
Abstract
Phosphorus can be expected to evaporate preferentially from silicon melt by induction vacuum refining (IVR). In the present study, on the assumption of phosphorus evaporating from silicon melt as gas species P and P 2, a numerical model of phosphorus removal from silicon by IVR was developed. The factors affecting phosphorus removal in decreasing order are temperature, chamber pressure, geometry of silicon melt, holding time, and original phosphorus concentration. Calculated phosphorus removal shows good agreement with the present experimental data.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Phosphorus is an impurity in silicon difficult to remove. For solar cell applications, there are limitations on the level of impurities as in semiconductor-grade silicon, but the acceptable levels are substantially higher. The maximum permissible concentrations of individual impurities in solar-grade silicon are defined by studying the conversion efficiency of solar cells as a function of impurity concentration. As is shown in Figure 1, the limits on impurity concentrations in p-type silicon for solar cells are reported by Bathey et al.,[1] Gribov et al.,[2] and Dietl.[3] The required maximum limit for phosphorus content in solar grade silicon should be less than 0.1 ppma.

Vacuum refining is one of the conventional processes in metallurgy, and phosphorus can be expected to evaporate preferentially from silicon melt under vacuum refining with its higher vapor pressure than silicon. Experiments to remove phosphorus under vacuum conditions were investigated by Zheng et al.,[4] Miyake et al.,[5] Yuge et al.,[6] Suzuki et al.,[7] Pires et al.,[8] and Ikeda and Maeda,[9] and the thermodynamics of phosphorus in molten silicon was also presented by Miki et al.[10] and Zaitsev et al.[11] In the present study, a numerical model for phosphorus removal in vacuum induction refining of silicon is developed and compared to experimental data.
2 Thermodynamic equilibrium
Understanding of the thermodynamics and kinetics of evaporation of volatile impurities from a liquid metal bath held under vacuum requires information on the vapor pressure of constituent gas species above the melt.
The equilibrium partial pressure of silicon is
where p 0Si is the vapor pressure of pure silicon; γ Si is the Raoultian activity coefficient of silicon, taken as unity here; and x Si is the molar fraction of silicon. The vapor pressure is calculated by the Van Laar equation:[12,13]
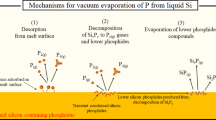
The partial pressure of phosphorus vapor above liquid silicon is complex since phosphorus has three significant gaseous species. As is reported by Schlesinger,[14] vaporizing red or liquid phosphorus forms a gas consisting primarily of P 4, which is the predominant form below 973 K (700 °C). Above this temperature, the presence of P 2 vapor becomes noticeable and increasingly dominant above 1533 K (1260 °C). At much higher temperatures, monatomic phosphorus vapor begins to appear. Therefore, the partial pressure of phosphorus vapor above liquid silicon is decided by the thermodynamic properties of p P , \( p_{{P_{ 2} }} \), and \( p_{{P_{ 4} }} \).
According to the investigation of Miki et al.,[10] phosphorus evaporated from Si-P alloy mainly contains P and P 2 gas species. The present work, in developing a model for phosphorus evaporation from molten silicon, assumes that phosphorus vapor above liquid silicon consists of only P and P 2 gas species. The Gibbs energy change of P and P 2 gas species and their equilibrium partial pressure calculated from the Gibbs energy change are listed in Table I.
In Table I, K is the equilibrium constant, p atm is atmospheric pressure (101,325 Pa), and f P is the activity coefficient of phosphorus relative to 1 wt pct in liquid silicon. According to Wagner,[15] the activity coefficient of solutes in a solution can be expressed as
Here, ε ji is the activity interaction coefficient. When taking no account of the effects of other impurities, we have
where[16]
The equilibrium partial pressure of P and P 2, as a function of phosphorus concentration in silicon at a given temperature can be calculated, as shown in Figure 2 at a temperature of 1823 K (1550 °C).

Equilibrium partial pressure of P and P 2 species as a function of phosphorus concentration in silicon at 1823 K (1550 °C)
The calculation shows that, at low phosphorus concentrations below 0.005 [wt pct P], monatomic phosphorus vapor is dominant in the gas phase at temperature 1823 K (1550 °C), as is also stated by Miki et al.[10]
3 Model description
The present model is developed for phosphorus evaporation from silicon melt by induction vacuum refining (IVR). As is shown in Figure 3, the transfer path of phosphorus during silicon refining includes five steps:

Schematic of IVR model describing the transfer path of phosphorus during silicon refining
-
(1)
transport of an atom through the melt to the neighborhood of the melt surface,
-
(2)
transport across a liquid boundary layer to the melt surface,
-
(3)
vaporization from the free melt surface into the gas phase above the surface,
-
(4)
transport across a gas phase in the chamber, and
-
(5)
condensation on the chamber inner surface or gas removal by pump.
The IVR model simplifications are as follows: (1) the silicon is assumed to have only phosphorus as an impurity element, (2) inductive stirring gives rapid movement in the melt, (3) a liquid phase boundary layer near the surface of the melt is considered to be rigid flow moving without shear gradients under the influence of inductive stirring, and (4) the gas boundary layer will not be discussed separately but included in step 3 as a factor of vaporization driving force.
The gas-liquid interface of silicon melt is shown in Figure 4. The phosphorus evaporation is accompanied by silicon vaporization. Therefore, the evaporation kinetics of both silicon and phosphorus will be discussed.

Sketch of gas-liquid interface of silicon melt
3.1 Kinetics of Si Evaporation
During the evaporation of phosphorus from molten silicon, silicon will vaporize as well. Since the concentration of phosphorus in silicon is very low and silicon behaves as pure liquid, we can consider free surface evaporation (step 3) and diffusion through the gas phase (step 4) as two possible rate limiting steps for silicon vaporization.
In step 3, free evaporation of silicon should observe the Hertz–Langmuir–Knudsen equation. When a perfect vacuum above the silicon melt is not attained, the flux of silicon is given by[17–19]
Step 4, the flux of silicon in the gas phase, should include the diffusion flux and the convective flux:[20]
In which j P,St.4, j P2,St.4, j Si,St.4, and j res is the gas-phase flux of gas species P and P 2, Si, and residual gas, respectively. D Si(g) is the molecular diffusion coefficient of silicon in the gas phase. p Si and p tot are the partial pressures of silicon vapor along the normal to the surface and the total pressure in the chamber, respectively. Silicon vapor is the main component during the evaporation so the fluxes of the other components in the chamber are negligible. Then, by integrating Eq. [9], the flux of silicon in the gas phase is
where p sSi is the partial pressure of silicon vapor at the melt surface, p cSi is the partial pressure of silicon on the condensation surface and is taken as zero, and δ is the distance from the melt surface to the condensation surface without considering the gas-boundary layer:
Here,
According to the quasi-steady-state approximation, j Si,St.3 = j Si,St.4 = j Si, combining Eqs. [8] and [11], we eliminate p sSi . The total mass transfer coefficient k Si is defined by
Here, k Si is given by
The main component in the gas phase is silicon vapor and the amount of phosphorus is in the parts per million level, so the collisions between molecular silicon and phosphorus can be ignored. Then, the diffusion coefficient of silicon vapor is[21,22]
The evaporation of silicon proceeds at a constant rate when the effects of impurities are ignored. Thus, the accumulated evaporation of silicon as a function of time is
3.2 Kinetics of Phosphorus Evaporation
The gas species of phosphorus evaporating from molten silicon is taken to be gas species P and P 2. They follow first- and second-order kinetics, respectively:
Then,
Here, k P and \( k_{{P_{ 2} }} \) are the total mass transfer coefficients of gas species P and P 2, respectively. Rearranging and integrating Eq. [19] yields
3.2.1 Evaporation of gas species P
As is shown in Figure 4, silicon melt is in rapid movement caused by inductive stirring, so it is assumed that step 1 is not rate limiting for evaporation of gas species P. Step 5 is also assumed not to be rate limiting since condensation occurs on a very large area of cold surface and volatile components are pumped out. Therefore, steps 2 through 4 are considered to be rate limiting steps for phosphorus removal. These steps (Figure 4) will be discussed in the following.
3.2.2 Step 2, transport across a “rigid” liquid boundary layer
The liquid boundary layer (Figure 4) near the surface of the melt here is assumed to be moving without shear gradients under the influence of inductive stirring. Diffusion of an atom across such a boundary layer is much slower than turbulent transfer in the bulk phase, and the melt can be considered as a “rigid body.” Because no external constraint is active on the surface of the melt, the rigid flow model of Machlin[23] appears to be appropriate. The rate of decrease of the phosphorus concentration in silicon melt can be expressed by
where C is the concentration of phosphorus in the silicon melt and C S is the concentration at the melt surface (Figure 4). The mole flux of phosphorus across the boundary layer to the free melt surface becomes
with
in which ν is the velocity of streamline flow. The velocity flow is created by the interaction between the induced currents and the magnetic field, which results in electromagnetic forces within the fluid, which, in turn, result in a vigorous stirring of the bath. The fluid velocities in induction melting furnaces were predicted theoretically by Tarapore and Evans[24,25] and estimated as 0.1 m/s by Machlin,[23] corresponding to limiting values, which tend to maximize their quantity.
DP(l) is the phosphorus diffusion coefficient in molten silicon; it can be roughly estimated by the Stokes–Einstein equation modified by considering the effects of unequal mass of molecular silicon and phosphorus:[26]
Here, R P is the atomic radius of phosphorus and η is the viscosity of molten silicon:[27]
3.2.3 Step 3, vaporization from the free melt surface into the gas phase
The evaporation of P gas from the free silicon melt surface, step 3, for the special case of submitting to a perfect vacuum can be described by the Hertz–Langmuir–Knudsen equation:[28,29]
From Eq. [4] in Table I, we set
and
so that
We may write
with
Equation [26], which refers to the maximum rate of evaporation, is valid only when a perfect vacuum is attained, and all molecules evaporating are subsequently removed or condensed. When there is not a perfect vacuum above the silicon melt, the partial vapor pressure of phosphorus right above the melt, p s P , will not be equal to zero, and the driving force of phosphorus evaporating from the melt surface will be less than its maximum limiting value. Then, the evaporation of phosphorus from the free silicon melt surface is[17–19]
Here, p s P is the partial pressure of phosphorus in the gas at the gas-liquid interface (Figure 4).
3.2.4 Step 4, transport across the gas phase in the chamber
The total flux of P in step 4 should be equal to the diffusion flux plus the convective flux of P:[20]
where p P is the partial pressure of gas species P along axis z, and the diffusion of species P in the gas phase can be considered as a quasi–steady state.
On the right-hand side of Eq. [33], compared with the flux of Si, fluxes of species P and P 2 can be ignored. The residual gas in the closed chamber can be seen as stagnant; then, rearranging and integrating Eq. [33], we obtain
Inserting Eq. [11] in Eq. [34] and setting p c P , p cSi as zero at the cold surface of the chamber, we have
or
with
where D P(g) is the molecular diffusion coefficient of phosphorus. Equation [35] indicates that the vaporizing flux of phosphorus depends on the flux of silicon based on the IVR model simplifying assumptions.
Since silicon vapor is the main gas species, molecular phosphorus collides with silicon rather than with phosphorus. Then,[21]
From Eq. [36], we have
3.2.5 Total mass transfer coefficient of species P from molten silicon
According to the quasi-steady-state approximation, j P,St.2 = j P,St.3 = j P,St.4 = j P . Inserting Eq. [36] in Eq. [32] to eliminate p s P yields
From Eqs. [4], [27], [28], and [40], we have
Elimination of C S in Eq. [22] gives
so that we have
with
3.2.6 Evaporation of gas species P2
Formation of diatomic species at the gas-liquid interface is taken to be rapid at high phosphorus concentration. The mass transfer coefficients at each step of gas species P 2 can be obtained similarly to species P, as listed in Table II.
4 Calculation Results and Discussion
4.1 Vapor Pressure of Silicon at the Melt Surface
The vapor pressure of silicon at the melt surface is a key factor for phosphorus evaporation, as evident from the flux of phosphorus shown in Eq. [35]. We take j Si,St.3=j Si,St.4, and combine Eqs. [8] and [11] to yield
or
Equation [54] shows that the surface molar fraction of silicon vapor depends on chamber pressure and temperature. If we consider the evaporation coefficient α as unity for the silicon melt, then the vapor pressure of silicon at the melt surface can be calculated from Eq. [12]. The relation of p sSi to p eSi is plotted in Figure 5 as a function of chamber pressure at temperature 1873 K (1600 °C).

Plots of equilibrium partial pressure (p eSi ) and vapor partial pressure of silicon vapor at the melt surface (p sSi ) as a function of chamber pressure
As shown in Figure 5, the driving force of evaporation depends on the vertical distance from curve p sSi to line p eSi , as is \( \left( {p_{\text{Si}}^{e} - p_{\text{Si}}^{s} } \right) \). The influence of chamber pressure on the vapor pressure at the melt surface can be divided into three different regimes. (1) When the chamber pressure is much smaller than the equilibrium vapor pressure of silicon, which is p < < p eSi , the pressure of silicon vapor at the surface increases linearly with the chamber pressure. The evaporation driving force is high. (2) When p is close to p eSi , the slope of p sSi decreases with increasing chamber pressure. Evaporation still occurs even at pressures higher than 3 Pa, since there remains a pressure difference at the gas-liquid interface. When the chamber pressure is higher than 3 Pa, p sSi will approach p eSi . (3) When p ≫ p eSi , there is no driving force any more.
4.2 Effect of Chamber Pressure
The crucible inner diameter is taken as 0.2 m, initial silicon mass 5 kg, original phosphorus concentration 15 ppmw, and melting time 3.6 ks. The mass transfer coefficients of gas P and P 2 are plotted as a function of chamber pressure and are shown in Figures 6(a) and (b), respectively. Phosphorus concentration and silicon yield are plotted in Figure 7.

Plots of mass transfer coefficients as a function of chamber pressure: (a) gas species P and (b) gas species P 2

Phosphorus removal and silicon yield as a function of chamber pressure
As is shown in Figure 6(a), when chamber pressure is less than 0.471 Pa, free evaporation of gas species P becomes the mass transfer limiting step. The total mass transfer coefficient of gas species P will be gradually independent of vacuum pressure lower than 0.1 Pa at temperature 1873 K (1600 °C). Transport of species P in the gas phase (step 4) will gradually become the controlling step at chamber pressure greater than 0.471 Pa. Similar but more obvious trends are shown in Figure 6(b) for gas species P 2; the mass transfer coefficient curve of steps 2 and 4 will cross at pressure 1.2 Pa, transferring the mass transfer limitation from step 2 to step 4.
Figure 7 shows that, when the refining process is carried out at 1873 K (1600 °C) for 3.6 ks, both phosphorus and silicon will evaporate slowly at pressures higher than 10 Pa. Evaporation will speed up on decreasing the chamber pressure, and it will be independent of the chamber pressure at pressures lower than 0.1 Pa.
The total mass transfer coefficient of species P 2 is always one order greater than that of P when initial phosphorus content is 15 ppmw; however, the partial pressure of species P is more than two orders greater than that of species P 2 (Figure 2). So, species P will limit the evaporation of phosphorus at low phosphorus concentration.
4.3 Effect of Temperature
The mass transfer coefficients of species P and P 2 are plotted as a function of temperature and are shown in Figures 8(a) and (b), respectively.

Plots of mass transfer coefficients as a function of temperature: (a) gas species P and (b) gas species P 2
As shown in Figures 8(a) and (b), the mass transfer coefficients of species P and P 2 at steps 3 and 4 increase with increasing temperatures. In Figure 8(a), the cross point between mass transfer coefficients of steps 2 and 3 is at 2203 K (1930 °C); free evaporation will become the rate limiting step for the mass transfer of species P at temperature below 2203 K (1930 °C). In Figure 8(b), the mass transport through the liquid boundary layer (step 2) will limit the evaporation of species P 2 at all temperatures when the chamber pressure is 0.1 Pa.
There is a knee point at step 4 for both species P and P 2 at a temperature of 1933 K (1660 °C), which can be explained by Figure 9.

Plots of equilibrium partial pressure (p eSi ) and vapor partial pressure of silicon vapor at the melt surface (p sSi ) as a function of temperature
As is shown in Figure 9, at a chamber pressure of 0.1 Pa and temperature of less than 1933 K (1660 °C), the partial vapor pressure of silicon (p sSi ) in the gas phase increases with the increase of temperature, while it goes to a constant of 0.1 Pa after 1933 K (1660 °C) no matter how high the equilibrium pressure of silicon (p eSi ) achieved, since the partial vapor pressure can never exceed the chamber pressure. According to Eqs. [11] and [35], the mass transfer coefficients of phosphorus and silicon in step 4 are linear to p sSi ; as a result, the knee point exists at a temperature of 1933 K (1660 °C).
4.4 Effect of Original Phosphorus Concentration
The original phosphorus concentrations are taken as 15, 50, and 150 ppmw, respectively. The phosphorus concentration and silicon yield are plotted as a function of temperature and are shown in Figure 10.

Plots of phosphorus content and silicon yield as a function of temperature with initial phosphorus concentration of 15, 50, and 150 ppmw, respectively
As is shown in Figure 10, phosphorus removal will be nearly independent of the original concentration at temperatures above 2103 K (1830 °C), pressure of 0.1 Pa, and holding time of 3.6 ks. This is because phosphorus evaporates as species P 2 at high phosphorus concentration and as species P at low phosphorus concentration. The silicon yield does not vary with the phosphorus concentration.
At 2103 K (1830 °C) and 0.1 Pa, phosphorus concentrations after 3.6 ks are 0.1, 0.17, and 0.22, corresponding to original phosphorus contents of 15, 50, and 150 ppmw, respectively. The silicon yield is about 87 pct.
4.5 Effects of Geometry of Silicon Melt
The effect of geometry on phosphorus removal is usually given in terms of a ratio A/V. In this calculation, we assume that a cylindrical crucible is used. The effects of geometry on the mass transfer coefficients of species P and P 2 are plotted as a function of diameter height ratio (d/h) of silicon melt and are shown in Figures 11(a) and (b), respectively. Phosphorus concentration and silicon yield are plotted in Figure 12.

Plots of mass transfer coefficients as a function of diameter height ratio (d/h) of silicon melt: (a) gas species P and (b) gas species P 2

Plots of phosphorus concentration and silicon yield as a function of diameter height ratio (d/h) of silicon melt
As shown in Figures 11(a) and (b), the geometry (d/h) of silicon melt has hardly any effect on mass transfer coefficients of steps 3 and 4, and only a little on step 2.
In Figure 12, the original phosphorus concentration is 15 ppmw, and the conditions are temperature of 1873 K, pressure of 0.01 Pa, and holding time of 3.6 ks. Phosphorus removal obviously increases with increasing diameter-to-height ratio (d/h) from 1 to 40. Silicon yield goes down sharply when d/h exceeds 10. About 4 ppmw phosphorus is removed with a silicon yield of 99 pct when d/h is equal to 1. About 8 ppmw phosphorus is removed with silicon yield of 98 pct when d/h is 10.
4.6 Phosphorus Removal for Various Conditions
Phosphorus concentration for various pressures and temperatures and silicon yield for the case of 2023 K (1750 °C), 0.01 Pa are plotted as a function of holding time in Figure 13.

Plots of phosphorus concentration for various pressures and temperatures and silicon yield as a function of holding time
As is shown in Figure 13, the curves can be presented in two groups: one is at a temperature of 1923 K (1650 °C) with various pressures of 0.01, 0.1, 1, and 10 Pa, and the other is at a pressure of 0.01 Pa with various temperatures of 1723 K (1450 °C), 1823 K (1550 °C), 1923 K (1650 °C), and 2023 K (1750 °C).
Phosphorus concentration at 1923 K (1650 °C) and 1 Pa is lower than that at 1823 K (1550 °C) and 0.01 Pa. This finding shows that temperature is more important than pressure. At low chamber pressure, phosphorus removal is nearly independent of pressure. For example, the phosphorus concentration curve for 1923 K (1650 °C) and 0.1 Pa nearly overlaps with the curve for 1923 K (1650 °C) and 0.01 Pa.
The curve at 2023 K (1750 °C), 0.01 Pa shows that it should take more than 7 × 103 s to decrease phosphorus from 15 ppmw to less than 0.1 ppmw. Also, 11 pct silicon is lost.
5 Experimental data and Discussion
Experiments both in small scale[4] and pilot scale were performed in the present study. In the small scale experiments, 0.1 kg MG-Si (99.98 pct Si) is added in a high-purity graphite (>99.998 pct C) crucible with an inner diameter 0.05 m, outer diameter 0.06 m, and depth 0.12 m. Melting is carried out under argon atmosphere of 80,000 Pa. After complete melting, the chamber is evacuated to the specified pressure and temperature as fast as possible. The temperature is measured using a pyrometer with an error of ±20 K (±20 °C). Then the melt is held for a period of time as 15, 30, 45, and 60 minutes, respectively. At the end of the experiment, the melt is cast into a graphite mold, sampled, and analyzed by inductively coupled plasma atomic emission spectroscopy. The experimental parameters are listed in Table III.
In the pilot scale experiments, MG-Si powder after acid leaching is employed as a raw material in order to reduce the effect of other volatile elements. The main impurity elements are listed in Table IV.
An induction melting and casting unit was used. The crucible-coil assembly is positioned approximately at the center of a water-cooled vacuum chamber of 1-m diameter and 1-m depth. Five to ten kilograms of silicon is melted by induction heating in a high-purity graphite (99.998 pct C) crucible with an inner diameter 0.2 m, outer diameter 0.25 m, and depth 0.2 m. In order to avoid the effects of phosphorus evaporation during the melting stage, silicon is melted under 80,000 Pa argon pressure. During the refining, the temperature is measured continuously with a two-color optical pyrometer. With continuous temperature measurement and manual control of the power input to the furnace, the temperature of the melt could be maintained constant within ±10 K (±10 °C). The ingots are sawed and analyzed by inductively coupled plasma mass spectrometry. The calculation results using the IVR model are given in Table V.
Experimental data both from small scale and pilot scale experiments are compared to the IVR model and plotted in Figure 14.

Comparison of experimental data to calculated results from IVR model
As shown in Figure 14, the numerical results using the IVR model for the Si-P binary system agree well with the pilot scale experimental data. Deviations in the small scale experiments may be due to several possible reasons. The presence of other solutes, such as Al, Ca, Fe, B, etc., will affect the diffusivity and activity of phosphorus in molten silicon. The presence of volatile elements, such as Al, Ca, and Fe, has effects on phosphorus vaporization and gas-phase transfer. The induction stirring created by electromagnetic field will form a surface with mushroom face,[24,25] which will increase the surface area of evaporation, especially in small scale experiments.
6 Conclusions
A kinetic model of phosphorus removal from silicon by IVR is presented in this article. We assume that phosphorus evaporates from silicon melt as gas species P and P 2. Mass transfer in the liquid boundary layer (step 2), free evaporation in the gas-liquid interface (step 3), and diffusion in the gas (step 4) are considered to be the possible rate limiting steps.
Temperature, pressure, geometry of melt, holding time, and original phosphorus concentration were taken into account in this model, and their influence on mass transfer coefficients, phosphorus removal, and silicon yield is discussed.
Pressure is an important factor affecting evaporation. Evaporation can be divided into three regimes with increasing chamber pressure. In the first regime, when the chamber pressure (p) is much smaller than the equilibrium partial pressure of silicon vapor (p eSi ), which is p < < p eSi , the pressure of silicon vapor at the melt surface increases linearly with the chamber pressure and the evaporation driving force is high; in the second regime, when p is close to p eSi , the driving force will decrease and approach zero with increasing chamber pressure; and in the third regime, as p > > p eSi , no more evaporation will occur since there is no driving force at the gas-liquid interface.
Temperature is another key factor. Mass-transfer coefficients of species P and P 2 at steps 3 and 4 increase with increasing temperatures. Free evaporation limits the mass transfer rate of species P at a temperature lower than 2203 K (1930 °C) and pressure of 0.1 Pa.
The original phosphorus concentration will determine which gas species of phosphorus evaporates from the silicon melt. Species P dominates in the gas at low phosphorus concentration. At high phosphorus concentration, phosphorus evaporates mainly as species P 2 and is limited by step 2 at all temperatures when the chamber pressure is 0.1 Pa. At a high temperature above 2103 K (1830 °C) and a low pressure of 0.1 Pa, the final phosphorus concentration does not significantly depend on the original phosphorus concentration.
The geometry of silicon melt has hardly any effect on the mass transfer coefficients of steps 3 and 4, and only a little on step 2. Phosphorus removal obviously increases with increasing the diameter to height ratio (d/h) from 1 to 40. Silicon yield goes down sharply when d/h exceeds 10.
In conclusion, the factors affecting phosphorus removal in decreasing order are temperature, chamber pressure, geometry of silicon melt, holding time, and original phosphorus concentration. The best conditions for phosphorus removal are high temperature, relatively low pressure, and large surface area. High phosphorus removal will be accompanied by high silicon loss. The IVR model agrees well with the experimental data in the present study.
Abbreviations
- A :
-
surface area at the gas-liquid interface [m2]
- C :
-
phosphorus concentration in the bulk melt [mol/m3]
- C s :
-
phosphorus concentration at the melt surface [mol/m3]
- D i(g) :
-
diffusion coefficient of i in the gas phase (i = P, P 2, Si) [m2/s]
- D i(l) :
-
diffusion coefficient of i in the liquid (i = P, P 2, Si) [m2/s]
- d :
-
inner diameter of crucible [m]
- f i :
-
Henry activity coefficient solute i related to 1 wt pct in an infinitely dilute solution (i = P, P 2)
- ≥G ° n :
-
Gibbs free energy change of equilibrium [J/mol]
- h :
-
height of melt [m]
- j i :
-
flux of i at equilibrium (i = P, P 2, Si) [mol/s]
- j i,St.m :
-
flux of i (i = P, P 2, Si) at step m (m = 2, 3, 4) [mol/s]
- j res :
-
flux of the residual gas in the chamber [mol/s]
- J Si :
-
mass loss of silicon for a period of time [kg]
- K :
-
equilibrium constant
- kB :
-
Boltzmann constant, 1.3806503 × 10–23 m2 kg/s2 K
- k i,St.m :
-
mass transfer coefficient of i (i = P, P 2, Si) gas at step m (m = 2, 3, 4) [m/s]
- k i :
-
total mass transfer coefficient of i (i = P, P 2, Si) [m/s]
- k′ i,St.4 :
-
mass transfer coefficient of i (i = P, P 2) relative to step 4 [m/s]
- M i :
-
molecular mass of i (i = P, P 2, Si), 10–3 kg/mol
- m :
-
mass of a molecule [kg]
- m i :
-
mass of molecule i (i = P, P 2, Si) [kg]
- p :
-
chamber pressure [Pa]
- p i :
-
partial pressure of i in the gas phase (i = P, P 2, Si) [Pa]
- p tot :
-
total pressure in the gas phase [Pa]
- p atm :
-
atmospheric pressure, 101,325 Pa
- p ei :
-
equilibrium partial pressure of solute i (i = P, P 2, Si) [Pa]
- p si :
-
vapor pressure of i (i = P, P 2, Si) at the melt surface [Pa]
- p ci :
-
partial pressure of i (i = P, P 2, Si) at the condensation surface [Pa]
- p 0i :
-
vapor pressure of pure element i (i = P, P 2, Si) [Pa]
- p *i :
-
vapor pressure of solute i (i = P, P 2) in molten silicon at infinite dilution relative to pure liquid [Pa]
- P :
-
monatomic gas species of phosphorus
- P 2 :
-
diatomic gas species of phosphorus
- r :
-
radius of melt circular surface [m]
- R:
-
gas constant, 8.31541 J/mol K
- R P :
-
atomic radius of phosphorus, 1.06 × 10–10 m
- t :
-
melting time [s]
- T :
-
melting temperature [K]
- v :
-
velocity of stream line flow, taken as 0.1 m/s
- \( \bar{v} \) :
-
average velocity of gas molecular [m/s]
- V :
-
volume of silicon melt [m3
- [wt pct i]:
-
concentration of solute i in mass percent (i = P, P 2, Si) [pct]
- [wt pct P]0 :
-
original phosphorus content in silicon melt [pct]
- x i :
-
mole fraction of solute i (i = P, P 2, Si)
- x sSi :
-
mole fraction of silicon vapor at the melt surface
- z :
-
distance along z-axis [m]
- α :
-
surface evaporation coefficient, taken as unity
- δ :
-
distance from the melt surface to the condensation surface [m]
- η :
-
viscosity of silicon, 10–3 Pa s
- ρ Si :
-
density of silicon melt, 2500 kg/m3
- +λ i :
-
mean free path of molecule i in the gas phase (i = P, P 2, Si) [m]
- σ i :
-
diameter of molecule i (i = P, P 2, Si) [m]
- π :
-
Pi = 3.1415926
- ε ji :
-
activity interaction coefficient between i and j
- γ Si :
-
Raoultian activity coefficient of silicon
- ξ i :
-
diffusion effect factor of silicon vapor on gas species i (i = P, P2)
- ppmw:
-
10–4 mass percent
References
B.R. Bathey and M.C. Cretella: J. Mater. Sci., 1982, vol. 17, pp. 3077–96.
B.G. Gribov and K.V. Zinov’ev: Inorg. Mater., 2003, vol. 39, pp. 653–62.
J. Dietl: Solar Cells, 1983, vol. 10, pp. 145–54.
S. Zheng, J. Cai, C. Chen, and X. Luo: 3rd Int. Workshop on Science and Technology of Crystalline Si Solar Cells, Trondheim, Norway, Norwegian University of Science and Technology, Trondheim, Norway, 2009, CSSC-3, pp. 13–15.
M. Miyake, T. Hiramatsu, and M. Maeda: J. Jpn. Inst. Met., 2006, vol. 70, pp. 43–46.
N. Yuge, K. Hanazawa, K. Nishikawa, and H. Terashima: J. Jpn. Inst. Met., 1997, vol. 61, pp. 1086–93.
K. Suzuki, K. Sakaguchi, T. Nakagiri, and N. Sano: J. Jpn. Inst. Met., 1990, vol. 54, pp. 161–67.
J.C.S. Pires, J. Otubo, A.F.B. Braga, and P.R. Mei: J. Mater. Process. Technol., 2005, vol. 169, pp. 16–20.
T. Ikeda and M. Maeda: ISIJ Int., 1992, vol. 32, pp. 635–42.
T. Miki, K. Morita, and N. Sano: Metall. Mater. Trans. B, 1996, vol. 27B, pp. 937–41.
A.I. Zaitsev, N.E. Shelkova, and A.A. Kodentsov: J. Phase Equilib., 2000, vol. 21, pp. 528–33.
C. Mosselman, W.H.V. Vugt, and H. Vos: J. Chem. Eng. Data, 1982, vol. 27, pp. 246–51.
O. Kubaschewski, E. LL. Evans, and C.B. Alcock: Metallurgical Thermo-chemistry, 4th ed., Pergamon Press Ltd., Oxford, United Kingdom, 1979, pp. 408–20.
M.E. Schlesinger: Chem. Rev., 2002, vol. 102, pp. 4267–4301.
C. Wagner: Thermodynamics of Alloys, Addison-Wesley Press, Inc., Reading, MA, 1952, p. 51.
T. Shimpo, T. Yoshikawa, and K. Morita: Metall. Mater. Trans. B, 2004, vol. 35B, pp. 277–84.
F.D. Richardson: Physical Chemistry of Melts in Metallurgy, 1st ed., Academic Press, New York, NY, 1974, vol. 2, pp. 483–94.
E. Ozberk and R.I.L. Guthrie: Metall. Mater. Trans. B, 1986, vol. 17B, pp. 87–103.
S.T. Junder, R.W. Birkmire, and F.J. Doyle, III: AIChE J., 2005, vol. 51, pp. 878–94.
C.J. Geankoplis: Mass Transport Phenomena, Holt, Rinehart and Winston, Inc., New York, NY, 1972, pp. 40–45.
R.B. Bird, W.E. Stewart, and E.N. Lightfoot: Transport Phenomena, John Wiley & Sons, New York, NY, 1960, pp. 508–10.
C.J. Geankoplis: Mass Transport Phenomena, Holt, Rinehart and Winston, Inc., New York, NY, 1972, pp. 23–25.
E.S. Machlin: Trans. TMS-AIME, 1960, vol. 218, pp. 314–26.
E. Tarapore and J. Evans: Metall. Trans. B, 1976, vol. 7B, pp. 343–51.
E. Tarapore and J. Evans: Metall. Trans. B, 1977, vol. 8B, pp. 179–84.
T. Abel Engh: Principles of Metal Refining, Oxford University Press, Oxford, United Kingdom, 1992, p. 116.
Y. Sato, Y. Kameda, T. Nagasawa, T. Sakamoto, S. Moriguchi, T. Yamamura, and Y. Waseda: J. Cryst. Growth, 2003, vol. 249, pp. 404–15.
A. Bronson and J. Chessa: J. Am. Ceram. Soc., 2008, vol. 91, pp. 1448–52.
K. Ono and R. O. Suzuki: J. Mass Spectrum. Soc. Jpn., 1999, vol. 47, pp. 38–41.
Acknowledgments
The authors gratefully acknowledge the financial support from the Natural Science Foundation of Fujian, Province of China (Grant No. 2007J0012); the Key Technological Program of Fujian, Province of China (Grant No. 2007HZ0005-2); and the BASIC project of NTNU supported by the Norwegian Research Council. We wish to express our sincere thanks to Drs. Kai Tang and Eivind J. Øvrelid, SINTEF (Norway), for their review and discussion of this article. We also appreciate the assistance of Mr. Yalong Li, Xiamen University (XMU) (Xiamen, China), in carrying out the experiments.
Open Access
This article is distributed under the terms of the Creative Commons Attribution Noncommercial License which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted July 15, 2010.
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License (https://creativecommons.org/licenses/by-nc/2.0), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Zheng, S., Engh, T.A., Tangstad, M. et al. Numerical Simulation of Phosphorus Removal from Silicon by Induction Vacuum Refining. Metall Mater Trans A 42, 2214–2225 (2011). https://doi.org/10.1007/s11661-011-0621-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-011-0621-3