
Abstract
Kim and Withey discuss the formation of an ‘intermediate layer’, formed between grains, which they observe in some Ni-base superalloys. This author proposes that the layer is the result of the presence of a bifilm, a double film probably of oxide or nitride, which appears to be capable of providing a coherent explanation of all the interesting observations reported by the authors.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
The curious phenomenon of the “intermediate layer” in the single crystal alloy CMSX-10 was first observed in 2015 by Kim, Withey, and Griffiths[1] and further studied and reported by Kim and Withey in Reference 2. The intermediate layer appeared to be a layer of columnar γ and γ′ sandwiched between grains. This strange feature had an additional number of puzzling features, including associated layers of Re-rich particles which appeared to be a Ni-based intermetallic containing a number of alloying elements. The authors examine several potential explanations without, it seems, coming to firm conclusions.
Because the feature is sited on the boundary between the matrix grain and a stray grain, it seems probable to this writer that a bifilm is highly likely to be present. For instance, bifilms formed in turbulently filled molds will be pushed by the advancing fronts of growing grains, and so tend to be often sited at grain boundaries. However, in this case, the boundary appears to completely surround the stray grain, a fact strongly suggesting that the matrix metal and the stray grain metal arrived in that region of the mold at different times and would therefore be entirely surrounded by a bifilm.
For instance, a small jet of metal entering that part of the mold prematurely might then be starved of additional metal, the metal therefore simply lodged in place in such narrow sections by its tightly constrained and oxidized meniscus. Within, perhaps, a fraction of a second it will be overtaken and surrounded by the arrival of matrix metal. It is noteworthy, however, that the reverse might easily be true: the matrix metal fills most of the mold but not the small area of the platform, which only fills later as the filling pressure rises.
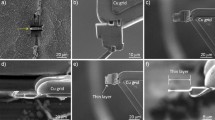
Either way, a double oxide film is formed around the grain. Effectively, it is an oxide lap (colloquially, and unhelpfully, known as a ‘shut’). It is not a cold lap, since both sides of the lap, effectively constituting a bifilm, will be fully hot and liquid. The sequence of filling and of the oxidation of the metal menisci is illustrated in Figures 1(a) through (c).

The stages of formation of the intermediate layer. (a) Arrival of main liquid flow; (b) thickening of its oxide film with time; (c) arrival of a later flow; (d) the consequent asymmetric bifilm; (e) subsequent Re-rich precipitation on the thick side; and (f) intermediate layer initiation and growth from the thin side
The bifilm surrounding the stray grain will be asymmetrical, having one thick and one thin oxide. Asymmetric bifilms are common. The two very different oxides usually behave in quite different ways. For instance, one side may find itself favored as a substrate for the precipitation of second phases and intermetallics, as seems to occur commonly on bifilms.[3] The other side may be favorable to different second phases or intermetallics. In this case side 1 has become decorated with Re-rich intermetallics (Figures 1(d) and (e)), whereas side 2 remains clear. (Whether side 1 is the thick or thin side cannot be known at this time, since it depends on which liquid flow arrived first at that location, but does not affect our reasoning.) Asymmetric bifilms as a result of a confluence weld problem in an Al alloy have been confirmed to display intermetallic precipitates only on the thick side of the double film.[4] Similarly, topologically close packed (TCP) phases in superalloys are associated with threats to performance, most probably because they appear to form on bifilms[3] and possibly only on bifilms.
Because the matrix and the stray grain are separated by a double oxide film, containing a gap between like a moat, the two orientations can, in principle, be completely unrelated. However, they are not likely to be very different simply because the two are probably joined far back at the point where the two streams diverged. At this point, of course, the orientations will be identical.
In the case of a stray grain which has formed by late (or early!) arrival in this way, the difference in orientation may be relatively insignificant from the point of view of the performance of the casting. The major defect is, of course, the extensive bifilm acting as a crack (traditionally described as a ‘weak grain boundary’, which in a way, it is).
The formation of the columnar arrays of γ and γ′ occurs during the cooling down from the solution heat treatment temperature (Figure 1(f)). The bifilm is a favored substrate for the formation of any new phase which involves a volume or shape change in the solid state, because this can occur so much more easily adjacent to the empty volume in the lattice provided by the bifilm. (This effect is widely observed with the nucleation of ferrite during the cooling of austenite. The white-etching cracks (WECs) seen in the failures of wind turbine bearings are a clear example delineating bifilms which have survived from the poorly controlled casting process[5]).
It follows that γ and γ′ will be nucleated early because of the presence of a favored bifilm surface. This writer is inclined to think that the nucleation will be most favored at the thin oxide which can deform easily, in contrast to the thick side of the bifilm which may be too rigid to allow any accommodation of strain. It is also noteworthy that initiation of the phases will almost certainly not be influenced particularly by surface energy effects, which is rather common in metallurgy, especially in the liquid state. In contrast, in the solid state, the reduction of strain energy by accommodating the volume and shape changes will be dominant.
The columnar region will start to form early, at its favored higher temperature. As the temperature falls, the remainder of the stray metal ahead of the intermediate layer will transform en mass, bringing the steady progress of the layer to a stop, limiting the width of the columnar grain region. This general growth ahead of the layer will, of course, be initiated from the tips of the grains in the layer, ensuring that the layer and the grain have a coherent interface as observed by the authors.
In summary, the defect described by the authors is an asymmetrical bifilm resulting from some kind of perturbation during filling, resulting in an oxide lap defect. A schematic summary is shown in Figure 2.

The bifilm crack originating in the liquid, creating favored sites for Re-rich intermetallic precipitates from the liquid and growth of γ and γ′ intermediate layer during cooling from heat treatment
As an aside, the widespread nature of bifilms in Ni-base superalloys is lent interesting support in their figure 8b of a grain boundary in alloy SRR99. It is possible to discern a very fine linear feature between the two grains for which it is difficult to imagine being anything other than a simple bifilm, uncomplicated by precipitates or intermediate layers. It appears to be only about 20 nm thick, typical of many bifilms. The authors are to be congratulated on a significant image which would be well worth further investigation. The presence of a bifilm is to be expected in SRR99 alloy as a result of the high Al content in this alloy, and, it seems, zero B content. It is important to note that the alloy of our current discussion, CMSX-10, also does not appear to contain B, which is why the bifilm explanation proposed in this communication is possible, as clarified below.
These bifilm appearances contrast with investigations into IN100 alloy in which bifilms were searched-for, but not observed.[6] Only later was it realized that bifilms would not be expected in this alloy.[7] This was a result of the effect of boron greatly reducing the melting temperature of the oxide film, composed of borates with melting points in the region of only 1273 K (1000 °C), on its surface. Analogously, boron steels are similarly well known for their strength and toughness, explained by this author to be a result of their low melting point oxide on the liquid steel, avoiding bifilms during the casting of these steels.[8] (Unfortunately, the turbulence of the pouring actions during steelmaking results in huge quantities of other entrainment defects, such as inclusions together with argon bubbles—the 1 pct residue in air—which can help initiate failure by cracking. Thus, unfortunately, these steels cannot be completely free from crack-initiating defects[8]).
For some steels and Ni-base alloys therefore, bifilms can be avoided by taking advantage of the high metal temperatures, arranging for the oxide on the liquid metal surface to be liquid. Quite separately, bifilms can be avoided by avoiding surface turbulence during melting and casting. The benefits of good melting and casting practice extend to the suppression of other entrainment defects (bubbles and external inclusions) in addition to bifilms, and so are to be recommended as a benefit to supplement the benefit of appropriate chemistry.
In conclusion, bifilms are to be expected in most cast metals, including many steels and Ni-base alloys cast in vacuum. Their near-universal presence in metals requires a rethinking of much of our traditional metallurgy. Ultimately, the elimination by improved technology of all entrainment defects, including bifilms, promises benefits not only to vacuum-cast turbine blades, but across the whole of engineering.
References
K. Kim, P. Withey and W.D. Griffiths; Metal. Metall. Trans. A, 2015 Vol 46A, (March), pp. 1024–29.
K. Kim and P Withey: Metal. Metall. Trans. A, 2017, vol. 48A (June), pp. 2932–42.
J Campbell: Complete Casting Handbook 2nd Edition 2015. Elsevier, Oxford, UK.
O. Garcia-Garcia, M. Sanches-Araiza, M. Castro-Roman, and B.J.C. Escobedo: In shape casting: 2nd International Symposium TMS; Editors P.N. Crepeau, M. Tiryakioglu, J. Campbell.
J Campbell: Materials Science & Technology, 2012, 28 (11), pp. 1358–67.
G E Fuchs and M A Kaplan: Metal. Metall. Trans. A, 2016, vol 47A (May), pp. 2346–75.
J. Campbell: Communication submitted to MMTA April 2017.
J Campbell: Steel Research International 2016 vol 87 No. 9999 1.
Author information
Authors and Affiliations
Corresponding author
Additional information
*K. Kim and P. Withey, Metall. Mater. Trans. A, 2017, vol. 48A, pp. 2932–42.
Manuscript submitted May 30, 2017.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Campbell, J. Discussion of “Formation of an Intermediate Layer Between Grains in Nickel-Based Superalloy Turbine Blades”*. Metall Mater Trans A 48, 5157–5159 (2017). https://doi.org/10.1007/s11661-017-4255-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-017-4255-y