
Abstract
Two copper-based alloys were considered, Cu-1 pct Cr and Cu-0.7 pct Cr-1 pct Si-2 pct Ni. The thermal, electrical, and mechanical properties of these alloys are given in the paper and compared to pure copper and steel. The role of aging and precipitation kinetics in hardening of the alloys is discussed based upon the developed model. Results of plastometric tests performed at various temperatures and various strain rates are presented. The effect of the initial microstructure on the flow stress was investigated. Rheologic models for the alloys were developed. A finite element (FE) model based on the Norton–Hoff visco-plastic flow rule was applied to the simulation of forging of the alloys. Analysis of the die wear for various processes of hot and cold forging is presented as well. A microstructure evolution model was implemented into the FE code, and the microstructure and mechanical properties of final products were predicted. Various variants of the manufacturing cycles were considered. These include different preheating schedules, hot forging, cold forging, and aging. All variants were simulated using the FE method and loads, die filling, tool wear, and mechanical properties of products were predicted. Three variants giving the best combination of forging parameters were selected and industrial trials were performed. The best manufacturing technology for the copper-based alloys is proposed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The tendency to increase strength-to-density ratio will be the main objective of research on materials processing for many years.[1] This objective is usually reached in two ways, either by design of new materials (chemical composition) or by control of microstructure through thermo-mechanical treatment during plastic deformation and heat treatment. Due to its high density and low strength, copper is not competitive in this area compared to most other materials. There are, however, several applications of materials in which other properties besides strength are important, such as electrical and thermal conductivity or corrosion resistance. Elements of electric circuits or heat exchangers are examples of applications in which copper is an excellent material.[2,3]
There are, however, several examples of thermal or electrical applications which require a reasonably high level of strength in a material, which cannot be reached by pure copper.[3] This can be reached by precipitation strengthened alloys. Properties of these alloys are widely investigated,[4–7] while information concerning manufacturing technology is still scarce. The objective of this work is an application of the computer techniques to design the manufacturing chain parameters for chromium-copper forgings. Two alloys with chemical compositions given in Table I were selected as for the investigations.
Physical and numerical simulations, as well as industrial tests, were performed to select the best process parameters to obtain the required properties of products with reasonably low costs. The main effort was made to design the manufacturing chain, with the goal of obtaining a uniform hardness of HV > 100. Strain hardening and precipitation hardening are the most efficient ways by which the strength of the alloys may be improved. Simultaneous use of both these mechanisms is of particular interest and it was the main objective of research in this work.
2 Copper-Based Alloys
A majority of typical applications of the copper-based alloys are connected with their high thermal and electrical properties as well as with corrosion resistance.[8] Since applications include electrodes for resistance welding,[9] heat exchangers, tools for pressure casting, sparkless tools working in fire, dangerous environments, and electric contacts working under mechanical loads, they require a certain level of strength and/or wear resistance, which generally excludes pure copper. A comparison of the basic properties of steel, pure copper, and selected Cu-based alloys in various working conditions is given in Table II.[10] It is seen in Table II that a small amount of alloying elements noticeably improves mechanical properties, while thermal and electrical properties are only slightly lower than pure Cu. Further improvement of mechanical properties is obtained when nickel and silicon are added at the expense of lower conductivity. Beyond this, the properties of the Cu-based alloys depend strongly on the preceding heat treatment and mechanical history.
Design of the manufacturing chain technology which would allow obtaining hardness levels HV > 100 and reasonably homogeneous microstructure and properties is the objective of this work. It is a continuation of the idea proposed in Reference 11. The possibility to reach this objective by use of strain hardening or precipitation hardening is evaluated in the present paper. Warm forging at 723 K to 773 K (450 °C to 500 °C) is considered as well. An investigation of a number of variants of deformation/heat treatment conditions is presented below.
3 Rheological and Microstructure Evolution Models
Numerical modeling was the main method of analysis of various variants of manufacturing cycles. Therefore, relevant models needed for the finite element (FE) simulations were developed first. Identification of the models is based on the tests described in Section III–A.
3.1 Experiment
Cu-based alloys with the chemical composition in Table I were tested. The materials were cast (200 mm diameter), hot extruded to diameters of 60 to 90 mm, and cooled in air. The average grain size (mean linear intercept) after cooling was 15.6 μm. All the tests were performed on the Gleeble 3800 simulator at the IMZ in Gliwice, Poland. The axisymmetrical samples measuring ϕ10 × 12 mm in length were deformed by compression at temperatures (T d) within the range 973 K to 1273 K (700 °C to 1000 °C) and strain rates of 0.1 to 50 s−1 with the total strain of 1. Temperatures and load–displacement data were recorded.
Four preheating schedules before the tests, described in Table III, were applied for the CuCr samples. It allowed investigation of the effect of the initial microstructure on the flow stress.
Sample A after extrusion was subject to supersaturation annealing at 1273 K (1000 °C) for 1 hour. The remaining samples B, C, and D were tested in the extruded state. Two schedules (A and C) were composed of heating directly to the deformation temperature and maintaining at this temperature for the time t p. In B and D, the samples were heated to 1223 K or 1273 K (950 °C or 1000 °C), maintained at this temperature for the time t w, and cooled to the test temperature. All samples were quenched with water after the deformation, and the microstructure was investigated.
3.2 Experimental Results
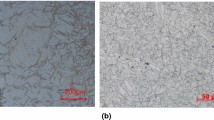
The microstructure of the samples after different treatments is shown in Figure 1. The microstructure of all the samples is composed of recrystallized grains having different grain sizes, depending on the holding temperature. Selected microstructures of the samples water cooled after deformation are shown in Figure 2. Depending on the deformation condition, the structures exhibit different features, starting from the partially to fully recrystallized state.

Microstructures of the samples after different treatments: (a)—after extrusion; (b)—after extrusion and supersaturation annealing at 1273 K/1 h (1000 °C/1 h); (c)—after reheating prior to deformation at 1223 K (950 °C); (d)—after reheating prior to deformation at 1273 K (1000 °C)

Micrographs of the CuCr samples deformed at (a) 1073 K (800 °C), (b) 1173 K (900 °C), (c) 1273 K (1000 °C) followed by water cooling; strain rate 0.1 s−1 (left) and 10 s−1 (right). Light optical microscopy. Examples of recrystallized grains are indicated with arrow in (b)
Partial recrystallization was observed in the samples’ microstructure after deformation in the temperature range 1073 K to 1173 K (800 °C to 900 °C). No recrystallization was observed during deformation in the range 973 K to 1073 K (700 °C to 800 °C). To analyze the affect of deformation parameters (temperature, strain rate) on the microstructure evolution in the investigated alloys, only recrystallized grains are considered in the quantitative analysis, which is summarized in Figure 3. This is specifically important in partially recrystallized structures typically obtained at low deformation temperatures (Figure 2(b)). In such a case, the size of grains indicated by the arrow was measured and the average number was used to create the graph in Figure 3. Thus, smaller grains are observed for supersaturated samples than for the extruded ones. The recrystallized volume fraction increases with increasing temperature at which deformation is conducted. Results presented in Figure 3 suggest that for constant temperature, the grain size decreased slightly with increasing strain rate (see also Figure 2(c)). This is typical for dynamic recrystallization. The effect is more evident at higher deformation temperatures. This can be explained by the high error for the grain size measurement in the samples deformed at the lowest deformation temperatures. It is a characteristic feature for dynamically recrystallized microstructures.[12] The influence of temperature and strain rate is small for lower deformation temperatures such as 973 K to 1073 K (700 °C to 800 °C). For samples deformed at 1173 K (900 °C) and strain rates of 10 and 50 s−1, the recrystallized volume fraction is close to one. Samples deformed at 1273 K (1000 °C) are fully recrystallized. In these samples, grain size after saturation annealing was larger than after extrusion. It is expected that the relationship between grain size and process parameters shown in Figure 3 is controlled by the state of chromium particles at higher temperatures.

Measured grain size after compression for samples from extruded material (filled symbols—schedules B through D) and from the material after saturation annealing (open symbols—schedule A). Lines represent average values obtained by model approximation. Shape of symbols corresponds to the strain rate, see the legend in the graph
The results of the deformation tests revealed the effect of deformation parameters on dynamic recrystallization, which is consistent with that observed in steels. Generally, lowering the deformation temperature and increasing the strain rate speed up the dynamic recrystallization kinetics. This may reflect the fact that mechanisms in this process are essentially the same for both materials. The observed partial recrystallization is a consequence of both temperature and strain rate dependence of dynamic recrystallization kinetics. This means that holding strain rate constant, there is a transitional range of temperature in which the microstructure is partially recrystallized as a result of the heterogeneous nature of this process.
Plastometric tests were also performed between 293 K and 473 K (20 °C and 200 °C) to determine the rheologic model for simulations of forging at room temperature. Beyond this, the stress relaxation tests were performed to identify the microstructure evolution model. The results of plastometric tests and stress relaxation tests are presented in the next section.
3.3 Rheological Models
Results of plastometric tests were used to identify rheological models of alloys. Due to various disturbances (effect of friction, deformation heating, etc.), the plastometric tests involved inhomogeneity of deformation and temperature. Thus, direct interpretation of the results was difficult. It was shown[13–15] that application of the inverse analysis to the interpretation of the tests minimized the influence of these disturbances and allowed the determination of the flow stress independent of the method of testing. The inverse approach was applied in the present work to interpret the results of the axisymmetrical compression tests performed for Cu-based alloys. The inverse algorithm developed by the authors[15] was used in the analysis. The flow stress model was identified by searching for the minimum of the objective function. This function is defined as a square root error between measured and calculated load:
where F mij , F cij are the measured and calculated loads, Npt is the number of tests, Nps is the number of load measurements in one test, p is the vector of process parameters (strain rates, temperatures), and x is the vector of coefficients in the flow stress model.
The direct problem model was based on the thermal–mechanical FE program described in Reference 16 and was defined as a simulation of the axisymmetrical compression tests. Inverse analysis of the test results yielded the flow stress versus strain relations independent of the influence of such disturbances as friction or deformation heating. Selected stress–strain curves obtained for different preheating conditions are shown in Figure 4. Since schedules B and C gave similar results, the latter case was not repeated for all investigated temperatures. Letter E in Figure 4 refers to the CuCrNiSi alloy preheated according to schedule B.

Comparison of selected stress–strain curves obtained for different preheating conditions. Letter E refers to the CuCrNiSi alloy preheated according to the schedule C
It is seen that supersaturation annealing (schedule A) gave larger flow stresses compared to the three remaining preheating schedules. On the other hand, oscillations are observed for lower values of the Zenner–Hollomon parameter in the case of B and C states. Flow stress for the CuCrNiSi alloy was larger than for the CuCr alloy. At low temperatures, the flow stress of the CuCrNiSi alloy in the as-extruded state was comparable to that of the CuCr alloy in the supersaturation annealing schedule (A). At higher temperatures, the flow stress of CuCrNiSi exceeds that of CuCr alloy for all schedules. More results of the plastometric tests for the investigated alloys can be found in Reference 17. On the basis of analysis of the results, bearing in mind that high strain rates occur in forging processes, the preheating schedule B was selected for further analysis. This is connected to the fact that the CuCr alloy subject to these preheating schedules exhibited the lowest resistance to deformation out of all preheating conditions. The flow stress equation proposed in Reference 13 was applied:
where σ y is the flow stress; ε is the strain; \( \dot{\varepsilon} \) is the strain rate; T is the absolute temperature; R is the gas constant; and k, q, k sat, q sat, n, m, and Q are the coefficients which are determined using inverse analysis of the plastometric tests.
Due to problems with evaluation of the constant strain rate sensitivity m for the whole range of temperatures, a linear representation of the temperature effect on this coefficient is introduced:
Coefficients in the flow stress model obtained from the inverse analysis for the preheating schedule B are given in Table IV.
Since there is no softening observed in the low temperatures, the simpler equation proposed by Hansel and Spittel[18] was used for these tests:
The values of the coefficients in this model were determined using inverse analysis (Table V).
3.4 Microstructure Evolution Models
Typical stress relaxation plots, which replicate the static recrystallization, are shown in Figure 5. Precipitation of alloying elements in solid solution slows down this process[19] and makes modeling difficult. In the present project, a conventional microstructure evolution model, based on the works of Sellars,[20] was applied. The Johnson–Avrami–Mehl–Kolmogorov (JAMK) equation is used to model kinetics of static recrystallization. Identification based on the results of the stress relaxation tests yielded the following coefficients in this equation:

where X is the recrystallized volume fraction, t is the time, t 0.5 is the time for 50 pct static recrystallization, D 0 is the grain size prior to deformation, ε is the strain, and \( \dot{\varepsilon} \) is the strain rate.
Recrystallized grain size equations with the coefficient determined from the experiments are
Finally, the following grain growth model is used:
Equations [7] and [8] were developed with the aid of experiments conducted in the Gleeble simulator. In the tests, the samples were deformed with different deformation conditions (temperature, strain, and strain rate) and held after deformation at different times followed by water cooling. This allowed the measurement of the recrystallized grain size as well as kinetics of the grain growth after recrystallization. Equations [7] and [8] were obtained as a result of fitting.
Selected examples of the comparison of the kinetics of the static recrystallization measured in the tests and calculated using Eqs. [5] and [6] are presented in Figure 5. Similar comparisons for the grain size (Eqs. [7] and [8]) are shown in Figure 6. A comparison of the two alloys showed that, in the CuCrNiSi alloy, precipitation retards recrystallization and subsequent grain growth noticeably. This effect is smaller in the CuCr alloy. The accuracy of the models was reasonable, but since prediction of the microstructure evolution during hot forging was of minor importance, this accuracy can be considered satisfactory. The developed microstructure evolution model was implemented into the FE code used in the present work and calculations of the grain size distribution in the volume of forgings were used in the design of the manufacturing process.

The discrepancies between model predicted and measured static recrystallization kinetics are due to the retarding effect of precipitation on the recrystallization kinetics, which is not accounted for in Eqs. [5] and [6]. This is manifested as the “plateau” in the curves shown in Figure 5. Initially, precipitates pin the grain boundaries. The unpinning occurs, and recrystallization starts progressing further on, when the size of precipitates increases substantially due to coarsening effect.
3.5 Precipitation Hardening
In order to increase the strength, the Cu-based alloys were subjected to aging in the temperature range of 723 K to 823 K (450 °C to 550 °C). The model of precipitation kinetics, adopted from Reference 21, is described below. See References 21–23 for more details. The model was composed of three sub-models: nucleation and growth, growth only, and coarsening. The following parameters were determined: (1) the driving force for precipitation, (2) the critical radius for particles, and (3) the activation energy for nucleation. The driving force for precipitation was
where V m is the molar volume of the precipitate; C Cr, C eCr are the instantaneous and equilibrium concentrations of chromium calculated using the solubility product[24] given by
The critical radius for nucleation, r c, was calculated as
where γ is the surface energy of the precipitate in the range of 0.27 J/m2 for coherent and 0.52 J/m2 for incoherent particles.[25,26]
The interaction between dislocations and precipitates was based on the assumption that the dislocation core energy over the precipitate radius is spent for the nucleation. Thus, the activation energy, ∆G, for the formation of the critical nucleus of radius, r c, is the sum of the chemical free energy \( \left( { - \frac{4}{3}\pi r^{3} \Updelta G_{\text{V}} } \right) \), the interfacial free energy \( \left( {4\pi r^{2} \gamma } \right) \) , and the dislocation core energy \( \left( { - 0.4\mu b^{2} r} \right) \). Accounting for the critical radius of nucleation (Eq. [11]), we have
where μ is the shear modulus and b is the length of the Burgers vector of the matrix.
The precipitation occurs through nucleation and growth. The variation in the density of precipitates is given by the nucleation rate. The evolution of mean particle radius is due to the growth of existing particles and the formation of new precipitates of critical radius. The Backer–Döring law, which is described in Reference 21, is used for the nucleation rate calculation:
where Z is the Zeldovich parameter (≈1/20), k is the Boltzman constant, β* is the atomic impingement rate, and τ is the incubation time defined as
where D is the diffusivity, C Cr is the concentration of chromium in the solid solution, which is rate nucleation rate controlling factor, and a 0 is the lattice constant of the matrix.
N 0 represents the number of available sites for either homogeneous or heterogeneous nucleation. The number of such nodes in the dislocation network is estimated as \( N_{0} = 0.5\rho^{1.5} , \)[21] where ρ is the dislocation density. The evolution of the precipitate radius during the nucleation and growth stage is
where \( r_{0} = \frac{{2\gamma V_{\text{m}} }}{RT}. \)
α = 1.05 is the numerical factor accounting for the fact that nucleated precipitates can grow only if their radius is slightly larger than the critical one. Superscript e stands for the equilibrium content of chromium in the solid solution–boundary limit.
In the late stage of the precipitation, the nucleation rate in the depleted solid solution progressively decreases, dN/dt tends to zero, and the pure growth equation is valid (the second term in Eq. [15] only remains). Finally, when the mean particle radius is equal to the critical one, the coarsening begins:
In order to change continuously from the growth stage to the coarsening stage, the following coarsening function was defined:
The volume fraction of particles f v is given by the product of the number of particles and an average volume of a particle. The model is implemented in the FE code and used for simulations of the precipitation in the Cu-based alloy. The contribution of the precipitation strengthening to the flow stress was calculated with the equation[22]
where k is the parameter of the model, M is the Taylor factor, and f V is the particle volume fraction \( f_{\text{V}} = \frac{4}{3}\pi Nr^{3}. \)
Using precipitation strengthening to increase the strength of Cu-based alloys was referred to as conventional technology. Cold deformation of the subsurface of the hot forged and aged part is also considered as a method to further increase the hardness due to the work hardening, increasing the dislocation density. This increase in hardness in the subsurface zone may be beneficial for the durability of many forged parts, specifically those subject to contact with other parts.
3.6 Finite Element Model
The FE code Forge based on the Norton–Hoff visco-plastic flow rule[27,28] was used in simulations. The constitutive law in Forge is[28]
where K(T, ε, \( \dot{\varepsilon } \)) is the consistency, which is a material parameter dependent on the flow stress σ y calculated from Eqs. [2] or [4], σ is the Cauchy stress tensor, and \( {\dot{\varvec{\varepsilon }}} \) is the strain rate tensor.
The visco-plastic mechanical formulation was coupled with the FE solution of the Fourier heat transfer equation[29]:
where k(T) is the conductivity, Q(T) is the heat generation rate due to deformation work, c p(T) is the specific heat, ρ(T) is the density, T is the temperature, and t is the time.
The following boundary conditions were used in the solution:
where α is the heat transfer coefficient, T a is the surrounding temperature or tool temperature, q is the heat flux due to friction, and n is the unit vector normal to the surface.
Discretization of the problem is performed in a typical FE manner[30] and simulations of processing of Cu-based alloys were performed. More details on FE modeling of these alloys can be found in References 31 and 32. Microstructure evolution and precipitation models, which are described in Sections III–C and III–D, were implemented into the FE code, and the mechanical properties of final products were predicted. The die wear model was considered as well. Details of this model are given in Section IV–D. The idea of the through process modeling, which was proposed in Reference 33 and further developed in Reference 34, was coupled with microstructure evolution models[35] and applied here to simulate the whole manufacturing chain.
4 Design of the Manufacturing Cycle for Forging of the Cu-Based Alloys
Design of manufacturing technology for forging of Cu-based alloys was the main objective of the work. The manufacturing cycle is composed of several operations from casting to receiving a final product characterized by homogeneous properties and hardness exceeding 100 HV. A schematic illustration of the manufacturing cycles considered in the present project is shown in Figure 7. Since casting is a standard process, simulations of this process are well researched, see References 36,37, and are not included in the paper.

Schematic illustration of various variants of the manufacturing cycles considered in the present work. SSA—supersaturation annealing
Variants of the manufacturing cycles were considered. These variants are composed of different preheating schedules, hot forging, warm forging, cold forging, and aging. Simulations included all these processes and, eventually, heat treatment. All variants were simulated using the FE code and parameters such as loads, die filling, tool wear, and mechanical properties of products were predicted.
Design of manufacturing technology was performed on the basis of analysis of five forgings shown in Figure 8. Forgings with different shapes and metal flow schemes were selected. Three of the forgings (I through III) are axisymmetrical and strain distributions are presented for these forgings in Figure 9. 3D forgings (IV and V) are shown as a view only. Stock dimensions are shown in Table VI.

Shapes of the investigated forgings. Pictures I, II, III, and V show ½ part of forging

Strain distributions are given for the axisymmetrical forgings I, II, and III
Since CuCrNiSi was used as a reference material, a majority of results are presented for the CuCr alloy.
4.1 Extrusion
As has been mentioned, the casting of the Cu-based alloys was not investigated in this work. Thus, the extrusion process was considered as the first element of the manufacturing cycle. Simulations of this process were performed and selected results are presented in Figure 10. The rod with diameter of 70 mm was extruded from the ingot with the diameter of 200 mm. The results show inhomogeneity of deformation and strains along the radius of the extrudate. Microstructure analysis showed that the average grain size in the center of the rod was 15.6 μm.

Calculated strain and temperature distribution in the extrusion
4.2 Hot Forging
As has been mentioned, the forging process was preceded by various heat treatment operations (schedules A through D). Analysis of these heat treatment schedules was performed during the Gleeble 3800 tests described in Section III. On the basis of this analysis, schedules B and C were selected for further investigation. Design of the forging technology was performed for all forgings shown in Figure 8, but due to the potential applications, a majority of the results presented below are for forgings III and V.
The possibility of obtaining a final shape of forgings in one step was analyzed first. Simulations showed that in a majority of the considered cases, problems with overlapping of the material or with not filling of the groove occurred.[23,32] An example of such an analysis is shown in Figure 11. Strain distribution at the moment when overlapping occurs is shown in Figure 11(a). Thus, upsetting prior to hot forging was proposed to avoid faults. Three reductions in height in upsetting were considered, 10, 15, and 20 mm. An analysis of results[23] showed that upsetting by 15 mm gives proper material flow during forging and an acceptable strain distribution. Therefore, this reduction in the upsetting was used in the analyses. Figure 11(b) shows strain distribution at the cross section of the forging when upsetting by 15 mm was applied first.

Overlapping occurring in one stage forging (a) and proper filling of the groove when upsetting by 15 mm is applied before forging (b). Strain distribution is shown in both plots
Temperature of the material during forging is an important parameter which controls properties of products and filling of the die. Therefore, simulations of temperature changes were performed for all investigated forgings and results obtained at the end of the hot forging are shown in Figures 12 and 13.

Calculated temperature distribution at the end of the process for forgings I through III

Temperature distribution for forging IV, view from the top (a) and bottom (b) and temperature distribution in forging V in cross section (c)
An analysis of the results of simulations for all forgings presented in Figure 8 has shown that the 15 mm upsetting allows forging to obtain the proper shape of products in all considered cases. The temperature drop due to air cooling and heat transfer to the dies is, in general, compensated by the temperature increase due to deformation heating.
4.3 Microstructure Evolution
Equations describing the microstructure evolution developed in Section III–C were implemented into the FE code and simulations were performed. The calculated distribution of the grain size for forging III directly after hot deformation and after cooling to the room temperature is show in Figure 14. Continuation of the static recrystallization, as well as grain growth, was simulated during cooling. A two-stage cooling schedule was considered. Air cooling for 10 seconds was simulated in the first stage. Accelerated cooling in water with the heat transfer coefficient of 1500 W/m2 K was simulated in the second stage and the results are shown in Figure 14(b).

Grain size distribution after forging (a) and after two-stage cooling to the room temperature (b)
Similar results were obtained for the remaining investigated forgings. The general conclusion from this simulation is that reasonably uniform grains in the range of 17 to 25 μm are obtained in all the forgings.
4.4 Cold Forging
The possibility of obtaining the desired hardness by cold deformation exists. To evaluate this possibility, simulations of the hot forging process stopped 2 and 5 mm before the end, followed by cold forging to the final dimensions, were performed. The results show that this technology is not acceptable. Therefore, only a few results confirming this observation are presented. The inhomogeneity of properties after cold forming was the main drawback of this process. The relation between the hardness, HV, and the cold working strain, ε, was determined on the Gleeble 3800 simulator, and the following equation was obtained:
Equation [24] is used to calculated distribution of hardness in the volume of the forgings on the basis of the strains predicted by the FE code. Calculated hardness for forgings I and III after cold reduction of 2 and 5 mm is shown in Figure 15. Significant inhomogeneity of the hardness is seen, in particular for forging I.

Hardness distribution after additional cold forging with the reduction of 2 mm and 5 mm for forgings I (top) and III (bottom)
4.5 Tool Wear
An increased tool life is required for economical production with high process reliability. Therefore, estimation of the tool life was included in the process of the design of the manufacturing cycle. Depending on the temperature of the process and the tool velocity, various mechanisms of the tool failure are possible.[38] Three tool wear models are considered in the present project. Two of them are based on the fundamental work of Archard.[39] Following the classification in Reference 38, the volume of the worn off material is proportional either to the sliding distance
or to the dissipated energy
where C s, C e are the constants, H is the hardness of the tool material, p is the normal pressure, μ is the friction coefficient, and Δv is the slip velocity between the die and the deformed material.
Sliding wear is the dominant phenomenon that controls tool wear during hot forging. In cold forging, fatigue failure should be considered. This model is based on the Basquin law.[40,41] Following this law, the damage concept, which describes the relation between the maximum load and the number of load cycles N f until the initiation of fatigue cracks for low cycle fatigue, is proposed[42]:
where ΔW eff is the energy of the deviatoric stresses; σ m, ε m are the mean stress and strain, respectively; Δσ, Δε are the amplitude of the maximum stress and strain in the tool, respectively; Δσ h, Δε h are the amplitude of the hydrostatic stress and strain, respectively; E is the young modulus; and σ f is the cyclic stress coefficient.
The three tool life models were implemented in the FE code and simulations were performed. Results of calculations of the tool wear due to sliding during hot forging of forging I made of steel, Cu, and CuCr alloy are presented in Figure 16. Forging temperatures were 1523 K (1250 °C) for steel and 1173 K (900 °C) for copper and CuCr. It is seen in Figure 15 that the largest die wear due to sliding during hot forging of forging I in all cases occurs on the edges of the tool. A comparison of all three materials showed that minimum die wear occurs for pure copper. Addition of chromium causes an increase of the die wear. The die wear in the case of hot forging of CuCr [1173 K (900 °C)] and steel [1523 K (1250 °C)] is comparable. When the temperature of hot forging of steel is lower, around 1373 K (1100 °C), the die wear due to sliding is higher than that for the CuCr alloy. Thus, in general, application of CuCr instead of steel will probably lead to a slight increase of the tool life.

Distribution of the die wear coefficient during hot forging of (a) steel at 1523 K (1250 °C), (b) Cu at 1173 K (900 °C), and (c) CuCr alloy at 1173 K (900 °C)
The die life in the process of cold forging with reductions of 2 mm and 5 mm was investigated next using Eq. [28]. In this process, cold working is used to increase hardness (see Figure 14). Results of calculations for forging I are presented in Figure 17. It is seen that fatigue coefficient in cold forging is much larger than in hot forging.

Distribution of the fatigue die failure coefficient during cold forging of the CuCr alloy with the reduction of (a) 2 mm and (b) 5 mm, and (c) during hot forging at 1173 K (900 °C)
4.6 Supersaturation Annealing and Aging
The process of precipitation, which is the basis of the supersaturation annealing and aging, was simulated first, and selected results are shown in Figure 18. The parameters assumed in the simulations are as follows: preheating temperature 1273 K (1000 °C), cooling to 773 K (500 °C) with the cooling rate of 323 K/s (50 °C/s), maintaining at 773 K (500 °C) for the indicated time. It can be concluded from these results that 5 to 60 minutes is the optimal aging time giving a maximum volume fraction of precipitates and particle radius of about 4 to 10 nm.

Results of simulations of the number of nuclei, average radius of precipitates, and volume fraction of participates during aging after supersaturation annealing
5 Laboratory and Industrial Trials
On the basis of simulations of various manufacturing chains, two alternative technologies were selected for the industrial trials: (1) Hot forging followed by supersaturation annealing and aging and (2) Hot forging followed by cold forging with the reduction of 5 mm. Since both these technologies have certain advantages and disadvantages, warm forging was additionally selected for the analysis. This is due to the fact that warm deformation increases the strength due to the lack of recrystallization and enhanced precipitation. As a result, the heat treating operations may be eliminated in the production technology.
5.1 Warm Forging
Two-stage deformation tests at 723 K to 873 K (450 °C to 600 °C) were performed on the Gleeble 3800 for CuCrNiSi and CuCr to evaluate properties after warm forging. A strain of 0.5 was applied in each stage using a strain rate of 100 s−1. Hardness of the samples for various deformation temperatures and cooling schedules is show in Figure 19. Three cooling schedules after deformation were applied: I) maintaining at the deformation temperature for 600 seconds followed by air cooling, II) maintaining at the deformation temperature for 1800 seconds followed by air cooling, and III) water cooling directly after deformation. It is seen that warm forging at 723 K to 873 K (450 °C to 600 °C) gives hardness noticeably exceeding HV = 100, without additional heat treatment. Selected microstructures of the processed samples are show in Figure 20.

Average hardness and standard deviation for samples after two-stage deformation and various cooling schedules

Selected microstructures of the CuCr samples after warm forging
Further tests consisted of forming annealed samples. After the first deformation, samples were heated to 1173 K (900 °C) at the rate of 273.5 K/s (0.5 °C/s), maintained at that temperature for 300 seconds, and cooled to the temperature of the second deformation, which was 673 K or 773 K (400 °C or 600 °C). Various cooling schemes were applied after forging. Since the hardness obtained in this process for the CuCr alloy was lower than after warm forging, the results of these tests are not presented.
5.2 Industrial Forging
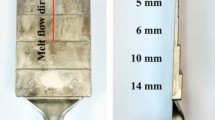
After analysis of simulations, the parameters of industrial trials were selected and are shown in Table VII. The trials were performed in one of the forging shops in Poland. Upsetting by about 15 to 20 mm before forging was applied in all cases. Following the conclusions from Reference 4 and from Section V–A that maximum hardness was observed after forging at 723 K to 773 K (450 °C to 500 °C), cases 7 and 8 in Table VII were proposed. Hardness of the forging was measured for each case, and the results are given in the table as well. HB was the surface hardness of the forging and HV was the hardness measured at the cross section (see Figures 21 and 22); r represents average hardness along the radius and symbol h represents average hardness along the height.

Locations of hardness measurements at the cross section of forging V

Forging III after deformation at 1173 K (900 °C) (top) and 1093 K (820 °C) (bottom) and cooling in air. Numbers represent measurements of the Brinnel hardness
An analysis of the results shows that conventional hot forging gives the lowest hardness. Finishing of forging at the room temperature (case 4) gives a hardness only slightly higher than that when forging was finished at 773 K (500 °C) (case 3). The latter case is easier and involves lower tool wear (see Section IV–E). Changing the material to CuCrNiSi results in an increase of hardness, but the hardness was still below 100 HB. This increase of hardness was, however, accompanied by a decrease of the thermal and mechanical properties because of the alloying (Table II), which disqualifies this material in the considered applications. Applying of preheating at 1273 K (1000 °C) for 1 hour (supersaturation annealing) followed by warm forging at 773 K (500 °C) (case 9) gives the best results as far as the hardness is considered. Warm forging at 723 K (450 °C) (case 10) causes decrease of the kinetics of the precipitation process and decrease of the hardness by 20 to 25 HV compared to the forging at 773 K (500 °C). Moreover, problems with filling of the groove were observed in warm forging processes. In consequence, additional strokes of the die had to be applied, leading to a decrease of the temperature and further slowing down of the precipitation.
The grain size was measured at several locations of each sample and the values were reasonably uniform. The average grain size was 15.2 ± 4.5 μm for the CuCr alloy and 13.4 ± 4.1 μm for the CuCrNiSi alloy.
5.3 Precipitation and Supersaturation Annealing
All samples after forging were cut into 10-mm-thick slices and subjected to the heat treatment schedules shown in Table VIII. The objective of these experiments was to determine the optimal heat treatment schedule. Hardness of the samples was measured and the average values with standard deviation are given in Figure 23.

Average hardness and the standard deviation for investigated samples
An analysis of microstructure was performed for all samples in Tables VII and VIII. Selected microstructures obtained for various schedules of the thermomechanical processing are shown in Figure 24.

Selected microstructures obtained for various schedules of the thermomechanical processing applied to CuCr alloy’s samples: HT1—773 K/30 min (500 °C/30 min); HT3—1273 K/60 min (1000 °C/60 min) → 773 K/30 min (500 °C/30 min); HT7—773 K/30 min (500 °C/30 min); HT8—723 K/30 min (450 °C/30 min). Due to the abnormal grain growth, the picture for HT3 treatment was taken under lower magnification than the others
Analysis of all the photos including those not presented in Figure 24 showed different states of the microstructure. Samples HT1-HT6 are characterized by recrystallized microstructure with grain size dependant on the preheating temperature. In contrast, the microstructures of samples HT7 and HT8 are not recrystallized with the elongated grains in the perpendicular direction with respect to the deformation axis.
The influence of the chromium precipitates on the structure and the flow stress depends on the dispersion and volume fraction of this phase.[4] For small deformations, the presence of well-dispersed particles favors a uniform dislocation distribution. A decrease in dispersion leads to cell structure formation and to strain localizations. The most favorable morphology of chromium precipitates was observed in sample HT6 and was connected to the supersaturation annealing.[11] An example of chromium precipitates in this sample with average size of about 5 to 6 nm is seen in Figure 25. An analysis of the results of the heat treatment shows that the highest hardness increase for Cu-Cr was obtained after aging at 773 K (500 °C) for 3600 seconds, which corresponds to sample HT4.

TEM micrograph of sample HT6 showing Cr precipitates (dark spots)
The last set of the tests replicated industrial hot forging followed by heat treatment. The samples measuring φ10×12 mm were deformed first on the Gleeble 3800 at 1173 K (900 °C) in two stages, with a strain of 0.5 at each stage. The hardness after forging was HV = 66.3 to 73.9, which is lower than for the forging shown in Figure 21. It is due to much faster cooling for the small sample used in the Gleeble test. Faster cooling resulted in smaller contribution of precipitation at this stage of the experiment.
Supersaturation annealing at 1273 K (1000 °C) for 1 hour followed by aging at 773 K (500 °C) for 1 hour were performed next. The hardness increased to 126 to 132 HV. Figure 26 shows microstructures of the sample. The microstructure after deformation is fully recrystallized with an average grain size of 18 μm. Supersaturation annealing followed by aging resulted in an increase of the grain size to about 83 μm. Beyond this, annealing twins are observed in the microstructure.

Microstructures of the samples after two-stage deformation at 1173 K (900 °C) (left—HV = 66.3 to 73.9) followed by supersaturation and hardening (right—HV = 126 to 132)
Recapitulating this part of the research, it can be concluded that manufacturing of the CuCr products by hot forging followed by heat treatment composed of supersaturation annealing and aging obtains uniform hardness greatly exceeding the required value of 100 HV. Alternative warm forging at 723 K to 773 K (450 °C to 600 °C) also gives hardness exceeding 100 HV, without additional heat treatment. Since it gives good hardness, while the tool wear is reasonable, 773 K (500 °C) is recommended as the best temperature of warm forging. In the case of warm forging, however, it is necessary to consider difficulties observed in the tests connected with the filling of the die [additional hits of the die are needed, in particular at the lower temperature of 723 K (450 °C)] as well as increased tool wear.
6 Conclusions
Numerical and physical simulations of various manufacturing chains based on the forging process for Cu-based alloys were performed. CuCrNiSi alloy was investigated as a reference material. Reaching the required hardness of HV > 100 and minimization of the tool costs were used as the criteria for evaluation of various technologies.
The technology based on hot forging followed by finishing forging at room temperature avoided additional heat treatment. However, keeping in mind an earlier experience with the pure copper (finishing forging in room temperature is the only way to increase the properties for copper) and problems connected with this technology observed in the present project, it is concluded that this process has more disadvantages than advantages. The main disadvantages are the decrease of the tool life, the inhomogeneity of properties due to non-uniform strains, and residual stresses which make further machining difficult.
After all the research performed in this work and accounting for the industrial experience, the technology based on hot forging followed by heat treatment composed of supersaturation annealing and aging is considered as the most advantageous and stable. It is selected as the most appropriate, even though it requires high temperature heat treatment. Recapitulating, physical and numerical simulations of the manufacturing cycle and industrial trials allow the following conclusions:
-
1.
Conventional hot forging does not give required hardness.
-
2.
Finishing of forging at room temperature gives reasonably high hardness, but it is inhomogeneous. Beyond this, the tool life decreases in this process.
-
3.
Supersaturation annealing after hot forging gives required hardness in all tested cases.
-
4.
Warm forging obtains the required hardness without additional heat treatment. Proper filling of the die may be a problem in this process.
Thus, the best manufacturing cycle for the CuCr alloys is casting → extrusion → hot forging → supersaturation annealing → aging. This process achieves hardness of 130 to 135 HV. Performed tests have shown an alternative possibility of further increase of hardness. It can be done by a manufacturing cycle composed of casting → extrusion → supersaturation annealing → warm forging at 773 K (500 °C) → holding at 773 K (500 °C) for 30 or 60 minutes.
References
A. Perlade and P. Maugis: “Development of New Lightweight High Strength Steels”, Arcelor Research presentation, Toulouse, May 24, 2005.
http://www.azom.com/article.aspx?ArticleID=556. Accessed 14 Feb 2013.
J.R. Davis: Copper And Copper Alloys, ASM International, Materials Park, 2001.
H. Dybiec, Z. Rdzawski, M. Richert, Mater. Sci. Eng., vol. A108, 1989, pp. 97-104.
J. Groza, J. Mater. Eng. Perform., vol. 1, 1992, pp. 113-21.
L. Blaz, A. Korbel, W. Bochniak, and Z. Rdzawski: in Proc. 7th JIM Int. Symp., H. Hosoi, H. Yoshinaga, H. Oikawa, and K. Maruyama, eds., Nagoya, 1993, pp. 286–94.
H. Fernee, J. Nairn, A. Atrens, J. Mater. Sci., vol. 36, 2001, pp. 2711–19.
H. Fernee, J. Nairn, and A. Atrens: High Conductivity Coppers for Electrical Engineering, Copper Development Association Publication 122, New York, 1998.
S. Kumar: T.P. Singh, IE(I) J. PR, 2007, vol. 87, pp. 3–8.
J. Szablewski: PhD Thesis, Politechnika Wrocławska, Wrocław, 1985, in Polish.
M. Pietrzyk, L. Madej, R. Kuziak, Ann. CIRP, vol. 59, 2010, pp. 319-22.
S.H. Zahiri, S.M. Byon, S.-I. Kim, P.D. Hodgson, ISIJ Int., vol. 44, 2004, pp. 1918-23.
A. Gavrus, E. Massoni, and J.-L. Chenot: in Proc. NUMIFORM’95, S.-F. Shen and P.R. Dawson, eds., A. Balkema, Ithaca, 1995, pp. 563–68.
B. Boyer and E. Massoni: in Proc. NUMIFORM 2001, K. Mori, ed., A. Balkema, Toyohashi, 2001, pp. 281–84.
D. Szeliga, J. Gawąd, M. Pietrzyk, Comput. Methods Appl. Mech. Eng., vol. 195, 2006, pp. 6778-98.
M. Pietrzyk, J. Mater. Process. Technol., vol. 106, 2000, pp. 223-29.
D. Szeliga, M. Pietrzyk, R. Kuziak, V. Pidvysotskyy, Arch. Civ. Mech. Eng., vol. 11, 2011, pp. 451-68.
Hansel A., Spittel T., Kraft- und Arbeitsbedarf Bildsamer Formgebungs-verfahren, VEB Deutscher Verlag fur Grundstoffindustrie, Leipzig, 1979.
A.M. Elwazri, E. Essadiqi, S. Yue, ISIJ Int., vol. 44, 2004, pp. 162-70.
C.M. Sellars: in Hot Working and Forming Processes, C.M. Sellars and G.J. Davies, eds., The Metals Society, London, 1979, pp. 3–15.
A. Deschamp and Y. Brecht, Acta Mater., vol. 47, 1999, pp. 293-305.
B. Dutta, E.J. Palmiere, C.M. Sellars, Acta Mater., vol. 49, 2001, pp. 785-94.
M. Pietrzyk, R. Kuziak, V. Pidvysotskyy, J. Nowak, S. Węglarczyk, and K. Drozdowski: in Metalurgia 2010, K. Swiatkowski, ed., L. Blacha, J. Dańko, M. Pietrzyk, J. Dutkiewicz, J. Kazior, co-eds., Krakow, 2010, pp. 147–69.
D.B. Butrymowicz, J.R. Manning, and H.E. Read: Diffusion Rate Data and Mass Transport Phenomena for Copper Systems, INCRA, Washington DC, 1977.
B. Dutta, C.M. Sellars, Mater. Sci. Technol., vol. 3, 1987, pp. 197-206.
J. Yang, M. Enomoto, ISIJ Int., Vol. 45, 2005, pp. 1335-44.
F.H. Norton, Creep of Steel at High Temperature, McGraw Hill, New York, 1929.
J.-L. Chenot and M. Bellet: in Numerical Modelling of Material Deformation Processes, P. Hartley, I. Pillinger, and C.E.N. Sturges, eds., Springer, London, 1992, pp. 179–224.
J.K. Chen, J.E. Braun, Numer. Heat Transf. A, vol. 40, 2001, pp. 1-20.
O.C. Zienkiewicz, R.L. Taylor, The Finite Element Method, Butterworth Heinemann, London 2000.
J. Nowak, S. Węglarczyk, R. Kuziak, K. Drozdowski, M. Pietrzyk, Comput. Methods Mater. Sci., vol. 8, 2008, pp. 186-195.
V. Pidvysotskyy, R. Kuziak, and M. Pietrzyk: Steel Res. Int., 2008, vol. 79 (2), Spec. Edit. Metal Forming Conference, pp. 826–33.
M. Pietrzyk, J. Mater. Process. Technol., 125-126, 2002, pp. 53-62.
L. Rauch, L. Madej, S. Weglarczyk, M. Pietrzyk, R. Kuziak, Arch. Civ. Mech. Eng., vol. 8, 2008, pp. 157-165.
Kuziak, V. Pidvysotskyy, M. Pietrzyk, Comput. Methods Mater. Sci., vol. 10, 2010, pp. 181–89.
A. Cebo-Rudnicka, Z. Malinowski, B. Hadała, Comput. Methods Mater. Sci., vol. 11, 2011, 343-49.
A. Burbelko, D. Gurgul, Comput. Methods Mater. Sci., vol. 11, 2011, pp. 128-34.
U. Stahlberg, J. Hallstrom, J. Mater. Process. Technol., vol. 87, 1999, pp. 223-29.
J.F. Archard, J. Appl. Phys., vol. 24, 1953, pp. 981-88.
O.H. Basquin, Proc. ASTM, vol. 10, 1910, pp. 625-30.
M.F. Ashby and D.R.H. Jones: Engineering Materials, Butterworth-Heinemann, London, 1993.
B. Falk, U. Engel, M. Geiger, J. Mater. Process. Technol., vols. 80-81, 1998, pp. 602-07.
Acknowledgments
The financial assistance of the MNiSzW, project R07 005 02, is acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted June 28, 2010.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Pietrzyk, M., Kuziak, R., Pidvysots’kyy, V. et al. Computer-Aided Design of Manufacturing Chain Based on Closed Die Forging for Hardly Deformable Cu-Based Alloys. Metall Mater Trans A 44, 3281–3302 (2013). https://doi.org/10.1007/s11661-013-1644-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-013-1644-8