
Abstract
A 3D model has been developed to predict the average ferrite grain size and grain size distribution for an austenite-to-ferrite phase transformation during continuous cooling of an Fe-C-Mn steel. Using a Voronoi construction to represent the austenite grains, the ferrite is assumed to nucleate at the grain corners and to grow as spheres. Classical nucleation theory is used to estimate the density of ferrite nuclei. By assuming a negligible partition of manganese, the moving ferrite–austenite interface is treated with a mixed-mode model in which the soft impingement of the carbon diffusion fields is considered. The ferrite volume fraction, the average ferrite grain size, and the ferrite grain size distribution are derived as a function of temperature. The results of the present model are compared with those of a published phase-field model simulating the ferritic microstructure evolution during linear cooling of an Fe-0.10C-0.49Mn (wt pct) steel. It turns out that the present model can adequately reproduce the phase-field modeling results as well as the experimental dilatometry data. The model presented here provides a versatile tool to analyze the evolution of the ferrite grain size distribution at low computational costs.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Fe-C-Mn steels hold and retain an important position in high-quality construction and automotive steels, and therefore, their transformation behavior receives a lot of attention in academia and industry.[1,2,3,4,5,6] Their mechanical properties, which are controlled by their microstructure, can be tuned relatively easily by thermomechanical processing. Ferrite is the first transformation product that forms during cooling as a result of austenite decomposition. Therefore understanding the decomposition of austenite (γ) into ferrite (α) during cooling is of central importance for predicting the development of the microstructure during thermomechanical processes. This is the reason why the austenite-to-ferrite transformation has been studied extensively, both experimentally and theoretically.[7,8,9,10,11,12] A recent detailed overview on all physical aspects of this transformation is presented by Gouné and coworkers.[13]
During the austenite-to-ferrite phase transformation, the volume fraction and the grain size distribution of the ferrite fraction play a key role in the development of the ferritic microstructure. Traditional in situ experimental techniques, like dilatometry, only determine the total fraction transformed, but yield no information on the evolution of the ferrite grain size. Such complementary information can however be obtained by micro-beam X-ray diffraction[14,15] and three-dimensional neutron depolarization.[16,17] These in situ techniques provide a more detailed view on the microstructure development, but cannot monitor the evolution in chemical composition profile. The aim of this work is to establish a concise 3D model to achieve a comprehensive description of the austenite-to-ferrite transformation and to obtain quantitative information on the ferrite volume fraction, grain size distribution, and carbon diffusion profiles in the austenite at relatively low computational costs.
In the following, we will first define the 3D austenite-to-ferrite transformation model. This model is inspired by the topological transformation models established by Te Velthuis and coworkers[18] and Offerman and coworkers.[19] The predictions of our new transformation model are presented for an Fe-0.10C-0.49Mn (wt pct) steel cooled at modest constant cooling rates starting from a single-phase austenite. These results are then compared to the previously presented predictions from a computationally more demanding phase-field model,[20] as well as the experimental results obtained from dilatometry. Special attention is given to the predicted ferrite grain size distribution as a function of the assumed nucleation behavior, as advanced experimental methods, such as neutron depolarization, emerge which will enable the in situ experimental determination of this grain size distribution during linear cooling.
2 Model Description
In the following, we present an analytical model for the ferritic microstructure evolution. The 3D microstructure model assumes that the new ferrite phase nucleates at Voronoi vertices (grain corners) and grows isotropically (as a sphere). The number of ferrite nuclei formed is calculated using classical nucleation theory (CNT).[21,22,23] The moving austenite–ferrite interface is treated as progressing under mixed-mode[24] conditions. Analytical expressions for the carbon concentration at the interface and far away from the interface are derived for non-overlapping and overlapping of diffusion fields (soft impingement). As the transformation proceeds, the growing ferrite grains may also get in contact with other ferrite grains (hard impingement). As local contact between neighboring ferrite grains does not exclude further growth of the ferrite by the motion of the non-pinned part of the interface, the further growth after the onset of hard impingement is also modeled.
2.1 Starting Structure
The parent structure is fully austenite with a given number density \( \rho_{\gamma } \) of austenite grains represented in a cubic box of length L b in which periodic boundary conditions are applied. The average austenite grain size corresponds to \( \bar{d}_{\gamma } = \left( {6/\pi \rho_{\gamma } } \right)^{1/3} \). The austenite grain centers are generated randomly with a minimum distance d min to control the grain size distribution. Voronoi cells are subsequently constructed to represent the austenite grains. The vertices of the Voronoi cells are assumed to be the potential nucleation sites for the forming ferrite phase as its nucleation is found to be predominantly taking place at grain corners.[25] In the present work, the Voronoi cells are constructed by using the Multi-Parametric Toolbox[26] in the Matlab environment. An initial austenite structure is shown in Figure 1(a) and a 3D view of the same domain after partial austenite transformation to a ferrite fraction of 0.59 is shown in Figure 1(b).

(a) Initial austenite structure represented by Voronoi cells and (b) a 3D view of the transformed structure with a ferrite volume fraction of f α = 0.59 in a cubic box with a length of L b = 70 μm (spherical ferrites surface shown in red and their cut-off plane on the edge of the box is shown in blue) (Color figure online)
2.2 Ferrite Nucleation
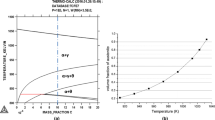
The reduction in Gibbs free energy for the new ferritic phase with respect to the parent austenite phase provides the driving force for the austenite-to-ferrite transformation. At the same time, the creation of new interfaces requires a consumption of energy. The competition between these two effects results in a change in Gibbs free energy ΔG that depends on the cluster size n. At a critical cluster size n*, the change in Gibbs free energy shows a maximum value ΔG*, which is the activation barrier for nucleation. When this activation barrier ΔG*is large compared to the thermal energy k B T (where k B is Boltzmann’s constant and T the temperature in kelvin), then the Classical Nucleation Theory (CNT) describes the nucleation kinetics in polycrystalline materials.[27,28] Recently, Sharma and coworkers[29] estimated that ΔG*≈ 3 to 6 k B T for the nucleation of austenite in ferrite. Similar small values are observed for the nucleation of ferrite in austenite.[27] According to the CNT, the steady-state nucleation rate per unit of volume \( \dot{N} \) can be expressed as[27]
where Z is the Zeldovich factor; N p the number density of potential nucleation sites; β* the frequency factor; k B the Boltzmann constant; and T the temperature in kelvin. The Zeldovich factor is nearly constant (Z ≈ 0.05) and accounts for the width of the nucleation barrier on the effective number of clusters that become supercritical. N p is decreasing during the austenite-to-ferrite transformation due to the consumption of potential nucleation sites by (i) the nucleation itself and (ii) by ferrite growth. As the density of potential nucleation sites is relatively high, N p is assumed to be proportional to the untransformed volume fraction. The frequency factor can be expressed as \( \beta^{*} \propto \nu \exp \left[ { - Q_{\text{D}} /\left( {k_{\text{B}} T} \right)} \right] \), where Q D is the energy barrier for diffusion; \( \nu \approx k_{\text{B}} T/h \) is the attempt frequency; and h is Planck’s constant. The energy barrier for nucleation ΔG* is given by
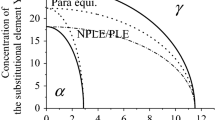
where Ψ is a constant that comprises all the information of the shape of the critical nucleus and interfacial energies between the nucleus and the surrounding parent grains. A value of Ψ ≈ 5 × 10−8 J3 m−6 [14] is used in the present work. ΔG V is the difference in Gibbs free energy per unit volume between ferrite and austenite, which is calculated with Thermo-Calc under para-equilibrium conditions. ΔG S is the misfit strain energy due to the difference in volume between ferrite and austenite and is estimated to be ΔG S ≈ 1 × 107 J m−3.[30] In the present work, ΔG S is assumed to be 0.7 × 107 J m−3 to adjust the starting nucleation temperature. The nucleation rate can thus be written as
where A is a constant and N 0 represents the number of potential nucleation sites at the austenite grain corners at the start of the transformation.
2.3 Ferrite Growth
After nucleation the ferrite grains are assumed to grow isotropically, hence to grow as spheres. Using the mixed-mode concept,[24] the interface velocity \( v \) is proportional to product of the local chemical driving force ΔG and the interface mobility M
The interface mobility M is temperature dependent:
where M 0 is a constant and Q M = 140 kJ mol−1[31] is the activation energy for atomic motion. It should be noted that M 0 in Eq. [5] corresponds to an effective interface mobility, which accounts for the lattice reconstruction, solute drag effect due to substitutional alloying elements,[32] pinning effects of precipitates at the grain boundary,[33] and the direction of the transformation.[34]
The local driving force ΔG depends on the solute concentrations at the interface. In this model, it is assumed that the carbon concentration in the ferrite is homogeneous and equal to the equilibrium value \( C_{\text{eq}}^{\alpha \gamma } \). Therefore, ΔG can be formulated as
where χ is a proportionality factor (that can be calculated with Thermo-Calc); \( C_{\text{eq}}^{\gamma \alpha } \) is the equilibrium carbon concentration in austenite; and \( C^{\gamma } \) is the carbon concentration at the interface at the austenite side. To calculate the interface velocity v, the value of \( C^{\gamma } \) is required. For each ferrite grain, the growth velocity is expected to be different at each time step as the time since nucleation and the distance to neighboring ferrite grain differs. In the following the treatment used to calculate the interface velocity at distinctly different stages of the transformation is discussed.
2.3.1 Non-overlapping of diffusion fields
As illustrated in Figure 2(a), at an early stage of ferrite growth the diffusion fields surrounding these ferrite grains do not overlap. In this case the carbon concentration far away from the γ/α interface (C ∞) equals the nominal concentration (C 0): C ∞ = C 0. In such a condition, the carbon concentration profile surrounding the ferrite grains, C(r), can be approximated by a second-order polynomial,[35] where the carbon concentration as a function of the distance r from the interface (r = 0 at the γ/α interface) is given by
where L is the diffusion length. This concentration profile fulfills the following boundary conditions:

Sketch of the development of carbon diffusion profiles during the growth of the α phase into the γ phase in the (a) early stage without overlap of diffusion fields; (b) middle stage where diffusion fields starts to overlap (soft impingement); and (c) late stage where neighboring α grains start to show direct contact with each other (hard impingement). For clarity, these stages in ferrite growth are only shown within one γ grain. Arrows indicate the growth direction of the α phase. The shaded parts are the α phase and the surrounding curves indicate the diffusion fields with a gradient in carbon concentration
There is no concentration gradient at the position of diffusion length L:
Considering a ferrite grain radius of R α , the mass conservation of carbon can be expressed as
Combining Eqs. [7] through [11] results in
where V α = 4πR 3 α /3 is the ferrite grain volume. During the ferrite growth there is no carbon accumulation at the interface. Then, the following equation can be derived:
where D the carbon diffusivity in austenite calculated according to Reference 36. The mixed-mode nature of the transformation, quantified by the mode parameter \( S = \left( {C^{\gamma \alpha } - C^{\gamma } } \right)/\left( {C^{\gamma \alpha } - C_{0} } \right) \), is controlled by parameter \( z = \left( {D/M\chi } \right)\left( {A_{\alpha } /V_{\alpha } } \right) \), where A α is the interfacial area of the growing ferrite grain.[37] The extreme cases correspond to (i) diffusion control for z = 0 and (ii) interface control for z = ∞.[24] Taking the derivative of C(r) at r = 0 from Eq. [7] and inserting it into Eq. [13] results in
with an interface velocity v = 2D/L. One can now derive the interfacial carbon concentration \( C^{\gamma } \) and the diffusion length L by solving the set of Eqs. [12] and [14]. Theoretically there is more than one solution for \( C^{\gamma } \) and L for this set of functions. However, one can only find one unique real solution for \( C^{\gamma } \) with \( C_{0} \le C^{\gamma } \le C_{\text{eq}}^{\gamma \alpha } \) and L > 0.
The condition of non-overlapping carbon diffusion fields around two neighboring growing ferrite grains is then given by
where i and j refer to specific ferrite grains; r ij is the distance between ferrite grain i and j; and R α and L are the radius and diffusion length, respectively. Figure 2(a) schematically illustrates the case in which the carbon diffusion profiles around two neighboring ferrite grains do not overlap and the growth of one grain does not influence the growth of the other.
2.3.2 Soft impingement
With the progression of the austenite-to-ferrite transformation, the diffusion field surrounding a growing ferrite grain may start to overlap with that of a neighboring one. In Figure 2(b), the diffusion profile around grain 1 starts to intersect the profile around grain 2 at point m. This happens when the following condition is fulfilled:
Assuming that the carbon outside the soft impingement region can diffuse fast enough in the matrix of the austenite grain to let the bulk carbon concentration be homogenous, we have C ∞ = C m, where C m is the carbon concentration at the soft impingement point. At this stage the carbon concentration profile can be written as
which fulfills the following conditions:
Similar to the non-overlapping stage, mass conservation of carbon results in
Equation [13] also applies for this stage due to the absence of carbon accumulation at the interface:
During the ferrite grain growth, the diffusion field is first treated without soft impingement to derive the diffusion length L. When the derived diffusion length fulfills Eq. [16] for a specific ferrite grain, soft impingement happens at that moment and one could regard this diffusion length L as the maximum distance that carbon can diffuse for that grain. By combining Eqs. [21] and [22], one can derive the unique solution for \( C^{\gamma } \) and C m. In Figure 2(b), the diffusion fields for ferrite grains 1 and 2 intersect at point m. This means that the diffusion length for grain 1 cannot extend beyond point m (and similarly for grain 2). Soft impingement further results in C ∞ = C m, which slows down the growth of other ferrite grains nucleated at other sites of the same austenite grain although they may not show soft impingement with any grain (see for example grain 3 in Figure 2(b)).
2.3.3 Hard impingement
After soft impingement has set in, further growth of the ferrite grains reduces the diffusion length until the grains are in physical local contact with each other, that means
At this stage, due to the hard impingement, the diffusion length of the ferrite grains locally decreases to zero and the carbon concentration in the austenite matrix becomes homogeneous and equal to the interfacial concentration (see Figure 2(c)). Then the remaining average carbon concentration in the remaining austenite fraction of the original austenite grain can be calculated with
where \( f_{\alpha }^{\gamma } \) is the volume fraction of ferrite in a specific austenite grain. It is assumed that available angular space for ferrite grain growth is equally distributed over the number of surrounding austenite grains. After correcting the intersection volume of ferrite spheres, \( f_{\alpha }^{\gamma } \) for a specific austenite grain can be derived by
where \( V_{\alpha ,i} \) is the actual ferrite volume after subtracting the volume intersection; n i is the number of austenite grains surrounding ferrite α i ; and V γ0 is the initial volume of the austenite grain. The method to correct the volume for two and three impinging spheres is explained in References 18 and 38. As the transformation proceeds, it is possible that a grain may impinge with three (or more) ferrite grains at a later stage. When this happens, it becomes much more complex to analytically calculate the intersecting volume, resulting in an extensive increase in computational costs. When a ferrite grain impinges with more than two other ferrite grains, we derive its corrected volume \( V_{\alpha ,i} \) with the following approach[39]:
where V local,i is the combined ferrite grain volume (\( V_{\alpha ,i} \)) with the available untransformed surrounding austenite grain volume, and \( V_{\alpha ,i}^{\text{e}} \) the extended volume of grain i (before correcting for hard impingement). With this method the volume of each ferrite grain can be corrected explicitly for the impingement of four or more ferrite grains.
2.4 Computational Procedure
The length of the cubic sample box is set as L b = 70 μm and the average austenite grain size is \( \bar{d}_{\gamma } \) = 20 μm (ρ γ = 2.4 × 1014 m−3) with d min = 12 μm. This results in 82 austenite grains in the starting structure and 392 vertices of Voronoi cells as potential nucleation sites for the ferrite phase. For a specific Fe-C-Mn steel, the para-equilibrium A 3 temperature is calculated with Thermo-Calc. The phase boundary lines of (α + γ)/γ and α/(α + γ) are also calculated and fitted in the temperature range of interest with a second-order polynomial to define the equilibrium carbon concentrations \( C_{\text{eq}}^{\alpha \gamma } \) and \( C_{\text{eq}}^{\gamma \alpha } \) and the equilibrium ferrite volume fraction:
The difference in Gibbs free energy per unit of volume between the ferrite phase and austenite phase ΔG V is calculated as described by Mecozzi and coworkers.[20] The proportionality factor χ is first calculated with Thermo-Calc (under para-equilibrium conditions) and then fitted as a function of temperature. The value for the pre-factor of the interface mobility expression M 0 is pre-defined to match the phase-field simulations and is close to the experimental value determined by Krielaart and coworkers.[31] It should be noted that there are many values of M 0 reported in literature. Hillert and Höglund[40] reviewed these values and confirmed that the value reported in Reference 31 was consistent with the experimental measurements for Fe-X (X = Mn, Co or Ni) alloys containing low amounts of carbon. In a recent publication by Zhu and coworkers,[41] accurate values for the intrinsic mobility of the austenite–ferrite interface for interstitial-free Fe-X alloys are presented.
An iterative process with a time step Δt is adopted to predict the evolution of the ferrite transformation. At the start of the transformation the initial parameters are t = 0, T = A 3, and f α = 0. The temperature T is then assumed to decrease at a constant cooling rate. For each time step, the number of nuclei is derived from CNT with the local driving force at each potential nucleation site. At each time step, new nuclei will attempt to form at the potential nucleation sites, provided that the distance to a nucleated ferrite grain is bigger than a preset distance d shield, which is defined as a quarter of the average spacing between ferrite grains (\( d_{\text{shield}} = \rho_{\alpha }^{ - 1/3} /4 \)). Moreover, new nuclei are assumed to be formed preferably at the site where the local driving force (based on the carbon concentration on that site) is most favorable for nucleation. This means that the nucleation process is influenced by the pre-formed nuclei in terms of both spatial correlation and carbon distribution. The interface velocity for each ferrite grain is calculated by deriving the carbon concentration at the austenite/ferrite interface (\( C^{\gamma } \)) and in the bulk of austenite grain (\( C_{\infty } \)), as discussed in Section II–C. As a result, the ferrite grain radius of grain i at time t is calculated from the previous interface position and velocity by
When this specific grain i starts to show hard impingement with other grains, an effective radius is derived from the ferrite grain volume corrected for the overlap volume V i . After each time step, the microstructural characteristics including the ferrite volume fraction f α ; the effective ferrite grain radius R α,i ; the average grain radius δ s; and the standard deviation σ p for the ferrite grain radius are calculated as follows:
Furthermore, the interfacial and remote matrix carbon concentration, the diffusion length for each ferrite grain, and the chemical composition of the surrounding austenite grains are calculated after each time step. The iterative process continues until either the equilibrium ferrite fraction \( f_{\alpha }^{\text{eq}} \)or the A −1 temperature is reached.
The present model is employed to simulate the ferrite transformation in an Fe-0.10C-0.49Mn (wt pct) steel during continuous cooling. The steel composition and transformation conditions were chosen equal to those in a previous computational study using a 3D phase-field model[20,42] which used the MICRESS (MICrostructure Evolution Simulation Software) code developed by Steinbach and coworkers.[43,44] The A 3 and A −1 temperature of this steel are calculated to be 1116 K and 984 K (843 °C and 711 °C), respectively. A comparison is made between the results of the present model and those of the phase-field simulations, where the nuclei were allowed to form over a nucleation temperature range, δT, with a constant nucleation rate. These phase-field simulations employed a simplified linear, fixed temperature interval nucleation model (SNM).
To allow a better comparison between the results of our model and those of the phase-field model, we adjusted the nucleation parameters in the classical nucleation theory (CNT) to achieve two types of nucleation kinetics: (i) the final nuclei number density is the same as obtained for the SNM; (ii) the onset nucleation rate is the same as obtained for the SNM. The two different conditions are shown in Figure 3. The nucleation for the CNT starts at the same temperature as for the SNM. The simulation conditions are summarized in Table I. The goal of the simulations is to investigate the effect of the nucleation temperature range on the transformation kinetics, with an emphasis on the evolution of the ferrite grain size distribution.

Effect of the nucleation temperature range δT on the number density of ferrite grains ρ α . The spheres show the data for the simple nucleation model (SNM), while solid curves represent the corresponding data for the classical nucleation theory (CNT) when (i) the final density of ferrite grains is equal (red line) or (ii) when the initial ferrite nucleation rate is equal (black line) (Color figure online)
3 Results
3.1 Comparison Between the Present Model and the Phase-Field Model
The initial calculations of the transformation kinetics with the present model use exactly the same parameters for the simplified nucleation model as used in the reference phase-field model. Figure 4 shows the ferrite grain microstructure and ferrite grain size distribution at different transformation stages during cooling for δT = 0 and 24 K. For δT = 0 K, a total number of 58 nuclei form at the same time (site saturation), which results in a single ferrite grain size at f α = 0.01, while a small spread in grain size is present at f α = 0.25 due to hard impingement. Notably there are some ferrite grains that grow out of the edge of the cubic box so that they partially appear at different locations due to the periodic boundary conditions. For δT = 24 K, the ferrite nuclei continuously form in a temperature range of 24 K, which results in an increase of the spread in ferrite grain size distribution during the transformation. The ferrite grains that nucleate earlier grow to bigger sizes than the ones that nucleate later. This is reflected in the broad ferrite grain size distribution of Figure 4(g) originating from the spread in nucleation time. In the early growth stage, soft impingement hardly occurs and therefore the ferrite grain growth is not significantly influenced by other grains at this stage. In later stages, the size distribution becomes more irregular due to a progressive soft and hard impingement, as shown in Figures 4(d) and (h). The earlier formed ferrite grains with bigger grain sizes impinge with neighboring grains causing their growth to slow down, whereas the grains that nucleate later and have smaller sizes are still growing relatively fast without impediment. In Figure 4(h), a wide grain size distribution is observed in which all grain sizes up to 11 μm are present.

Development of the formed ferrite grains for ρ 0 = 0.17 × 1015 m−3 and M 0 = 0.24 × 10−6 m4 J−1 s−1 at a constant cooling rate of 0.4 K/s for (a) δT = 0 K and f α = 0.01; (b) δT = 0 K and f α = 0.25; (c) δT = 24 K and f α = 0.01; (d) δT = 24 K and f α = 0.25. Below the corresponding ferrite grain size distribution is shown (e) through (h). For clarity, the austenite structure is not shown
Figure 5(a) compares the kinetics of the austenite-to-ferrite transformation for different values of δT using the present model and the phase-field model. Both use the simplified nucleation model. The equilibrium ferrite fraction of Fe-0.10C-0.49Mn (wt pct) as calculated by the Thermo-Calc package under para-equilibrium condition is also added. In both models, increasing the nucleation temperature range delays the transformation kinetics; this is because more nuclei can form and grow to a larger size for a smaller δT at the same transformation time (and corresponding temperature during continuous cooling). The total fraction transformed ultimately approaches the same equilibrium fraction, f α ≈ 0.7. However, the present model predicts a faster kinetics than the phase-field model for simulations with the same δT. The kinetics of the phase-field simulation with δT = 0 K is in between the simulations of the present model with δT = 12 and 24 K. This difference cannot be caused by model inputs such as nucleation parameters, thermodynamic, and carbon diffusivity data, as these are effectively the same. Instead, the reason could be the difference in computational approach. The present model assumes isotropic growth, whilst the phase-field model allows different morphologies to form and takes into account the capillarity effect (2σ αγ /R α in 3D, where σ αγ is the α/γ interface energy), which consumes part of the chemical driving force during the growth of the ferrite. This capillarity effect, though decreases with increasing R α , plays a non-negligible role, particularly in the early stage of the phase transformation, which slows down the ferrite growth in the phase-field simulation. However, the resulting geometrical differences between the present model and phase-field simulation are small as ferrite grains also grow more or less spherically in the phase-field simulations when f α < 0.3.[42]

Effect of the nucleation temperature range δT on (a) the transformation kinetics and (b) average grain radius δ s and the standard deviation σ p of ferrite grain size for an interface mobility of M 0 = 0.24 × 10−6 m4 J−1 s−1 at a constant cooling rate of 0.4 K/s. In (b) the phase-field simulation results are indicated by the symbols and the present modeling results correspond to the curves. The results from the phase-field model are from Mecozzi and coworkers[20]
Although a considerable difference is observed in the transformation kinetics for these two models, the average grain size δ s and the standard deviation σ p of the grain size distribution, show a comparable evolution as a function of f α . The value of δ s increases nearly at the same speed for both models in the intermediate transformation stage (0.2 < f α < 0.6). For the size distribution, an increase in δT causes an increase in σ p in the present model. For δT = 24 K the distribution width σ p reaches a broad maximum around f α = 0.3, where the phase-field model indicates saturation. The reason for this difference is believed to be the geometrical difference between these two models. In the later transformation stage with severe hard impingements, the phase-field simulation allows the ferrite grains to alter their curvature to make the ‘best’ use of the untransformed parent structure to grow. As a result, the ferrite grains become less spherical, while they show more anisotropic growth, and thus the spread in grain size remains constant. In contrast, our present model assumes spherical growth throughout the whole transformation. The space for ferrite grains formed early in the process is limited by the continuous hard impingement, which provides the possibility for later formed ferrite grains to catch up in size. Therefore, a decrease in σ p is observed at δT = 24 K and a weaker decrease in σ p can be seen for δT = 12 K. Nevertheless, in general a good consistency is observed between the calculated values of δ s and σ p for the phase-field model and the present model.
Figure 6 shows that by simultaneously tuning δT and M 0, both models are able to replicate the experimental dilatometry data. The phase-field simulations show the best comparison for δT = 0 K and M 0 = 2.4 × 10−7 m4 J−1 s−1. Using the present model it is found that δT = 0 K, and M 0 = 1.5 × 10−7 m4 J−1 s−1 show good agreement with the measurements. By increasing δT, an increase in the value of M 0 is required to achieve a good correspondence with the dilatometry data. Studying the influence of M 0 at constant δT indicates that the present model shows a smaller effective mobility than the phase-field model to achieve the same kinetics. As shown in Figure 5, both models show a comparable evolution of δ s and σ p as a function of f α .

Effect of nucleation temperature range δT and interface mobility M 0 on (a) the volume fraction of ferrite (lines are from the present model and the symbols are from the phase-field simulation[20]) and (b) the average grain size (lines are from the present model and the solid symbols are from the phase-field simulations) and standard deviation (dashed curves are from the present model and the open symbols from the phase-field simulation[20]) at a constant cooling rate of 0.4 K/s
It is interesting to note that for the same time evolution of the ferrite fraction f α during the phase transformation, the resulting ferrite grain size distribution can be distinctly different, depending on the assumptions regarding the nucleation process and the value of the interface mobility. Therefore, experimental information on the ferrite grain size distribution, as well as the ferrite fraction during the transformation will allow new insights into the nucleation and growth processes not obtainable from measurements of the ferrite fraction only.
3.2 Comparison Between the Simplified Nucleation Model (SNM) and the Classical Nucleation Theory (CNT)
In the previous sections, we compared the predictions for ferrite fraction and ferrite grain size (and distribution) for our present model and the earlier phase-field model, while employing the simplified nucleation model (SNM). Although SNM captures the important experimental finding that nucleation only occurs in a certain temperature range,[14] it is unrealistic to assume that the actual nucleation rate is constant over a fixed temperature window and zero outside this region. Therefore, we incorporate the nucleation rate as predicted by the CNT into our present model to investigate the difference between SNM and CNT.
Figure 7 compares the evolution of the ferrite fraction and grain size between SNM and CNT. Taking the model SNM predictions for δT = 24 K, the parameter A in the CNT model as defined in Eq. [3] is adjusted to achieve two different effects: (i) the same final ferrite grain density and (ii) the same initial ferrite nucleation rate. As shown in Figure 7(a), the predicted value of f α for CNT with ρ α = 2.54 × 1014 m−3 overlaps with the simulation using SNM with δT = 24 K and ρ α = 1.70 × 1014 m−3. Hence for conditions at which the nucleation rate is the same at the lowest temperature of the SNM model [1068 K (795 °C)] the same development of f α , as well as δ s and σ p, is observed. Below 1068 K (795 °C), new nuclei continue to form for the CNT until ρ α reaches a maximum value of 2.54 × 1014 m−3 at 1027 K (754 °C), at which stage f α = 0.80. During this stage, the increase in f α in the CNT-based simulations is due to both the continuous growth of earlier formed ferrite grains and the formation of new nuclei. However, for the newly formed nuclei, the average spacing between ferrite grains is much lower, resulting in a higher chance of soft and/or hard impingement compared to that in the SNM. Therefore, the development of f α in the CNT simulation with 2.54 × 1014 m−3 is comparable to the simulation with the SNM. The transformation kinetics for the CNT with ρ α = 1.70 × 1014 m−3 is considerably delayed because of the slower nucleation kinetics.

Comparison of the transformation kinetics using SNM and CNT for δT = 24 K with an interface mobility of M 0 = 3.0 × 10−7 m4 J−1 s−1 at a constant cooling rate of 0.4 K/s. (a) The volume fraction as a function of temperature and (b) the average grain size and standard deviation as a function of ferrite fraction
3.3 Carbon Diffusion and Mixed-Mode Character
As the present model is not a true 3D model, it only approximately predicts the carbon concentration in the austenite in the simulated volume. However, it contains relevant information on the interfacial carbon concentration, the effective remaining matrix carbon concentration, the diffusion length and the moment when soft and hard impingement happens for individual neighboring ferrite grains.
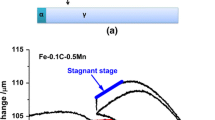
Figure 8 illustrates the evolution of the radial carbon diffusion profile during the austenite-to-ferrite phase transformation as a function of temperature for a selected representative ferrite grain. The spatial position of the monitored single ferrite grain is shown in the inserts of Figure 8(a). Figure 8(b) shows that up to time t 2 (at which T ≥ 1078 K, 805 °C), the carbon diffusion field of this grain does not show overlap with surrounding diffusion fields and therefore the growth of this ferrite is not influenced by its local environment. At a time t 3 (corresponding to T = 1069 K, 796 °C), the carbon diffusion field for this ferrite grain starts to show overlap with the diffusion field of one of the neighboring grains, resulting in an increase of the carbon concentration in the bulk of the austenite grain. At a time t 4 (T = 1061 K, 788 °C), the carbon diffusion profile shows hard impingement of this ferrite grain with the nearest ferrite grain. This hard impingement leads to a dramatic increase in the interfacial carbon concentration, as shown in Figure 8(b). As a result, a pronounced transition in the grain growth velocity takes place, as indicated in Figure 8(a). As the transformation proceeds, the interfacial carbon concentration keeps increasing and finally approaches the local equilibrium concentration indicated by the dashed curve in Figure 8(b).

Evolution of (a) a single ferrite grain radius as a function of temperature with a spatial position indicated in the inserted 3D structures and (b) diffusion profiles at four different temperatures with the times t 1, t 2, t 3, and t 4 indicated by open circles in (a). This structure is modeled with ρ 0 = 1.7 × 1014 m−3, δT = 0 K, and M 0 = 1.5 × 10−7 m4 J−1 s−1 at a constant cooling rate of 0.4 K/s
The carbon diffusion profiles of the other ferrite grains show similar features as indicated above. All ferrite grains show an interface-controlled growth at the start of the transformation and then develop more and more into a diffusion-controlled growth until the interfacial carbon concentration approaches the equilibrium value. These detailed predictions indicate that the mixed-mode character of the moving interface is well captured in the present model, as is the case in several other mixed-mode models.[24,37,45]
4 Discussion
The model as presented here provides a computationally cheap tool to monitor the microstructural development and local carbon profiles in a realistic austenitic microstructure for a simple Fe-C-Mn steel during continuous cooling for various assumed nucleation conditions. The ferrite grain size distribution is a crucial output parameter of this model. Although experimental information on the grain size distribution has traditionally been restricted to destructive techniques (imaging analysis on quenched samples), recent advances in radiation techniques like micro-beam synchrotron X-ray diffraction[14,15] and neutron depolarization[17,18] can provide in-situ time-resolved information on the ferrite grain size during the transformation. The present model may bridge (at relatively limited computationally efforts) the gap between the experimental ferrite fraction, ferrite grain density, average ferrite grain size and the ferrite grain size distribution, and its metal physical interpretation in key microstructural processes. Below, the time evolution of the ferrite grain size distribution at an identical overall ferrite fraction evolution is elaborated in more detail, in order to demonstrate the added-value of this new transformation model.
In Figure 9, the ferrite grain size distribution is shown at specific transformation levels f α , for three assumed simulations. Although these simulations show the same transformation kinetics (measurable in conventional experiments such as dilatometry), obtained by adjusting the interface mobility value and nucleation rate, significant differences in the evolution of the ferrite size distribution are observed. For an SNM simulation with δT = 0 K, the width of the size distribution is relatively small, although it increases with increasing f α due to the increased occurrence of hard impingement. For an SNM simulation with δT = 24 K or a CNT simulation with δT = 65 K, the size distributions are comparable but only up to a transformation fraction of f α = 0.05. For higher ferrite fractions the size distribution for δT = 24 K with SNM shows a wider grain size distribution. This is due to hard impingement to set in later in the SNM simulation than for the case for the CNT simulation with δT = 65 K.

Effect of the nucleation temperature range δT on the grain size distribution at a ferrite phase fraction of f α = 0.01, 0.05, 0.25, 0.50, and 0.89, respectively. (a) through (e) is modeled with ρ 0 = 1.7 × 1014 m−3, δT = 0 K, and M 0 = 1.5 × 10−7 m4 J−1 s−1; (f) through (j) is modeled with ρ 0 = 1.7 × 1014 m−3, δT = 24 K, and M 0 = 3.0 × 10−7 m4 J−1 s−1 using SNM; and (k) through (o) is modeled with ρ 0 = 2.5 × 1014 m−3, δT = 65 K, and M 0 = 3.0 × 10−7 m4 J−1 s−1 using CNT. Lognormal fits are shown in solid curves. All simulations show the name transformation kinetics as the dilatometer measurement for a constant cooling rate of 0.4 K/s
Based on the above results, it is clear that the ferrite grain size distribution is a valuable link to the system characteristics δT and M 0. The solid curves in Figure 9 present the fittings of the simulated data to a lognormal grain size distribution:
where R α is the effective ferrite grain radius and μ and σ are the parameters of the lognormal distribution. For the lognormal distribution the mean corresponds to E = exp(μ + σ 2 /2) and the variance VAR = SD2 = exp(2μ + σ 2)[exp(σ 2) − 1], with the standard deviation SD. The derived parameters from the fits are given in Table II. For δT = 0 K the average ferrite grain radius E differs significantly from the other two nucleation modes, especially at the later transformation stages. This difference is less pronounced in the standard deviation of the ferrite grain radius SD. The fitting parameters for δT = 24 K with SNM and δT = 65 K with CNT are in close agreement with each other for f α < 0.25 and only start to show differences for higher ferrite fractions.
The above analysis suggests that from experimentally determined values for both the ferrite fraction and the average grain size at a particular stage of the transformation, it is possible to derive accurate estimates for the underlying physical parameters δT and M 0. However, given the E and SD values, there are multiple solutions for specific combinations of δT, M 0, and nucleation to describe the ferrite grain size distribution for one specific f α level. Only by analyzing the ferritic grain size data for different f α levels it is possible to derive accurate estimates of the key physical parameters.
5 Conclusions
A 3D model that couples classical nucleation theory and the interface moving under mixed-mode interface condition has been developed for ferrite formation in Fe-C-Mn steels during continuous cooling. This model predicts a comparable transformation kinetics as a published phase-field model and matches the experimental dilatometric data for linear cooling of an Fe-0.10C-0.49Mn (wt pct) steel. The influence of the increased nucleation temperature range on the γ-α transformation kinetics can be counteracted by increasing interface mobility. However, the evolution of the ferrite grain size distribution would be distinctly different, which cannot be undone by tuning the modeling parameters. A comparison between the simplified nucleation model and the classical nucleation theory shows that a close similarity in nucleation behavior in the early stage results in a similar evolution of ferrite fraction for the entire transformation process. Analyzing grain size distribution for different f α levels is required to derive accurate estimates of the key physical parameters, the nucleation temperature interval, and the effective interface mobility for the γ-α phase transformation in this C-Mn steel.
References
1. W. Bleck: JOM, 1996, vol. 48, pp. 26-30.
2. D.V. Edmonds, K. He, F.C. Rizzo, B.C. De Cooman, D.K. Matlock, and J.G. Speer: Mater. Sci. Eng. A, 2006, vol. 438, pp. 25-34.
3. S. Winkler, A. Thompson, C. Salisbury, M. Worswick, I. Van Riemsdijk, and R. Mayer: Metall. Mater. Trans. A, 2008, vol. 39, pp. 1350-8.
4. O. Bouaziz, H. Zurob and M. Huang: Steel Res. Inter., 2013, vol. 84, pp. 937-47.
5. H.S. Zurob, C.R. Hutchinson, Y. Brechét, H. Seyedrezai, and G.R. Purdy: Acta Mater., 2009, vol. 57, pp. 2781-92.
6. X. Zhong, D.J. Rowenhorst, H. Beladi, and G.S. Rohrer: Acta Mater., 2017, vol. 123, pp. 136-45.
7. E. Novillo, D. Hernández, I. Gutiérrez, and B. López: Mater. Sci. Eng. A, 2004, vol. 385, pp. 83-90.
8. A. Phillion, H.W. Zurob, C.R. Hutchinson, H. Guo, D.V. Malakhov, J. Nakano, and G.R. Purdy: Metall. Mater. Trans. A, 2004, vol. 35, pp. 1237-42.
9. F. Barbe and R. Quey: Inter. J. Plast., 2011, vol. 27, pp. 823-40.
10. E. A. Jägle and E.J. Mittemeijer: Acta Mater., 2011, vol. 59, pp. 5775-86.
11. B. Zhu, Y. Zhang, C. Wang, P.X. Liu, W.K. Liang, and J. Li: Metall. Mater. Trans. A, 2014, vol. 45, pp. 3161-71.
12. G. Purdy, J. Ågren, A. Borgenstam, Y. Bréchet, M. Enomoto, E. Gamsjager, M. Gouné, M. Hillert, C. Hutchinson, M. Militzer, and H. Zurob: Metall. Mater. Trans. A, 2011, vol. 42, pp. 3703-18.
13. M. Gouné, F. Danoix, J. Ågren, Y. Bréchet, C.R. Hutchinson, M. Militzer, G. Purdy, S. van der Zwaag, and H. Zurob: Mater. Sci. Eng. R, 2015, vol. 92, pp. 1-38.
14. S.E. Offerman, N.H. van Dijk, J. Sietsma, S. Grigull, E.M. Lauridsen, L. Margulies, H.F. Poulsen, M.Th. Rekveldt, and S. van der Zwaag: Science, 2002, vol. 298, pp. 1003-5.
15. M. Militzer: Science, 2002, vol. 298, pp. 975-6.
16. S.G.E. te Velthuis, N.H. van Dijk, M.Th. Rekveldt, J. Sietsma, and S. van der Zwaag: Acta Mater., 2000, vol. 48, pp. 1105-14.
17. S.E. Offerman, L.J.G.W. van Wilderen, N.H. van Dijk, M.Th. Rekveldt, J. Sietsma, and S. van der Zwaag: Acta Mater., 2003, vol. 51, pp. 3927-38.
18. S.G.E. te Velthuis, N.H. van Dijk, M.Th. Rekveldt, J. Sietsma, and S. van der Zwaag: Mater. Sci. Eng. A, 2000, vol. 277, pp. 218-28.
19. S.E. Offerman, N.H. van Dijk, J. Sietsma, E.M. Lauridsen, L. Margulies, S. Grigull, H.F. Poulsen, and S. van der Zwaag: Acta Mater., 2004, vol. 52, pp. 4757-66.
20. M.G. Mecozzi, M. Militzer, J. Sietsma, and S. van der Zwaag: Metall. Mater. Trans. A, 2008, vol. 39, pp. 1237-47.
K.F. Kelton: in Solid State Physics, H. Ehrenreich and D. Turnbull, eds., Academic Press, New York, NY, 1991, vol. 45, p. 75.
22. D. Kashchiev: Nucleation, basic theory with applications, Butterworth-Heinemann, Oxford, OX, 2000, pp. 184-270.
23. H.I. Aaronson, M. Enomoto, and J.K. Lee: Mechanisms of diffusional phase transformations in metals and alloys, CRC Press, Boca Raton, 2010, pp. 49-245.
24. J. Sietsma and S. van der Zwaag: Acta Mater., 2004, vol. 52, pp. 4143–52.
25. W. Huang and M. Hillert: Metall. Mater. Trans. A, 1996, vol. 27, pp. 480-3.
M. Herceg, M. Kvasnica, C.N. Jones, and M. Morari: Proc. of the European Control Conference, Zurich, Switzerland, July 17–19, 2013, pp. 502–10, http://control.ee.ethz.ch/~mpt.
27. N.H. van Dijk, S.E. Offerman, J. Sietsma, and S. van der Zwaag: Acta Mater., 2007, vol. 55, pp. 4489–98.
28. H. Song and J.J. Hoyt: Phys. Rev. Lett., 2016, vol. 117, pp. 238001-05.
29. H. Sharma, J. Sietsma, and S. E. Offerman: Sci. Rep., 2016, vol. 6, pp. 30860.
30. K.M. Lee, H.C. Lee, and J.K. Lee: Phil. Mag., 2010, vol. 90, pp. 437-59.
31. G.P. Krielaart, J. Sietsma, and S. van der Zwaag: Mater. Sci. Eng. A, 1997, vol. 237, pp. 216-23.
32. M. Hillert and B. Sundman: Acta Metall., 1976, vol. 24, pp. 731-43.
33. H. Buken and E. Kozeschnik: Metall. Mater. Trans. A, 2017, vol. 48A, pp. 2812-8.
34. E. Gamsjäger, M. Wiessner, S. Schider, H. Chen, and S. van der Zwaag: Phil. Mag., 2015, vol. 95, pp. 2899-917.
35. H. Chen and S. van der Zwaag: J. Mater. Sci., 2011, vol. 46, pp. 1328-36.
36. J. Ågren: Scrip. Metall., 1986, vol. 20, pp. 1507-10.
37. C. Bos and J. Sietsma: Scrip. Mater., 2007, vol. 57, pp. 1085-8.
38. K.D. Gibson and H.A. Scheraga: J. Phys. Chem., 1987, vol. 91, pp. 4121-2.
39. E.J. Mittemeijer and F. Sommer: Z. Metallkd., 2002, vol. 93, pp. 352-61.
40. M. Hillert and L. Höglund: Scrip. Mater., 2006, vol. 54, pp. 1259-63.
41. J. Zhu, H. Luo, Z. Yang, C. Zhang, S. van der Zwaag, and H. Chen: Acta Mater., 2017, vol. 133, pp. 258-68.
42. M. Militzer, M.G. Mecozzi, J. Sietsma, and S van der Zwaag: Acta Mater., 2006, vol. 54, pp. 3961-72.
43. I. Steinbach, F. Pezzolla, B. Nestler, M. Seeßelberg, R. Prieler, G.J. Schmitz, and J.L.L. Rezende: Physica D: Nonlin. Phenom., 1996, vol. 94, pp. 135-47.
44. L.Q. Chen: Annu. Rev. Mater. Res., 2002, vol. 32, pp. 113-40.
45. C. Bos and J. Sietsma: Acta Mater., 2009, vol. 57, pp. 136-44.
Acknowledgments
H. Fang acknowledges the financial support from the China Scholarship Council (CSC).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 4, 2017.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Fang, H., Mecozzi, M.G., Brück, E. et al. Analysis of the Grain Size Evolution for Ferrite Formation in Fe-C-Mn Steels Using a 3D Model Under a Mixed-Mode Interface Condition. Metall Mater Trans A 49, 41–53 (2018). https://doi.org/10.1007/s11661-017-4397-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-017-4397-y