
Abstract
Ultrahigh-precision machining of glass is indispensable for optical component fabrication and therefore for applications. In this regard, plasma jet assisted chemical etching technologies enable new fabrication processes for enhanced optical functionalities due to their deterministic localized machining capabilities. This technique has been successfully applied to fused silica and silicon. However, applications require specific glass properties are related to complex material compositions of the glass. Hence, reactive plasma etching of these optical glasses is a challenging task. For instance, etching of metal oxide containing glass like N-BK7 by a fluorine-based reactive atmospheric plasma jet (RAPJ) exhibits currently limitations due to the formation of non-volatile reaction products that remain on the glass surface as a layer. Therefore, a procedure consisting of RAPJ etching and laser ablation is proposed for the machining of N-BK7. The capability of laser-based removal of residual layers is compared to water-based solving of the residual layer. After RAPJ etching of N-BK7 using a CF4–O2 gas mixture with an average microwave power of 16 W, the samples are cleaned either by a water-based solvent or by the ablation with a nanosecond-pulsed ultraviolet laser. The laser irradiation with fluences of 2.8 J/cm2 results in a localized removal of the residual layer. It is demonstrated that the roughness of the laser-cleaned N-BK7 surface is similarly low as solvent-based cleaned samples but the pulsed laser enhanced cleaning allows a dry processing at atmospheric pressure as well as a localized processing with a high lateral resolution.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Glass is a high-tech material with properties that can be tuned e.g. by its composition in a wide range to satisfy particular requirements for the intended application. Dedicated technical glass is used for fabrication of optical elements such as lenses, mirrors, prisms, or other devices. As the application-related interaction of surfaces with light requires high precise surface topography features, surface machining processes must enable an appropriate surface quality over the whole range of spatial surface wavelengths [1].
Precision machining of glass is usually performed by mechanical abrasive techniques such as grinding or polishing [2]. In order to achieve ultra-precise optical surfaces, atomic particle beam-based surface machining techniques such as ion beam figuring (IBF), ion beam smoothing (IBS), or plasma jet machining (PJM) are usually employed which are specifically beneficial for the correction and finishing of surfaces, e.g. on aspheric lenses, freeform surfaces and mirrors [3, 4]. Ultra-precision surface machining processes should fulfil the basic requirement of controlling the material removal rate precisely for maintaining a smooth surface and limiting the damage of the processed material.
PJM has been shown to be a very efficient technology for surface figuring and figure error correction employing a reactive atmospheric plasma jet (RAPJ) as the tool. The mechanism of material removal is based on a dry etching process, where excited fluorine species generated in the plasma jet undergo chemical reactions with the surface [3]. RAPJ etching works best for pure silicon-based materials such as fused silica, silicon and silicon carbide, since the chemical reaction products are volatile, e.g. SiF4 and CO2 in the case of silicon dioxide etching.
However, some of commonly used optical glasses (e.g. N-BK7) contain further components such as alkali metal oxides and others in addition to silicon dioxide which provide the respective physical, chemical, and optical properties of the glass. Hence, during plasma jet etching of such glasses, non-volatile residues from the reaction of metal components of the glass with fluorine are formed in addition to the volatile reaction compounds. Consequently, residual layers remain on the surface leading to self-masking effects. Depending on the mesoscopic and microscopic structure of the layer, waviness and roughness structures arise during the etching procedure and the local etching rate is irregularly influenced by masking effects [5]. To overcome this deficiency, the residuals formed on the plasma-treated surface needs to be removed.
The cleaning of RAPJ etched glass surfaces by immersion in water-based solvent has been studied in our former work [5]. However, this approach is challenging for different glass types since the solubility of the etch products remaining as residual layer on the sample surface depends on the composition of the glass. Therefore, wet cleaning must be optimized for each glass and may fail for particular glasses. Additionally, wet cleaning can be applied only after finalizing the plasma processing. On contrary, a dry cleaning technique is more suitable to be implemented in a consistent surface manufacturing process.
Hence, in this work RAPJ etching and laser processing are combined to make up an improved technological approach for high precision machining of silica glass containing metal oxides. Application of laser beams provide a promising way to selectively remove the residual layers. Laser-beam machining of glass can be achieved by melting, evaporation and ablation processes. Laser ablation, however, requires the absorption of the laser photons by the material that can be realized with high energetic photons or more easily with ultra-short laser pulses [6].
A substantial increase of photon absorption at the surface to be machined can be achieved by attaching a high-absorbing material to the glass surface; these technologies are called backside etching. The most common approach, i.e. the laser-induced backside wet etching, makes use of highly absorbing liquids [7, 8] and fulfils the requirement of UHPM by featuring a low etching rate (~ 10 nm/pulse), a low roughness (~ 10 nm rms) and a damage depth in the range of less than 20 nm [9]. The mechanism of backside etching is rather complicated and involves physical and chemical processes [10].
Pulsed laser irradiation provides high energy within short time and can induce a number of physical mechanisms spanning from thermal to mechanical processes. Hence, the primarily provided high pulse power as a product of the energy and density of photons is sequentially transferred into electronic excitations and thermal processes. After thermalization, parts of the energy can induce mechanical processes such as stress fields and shock waves.
The combination of plasma and laser processing simultaneously or sequentially has been already investigated with the goal to improve the laser processing of glass by means of the plasma jet modification of the surface. The commonly used plasma jets contain oxygen, argon or nitrogen as working gases that are reactive in some extent especially after plasma activation. Usually such plasma jet treatment results most likely in near surface material modifications that show an enhanced interaction with (UV) photons and feature in consequence stronger laser ablation. The observed effects of the plasma- laser combination are rather week and can currently not be considered as a tool for ultra-precision surface machining [11, 12].
In our work, an approach of reactive plasma jet etching with a fluorine-containing gas and pulsed laser enhanced (LE) cleaning for machining of N-BK7 glass is proposed. The RAPJ is initially applied to the N-BK7 surface performing an etch process and combined with laser ablation applied thereafter for removing plasma generated residual layer.
The chemical reaction during the plasma jet etching results in the formation volatile products; about 80% of the N-BK7 (i.e. SiO2 and B2O3) can convert into volatile compounds after the interactions of the plasma generated active species (i.e. F and CFx) that can desorb from the etched surface [14]. The remaining 20% influence the RAPJ etching and must be removed by additional means. Here, LE cleaning is compared with a solvent wet cleaning to evaluate and discuss the obtained results.
The proposed approach can be exploited in deterministic surface machining by RAPJ of optics for generating freeform surfaces widely used in illumination applications, e.g. for controlling spatial light intensity distribution.
Experimental Setup and Processing Procedure
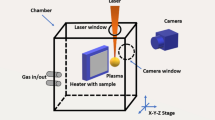
The proposed approach of RAPJ etching and layer removal by laser ablation is depicted in Fig. 1.
For the experiments, N-BK7 windows with 50 mm diameter and 3 mm thickness, polished on both sides, were used. Before starting the machining process, the samples were cleaned by a standard RCA cleaning process [13]. RCA cleaning is optimized for removing organic and metallic contaminants from the surface. After applying RCA cleaning, the N-BK7 glass sample was etched with RAPJ, where the plasma jet was moved along a line across the sample in order to produce a trench-like profile. Subsequently, the surface residues on the etching tracks were removed by using one of the following cleaning techniques: (1) wet-cleaning in a water-based solvent or (2) dry-cleaning by pulsed UV-laser irradiation.
Reactive Atmospheric Plasma Jet Etching
Etching by RAPJ employing a gas stream containing helium as well as a small amount of fluorine containing gas exited in a high frequency electrical field at the end of an open coaxial system with a tubular inner conductor forming a kind of nozzle has been studied already [5].
In these experiments, a plasma pulse repetition frequency of 2.1 kHz was adjusted, while the peak power and the pulse width were set to 200 W and 38 µs, respectively. This results in an averaged input power of 16 W that ensures a stable plasma jet formation with a plasma jet length of approximately 8 mm. A gas composition of helium (400 sccm) as an inert carrier gas as well as CF4 (1 sccm) and O2 (2 sccm) as reactive plasma component was used for all experiments. The plasma jet was scanned once across the sample surface with a speed of 2 mm/s. The lateral tool function of the RAPJ shows a near-Gaussian function with full width at half maximum of approximately 1.5 mm. The etching depth depends mainly on the RAPJ characteristics, e.g. the plasma power, gas flow rate, working distance between the nozzle and sample, and the plasma dwell-time.
Surface Cleaning by a Water-based Solvent After RAPJ Etching
Non-volatile by-products of RAPJ etching of N-BK7 form a residual layer on the glass surface with a composition different to that of the glass. This residual layer reduces the attack of the reactive species from RAPJ to the glass surface by preventing the consistent transfer of active species. Therefore, the residual layer must be removed to maintain the RAPJ etching performance. In our previous work [14], the chemical composition of the N-BK7 surface was analyzed by XPS after etching and after a subsequent water/ethanol cleaning process. It was shown that the residual layer consists of different metal oxides and fluorides. The XPS analysis after water/ethanol cleaning exhibited a surface with very low amount of residual etching products. Therefore, a 50% ethanol–water solution was applied for solution cleaning followed by a RCA cleaning procedure [13] in addition.
Laser Processing After RAPJ
In order to enable sufficient absorption of the pulsed laser irradiation an Excimer laser with a wavelength of 248 nm and a pulse length of 25 ns was used. The laser was embedded in a laser workstation, which comprise X–Y–Z translation stages for moving the sample relative to the laser spot. The laser spot has a quadratic shape with a size of 100 µm × 100 µm and a homogenous energy density distribution. The laser irradiation of the RAPJ etched surface was performed at a repetition rate of 100 Hz.
Preliminary studies have shown that the laser ablation of N-BK7 requires high laser fluences and hence results into a strongly damaged surface showing melting and crack formations. The laser fluence range was set limited to a maximum fluence of 2.8 J/cm2 in order to prevent damaging of the substrate surface. Further, preliminary studies varying the applied laser pulse number in the ranges of 1 to 1000 showed a reliable residual layer removal with 200 pulses.
The RAPJ etching tracks were irradiated by arrays of 8 × 10 laser spots. The laser parameters used in each generated laser spot array were constant and the lateral distance between each laser spot was 50 µm.
Results and Discussion
Based on former studies [5], the parameters of plasma jet are chosen to allow a RAPJ etching of N-BK7 without pre-heating the glass sample (i.e. initial surface temperature of 25 °C). However, surface temperatures up to 290 °C are reached due to the heat flow from the plasma jet to the surface. Several linear tracks on N-BK7 samples are machined with RAPJ applying the same conditions.
Figure 2a shows a microscopic image of a N-BK7 surface treated by RAPJ. The colour in the treated tracks is related to the interference effect on the formed residual thin layer having a thickness distribution and a refractive index different to the substrate.
One set of N-BK7 samples were cleaned by immersion into the water-based solution. After the solvent cleaning, the RAPJ etched tracks are still visible but with less contrast (see Fig. 2b) that can be linked to remaining RAPJ residues that are not removed completely.
However, remaining slightly visible features are mainly related to light scattering due to increased surface roughness.
The reaction products of RAPJ species with the N-BK7 surface are mainly metal oxides, metal fluorides or mixtures of them. Expected stoichiometric reaction products with the glass are Na2O, NaF, KF and BaF2 [14]. However, the exclusive formation of components with chemical stoichiometry in the etched RAPJ track is rather unlikely due to the short plasma exposure time, the gradient of the RAPJ species across the plasma beam, the diffusion of reactive species into the material and the temperature dependence of the chemical etching reaction. Hence, the reaction products of the glass and the plasma generated reactive species are more likely non-stoichiometric compounds with complex composition that finally result into the residual layer. Moreover, due to the expected non-stoichiometry of formed reaction products, the incorporation of carbon compounds can be assumed, too. Since these materials have a different solubility, a complete removal cannot be presumed within the solution cleaning process.
In order to investigate the effects of substrate surface temperature during RAPJ on the LE cleaning, two samples are etched at room temperature (i.e. the initial substrate temperature was 25 °C) or preheated by a hotplate to 350 °C while all other process parameters were kept fixed. During RAPJ etching the surface temperature distribution arises as a result of the heat flow originating from the heater (i.e. the initial surface temperature) and the plasma heat flow to the surface. Maximum surface temperatures have been determined in the center of the plasma-surface interaction zone by infrared thermography to be 290 ± 10 °C for the unheated case and 480 ± 10 °C for the heated substrate. Due to the RAPJ etching, residual layers were generated from non-volatile reaction products.
Approximately 20% of the N-BK7 can form non-volatile by-products such as NaF, KF and BaF2, which are the outcomes of the chemical reaction of plasma species and metal oxides components of N-BK7 (Na2O, K2O and BaO). The following sum reactions can be considered:
The oxygen as a result of the reaction can further react with other species in the RAPJ, e.g. carbon, forming stabile volatile components. Since these non-volatile products have a very high boiling point, they are solid under normal conditions and cannot desorb from the surface. Hence, a residual layer on top of the N-BK7 is created within the etched area. Due to this generated residual layer a further plasma etching is hindered. A detailed analysis of residual layers can be found in our previous work [14].
First studies of LE cleaning of residual layers resulting from the RAPJ etching at different sample temperatures show that the laser ablation resistance is different. Laser damage resistance increases at higher substrate temperatures applied during RAPJ etching. Hence, the residual layer could not be removed within the applied range of laser parameters.
The temperature load comprises constant preheating and temporal RAPJ heating. As many processes are thermal activated, the average temperature determines the structure, the composition, the thickness, and the defect density of materials, here the residual layer. With preheating, the residual compounds remain for a longer time at high temperatures enabling densification, crystallization and solidification of the residual components. In addition, by-products of the RAPJ such as CFx compound incorporated into the residual layer may be reduced by out diffusion. Well defined (crystalline or amorphous) materials with less defects and low contamination feature usually a higher laser damage resistance. Furthermore, the residues layer thickness increases at higher etching temperatures due to enhanced diffusion and reaction speed. In our previous work [15], comprehensive research has been done on the effect of different temperatures on the properties of residual layer induced by RAPJ.
Therefore, LE cleaning investigations were performed on plasma-etched N-BK7 samples at the surface temperature T = 25 °C. Such a low temperature processing is favourable for optical applications as only little changes of the material due to the heating can be assumed. Within additional preliminary studies, it has turned out that a suitable laser fluence range is rather narrow so that the laser fluence was fixed to 2.8 J/cm2. At lower fluences the residues could not be removed completely whereas at higher fluences laser-induced damage of the surface was observed. Finally, the pulse number was set to 200 to allow the complete removal of residues. Figure 3 summarizes the obtained results.
The white light interference microscopic image shown in Fig. 3a represents the depth distribution of the RAPJ-etched track with the LE cleaned spot array in the centre of the etched track. The cross-sectional profile of the RAPJ etched track after and before LE cleaning presented in this figure were obtained after final removal of the remaining layers by water-based solvent. It can be seen from Fig. 3b that the RAPJ-etched track has a lateral distribution function that exhibits a near-Gaussian form, where the maximum etching is at the center with the depth of about 400 nm. In this case, the N-BK7 etch profile formation is not significantly hindered by the residual layer as it is too thin, and hence an expected depth distribution according to the reactive particle-densities on the surface is achieved.
The optical microscopic images in Fig. 4a, b show the substrate surface after applying the RAPJ etching where LE cleaning is verified for a certain area before the residual layers have been cleaned by water-based solvent. The colours seen in the images are again assigned to an interference effect occurring at the residual layer of variable thickness formed during RAPJ etching.
Since the plasma modified depth is more or less corresponding to the residual layer thickness, the distribution of resulting residual layer should follow nearly similar behaviour to the etch profile depth. An absolute thickness measurement of the residual layer is not straightforward as the refractive index probably changes laterally as well as in vertical direction. Nevertheless, to gain an estimation, a thickness profile was measured using optical thin film profiling technique. The measured distribution of residual layer is shown in Fig. 5. At the centre of the RAPJ-etched line, the optical thickness of film layer reaches to maximum similar to the etch profile depth (see Fig. 3b). The full width at half maximum of the residual layer thickness is approximately 1.8 mm (Fig. 5). The thickness of residual layer depends on the quantities of non-volatile products of the RAPJ etching reaction with the glass leaving behind different fluorine-containing species. Hence, the thickness profile of residual layer across a RAPJ-etched line depends mainly on the distribution of the plasma density and the temperature on the surface.
The characteristic features of the RAPJ etching such as the colours, the speckle appearance of the colours as well as the crack-like features are completely removed by LE cleaning. However, typical laser ablation like features such as melting, re-deposited droplets or melt rims at the edges of the irradiated spots do not appear. The residual layer is removed but the glass surface is not ablated or damaged severely. The laser spots appear clean but feature some debris/fragments of the residual layer. In addition, at the edges of the laser-cleaned spots some flakes of the residual layer are still attached. In the optical as well as in the topographical images, some laser spots are covered with the residual layer but are no longer attached to the sample surface (see Figs. 3 and 4). These observations imply a layer detachment/spallation process rather than a laser ablation process. Laser spallation can be related to interface processes induced by a layer with a higher absorption and/or by laser-induced stress generation into the residual layer. The mechanism of the residual layer formation process suggests a continuous change of the composition of the residues at least in the vicinity of the glass surface. Therefore, as a first reason for the laser-induced residual layer spallation seems favourable. However, for laser-induced material processing, the thickness of the film has impact to the absorption as well as to the interface stress.
As it is expected, the thickness profiles of the residual layer in Fig. 5 and the etching depth (i.e. after solvent cleaning) in Fig. 3 both show a Gaussian like lateral distribution. This is related to the radical density in the RAPJ but also to the temperature distribution in the RAPJ etched track. For the higher temperatures, which can be expected in the centre, a more stoichiometric and homogeneous residual layer is probably formed. The higher laser ablation resistance of these central residual films suggest that the film thickness is less important. The reason for the easy removal of the residual layers formed at lower temperatures occurring in the periphery of the plasma jet can be explained by a higher non-stoichiometry and various contaminations, e.g. carbon. Therefore, a higher absorption of UV laser photons can be expected, and the laser-induced heating of the residual layer will build up more stress in the film resulting in the observed delamination/spallation of the layer.
The morphology of RAPJ etched N-BK7 samples measured by atomic force microscopy (AFM) within a field of 10 × 10 µm2 is shown in Fig. 6. The RMS roughness values of untreated N-BK7 surface, RAPJ etched surface without cleaning, RAPJ etched surface after the water-based solvent and after LE cleaning are respectively 3.5 nm, 10.5 nm, 14 and 15 nm. In the case of LE cleaning the surface exhibits some debris particles while no signs of melting are observed. This supports also the conclusion that the residual film is removed by a delamination/spallation-like process. Hence, the roughness of the N-BK7 surface after LE cleaning and probably also for water cleaning is not related to the laser processing but it originates from the etching mechanism of the RAPJ etching of glass materials.
Conclusion
Ultra-precise surface machining for optical application requires a high topographical precision of the machining as well as a low surface roughness. Although fluorine-containing Reactive Atmospheric Plasma Jet (RAPJ) etching enables precise etching, it results in the development of a residual layer in the case of glass etching that causes the formation of roughness and influences the etching rate. The residual layer can be removed by using a water-based solvent exposing a rough glass surface. In this work, laser ablation cleaning, here by pulsed UV laser irradiation, was introduced to enable a dry removal of the residual layer. The topography and roughness analysis showed that the morphology and roughness of the surfaces after water and laser cleaning are similar.
The mechanism of laser cleaning is not laser ablation as no indication for melting was found. Therefore, a stress-related spallation/delamination process can be considered as the dominating mechanism of laser cleaning of RAPJ etched N-BK7 glass. The dry removal of the residues layer can result in debris probably resulting from the redeposition of flakes from the residues film during the laser process.
It is proposed to combine the RAPJ-etching and the LE cleaning for (1) prolonging the etching of glass materials, or (2) to reduce the size and to shape the footprint of the RAPJ etchings according to the laser spot properties. A further step towards applying RAPJ for ultrahigh precision machining of complex materials were shown.

Schema of the proposed processing approach of RAPJ etching and subsequent cleaning by solvent-based method and laser-based processing

Optical image of RAPJ-etched tracks a without cleaning, and b after water-based solvent cleaning

a Topography of RAPJ etched track with a LE cleaning spot array in the centre of the etched track measured with WLI microscope; b corresponding cross-sections resulting from applying RAPJ etching (black line) and RAPJ-LE cleaning (orange line); the narrow valleys are the laser spots (Color figure online)

Optical images RAPJ-etched surfaces of N-BK7 with laser-cleaned spots; a Array of laser spots, and b enlarged image of a laser irradiated area

Profile of residual layer across a RAPJ-etched line (indicated by black square dots) fitted to a Gaussian function (indicated by red solid line) (Color figure online)

Comparison of the surface morphology of plasma etched N-BK7 surfaces measured by AFM: a untreated surface, b RAPJ etched surface without cleaning, c after water-based solvent cleaning and d after LE cleaning. The water and laser cleaned surfaces have similar roughness with values of 15 and 14 nm rms, respectively
References
Karow HH (2004) Fabrication methods for precision optics. Wiley, Hoboken
Brinksmeier E, Mutlugunes Y, Klocke F, Aurich JC, Shore P, Ohmori H (2010) Ultra-precision grinding CIRP. Ann-Manuf Technol 59(2):652–671. https://doi.org/10.1016/j.cirp.2010.05.001
Arnold T, Boehm G, Fechner R, Meister J, Nickel A, Frost F, Haensel T, Schindler A (2010) Ultra-precision surface finishing by ion beam and plasma jet techniques-status and outlook. Nuclear Instrum Methods Phys Res Sect Accel Spectrom Detectors Assoc Equip 616(2–3):147–156. https://doi.org/10.1016/j.nima.2009.11.013
Fanelli F, Fracassi F (2017) Atmospheric pressure non-equilibrium plasma jet technology: general features, specificities and applications in surface processing of materials. Surf Coat Technol 322:174–201. https://doi.org/10.1016/j.surfcoat.2017.05.027
Kazemi F, Boehm G, Arnold T (2019) Ultra-precise surface machining of N-BK7 using microwave-driven reactive plasma jet machining. In: Optics and Measurement 2019 International Conference, OAM. SPIE
Bäuerle D (2011) Laser processing and chemistry, 4th edn. Springer, Berlin
Wang J, Niino H, Yabe A (1999) Micromachining of quartz crystal with excimer lasers by laser-induced backside wet etching. Appl Phys A 69:S271–S273
Böhme R, Braun A, Zimmer K (2002) Backside etching of UV-transparent materials at the interface to liquids. Appl Surf Sci 186(1–4):276–281
Zimmer K, Böhme R (2005) Precise etching of fused silica for micro-optical applications. Appl Surf Sci 243(1–4):415
Zimmer K, Ehrhardt M, Böhme R (2012) Laser-induced backside wet etching: processes, results, and applications. In: Yang G (ed) Laser ablation in liquids. Pan Stanford Publishing, Singapore, pp 1013–1132
Gerhard C, Dammann M, Wieneke S, Viol W (2014) Sequential atmospheric pressure plasma-assisted laser ablation of photovoltaic cover glass for improved contour accuracy. Micromach Basel 5(3):408–419. https://doi.org/10.3390/Mi5030408
Gerhard C, Roux S, Bruckner S, Wieneke S, Viol W (2012) Low-temperature atmospheric pressure argon plasma treatment and hybrid laser-plasma ablation of barite crown and heavy flint glass. Appl Opt 51(17):3847–3852. https://doi.org/10.1364/Ao.51.003847
Reinhardt K, Kern W (2008) Handbook of silicon wafer cleaning technology. Elsevier, Amsterdam
Kazemi F, Boehm G, Arnold T (2019) Development of a model for ultra-precise surface machining of N-BK7 (R) using microwave-driven reactive plasma jet machining. Plasma Process Polym. https://doi.org/10.1002/ppap.201900119
Kazemi F, Boehm G, Arnold T (2020) An investigation on effectiveness of temperature treatment for fluorine-based reactive plasma jet machining of N-BK7. Plasma Process Polym. https://doi.org/10.1002/ppap.202000016
Acknowledgements
Open Access funding provided by Projekt DEAL. The authors like to thank Ivonne Mauersberger for providing AFM measurements. Partial financial support by German Federal Ministry of Education and Research (BMBF) within the framework of the InnoProfile-Transfer initiative 03IPT706X ‘Ultra-precision manufacturing using atomic particle beams’ is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kazemi, F., Arnold, T., Lorenz, P. et al. Residual Layer Removal of Technical Glass Resulting from Reactive Atmospheric Plasma Jet Etching by Pulsed Laser Irradiation. Plasma Chem Plasma Process 40, 1241–1251 (2020). https://doi.org/10.1007/s11090-020-10101-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11090-020-10101-2