
Abstract
Flame-retardant behavior of flax fabric coated by calcium borate powders with clove-like and elongated morphologies was investigated by thermal analysis and cone calorimeter. PDA was used to form strong and uniform adhesion of calcium borate onto fabric. Thermal analysis showed a 20% of decrease in mass loss, while detected exothermic/endothermic peaks as a result of the degradation of fabric and PDA. Significant reductions in HRR, p-HRR, EHC and CO2 amount were observed for fabric coated by PDA and elongated calcium borate powder. PDA was carbonized at low temperatures and formed a char layer that prevented flame propagation. At the same time, calcium borate powder dilutes the flammable gases in the environment with the release of water within its body. Among the calcium borate powders, rod-like morphology showed the best flame-retardant performance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Priceite (4CaO·5B2O3·7H2O) and parasibirskite (2Ca·OB2O3·H2O) are the forms of calcium borate which includes calcium (Ca), boron (B) and oxygen (O) elements and can be utilized in the various areas of the industry [1]. Calcium borates (Ca-borates) are used as lubrication agents [2], dielectric devices [3], in optical applications [4], flame-retardant systems [5, 6]. They can be produced by molten-salt synthesis, co-precipitation, solid-state, microemulsion and hydrothermal synthesis [7]. Hydrothermal synthesis, which became popular in materials engineering after the 1940s, was defined as reactions occurring in aqueous solutions in a closed system under high temperature-high pressure (> 100 °C, > 1 atm) conditions and allows low cost, low temperature, high purity, available single crystal production and nano-sized powder production [8]. Crystal structures and morphologies of Ca-borates can be tailored by several process parameters such as pH of initial solutions, temperature and duration of hydrothermal synthesis. Zhao et al. produced thorn-like polycrystalline Ca2B2O5·H2O at 90 °C, 24 h by hydrothermal synthesis [7]. Yılmaz et al. utilized CaO.3B2O3.4H2O by hydrothermal synthesis as nano-cluster form at 100 °C [9]. Crystal structure and morphology differences change the properties of Ca-borates. 2D Ca-borate nano-slice was performed as a lubrication agent to improve the tribological performance of steel surface by Gu et al. [10]. The flame-retardant properties were performed as to morphologic structure which are ellipsoidal-like and nano-flake by Liu et al. Smaller size nano-flake Ca-borate particles Ca [B6O9(OH)2]·3H2O performed superior thermal properties [6, 11]. Rajpoot et al. studied on the flame-retardant properties of Ca-borate particles that were produced by co-precipitation method. Powders were applied onto cotton fabric and therefore flame-retardant properties of cotton fabric with treated Ca-borate particles developed increasing char layer formation and low dehydration temperature [5]. Flame-retardant properties of boron compounds were performed by integrating epoxy resins, and the dominant mechanism is the formation of a protective layer of boron compounds [11]. Boron-treated silk fabric was performed to investigate flame-retardant properties. The flame-retardant properties were enhanced because of formation of stable char layer during combustion [12].
Textile products with high flame retardant play an important role in the protection of human life. Natural fiber fabrics have been widely used in recent years with their advantages such as low production costs, environmental friendliness, hypoallergenic properties, moisture absorption and low density. This type of fabric, which has been used in the field of textile for a long time, has started to replace synthetic fibers, especially in composite applications [12]. Koronis et al., in their study, observed a reduction in production costs and carbon emissions when they produced the automotive part with epoxy-jute fiber instead of epoxy-glass fiber [13]. In addition to its advantages, it also has an important disadvantage such as low thermal resistance. Many studies have been carried out to improve the flame retardant of natural fibers. In most of these studies, it was aimed to increase the thermal resistance of natural fibers without deteriorating their environmental friendliness and biodegradability properties, which are one of the main advantages. In a previous study, researchers examined fire behaviors of jute fabrics coated with polydopamine (PDA). PDA improved the flame retardancy of the natural jute fabrics according to LOI and UL-94 test results [14]. PDA is a bio-based natural flame retardant. In addition, it is a mussel inspired material with very strong surface adhesion [15, 16]. Various studies have been carried out using the surface adhesion and fire resistance properties of PDA [17]. Öktem and Aydaş produced TiO2-doped polymer matrix composite by coating the flax fabrics with PDA. In that study, the post-combustion mass loss value of natural fabrics added composites decreased from 82 to 69%, and the flame propagation rate decreased from 81 to 21 mm/min. Due to the strong char layer formation ability of PDA during combustion and the resistance of TiO2 to high temperatures, the propagation of the flame is restricted [18]. Ellison et al. coated PDA-GO together on macroporous and smooth surface materials. PDA is obtained by self-polymerization of dopamine hydrochloride. During this polymerization, different powders can be coated with PDA on different surfaces. PDA-GO contributed to the fire resistance of the material by forming a char layer on the surface it is coated [19].
In this study, Ca-borate powders which are clove-like priceite and elongated parasibirskite with two distinct morphologies were produced by hydrothermal synthesis as in our previous study [20]. Clove-like priceite and elongated parasibirskite particles were coated on the fabric surface in 1 M PDA solution, and also, coating quality, thermal and combustion properties were characterized.
Materials and methods
Materials
Calcium chloride (CaCl2; 10043-52-4, Merck), borax penta (Na2B4O7·5H2O; 12179-04-3, Eti Maden), and sodium hydroxide (NaOH; 06203, Sigma-Aldrich) were utilized to produce initial hydrothermal synthesis solution. PDA is obtained by polymerizing 3-hydroxytriamine hydrochloride (Sigma-Aldrich). Polymerization takes place in tris hydroxymethyl aminomethane (Sigma-Aldrich) and HCl buffer solution (pH 8.5).
Methods
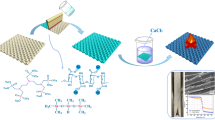
Clove-like priceite (pH of initial solution was 9) and elongated parasibirskite (pH of initial solution was 15) were produced by hydrothermal synthesis at 200 °C, 2 h as in our previous study [20], and the fabric was coated with 12.5 mM Ca-borate solution 1 M PDA solution during 24 h. As a result of coating, the samples were washed 3 times with DI water and dried in a drier at 40 °C for 24 h. Ca-borate particle production process and PDA + Ca-borate coating process on flax fabric are shown in Fig. 1.

Ca-borate production processes and PDA + Ca-borate coating process on flax fabrics
Characterizations
Ca-borate powders were characterized by X-ray diffraction (XRD) (Rigaku Miniflex 600) by using monochromatic Cu-Kα radiation (λ = 1.5406 Å) and scanning electron microscopy (SEM) (Hitachi, SU1000). The thermal properties of uncoated and coated fabrics were characterized by thermogravimetric analysis (TG) (HITACHI STA 7300) and differential thermal analysis (DTA) (HITACHI STA 7300) by applying a heating rate of 1 °C/min. The flame-retardant properties of uncoated and coated fabrics (3 samples for each condition, 10 cm × 10 cm) were examined by cone calorimetry (TS ISO 5660-1:2015, BUTEKOM, Turkey) test which regulates heat flux as 30 kW/m2 and horizontal orientation [5].
Results and discussion
Characterization of hydrothermal synthesized Ca-borate particles
XRD analyses given in Fig. 2a, b show that two different Ca-borates were produced. At pH 9, produced Ca-borate is in the form of priceite (PDF card no: 00-009-0147), as pH increased to 15 Ca-borate is in the form of parasibirskite (PDF Card No: 00-022-0145). All the diffraction data for both powders belong to identified phases, and no other crystalline phases were detected. pH of the initial solution also tailored the morphologies of Ca-borate. In lower pH, Ca-borate plates with large surface area were formed. Owing to large surface energy of each plates, they prefer to assemble to reduce their surface energy. And final clove-like, specific morphology was achieved. In higher pH, all Ca-borate particles tend to form individually with highly elongated shape. The SEM images of both samples are given in Fig. 3a, b.

X-ray patterns of a priceite (dashed line: peak position of priceite) and b parasibirskite powders (dotted line: peak position of parasibirskite)

SEM images of Ca-borate powders produced at a pH 9 and b pH 15
Coated fabric characterization
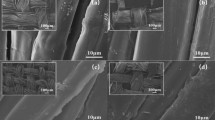
The fabrics were coated in 1 M PDA solution with 12.5 mM of clove-like priceite and elongated parasibirskite particles. The coating performance was examined by comparing the uncoated and coated PDA fabrics with the help of the SEM (Fig. 4). In the uncoated and PDA-coated fabrics given in Fig. 4a, b, PDA was homogeneously coated on the fabric. In Fig. 4c, d, SEM results of fabrics coated simultaneously with calcium borate and PDA are shown, and as a result, it has been proven that both powder types, which are clove-like priceite and elongated parasibirskite, were uniformly coated on the fabric.

SEM image of fabrics a uncoated fabric, b PDA coated, c coated with clove-like priceite (pH9), d coated with elongated parasibirskite (pH15)
FTIR characterization was performed to detect stretching of the bond from coated PDA and PDA + Ca-borate particles which are different morphology (see Fig. 5). –OH stretching was detected at 3278 cm−1 from cellulose inside the fabrics [21]. As a result of the sample size used for FTIR being smaller than the produced size, the analysis proved the presence of Ca-borate in the coating result with low intensity peaks. BO4 and BO3 stretching is seen at 1400 and 980 cm−1, respectively. This proves the existence of the coating [22, 23].

FTIR characterization of bare, PDA-coated and PDA + Ca-borate-coated fabrics
Thermal properties of samples were characterized by TG-DTA analysis, and TG-DTG results are given in Fig. 6a, b. Flax contains several natural polymers like cellulose, hemicellulose, lignin, pectin, waxes and fats. Among them, cellulose and hemicellulose are the major components. The amount of cellulose varies from 62 to 75%, and hemicellulose was between 11 and 22% [24, 25]. Hemicellulose decomposes between 203 and 386 °C. It has the maximum mass loss rate at 295 °C. Pyrolysis of cellulose occurs at higher temperatures (286–426 °C), and maximum mass loss rate is observed at 335 °C [25]. Mass loss of uncoated sample occurred in two steps; the first step was between 250 and 350 °C with a value of 82%, and around 27% of the mass was lost in the second step between 350 and 470 °C. In the first step, hemicellulose and cellulose were degraded, and oxidation of the formed residue occurred in the second step. Both steps were proved by the presence of two sharp peaks at 337 and 466 °C in DTG (see Fig. 6b). TG behavior of all coated samples was the same, and they showed earlier mass losses at 220 and 250 °C due to the degradation of polymeric structures in PDA. The effect of Ca-borate was not observed. The drop in the intensities of peaks at 337 and 466 °C in DTG showed that coating successfully reduced the flammability of flax.

a TG and b DTG curves of uncoated and coated fabrics
Two exothermic reactions (at 339 and 450 °C) in DTA curve of uncoated flax belonged to degradation of cellulosic groups and burning of residue (see Fig. 7). The intensity of exothermic peaks was reduced for coated samples, especially for Ca-borate-coated samples. The endothermic reaction, which removes crystal water in Ca-borates, was decreased intensity of the exothermic reaction at 460–480 °C. Besides these peaks, a week endothermic peak was observed for all coated samples at 250 °C due to decomposition of PDA. Since thermal tests are performed in a small area, the effect of PDA may be more dominant than Ca-borate.

DTA curves of uncoated and coated fabrics
Flame-retardant properties
Cone calorimeter (CC) was used to obtain some of significant properties to evaluate the flame retardancy of flax fabrics. One of the property is heat release rate (HRR) which is responsible for flame spread and governs the yield of CO and CO2 [26]. Figure 8 shows the heat release rates (HRR) of samples. The sharp HRR peak of uncoated fabric indicates the presence of a thermally thin sample [27]. A gradual drop was observed for PDA, Ca-borates from pH 9 to pH 15 coated fabrics, respectively. The decrease in the sharpness of peak for pH 15 is proving Ca-borate-enhanced flame retardant of fabric.

The heat release rate of uncoated, PDA, PDA + pH 9 and PDA + pH 15 coated samples
When the mass loss values of the fabrics in Fig. 9 are examined, it is clearly seen that the synergistic effect of PDA + Ca-borate reduces the mass loss during the combustion. The protective char layer consisting of PDA + Ca-borate formed on the fabric surface was effective in reducing the mass loss at the end of combustion. Approximately, 65% of the mass was consumed in 100 s for uncoated fabric. An equal mass loss around 45% was observed for samples PDA and PDA + pH 9. The lowest mass loss was obtained for sample PDA + pH 15 with a value of 38%.

Mass loss values of uncoated, PDA, PDA + pH 9 and PDA + pH 15 coated samples
The flame-retardant mechanism of the PDA + Ca-borate-coated fabrics produced in this study takes place in two ways. In the first, the PDA + Ca-borate coating formed a char layer on the fabric surface, restricting the flame temperature from moving into the interior of the material. This barrier layer also inhibited the energy transfer to the inner parts of the fabric and ensured less decomposition within the sample. In addition, it prevents the flame from getting stronger by blocking the flammable gases that come out with the decomposition of the material from meeting with the energy. In this mechanism, the char layer prevents the transfer of the energy from the surface to the interior parts, and the flammable gases created by the broken bonds in the interior parts to the surface [28,29,30]. Secondly, Ca-borate plays the leading role in the other flame retarding mechanism, it releases H2O into the environment [5, 31]. In this way, the amount of flammable gas in the environment is diluted and the flame loses power.
Other critical properties from cone calorimetry are given in Fig. 10. The peak HRR (p-HRR) that gives the maximum release rate of heat during the combustion was the highest for uncoated sample among all samples. p-HRR was reduced to one-third for PDA + pH15 sample compared to uncoated one. Time to ignition is related to the ignitability of samples. All coated samples had lower values than uncoated fabric. Although the results are confusing, Shen concluded the same behavior for neat PMMA and silica-added PMMA. Time to ignition was 28 s for neat PMMA, and it was reduced to 10 s with 2 mass% silica addition. He used several coupling agents to enhance bonding between inorganic silica and organic PMMA. These agents are prone to decompose at lower temperatures than PMMA, and earlier initiation of the flame was observed. The same behavior of PDA whose decomposition temperature is lower (see Figs. 5, 8) than fabric accelerated the ignition of all coated samples.

Cone calorimetry results of samples
The effective heat of combustion (EHC) that is calculated by the ratio between HRR and mass loss gives the amount of energy released per unit of mass burnt. Figure 10 shows coating successfully reduced EHC, and the lowest value obtained was 19.65 MJ/kg for PDA + pH15 sample. Since Ca-borate provided flame retardancy through char layer formation and endothermic ways, it led to the reduction in CO2 amount by around 80%. All properties showed that elongated parasibirskite particles are the most efficient flame retardant.
Elongated parasibirskite particles (pH15) have lower density than clove-like priceite particles. Since the mass ratio was used during coating, higher volumes of elongated particles were utilized. For this reason, the coating made with elongated parasibirskite was denser. In this case, the flame-retardant characterizations obtained as a result of the experiments show that elongated particles are effective in flame retardant.
According to smoke release test data (Table 1), the flame starts at PDA + pH15 at the latest, and then, the flame onset time decreases at PDA + pH9, PDA and bare, respectively. In addition to this situation, smoke release is ultimate at PDA + pH15, which may be due to the higher mass of the test sample. The least smoke release from the first flame formation to the end of the experiment was observed in PDA + pH15 fabric. These results proved that calcium borate-type pH15 prevents smoke release.
The characterization of the char layer formed as a result of combustion was made by SEM. In Ca-borate-coated fabrics, the areas shown in green circles are the voids formed after burning, and the areas marked in yellow show the calcium borate content found in the fabric after burning (Fig. 11). While the morphology of the particles is spherical in Fig. 11b, plate-shaped particles are observed in Fig. 11c, proving that the calcium borate particles still preserved their morphology after burning.

Char layer characterization of coated fabrics, a PDA, b PDA + pH9, c PDA + pH15
Conclusions
In this study, priceite and parasibirskite were coated with PDA on the surface of natural fabrics. The thermal and flame-retardant behaviors of the coated fabrics were investigated. The differences between the pH effect and the morphology of the produced powders are clearly seen in the SEM images in Fig. 3. In Fig. 4, it is seen that the PDA and PDA + Ca-borate coatings are adhered to the fabric surface homogeneously. The stretching peaks of BO3 and BO4 in Ca-borate-coated fabrics demonstrated that the coating was accomplished, and this result was supported by thermal analyses. The thermal behavior of the coated natural fabrics was investigated by the TG/DTA method. According to the results of the analysis, it was observed that the mass loss amounts of the PDA + Ca-borate-coated fabrics decreased and the decomposition temperatures increased. In the results of cone calorimeter analysis in which the flame-retardant properties were examined, the parasibirskite + PDA coating showed the best flame-retardant performance compared to the other samples, due to the more homogeneous coating of the elongated parasibirskite particles on the surface and the ability to form a stronger char layer. At the same time, it can be thought that it has more significant flame-retardant properties because there are more particles per unit area due to volumetric excess.
References
Sun W, Huang Y-X, Li Z, Pan Y, Mi J-X. Hydrothermal synthesis and single-crystal X-ray structure refinement of three borates: sibirskite, parasibirskite and priceite. Can Mineral. 2011;49(3):823–34.
Gu K, Lin W, Yuan X, Peng H, Wang S, Lv J, Zhu Z. Tribological performance and mechanism of 2D calcium borate nanoslice capped with stearic acid in rapeseed oil. J Dispers Sci Technol. 2022;43(4):540–50.
Abdel-Aziz AM, Elsad R, Ahmed EM, Rammah Y, El-Agawany F, Shams M. Physical, FTIR, ultrasonic, and dielectric characteristics of calcium lead-borate glasses mixed by Nd2O3/Er2O3 rare earths: experimental study. J Mater Sci Mater Electron. 2021;32:19966–79.
Santos CN, de Sousa Meneses D, Echegut P, Neuville DR, Hernandes AC, Ibanez A. Structural, dielectric, and optical properties of yttrium calcium borate glasses. Appl Phys Lett. 2009;94(15):151901.
Rajpoot Y, Sharma V, Basak S, Ali W. Calcium borate particles: synthesis and application on the cotton fabric as an emerging fire retardant. J Nat Fibers. 2022;19(13):5663–75.
Liu J, Ma X-Y, Liu Z-H. Preparation of Ca[B6O9(OH)2]·3H2O nanomaterials by a phase transformation method and their flame retardant and thermodynamic properties. Powder Technol. 2013;246:26–30.
Zhao G, Zhang L, Wang J, Li J, Qian Q, Pan X, Gu Y. Synthesis of thorn-like Ca2B2O5 H2O by hydrothermal method. Bull Mater Sci. 2011;34:1197–9.
Kothapalli C, Wei M, Shaw MT. Effect of operation conditions on HA synthesized by the hydrothermal method. Key Eng Mater. 2005;284:51–4.
Yilmaz D, Koç N, Turan S. Hydrothermal synthesis of calcium hexaborate pentahydrate from local boric acid and its photoluminescence characteristic. J Aust Ceram Soc. 2018;54:377–82.
Gu K, Lin W, Yuan X, Peng H, Wang S, Lv J, Zhu Z. Tribological performance and mechanism of 2D calcium borate nanoslice capped with stearic acid in rapeseed oil. Dispers Sci Technol. 2022;43(4):540–50.
Liu J, Ma X-Y, Liu Z-H. Preparation of Ca[B6O9 (OH)2]·3H2O nanomaterials by a phase transformation method and their flame retardant and thermodynamic properties. J Powder Technol. 2013;246:26–30.
Koronis G, Silva A, Ong M. Comparison of structural performance and environmental impact of epoxy composites modified by glass and flax fabrics. J Compos Sci. 2022;6(10):284.
Koronis G, Silva A. Green composites reinforced with plant-based fabrics: cost and eco-impact assessment. J Compos Sci. 2018;2(1):8.
Oktem MF, Aydaş B. Flame retardant characteristics of polymerized dopamine hydrochloride coated jute fabric and jute fabric composites. J Serb Chem Soc. 2022;87(3):363–75.
Ball V. Polydopamine nanomaterials: Recent advances in synthesis methods and applications. Front Bioeng Biotechnol. 2018;6:109.
Tan F, Liu M, Ren S. Preparation of polydopamine-coated graphene oxide/Fe3O4 imprinted nanoparticles for selective removal of fluoroquinolone antibiotics in water. Sci Rep. 2017;7(1):5735.
Lee H, Rho J, Messersmith PB. Facile conjugation of biomolecules onto surfaces via mussel adhesive protein inspired coatings. Adv Mater. 2009;21(4):431–4.
Öktem MF, Aydaş B. Development of flame retardant shape memory polymer (SMP) flax fiber composite by using organic polydopamine (PDA) coating and nanoparticles. Arab J Sci Eng. 2022;47(5):6461–75.
Kim H, Kim DW, Vasagar V, Ha H, Nazarenko S, Ellison CJ. Polydopamine-graphene oxide flame retardant nanocoatings applied via an aqueous liquid crystalline scaffold. Adv Func Mater. 2018;28(39):1803172.
Akçakoca İ, Karayazıcı M, Topateş G. Effect of processing parameters on the morphology of hydrothermally synthesized calcium borate powders. J Am Ceram Soc. 2023;106:3188–98.
Atli A, Atilgan A, Altinkaya C, Ozel K, Yildiz A. St. Lucie cherry, yellow jasmine, and madder berries as novel natural sensitizers for dye-sensitized solar cells. Int J Energy Res. 2019;43:3914–22.
Gautam C, Yadav AK, Singh A. A review on infrared spectroscopy of borate glasses with effects of different additives. Ceramics. 2012;2012:1–17.
Alsaif NA, Alrebdi HI, Rammah Y, Shams MS. A study on zinc-borate glasses: synthesis structure FTIR spectroscopy optical mechanical dielectric properties and radiation protection competence. J Mater Sci Mater Electron. 2023;34:1914.
Zhang Y-J, Gan R-Y, Li S, Zhou Y, Li A-N, Xu D-P, Li H-B. Antioxidant phytochemicals for the prevention and treatment of chronic diseases. Molecules. 2015;20(12):21138–56.
Yan L, Chouw N, Jayaraman K. Flax fibre and its composites: a review. Compos B Eng. 2014;56:296–317.
Shen R, Hatanaka LC, Ahmed L, Agnew RJ, Mannan MS, Wang Q. Cone calorimeter analysis of flame retardant poly (methyl methacrylate)-silica nanocomposites. J Therm Anal Calorim. 2017;128:1443–51.
Schartel B, Hull TR. Development of fire-retarded materials—interpretation of cone calorimeter data. Fire Mater Int J. 2007;31(5):327–54.
Wang S, Du X, Deng S, Fu X, Du Z, Cheng X, Wang H. A polydopamine-bridged hierarchical design for fabricating flame-retarded, superhydrophobic, and durable cotton fabric. Cellulose. 2019;26:7009–23.
Cai W, Wang J, Pan Y, Guo W, Mu X, Feng X, Yuan B, Wang X, Hu Y. Mussel-inspired functionalization of electrochemically exfoliated graphene: based on self-polymerization of dopamine and its suppression effect on the fire hazards and smoke toxicity of thermoplastic polyurethane. J Harzadous Mater. 2018;352:57–69.
Geng Y-J, Liu Z-H. Preparation and thermodynamic characterization of 2CaO B2O3 H2O nanomaterials with enhanced flame retardant properties. Colloids Surf Physicochem Eng Aspects. 2017;522:563–8.
Liu Z, Li Z, Zhao X, Zhang L, Li Q. Highly efficient flame retardant hybrid composites based on calcium alginate/nano-calcium borate. Polymers. 2018;10(6):625.
Acknowledgements
The financial support for this study was provided by the Ankara Yıldırım Beyazıt University, Scientific Research Project, number: FBA-2022-2264.
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK). Funding was provided by Ankara Yıldırım Beyazıt Üniversitesi, FBA-2022-2264, Gülsüm Topateş.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Akçakoca, İ., Aydaş, B., Öktem, M.F. et al. Investigation of flame-retardant characteristics of natural flax coated with hydrothermally synthesized calcium borate and organic PDA. J Therm Anal Calorim (2024). https://doi.org/10.1007/s10973-024-13398-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10973-024-13398-9