, T. Hatanai, A. Makino, A. Inoue, and T. Masumoto: Nanostruct. Mater., 1997, vol. 8, pp. 987–95.
A. Makino, T. Hatanai, A. Inoue, and T. Masumoto: Mater. Sci. Eng. A., 1997, vol. 226–228, pp. 594–602.
A. Inoue, F.L. Kong, Q.K. Man, B.L. Shen, R.W. Li, and F. Al-Marzouki: J. Alloy Compd., 2015, vol. 615, pp. S2–8.
A. Makino, C. Chang, T. Kubota, and A. Inoue: J. Alloy Compd., 2009, vol. 483, pp. 616–9.
T.D. Shen and R.B. Schwarz: Appl. Phys. Lett., 1999, vol. 75, pp. 49–51.
A. Inoue: Acta Mater., 2000, vol. 48, pp. 279–306.
K. Suzuki, A. Makino, N. Kataoka, A. Inoue, and T. Masumoto: Mater. Trans. JIM., 1991, vol. 32, pp. 93–102.
D. Mishra, A. Perumal, P. Saravanan, D. Arvindha Babu, and A. Srinivasan: J. Magn. Magn. Mater., 2009, vol. 321, pp. 4097–102.
H. Chiriac and N. Lupu: J. Magn. Magn. Mater., 2000, vol. 215–216, pp. 394–6.
H.X. Li, K.B. Kim, and S. Yi: Scr. Mater., 2007, vol. 56, pp. 1035–8.
X.H. Lin and W.L. Johnson: J. Appl. Phys., 1995, vol. 78, pp. 6514–9.
L. Wang, J. Wang, and M. Sun: Chem. Phys. Lett., 2020, vol. 750, p. 137511.
M. Tkaczyk, M. Hasiak, J. Kaleta, and K.I. Dragnevski: Mater. Today Proc., 2020, vol. 33, pp. 1775–80.
R.A. Brand: Nucl. Instrum. Methods Phys. Res. Sect. B., 1987, vol. 28, pp. 398–416.
W.C. Oliver and G.M. Pharr: J. Mater. Res., 2004, vol. 19, pp. 3–20.
J. Hesse and A. Rubartsch: J. Phys. E., 1974, vol. 7, pp. 526–32.
E.C. Passamani, J.R.B. Tagarro, C. Larica, and A.A.R. Fernandes: J. Phys. Condens. Matter., 2002, vol. 14, pp. 1975–83.
K. Sobczyk, J. Świerczek, J. Gondro, J. Zbroszczyk, W.H. Ciurzyńska, J. Olszewski, P. Brągiel, A. Łukiewska, J. Rzącki, and M. NabiaŁek: J. Magn. Magn. Mater., 2012, vol. 324, pp. 540–9.
M. Hasiak, M. Miglierini, J. Kaleta, J. Zbroszczyk, and E. Zschech: J. Magn. Magn. Mater., 2008, vol. 320, pp. e783-86.
A.I. Taub: J. Appl. Phys., 1984, vol. 55, pp. 1775–7.
H.R. Lashgari, Z. Chen, X.Z. Liao, D. Chu, M. Ferry, and S. Li: Mater. Sci. Eng. A., 2015, vol. 626, pp. 480–99.
E. Dastanpour, M.H. Enayati, A. Masood, and V. Ström: J. Alloys Compds., 2021, vol. 851, p. 156727.
H.R. Lashgari, J.M. Cadogan, D. Chu, and S. Li: Mater. Des., 2016, vol. 92, pp. 919–31.
M. Hasiak and A. Laszcz: IEEE Trans. Magn., 2018, https://doi.org/10.1109/TMAG.2018.2883026.
M. Hasiak, M. Miglierini, M. Łukiewski, A. Łaszcz, and M. Bujdoš: AIP Adv., 2018, vol. 8, pp. 4–9.
R. Grössinger: J. Magn. Magn. Mater., 1982, vol. 28, pp. 137–42.
S.V. Andreev, M.I. Bartashevich, V.I. Pushkarsky, V.N. Maltsev, L.A. Pamyatnykh, E.N. Tarasov, N.V. Kudrevatykh, and T. Goto: J. Alloys Compds., 1997, vol. 260, pp. 196–200.
Y. Melikhov, J. Snyder, C. Lo, P. Matlage, S. Song, K. Dennis, and D. Jiles: INTERMAG 2006 - IEEE International Magnetics Conference, 2006.
S. Chikazumi: Physics, https://doi.org/10.1007/978-3-642-25583-0.
K. Suzuki, A. Makino, A. Inoue, and T. Masumoto: J. Appl. Phys., 1993, vol. 74, pp. 3316–22.
I. Škorvánek, J. Marcin, J. Turčanová, J. Kováč, and P. Švec: J. Alloy Compd., 2010, vol. 504, pp. S135-38.
H. Okumura, D.E. Laughlin, and M.E. McHenry: J. Magn. Magn. Mater., 2003, vol. 267, pp. 347–56.
X. Liang, T. Kulik, J. Ferenc, and B. Xu: J. Magn. Magn. Mater., 2007, vol. 308, pp. 227–32.
X. Xiong and K. Ho: J. Appl. Phys., 1995, vol. 77, pp. 2094–6.
K. Ho, X. Xiong, J. Zhi, and L. Cheng: J. Appl. Phys., 1993, vol. 74, pp. 6788–90.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted July 23, 2021; accepted November 1, 2021.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hasiak, M., Tkaczyk, M., Łaszcz, A. et al. Effect of Alloying Additions on Microstructure, Mechanical and Magnetic Properties of Rapidly Cooled Bulk Fe-B-M-Cu (M = Ti, Mo and Mn) Alloys. Metall Mater Trans A 53, 556–572 (2022). https://doi.org/10.1007/s11661-021-06530-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-021-06530-z