
Abstract
New generation of mission-oriented fabrics meets advanced requirements; such as electrical conductivity, flame retardancy, and anti-bacterial properties. However, sustainability concerns still are on-demand in fabrication of multi-functional fabrics. In this work, we used a bio-based phosphorus molecule (phytic acid, PA) to reinforce flax fabrics against flame via layer-by-layer consecutive surface modification. First, the flax fabric was treated with PA. Then, polyethylenimine (PEI) was localized above it to create negative charges, and finally PA was deposited as top-layer. Fourier-transform infrared (FTIR) spectroscopy, thermogravimetric analysis (TGA), scanning electron microscopy (SEM), energy dispersive X-ray spectrometry (EDX), and inductively-coupled plasma atomic emission spectrometry (ICP-AES) proved successful chemical treatment. Pyrolysis-combustion flow calorimetry (PCFC) showed significant drop by about 77% in the peak of heat release rate (pHRR) from 215 W/g for untreated to 50 W/g for treated flax fabric. Likewise, the total heat release (THR) decreased by more than three times from 11 to 3.2 kJ/g. Mechanical behavior of the treated flax fabric was completely different from untreated flax fabrics, changing from almost highly-strengthened behavior with short elongation at break to a rubber-like behavior with significantly higher elongation at break. Surface friction resistance was also improved, such that the abrasion resistance of the modified fabrics increased up to 30,000 rub cycles without rupture.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Development of smart and functional fibers, textiles, and fabrics has taken a speedy rate of progress just over the past decade, such that a wide range of applications are proposed and realized. For instance, textile industry has introduced and commercialized textiles as triboelectric nanogenerators for smart fabrics [1]. Modern fabrics are multidisciplinary, designed for wearable electronics [2], respiratory cloth masks [3], functional masks to combat COVID-19 [4], and even as wound dressing or artificial skin [5]. By increasing interests in multi-functional textiles and fabrics, safety and health considerations have also received more attention. Flame retardancy is a performance feature of functional textiles and fabrics [6]. In this regard, different sorts of flame retardants have been examined, among which are phosphorus-containing [7, 8], nitrogen-rich [9], and amino acid based [10] flame retardants. Moreover, fabrics should be environmental friendly and meet advanced technological circumstances.
Sustainable materials are receiving more attention in design and implementation of green production and consumption protocols [11, 12]. Development of sustainable flame-retardant textiles and fabrics has accordingly been developing fast to meet both environmental and safety requirements. Cotton and wool were quite widely under investigation to explore the potential of different kinds of green flame retardants. For instance, Zhang et al. [13] developed biomass-assisted flame retardants for cotton fabrics and ascribed the acceptable value of limiting oxygen index (LOI) of ≈27 to the char-forming character of the used flame retardant. Wang et al. [14] used a phosphorus-nitrogen flame retardant for cotton fabrics and used LOI and cone calorimetry for analysis. The char-forming flame retardant significantly improved flame retardancy, confirmed by a significant drop in the value of peak heat release rate (pHRR) from 144.23 to 11.64 kW/m2 and considerable increase in LOI from 18 to 29%. The use of inherently phosphorus-rich phytic acid (up to ≈28 percent by wt.%) received a particular attention in fabrication of flame retardant fabrics [15]. Some researchers also attempted to mechanistically explain the efficiency of phytic acid as a biodegradable flame retardant for cotton fabrics [16].
Layer-by-layer assembly of coatings onto the surface of fabrics brings about the possibility of developing all-in-one fabrics. Xue et al. [17] integrated superhydrophobicity, conductivity, and flame retardancy in one package to develop multitask cotton fabrics applying carbon nanotubes. Liu et al. [18] used layer-by-layer assembly to prepare products in which phytic acid and egg white protein were combined to phosphorus and nitrogen for development of sustainable cellulosic fabrics. Fang et al. [19] blended polyester with cotton to prepare layer-by-layer assembled fabrics reinforced with chitosan and phytic acid and claimed achieving a dual-face flame retardant acting in condensed phase and at the same time as a catalyst leading to LOI rise from 20 to 29.2%. Such investigations are mainly reported for cotton, while other members of fabrics family with higher impotence from technological, biomedical, and military requirement angles have been the subject of a few investigations.
Flax fabric is an attractive natural material, but it is highly flammable. Several reports have addressed treatment of flax fibers/fabrics with different chemicals such as tetraethoxysilane (TEOS), diethylphosphatoethyltriethoxysilane (DEPTES), and (3-aminopropyl) triethoxysilane (APTES) [20], polydopamine [21], and extracellular polymeric substances [22] to improve flame retardancy. In a previous work, we a non-biobased flame retardant of ammonium polyphosphate (APP) and a conductive polyaniline to modify flax fabric and succeed to obtain bifunctional (flame retardant and electrical conductive) flax fabrics [23]. Herein, to achieve a fully biobased flame-retardant fabric, we used a biobased phosphorus molecule (phytic acid) to treat flax fabrics via layer-by-layer method. The chemical treatment of flax fabrics was characterized using Fourier-transform infrared (FTIR) spectroscopy, thermogravimetric analysis (TGA), scanning electron microscopy (SEM), energy dispersive X-ray spectrometry (EDX), and inductively coupled plasma atomic emission spectrometry (ICP-AES). The flammability behavior of samples was investigated using pyrolysis combustion flow calorimetry (PCFC), and vertical burning test. Tensolab 2512A/2512C electromechanical tensile tester was used with pneumatic clamps and 5 kN load cell. The abrasion test and mass lost was done with the NU Martindale Abrasion and Pilling Tester.
2 Materials and Methods
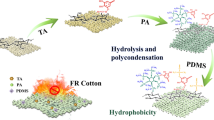
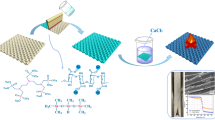
Details on materials used in preparation of sustainable flame-retardant flax fabrics (S1.1), surface treatment (S1.2) and characterization methods (S1.3) are provided in Supplementary Information (SI). In brief, flax fabrics were modified with phytic acid sodium salt (PA) and polyethyleneimine (PEI) in via layer-by-layer assembly, followed by grafting phosphorus group (Fig. 1). Hydroxylation of flax fabrics was carried out in a two-stage method [24]. The pre-treated flax fabrics were mixed with PA solution followed by immersion into cationic PEI solution under controlled time and temperature [23, 25, 26]. In this manner, four samples, namely Flax fabric, Flax fabric/PA, Flax fabric/PA/PEI, and Flax fabric/PA/PEI/PA were prepared in correspondence to untreated flax fabric, flax fabric modified with PA, flax fabric coated with PA and PEI, and eventually flax fabric coated with PA, PEI and PA, respectively. Tables S1 and S2 in SI provide additional information.

Layer-by-layer surface functionalization of flax fabrics by PA/PEI/PA arrangement. The layer of PEI sandwiched in between layers of PA via electrostatic forces, hydrogen bonds and van der Waals interactions
Characterization techniques were including Fourier-transform infrared (FTIR) spectroscopy to characterize the modification of flax fabric after each step of modification, energy dispersive X-ray spectroscopy (XRD) to determine the effective percentage of phosphorus, scanning electron microscopy (SEM) to observe the surface modification of fabric before and after treatment, equipped with element mappings to evaluate elemental composition, thermogravimetric analysis (TGA) to study the effect of treatment on the thermal stability of fabrics and char residue yield, and pyrolysis-combustion flow calorimetry (PCFC) [27] to evaluate the flammability of samples. Detailed PCFC testing procedure can be found elsewhere [28]. The heat release rate (HRR), the total heat release (THR), the peak of heat release rate (pHRR), the char yield and the heat of complete combustion (HCC) were accordingly recorded and compared for samples. To evaluate the flame propagation behavior, a simple burning test was also carried out by application of a Bunsen burner on the bottom of the vertical sample, at room temperature under a laboratory fume hood. After the apparition of flame, the burner moved up in order to observe the flame behavior of samples. The digital videos were recorded, and selected images were also extracted. Tensile test was carried out to assess the mechanical strength variation under the influence of surface treatment. See S1.3 in SI for details.
3 Results and Discussion
3.1 Surface Chemistry Evaluation
FTIR analysis proved successful surface modification and layer-by-layer coating deposition onto flax fabrics (Fig. 2). Detailed peak analysis is provided in Table S3 in the section S2 in the SI. In brief, OH, C-H, CH2, C–OH, C–O–C, C–C, C–OH, and C–H banded were detected in unsaturated flax fabrics [29]. In FTIR spectrum of flax fabric/PA/PEI/PA NH2, OH, C–N, P = O, P–O, C–O–P and P–O in HPO3 were detected [30, 31]. Attachment of PA and PEI to flax fabric surface was according confirmed.

Fourier-transform infrared (FTIR) spectroscopy of flax fabric and flax fabric coated with different layers
3.2 Morphology of Treated Flax Fabrics
Figure 3 shows the surface of flax fabric before and after treatment obtained by scanning electron microscopy (SEM). These images clearly show the effect of treatment and coating, especially for PA/PEI/PA sample, on the surface of fabric, Fig. 3c. Energy dispersive X-ray spectrometry (EDX) analysis was also used to monitor the phosphorus presence. Figure 4 shows the flax fibers after modification by PA/PEI/PA. The phosphorus was detected on the surface of fibers. Nevertheless, phosphorus was not observed in the fiber cross-section, evidencing that it did not migrate into the fibers bulk but remains at their surface. The phosphorus content was measured using inductively coupled plasma atomic emission spectrometry (ICP-AES). After chemical modification with phytic acid, the phosphorus content is 1.7 (± 0.3) wt.%. The last step allows depositing a huge amount of phosphorus (3.4 ± 0.1 wt.%).

SEM images of flax fabric (a), flax fabric/PA (b), flax fabric/PA/PEI (c) and flax fabric/PA/PEI/PA (d) samples

SEM observations of flax fabrics modified with PA/PEI/PA and elemental mappings
3.3 Tensile Measurements
The tensile test was conducted on flax fabric and flax fabric/PA/PEI/PA samples to evaluate the effect of chemical treatment on the mechanical properties. Figure 5 compares the tensile stress–strain curves of non-modified and modified fabrics. The results of tensile tests demonstrated a large difference between the tensile behavior of the aforementioned samples. The non-treated fabric required a total load of 20 ± 0.8 N/mm (almost two-fold higher than that of treated one). On the other hand, the elongation at break of the treated fabric was 12 ± 2.1, almost five times higher than the non-treated fabric, Fig. 5. Notably, the fabric underwent shrinkage of ≈20% in the warp and weft direction after treatment (the surface density becomes 377 g/m2 and the yarn linear density becomes 1570 dtex). This can also be seen in the SEM images in Fig. 2. This increase in the fabric weight is due to the fabric shrinkage, which is equal to 100 g/m2, roots in the additive chemical present around 25%.

Tensile test for treated (flax fabric/PA/PEI/PA) and non-treated fabrics
3.4 Abrasion Test
The abrasion test using the Martindale Method was conducted on flax fabric and flax fabric/PA/PEI/PA samples as a function of number of cycles to assess possibility of rupture of fabrics. The results presented in Fig. 6 demonstrate that the resistance to abrasion was 50% higher for treated flax fabric/PA/PEI/PA compared to untreated flax fabric, such that the treated material resisted until 30,000 rubs (cycles) for flax fabric/PA/PEI/PA, while the non-treated fabric resisted only until 20,000 rubs (cycles). The mass loss after the abrasion was 24% for flax fabric, but only 12% for flax fabric/PA/PEI/PA. The flax fabric after 1000 rub cycles started to lose its fibers, while flax fabric/PA/PEI/PA was still in very good condition until the 30,000 rub cycles. This outcome not merely confirm surface friction resistance improvement by surface modification of fabrics, which itself is important besides flammability improvement, but also brings about some beneficial features such as washability and indirectly hydrophobicity enhancement [32].

Abrasion test results for treated (flax fabric/PA/PEI/PA) and non-treated fabrics
3.5 Thermogravimetric Analysis (TGA)
Thermal decomposition of flax fabrics was investigated using thermogravimetric analysis (TGA). Figures 7a and 5b demonstrated the TGA and derivative thermogravimetric (DTG) curves, respectively. Some important parameters (including T5, T10 and Tmax, temperatures corresponding to 5%, 10% and maximum weight loss, as well as residue at 800°C) obtained from TGA and DTG were also summarized in Table 1. All samples showed two main apparent steps of degradation. The first stage was occurred between 50°C and 120°C for all samples. This step corresponds to the release of absorbed water on flax fabrics. The second stage was occurred at 230°C for untreated flax fabric. The treatment led to decrease the thermal stability of fabric up to 380°C. After that, flax fabric/PA/PEI/PA sample showed a higher thermal stability compared with other samples. At 380°C, the remaining mass for flax fabric/PA/PEI/PA sample was 60% which then decreased slowly and reached 41% at 800°C. It clearly shows that the chemical modification with phosphorus agent was efficient to stabilize and significantly increase the char residue. It was also concluded that the first layer of treatment with phytic acid is not solely highly efficient, since the char residue for this sample (Flax fabric/PA) was 28.7%. The high charring obtained for flax fabric/PA/PEI/PA sample is a promising result for flammability behavior. The formation of char plays a key role in flame retardancy of materials [33] in the condensed phase by limiting the release of combustible gases due to transformation of combustible material to non-combustible char. Moreover, the char may act as barrier effect and limit the transfer of heat flux to material.

TGA thermograms of flax fabric and treated flax fabrics (a) and corresponding DTG curves (b), under nitrogen 10°C/min
3.6 Pyrolysis Combustion Flow Calorimetry (PCFC)
Flammability at microscale was assessed using pyrolysis-combustion flow calorimetry (PCFC). Untreated flax fabric releases 11 kJ/g (THR) in one main step and its pHRR was 215 W/g at 363°C, Fig. 8. The char yield was 12% and the heat of complete combustion (calculated as the ratio between THR and mass loss fraction) is 12.1 kJ/g for untreated flax fabric. All these values are in good agreement with those previously reported [33]. After chemical modification with phytic acid, the pHRR strongly decreased (60 W/g) as well as the THR (5.7 kJ/g). Concomitantly, the thermal stability is affected as demonstrated by the temperature at pHRR at 307°C. Moreover, a shoulder on the curve at low temperature proves that the decomposition started earlier (220°C). The char yield was reached 28 wt.%. The heat of combustion also decreased to 7.9 kJ/g. Most of the properties were close to those for unmodified fabric, such that pHRR and THR reached 172 W/g (at 352°C) and 10.8 kJ/g, respectively. The char yield is 15 wt.% and the heat of combustion increases to 12.6 kJ/g. Finally, after the last step, the high amount of phosphorus (3.4 wt.%) ensures a high flame retardancy. The pHRR was less than 50 W/g and THR is 3.2 kJ/g. The peak is observed at 298°C, but without any shoulder at low temperature. The char yield reaches 33 wt.% and the heat of combustion is 4.5 kJ/g. Based on previous works [34,35,36,37], such performances should ensure high flame retardancy at higher scale. All obtained results are summarized in Table 2.

HRR curves versus pyrolysis temperature obtained using PCFC
In another work, the flax fabric used in the current study has already been treated using different procedures especially through radiografting of phosphonate-based molecules by pre-irradiation or mutual irradiation [33,34,35,36]. The same qualitative tendencies (namely a decrease in pHRR, THR and also in thermal stability) versus phosphorus content were recorded. Figure 9 shows that the pHRR of the flax fabric modified by the layer-by-layer procedure are quantitatively in agreement with these previous results. This is also true for other flammability properties. In other words, whichever the phosphorylation procedure, the flammability at microscale depends mainly on the phosphorus content. A possible exception concerns the thermal stability. The decrease in temperature at pHRR may be more limited for the flax fabric modified with the present layer-by-layer procedure (Fig. 10).


3.7 Vertical Burning Test
A vertical burning test was used to analyze the combustion behavior of samples. Figure 11 displays the digital photos of vertical burning tests applied on flax fabric (a) and flax fabric/PA/PEI/PA (b) samples at different time of burning. Untreated flax fabric was totally burnt after 25 s without remaining residue. In opposite, the treated flax fabric was burnt slowly with high quantity of residue at the end of test. For untreated flax fabric the flame was spread very fast along the sample, while the height and intensity of flame was less important for flax fabric/PA/PEI/PA. The SEM images after burning of flax fabric/PA/PEI/PA, Fig. 11c, showed that the fibers were not damaged and the integrity of fabric was preserved, demonstrating the efficiency of flame retardant action during burning. Ignition of any polymer substrate is a cyclic process that needs sufficient combustion by flame. Under heat flux, the untreated flax fabric decomposes and releases CO2, water, flammable gases, and smoke. These flammable gases release then heat by reacting with oxygen. Herein, the mechanism of action of flame retardancy can be explained by the presence of phytic acid and its action in the condensed phase by promoting charring and also its reaction with nitrogen presented in PEI which stabilizes more the condensed phase. During combustion, these phosphates decompose and produce phosphoric acid. The resulting phosphoric acid reacts with hydroxyl groups of cellulose presented in flax fabric and initiates the dehydration reaction. The creation of radicals promotes the crosslinking reaction and then the cyclic carbonaceous structures formed will help the stabilization of condensed phase and improve the flame retardancy behaviour. The action of phosphorus and nitrogen in gas phase to scavenge the H° and OH° radicals which are responsible of flame propagation can be also considered, Fig. 12. However, there is no evidence of this mode of action and further investigation is required.

Digital photos of vertical burning tests applied on flax fabric (a) and flax fabric/PA/PEI/PA (b) samples. SEM images obtained before and after burning of flax fabric/PA/PEI/PA sample (c)

Possible mechanism of flame retardancy action in flax fabric/PA/PEI/PA sample
4 Conclusions
The production of sustainable and flame-retardant textile material is a challenging field of research. The present work has shown that it is possible to achieve this product using a layer-by-layer coating arrangement aided by a biobased phosphorous compound (phytic acid) to treat natural flax fabrics. Three layers were coated on flax fabric using phytic acid, PEI, and again phytic acid successively. Several techniques were applied to characterize the treated fabrics including FTIR, TGA, SEM, EDX, ICP, PCFC, tensile, abrasion and flame tests. The TGA showed that a high charring (around 40%) material is obtained after the flax fabric are treated, resulting in a promising low flammability monitored by PCFC test. The peak of heat release rate (pHRR) significantly dropped from 215 W/g for the untreated to 50 W/g for Flax fabric/PA/PEI/PA sample (~ − 77%), in the same order the total heat release (THR) decreased from 11 to 3.2 kJ/g (~ − 70%). The burning test demonstrated that the char residue obtained at the end of combustion was cohesive and efficient in improvement of flame retardancy. Moreover, the tensile test revealed a better elongation character of treated fabric compared with untreated sample. The abrasion test clearly showed the effectiveness of chemical treatment in increasing the abrasion resistance up to 30,000 rub cycles without rupture.
References
Hu Y, Zheng Z (2019) Progress in textile-based triboelectric nanogenerators for smart fabrics. Nano Energy 56:16–24
Qiu Q et al (2019) Highly flexible, breathable, tailorable and washable power generation fabrics for wearable electronics. Nano Energy 58:750–758
Konda A, Prakash A, Moss GA, Schmoldt M, Grant GD, Guha S (2020) Aerosol filtration efficiency of common fabrics used in respiratory cloth masks. ACS Nano 14:6339–6347
Seidi F et al (2021) Functionalized masks: powerful materials against covid-19 and future pandemics. Small 17:2102453
Xiong J, Chen J, Lee PS (2021) Functional fibers and fabrics for soft robotics, wearables, and human-robot interface. Adv Mater 33:2002640
Xu F, Zhong L, Zhang C, Wang P, Zhang F, Zhang G (2019) Novel high-efficiency casein-based p-n-containing flame retardants with multiple reactive groups for cotton fabrics. ACS Sustain Chem Eng 7:13999–14008
Jiang Z, Li H, He Y, Liu Y, Dong C, Zhu P (2019) Flame retardancy and thermal behavior of cotton fabrics based on a novel phosphorus-containing siloxane. Appl Surf Sci 479:765–775
Liu J, Dong C, Zhang Z, Kong D, Sun H, Lu Z (2020) Multifunctional flame-retarded and hydrophobic cotton fabrics modified with a cyclic phosphorus/polysiloxane copolymer. Cellulose 27:3531–3549
Sun L et al (2020) Preparation of a novel flame retardant containing triazine groups and its application on cotton fabrics. New J Chem 44:7386–7394
Xu F et al (2019) Synthesis of three novel amino acids-based flame retardants with multiple reactive groups for cotton fabrics. Cellulose 26:7537–7552
Kristensen HS, Mosgaard MA (2020) A review of micro level indicators for a circular economy—MOVING away from the three dimensions of sustainability. J Clean Prod 243:118531
Silvestre BS, Ţîrcă DM (2019) Innovations for sustainable development: moving toward a sustainable future. J Clea Prod 208:325–332
Zhang AN et al (2021) Construction of durable eco-friendly biomass-based flame-retardant coating for cotton fabrics. J Chem Eng 410:128361
Wang S, Liu J, Sun L, Wang H, Zhu P, Dong C (2020) Preparation of flame-retardant/dyed cotton fabrics: flame retardancy, dyeing performance and flame retardant/dyed mechanism. Cellulose 27:10425–10440
Sykam K, Försth M, Sas G, Restás A, Das O (2021) Phytic acid: A bio-based flame retardant for cotton and wool fabrics. Ind Crops Prod 164:113349
Li P et al (2019) Ecofriendly flame-retardant cotton fabrics: preparation, flame retardancy, thermal degradation properties, and mechanism. ACS Sustain Chem Eng 7:19246–19256
Xue CH, Wu Y, Guo XJ, Liu BY, Wang HD, Jia ST (2020) Superhydrophobic, flame-retardant and conductive cotton fabrics via layer-by-layer assembly of carbon nanotubes for flexible sensing electronics. Cellulose 27:3455–3468
Liu X et al (2020) Flame retardant cellulosic fabrics via layer-by-layer self-assembly double coating with egg white protein and phytic acid. J Clean Produ 243:118641
Fang Y, Sun W, Li J, Liu H, Liu X (2021) Eco-friendly flame retardant and dripping-resistant of polyester/cotton blend fabrics through layer-by-layer assembly fully bio-based chitosan/phytic acid coating. Int J Biol Macromol 175:140–146
Samyn F, Vandewalle M, Bellayer S, Duquesne S (2019) Sol-gel treatments to flame retard PA11/Flax composites. Fibers 7:86
Zhang L et al (2018) Polydopamine induced natural fiber surface functionalization: a way towards flame retardancy of flax/poly (lactic acid) biocomposites. Compos B Eng 154:56–63
Kim NK, Mao N, Lin R, Bhattacharyya D, Van Loosdrecht MC, LinY, (2020) Flame retardant property of flax fabrics coated by extracellular polymeric substances recovered from both activated sludge and aerobic granular sludge. Water Res 170:115344
Ehsanimehr S et al (2022) Layer-by-layer polymer deposited fabrics with superior flame retardancy and electrical conductivity. React Funct Polym 173:105221
Illy N, Fache M, Ménard R, Negrell C, Caillol S, David G (2015) Phosphorylation of bio-based compounds: the state of the art. Polym Chem 6:6257–6291
Shi X et al (2019) Bi-phase fire-resistant polyethylenimine/graphene oxide/melanin coatings using layer by layer assembly technique: smoke suppression and thermal stability of flexible polyurethane foams. Polym 170:65–75
Qiu X, Li Z, Li X, Zhang Z (2018) Flame retardant coatings prepared using layer by layer assembly: a review. J Chem Eng 334:108–122
Sonnier R, Vahabi H, Ferry L, Lopez-Cuesta JM (2012) Pyrolysis-combustion flow calorimetry: a powerful tool to evaluate the flame retardancy of polymers. Fire Polym New Adv Flame Retardant Chem Sci. https://doi.org/10.1021/bk-2012-1118.ch024
Sonnier R, Dorez G, Vahabi H, Longuet C, Ferry L (2014) FTIR–PCFC coupling: a new method for studying the combustion of polymers. Combusta Flame 161:1398–1407
Wróbel-Kwiatkowska M, Żuk M, Szopa J, Dymińska L, Mączka M, Hanuza J (2009) Poly-3-hydroxy butyric acid interaction with the transgenic flax fibers: FT-IR and Raman spectra of the composite extracted from a GM flax. Spectrochim Acta A Mol 73:286–294
Ishiguro T, Ono T, Nakasato K, Tsukamoto C, Shimada S (2003) Rapid measurement of phytate in raw soymilk by mid-infrared spectroscopy. Biosci Biotechnol Biochem 67:752–757
Mora-Boza A, López-Donaire ML, Saldaña L, Vilaboa N, Vázquez-Lasa B, San Román J (2019) Glycerylphytate compounds with tunable ion affinity and osteogenic properties. Sci Rep 9:11491
Liangyuan Q, Shuilai Q, Jianchao X, Bin Y, Yuan H, Weiyi X (2022) Construction of super-hydrophobic, highly effective flame retardant coating for cotton fabric with superior washability and abrasion resistance. J Colloid Interface Sci 607:2019–2028
Vahabi H, Laoutid F, Mehrpouya M, Saeb MR, Dubois P (2021) Flame retardant polymer materials: an update and the future for 3D printing developments. Mater Sci Eng R Rep 144:100604
Taibi J, Rouif S, Clément JL, Ameduri B, Sonnier R, Otazaghine B (2022) Flame retardancy of flax fibers by pre-irradiation grafting of a phosphonate monomer. Ind Crops Prod 176:114334
Hajj R et al (2019) Influence of monomer reactivity on radiation grafting of phosphorus flame retardants on flax fabrics. Polym Degrad Stab 166:86–98
Hajj R et al (2018) Grafting of phosphorus flame retardants on flax fabrics: comparison between two routes. Polym Degrad Stab 147:25–34
Sonnier R, Otazaghine B, Viretto A, Apolinario G, Ienny P (2015) Improving the flame retardancy of flax fabrics by radiation grafting of phosphorus compounds. Eur Polym J 68:313–325
Acknowledgments
Henri Vahabi would like to acknowledge the French Embassy in Sweden and the French Institute in Sweden for their financial support in the frame of the TOR mobility program. He also thank the University of Lorraine, LUE “Lorraine Université d’Excellence, Widen Horizons”.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors of this manuscript certify that they have NO affiliations with or involvement in any organization or entity with any financial interest (such as honoraria; educational grants; participation in speakers’ bureaus; membership, employment, consultancies, stock ownership, or other equity interest; and expert testimony or patent-licensing arrangements), or non-financial interest (such as personal or professional relationships, affiliations, knowledge or beliefs) in the subject matter or materials discussed in this manuscript.
Ethical Approval
Hereby, we consciously assure that for the present manuscript the following is fulfilled: (1) This material is the authors’ own original work, which has not been previously published elsewhere. (2) The paper is not currently being considered for publication elsewhere. (3) The paper reflects the authors' own research and analysis in a truthful and complete manner. (4) The paper properly credits the meaningful contributions of co-authors and co-researchers. (5) The results are appropriately placed in the context of prior and existing research. (6) All sources used are properly disclosed. 7) All authors have been personally and actively involved in substantial work leading to the paper, and will take public responsibility for its content.
Informed Consent
This research work does not involve human or animals.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ehsanimehr, S., Sonnier, R., Badawi, M. et al. Sustainable Flame-Retardant Flax Fabrics by Engineered Layer-by-Layer Surface Functionalization with Phytic Acid and Polyethylenimine. Fire Technol (2023). https://doi.org/10.1007/s10694-023-01387-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10694-023-01387-7