
Abstract
The effects of Gd content on the solidification path and microstructure of an AlSi7Mg0.3 alloy have been studied. Two different Gd levels, 0.1 and 0.5 mass%, respectively, have been investigated while the material has been solidified at low (0.2 °C s−1) and high (1.3 °C s−1) cooling rates. Computer-aided thermal analysis and metallographic techniques have been used to study the solidification and microstructural evolution of the alloy at different Gd contents and cooling rates. The results show how Gd has no effect on the grain refinement at both cooling rates. The eutectic structure is unaffected at Gd level of 0.1 mass%. A concentration of 0.5 mass% Gd promotes the precipitation of the gadolinium phosphide (GdP) phase instead of aluminium phosphide (AlP) compounds, thus suppressing the eutectic plateau during the solidification and serving as nucleant for the GdAl2Si2 phase. The eutectic Si crystals solidified at low cooling rate are refined at 0.5 mass% Gd content, while the morphology of Si crystals is only partially modified at high cooling rate.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
High-quality castings with higher mechanical performances can be achieved by properly controlling and tailoring the final microstructure. It is well known that the refinement of α-Al grains and modification of eutectic Si improve the mechanical performance of an alloy. The additions of grain refiners, such as Ti and B, and eutectic Si modifiers, such as Sr and Na, are the most diffused method to achieve the proper microstructure [1,2,3]. However, these grain refiners or modifiers can affect only α-Al grains or eutectic Al–Si structure. On the other hand, it is reported there may be a mutual poisoning effect between grain refiners and modifier elements [4, 5].
In recent years, many investigations about the effect of lanthanide elements on the microstructure of Al–Si alloys have been performed. It has been demonstrated how some lanthanides can refine the primary α-Al grains and either refine or modify the eutectic Si crystals in the Al–Si alloys [6]. Researchers have claimed that nucleation sites, such as Al4La, Al3Ho, and Al3Yb, can easily provide heterogeneous nucleation due to the similar lattice parameters of the α-Al phase [7,8,9].
Different mechanisms have been proposed and discussed to clarify the chemical modification of eutectic Si. In general, the impurity-induced twinning (IIT) and the twin-plane re-entrant edge (TPRE) mechanisms are used to explain the restricted growth theory of eutectic Si crystals [10,11,12,13]. The IIT mechanism suggests how modifier atoms are absorbed on the steps of the growth planes in the solid Si/liquid interface, leading to higher density of twinning. The TPRE theory proposes that the modifier element prevents the subsequent attachment of silicon atoms during the growth of eutectic Si crystals. In contrast, in the restricted nucleation theory, the modifier element reacts with AlP, which is a pre-existing nucleant for eutectic Si, in the melt and changes the nucleation density of silicon, leading to the modification of eutectic [14, 15]. Recent studies have shown that the addition of lanthanide elements as a eutectic modifier is an efficient way to achieve restricted nucleation and restricted growth of eutectic Si crystals [6, 16,17,18]. Therefore, eutectic Si can be refined or modified by the addition of lanthanides. Furthermore, it should be noted that the effectiveness of lanthanides in modifying eutectic Si is greater at higher cooling rates [19, 20].
The addition of gadolinium (Gd) element into Al–Si casting alloys demonstrated growing interest in the foundry industry. It has been found that the grain size was decreased with the Gd addition due to the induced constitutional undercooling [21, 22]. It is also proposed that heavy enrichment of Gd atoms in front of eutectic cells poisons the growth orientation of the eutectic Si because of its difficulty in diffusion [22]. The enrichment of Gd ahead of eutectic Si crystals favours crystallographic defects in the growth of Si and the formation of clusters of ternary compounds at the solidification front [23], which lead to a plate-to-fibrous transition of eutectic Si particles. The existence of co-segregation phenomena of Al atoms and the modifier agent in Al–Si alloys was demonstrated by atom probe tomography [24]. The formation of such clusters on Si-facets creates growth steps that increase in growth direction diversity. Furthermore, the engulfment of such clusters into the Si crystals explains the high density of crystallographic defects in the eutectic Si. The present study showed opposite experimental results in grain refinement with Gd addition.
Despite several studies, the effect of Gd on eutectic Si in Al–Si alloys and the formation of Gd-containing intermetallics remain poorly understood. These discrepancies and lacks highlight the need for further investigation into the influence of Gd on the microstructure of Al–Si alloys. This work is to meet the further investigations suggesting that other factors, such as the cooling rate, might play a key role. It aims to investigate the effects of Gd addition on the microstructure and the solidification path of an Al–7Si–0.3 Mg alloy.
Experimental
Materials and processing
A hypoeutectic commercial purity AlSi7Mg0.3 alloy was supplied in the form of commercial foundry ingots. The chemical composition is listed in Table 1.
Approximately 4 kg of supplied alloy was remelted inside a resistant-heated furnace at 750 ± 5 °C. To homogenize the liquid bath, a holding time of about 35 min was applied after melting. Then, the bath was manually skimmed. Different levels of Gd were obtained by using a commercial Al-5Gd master alloy in the form of waffle ingots. In addition to the supplied alloy (Gd-free), two different Gd-containing alloys were prepared (0.1 and 0.5 mass% Gd). These levels are potential minor and major addition levels for further applications in the foundry industry. Because of the overcoming of solubility, as stated in ref. [6], greater amounts of Gd could cause the formation of precipitates, even primary compounds, which can seriously compromise the mechanical properties of the alloy in both as-cast and heat-treated conditions. Complex and harmful intermetallics would precipitate when the alloy initially contains Cu, Ti, Sr, or Fe, which have a high affinity for reacting with lanthanides [6].
Hereafter, the experimental alloys are mentioned as Gd-free, 0.1 Gd, and 0.5 Gd. Before casting, the molten metal was held at 750 ± 5 °C for 45 min to completely dissolve the master alloy [25]. The chemical compositions of the experimental alloys were measured by optical emission spectrometry and are indicated in Table 1. After the molten bath was skimmed and gently stirred, the melt was poured into a steel cup (diameter 45 mm, height 60 mm) and a cylindrical-shaped die (diameter 20 mm, high 100 mm), which were preliminary coated with a boron nitride spray and pre-heated at 550 ± 5 °C. The steel cup and the cylindrical-shaped die provided a cooling rate (CR) of about 0.2 and 1.3 °C s−1, respectively.
Computer-aided thermal analysis
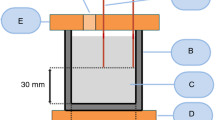
Computer-aided thermal analysis, also known as computer-aided cooling curve analysis (CA-CCA), was used to study the solidification kinetics and to measure the characteristic temperatures of the experimental alloys. After pouring, a K-type thermocouple, which was firmly fitted inside a 1 mm-diameter stainless-steel tube, was inserted in the cup in such a way that the tip of the thermocouple positioned at the cup centre.
The temperature–time curves were recorded with a sampling rate of 0.1 s−1 using a high-precision data logger with an analog-to-digital accuracy of 0.1 °C, which was connected to a personal computer. A cooling rate of 0.2 ± 0.1 °C s−1 was measured in the solidification range of the experimental alloys.
The characteristic temperatures of the α-Al phase and Al–Si eutectic reaction were determined for each alloy by analysing both the cooling curves and the corresponding derivative curves (dT dt−1) according to the method described in [26]. In general, the precipitation of a new phase releases latent heat resulting in a slowdown of the cooling rate and the derivative curve consequently increases. Table 2 describes the thermal analysis parameters used in the present study.
Macro- and microstructural investigations
Macro- and microstructural characterizations were performed to correlate the structural evolutions of the alloys with the data from the thermal analyses. After thermal analysis, the solidified specimens were cut, and samples were drawn from a region close to the tip of the thermocouple; the solidified cylindrical bars were cut transversely at 25 mm from the bottom. The samples were prepared according to the standard metallography techniques.
In order to reveal grain boundaries, the polished samples were firstly etched in a solution of 30 vol.% CuCl2 and 70 vol.% H2O, and then immersed in a solution of 86 vol.% HNO3 and 14 vol.% HF to improve contrast [27]. The grain size was estimated by means of the intercept method, following the ASTM standard E112-12 procedure [28].
The average secondary dendrite arm spacing (SDAS) of the polished samples was measured by using an optical microscope and an image analyser software.
The microstructural investigation was also focused on the size and morphology of the eutectic Si particles as a function of the Gd content. The equivalent circular diameter, aspect ratio and roundness of eutectic Si crystals were measured. The roundness is here defined as
where A and p are area and perimeter of each particle, respectively. Secondary intermetallic phases, such as Mg2Si and Fe-bearing, were not considered during the measurements.
The intermetallic phases were investigated by using a field emission gun scanning electron microscope (FEG-SEM) equipped with an energy-dispersive spectrometer (EDS) and an electron backscattered diffraction (EBSD) unit.
To obtain a more detailed view of the silicon morphology within the eutectic regions by using FEG-SEM, the polished samples were deep etched in a solution of 10 vol.% NaOH and 90 vol.% H2O at 70 °C for 5 min. Deep-etching dissolved the α-Al in the reagent, allowing investigation of the 3D morphology of the eutectic Si particles.
Samples for EBSD investigations were mechanically polished and slightly etched in a solution of 70 vol.% H3PO4, 25 vol.% H2SO4, and 5 vol.% HNO3 at 80 °C for 15 s.
Results
Thermal analysis and characteristic temperatures
Figure 1 shows the cooling curves and the relative first derivatives (cooling rates) of the different Gd-containing alloys. The solidification of the phases, such as α-Al, Al–Si eutectic, and Mg-rich compounds, can be identified [29]. Table 3 summarizes the characteristic temperatures of the α-Al phase as well as the Al-Si eutectic. Figure 1a revealed how the nucleation of the primary α-Al phase in the Gd-free alloy began at some degree of undercooling. The primary α-Al phase in Gd-free alloy nucleated at 616.6 °C, while the growth temperature (TG,α) was measured at 617.4 °C, showing a recalescence undercooling (ΔTR,α) of 1.9 °C. Both additions of Gd did not alter the solidification path of the primary α-Al phase (see Fig. 1b, c). Therefore, the characteristic temperatures of the α-Al phase were not affected by the different Gd levels. In detail, the TN,α and TG,α were measured at 617.3 and 617.7 °C, respectively, in the 0.1 Gd alloy; while they were at 617.4 and 618.0 °C, respectively, in the 0.5 Gd alloy.

Cooling curves and their corresponding derivatives (i.e., cooling rate) referred to the AlSi7Mg0.3 alloy with different Gd amounts: a 0, b 0.1, and c 0.5 mass% Gd. The arrow indicates the precipitation of Gd-rich intermetallics
The Al–Si eutectic developed without any undercooling in the Gd-free alloy (see Fig. 1a). McDonald et al. [30] observed how the nucleation frequency of the eutectic is greater in commercial Al–Si alloys due to the presence of effective germs for a heterogeneous nucleation, such as AlP particles. Phosphorus is a common impurity in commercial Al–Si-based alloys, and amounts over about 3 ppm assist the precipitation of pre-eutectic AlP compounds; these are potent heterogeneous nucleation site for eutectic Si [31, 32]. The eutectic formation began at 577.7 °C and it showed TG,eu at 575.0 °C.
While a level of 0.1 mass% Gd did not affect the eutectic reaction (Fig. 1b), this last was significantly influenced at a concentration of 0.5 mass% Gd. In detail, the eutectic plateau was depressed, and the formation of the Al–Si eutectic was initiated at some degree of undercooling (Fig. 1c). It is possible to observe how the peak of the eutectic reaction in the derivative curve of 0.5 Gd alloy increased; in general, this indicates an increasing cooling rate during the Al–Si eutectic reaction. After 0.5 mass% Gd addition, the precipitation of eutectic Si reaction initiated at 570.1 °C, while the growth temperature (TG,eu) was measured at 569.7 °C. On the other hand, a pre-eutectic peak, associated with the precipitation of Gd-rich intermetallics, was detected at 591.1 °C in the derivative curve of 0.5 Gd alloy, as indicated in Fig. 1c.
Primary α-Al grains
Figure 2 shows the macrographs of the experimental alloys with various Gd contents solidified at low and high cooling rates, respectively. The Gd-free alloy solidified at a low cooling rate showed a coarse grain structure (Fig. 2a). When the cooling rate was higher, the grain structure was finer (Fig. 2d). As commonly known, higher cooling rate is associated with larger thermal undercooling, leading to higher heterogeneous nucleation and grain refinement.

Macrographs of a, d Gd-free, b, e 0.1 mass%, and c, f 0.5 mass% Gd-containing alloys solidified at a–c low (0.2 °C s−1) and d–f high (1.3 °C s−1) cooling rates
Columnar grains were not observed in the Gd-free alloy samples (Fig. 2a, d). This indicated how the initial Ti concentration in the AlSi7Mg alloy (~ 0.10 mass %) was enough to produce an equiaxed structure that prevented the formation of coarse and columnar grains. Titanium, which segregates at the solid/liquid interface, generally affects the growth of dendrites and leads to a constitutionally undercooled zone in front of the growing interface within which nucleation can occur on nucleants that are already present in the liquid [2]. Furthermore, the solidification process is affected by various factors, i.e., the casting design and process parameters, which influence the dissipation or the generation of heat. When the heat extraction is greater than the generated heat, it favours an undercooled liquid. This undercooling induces even more the activation of heterogeneous nuclei present in the liquid, causing multiple heterogeneous nucleation. The extent of undercooling decreases as the local thermal gradient in the casting changes from thin to thick thickness.
The additions of Gd (0.1 and 0.5 mass %) did not affect the grain structure of the α-Al phase for both cooling rates (Figs. 2b, c, e, f). The macrostructure of the Gd-containing alloys evidenced a uniform and equiaxed grain structure, which became finer at higher cooling rate as observed in the Gd-free alloy.
Typical microstructures of the experimental Gd-containing Al–7Si–0.3 Mg alloys solidified at low (0.2 °C s−1) and high cooling rates (1.3 °C s−1) are shown in Fig. 3, where a primary α-Al phase and an eutectic Al–Si mixture can be identified. The α-Al formed as the primary phase in the form of dendrites. The increasing Gd additions did not affect the scale of the microstructure; thus, no refinement of the microstructure was observed, independently of the cooling rate.

Typical microstructures of a, d Gd-free, b, e 0.1 mass%, and c, f 0.5 mass% Gd-containing alloys solidified at a–c low (0.2 °C s−1) and (d-f) high (1.3 °C s−1) cooling rates
It has been demonstrated how some elements can decrease the grain size and SDAS. Sui et al. [33] recently found how the SDAS can be progressively refined in a gravity die cast AlSi12Cu4Ni2Mg0.8 alloy up to 0.02 mass% Sr amounts. At the same time, Fabrizi et al. [34] observed similar results in a diecast AlSi9Cu3 (Fe) alloy. Apart from the cooling rate, the presence of alloying elements in the melt can affect the size of the dendrites, although this impact may not be easy to discern. During the formation of the α-Al phase, excess solute atoms are rejected into the liquid from the solid–liquid interface because of the different solubility between the solid and liquid. A solute boundary layer is built up ahead of the solid–liquid interface resulting in a region constitutional undercooled below the local liquidus temperature, which drives the spacing adjustment mechanism between the dendrite arms. The dendrite can branch enough to reduce this undercooling. Elements with greater solubility in the liquid phase will reduce less the SDAS [35]. On the other side, alloying elements such as Cu and Si [36], and eutectic modifiers such as Sb [37], can effectively refine the spacing between the secondary arms of primary α-Al phase.
The average grain size and SDAS values of the different experimental conditions are shown in Fig. 4. The grain size and the SDAS of the Gd-free alloy solidified at low cooling rate were 1.37 ± 0.16 mm and 76 ± 14 µm, respectively, while those were 0.89 ± 0.10 mm and 37 ± 6 µm at high cooling rate. Both Gd levels did not significantly change the macro- and microstructural scales of the experimental alloys in the investigated cooling range. For instance, the average grain size of the 0.5 Gd alloy decreased to 0.75 ± 0.10 mm at high cooling rate; this value is only slightly lower respect to that of the Gd-free and 0.1 Gd alloys. On the other hand, the SDAS of 0.5 Gd alloy was measured to be 71 ± 17 µm at low cooling rate, which is slightly lower than the SDAS values of Gd-free and 0.1 Gd alloys.

Average grain size and SDAS values as a function of the Gd concentration in the AlSi7Mg0.3 alloy; low (0.2 °C s−1) and high (1.3 °C s−1) cooling rates (CR) during solidification are considered
Al–Si eutectic structure
Figure 5 shows the optical micrographs and the deep-etched FEG-SEM images of the Al–Si eutectic in the Gd-containing alloys solidified at different cooling rates. Coarse and plate-like eutectic Si crystals were observed in the Gd-free alloy solidified at low (Fig. 6a) and high (Fig. 6d) cooling rates. At 0.1 mass% Gd, the eutectic Si remained coarse and plate-like independently of the cooling rate (Figs. 6b, e). A concentration of 0.5 mass% Gd significantly refined the eutectic Si crystals in the material solidified at α-low cooling rate, even though the shape of the Si crystals remained plate-like (see Fig. 6c). However, at higher cooling rate, the same alloy was characterized by eutectic Si particles between the plate-like and fibrous morphology (see Fig. 6f). This is generally known as a partial modification of the eutectic Si crystals, and it is obtained when the added chemical modifier was not effective to completely change the morphology of eutectic Si into a fibrous shape.

Silicon crystals in the eutectic region of a, d Gd-free, b, e 0.1 mass%, and c, f 0.5 mass% Gd-containing alloys solidified at a–c low (0.2 °C s−1) and d–f high (1.3 °C s−1) cooling rates. FEG-SEM images of deep-etched samples are also shown. Some Gd-rich intermetallics are indicated by arrows

a–c FEG-SEM secondary images and d–f EBSD orientation maps of a, d Gd-free, b, e 0.1 mass%, and c, f 0.5 mass% Gd-containing alloys solidified at 0.2 °C s−1 cooling rate. Eutectic silicon is also indexed
The size, aspect ratio, and roundness of the eutectic Si particles of the experimental alloys solidified at low and high cooling rates were determined by an image analyser and are summarized in Table 4. All parameters of eutectic Si are constant after the addition of 0.1 mass% Gd at both cooling rates. The equivalent circular diameter of the Si crystals decreased in the 0.5 Gd alloy solidified at the low cooling rate, while the aspect ratio and roundness remained constant. However, at the high cooling rate, all parameters of eutectic silicon decreased at 0.5 mass% Gd.
The EBSD technique was applied to study the crystallographic orientations of the primary Al and eutectic Al in the alloys solidified at 0.2 °C s−1 cooling rate (Fig. 6). Same colour of the mapping pixels indicates a difference less than 2° in the crystallographic orientation of adjacent regions. Figure 7 shows the misorientation figure and the pole figure of the investigated alloys.

Misorientation distributions referred to the AlSi7Mg0.3 alloy with different Gd amounts and solidified at 0.2 °C s−1: a 0, b 0.1, and c 0.5 mass% Gd. The pole figures are also shown
The Gd-free alloy presented coarse Si flakes radiating away from the tip of the primary Al phase (see Fig. 6a). The corresponding orientation map in Fig. 6d evidenced how the primary aluminium and the eutectic aluminium had identical orientations; therefore, they indexed with the same colours.
Figure 6b shows the microstructure of the 0.1 Gd alloy, where coarse and flake-like eutectic Si can be observed. The crystallographic orientation mapping data evidenced how about 54% of eutectic aluminium showed the same colour of primary aluminium phase (Fig. 6e). However, some eutectic aluminium regions with different orientations were detected due to the active Gd (0.1 mass %) in the melt.
The eutectic Si particles in the 0.5 Gd alloy were refined, and relatively finer eutectic Si flakes were detected (Fig. 6c). The crystallographic orientation mapping data showed a wide variety of crystallographic orientations of the eutectic aluminium (Fig. 6f). Most of the eutectic aluminium in the investigated eutectic region shows a different colour respect to the adjacent primary α-Al dendrites.
In general, the distribution of the misorientation angles of Al grains in the Gd-free alloy shows lower values respect to those obtained in the Gd-containing alloys (Fig. 7a). On the other side, a wide scattering in the crystal orientations of the α-Al phase exists at higher angles in the Gd-containing alloys (Fig. 7b, c), even though there is a slight difference between 0.1 and 0.5 mass% Gd-containing alloys. The alloy with 0.1 mass% Gd shows a higher frequency of high-angle boundaries of α-Al in the misorientation graph (Fig. 7b) if compared to the 0.5 Gd alloy (Fig. 7c). Analysing the pole figures in Fig. 7, an increasing scattering of the crystal orientations is observed after Gd addition, while the Gd-free alloy shows a more concentrated orientation of the Al phase.
Gd-rich intermetallics
The low Gd solubility in the α-Al phase (lower than 0.2 mass% Gd at 650 °C) led to the precipitation of intermetallic Gd-bearing compounds in the interdendritic channels and along the grain boundaries. The Gd-bearing particles showed platelet or blocky morphology with a dimension ranging from few µm to around 80 µm (see Fig. 8). The amount of Gd-rich intermetallics increased with the Gd concentration independently of the cooling rate. The area fraction of the Gd-bearing compounds was about 0.75% and 0.71% in the 0.1 Gd alloy solidified at low and high cooling rates, respectively. At 0.5 mass% Gd, the area fractions of Gd-rich particles increased, respectively, to about 2.20% and 2.11%. Both the initial Gd concentration and the cooling rate during solidification were key features able to control the size of the Gd-bearing compounds.

Backscattered FEG-SEM micrographs of a, c 0.1 and b, d 0.5 mass% Gd-containing alloys solidified at a, c low (0.2 °C s−1) and b, d high (1.3 °C s−1) cooling rates
The variation of the equivalent circular diameter of Gd-rich particles in experimental alloys with different levels of Gd contents and cooling rates was statistically processed through Minitab® software. The fits for the equivalent circular diameter of GdAl2Si2 intermetallic particles following the three-parameter-lognormal distribution are demonstrated in Fig. 9. Those showed how the amount of finer GdAl2Si2 particles increased when the cooling rate is higher. It was also clear that the average equivalent circular diameter of Gd-rich particles was greater when the Gd content was higher.

Distributions of equivalent circular diameter for GdAl2Si2 intermetallic particles in experimental alloys as function of the Gd level and cooling rate
The morphology of the particles was plate-like in the 0.1 Gd alloy solidified at both cooling rates (see Figs. 8a, c); on the other side, the Gd-rich particles showed both blocky and platelet morphology in the 0.5 Gd alloy at both cooling rates (see Figs. 8b, d). However, the frequency of the Gd-rich platelets was higher in the material solidified at 1.3 °C s−1, while most of the Gd-bearing compounds showed a blocky morphology when the cooling rate during solidification was 0.2 °C s−1.
Some Gd-rich intermetallics revealed bright particles at their centre. One of the blocky Gd-rich particles was investigated via FEG-SEM, as shown in Fig. 10a and a typical EDS line scan across such a bright particle is shown in Fig. 10b. The EDS line scan analyses showed that Si and Al counts decreased when the counts of Gd and P tend to increase on the bright particle. The coarse Gd-rich intermetallic and the bright particle in the centre was identified as hexagonal GdAl2Si2 and cubic GdP phases, as confirmed by the EDS analyses and EBSD patterns (Fig. 11).

a FEG-SEM micrograph of a GdAl2Si2 intermetallic with a bright particle at the centre; b distributions of Al, Si Gd, and P along the EDS line scan of the bright particle

a, c EDS spectra and b, d indexed Kikuchi patterns of a, b hexagonal GdAl2Si2 and c, d cubic GdP phases
Discussion
Grain refinement of α-Al phase
The grain refinement is generally associated with the level of solute and the presence of nucleant particles [38,39,40]. The contribution of the solute is associated to the solute segregation at the liquid–solid interface. This mechanism is able to restrict the growth of the dendrites during solidification and develops constitutional undercooling, which is able to activate further nucleation on existing substrates inside the liquid phase [41]. The effect of solute segregation can be estimated using the growth restriction factor, Q [40], which is a useful criterion to evaluate the effect of solute on the microstructural refinement of α-Al grains. For binary alloys, the growth restriction factor is defined as Q = m(k − 1)C0, where C0 is the initial concentration of the solute, m is the slope of the liquidus line, and k is the partition coefficient equal to Cs (solidus composition)/Cl (liquidus composition). For multicomponent alloys, the growth restriction factor is extended to include the contribution of each alloying element [42]. Higher Q values lead to an effective constitutional undercooling thus causing nucleation to occur sooner and resulting in a grain refinement. The value of m(k − 1) for the Gd element added to aluminium was calculated to be 0.4, which is low if compared to other alloying elements such as Mg, Si, and Ti. Consequently, the Gd addition is not able to produce a significant constitutional undercooling in the investigated range of concentration.
It has been stated how XAl3 (X: lanthanide element) provides grain refinement of the primary α-Al phase by acting as a heterogeneous nucleation site [8, 43,44,45]. Even though a solidification at a higher cooling rate can refine the structure, the effect of heterogeneous nucleation on the primary α-Al grains is greater for grain refinement. In the Al–Gd binary system [46], the GdAl3 phase can precipitate through the eutectic reaction Al + GdAl3 at 652 °C with a Gd content of 25 mass%. Because the AlGd5 master alloy used in this study is a hypoeutectic Al–Gd alloy, the addition of the master alloy produced the GdAl3 phase in the molten bath. However, no GdAl3 particles were here, identified in the Gd-modified alloys but only the hexagonal GdAl2Si2 phase (a = 0.4194 nm, c = 0.6651 nm), which formed at a temperature of about 591 °C (see Fig. 1c), i.e., after the precipitation of the primary α-Al phase (Fig. 12).

Phase diagram of the Al–7Si–0.3 Mg-xGd system. The studied alloys containing 0.1 and 0.5 mass% Gd are identified with vertical dashed lines
Thermal analyses evidenced how neither the recalescence undercooling nor the other characteristic temperatures of the α-Al phase were significantly changed by the Gd additions, confirming the ineffective grain refinement produced by Gd.
Refinement or modification of the eutectic Si crystals
The eutectic Si crystals in commercial Al–Si alloys precipitate below 577 °C with flake morphology and preferred growth orientation along the <112> direction. AlP compounds can be present in the melt before the formation of the α-Al phase, or nucleate on the tip of the α-Al dendrites as a pre-eutectic reaction when the phosphorus concentration is over about 4 ppm, or most likely both. The small mismatch in crystal lattice between AlP (zincblende cubic, a = 0.5431 nm) and silicon (diamond cubic, a = 0.5421 nm) makes AlP a potent nucleant for Si crystals [47, 48]. When the AlP compounds are present in the melt, the precipitation of eutectic Si does not evidence any degree of undercooling, and coarse eutectic Si flakes are produced in the microstructure.
In general, the modification of the Al–Si eutectic is provided through the addition of impurity elements (chemical modification), such as Na and Sr, or by increasing the cooling rate (quench modification). In the chemical modification, the modifier element poisons the AlP phase, thus increasing the interfacial energy, and yields undercooling in the melt. Therefore, it delays the nucleation of the eutectic Si phase, and refinement or modification in eutectic Si crystals occurs. In commercial purity Al–Si-based alloys, the modification of the Al–Si eutectic can be evaluated by monitoring the depression of the characteristic eutectic temperatures [49,50,51].
The addition of Gd into the AlSi7Mg0.3 alloy seems to affect the Al–Si eutectic reaction. The characteristic temperatures of eutectic were depressed after the addition of 0.5 mass% Gd, generating 3.1 °C recalescence undercooling (see Table 3). The eutectic showed finer eutectic Si flakes at the low cooling rate, while it was partially modified at the high cooling rate (see Fig. 5 and Table 4).
By means of EDS and EBSD investigations, GdP compounds were detected in the microstructure (Figs. 11c, d). To the best of authors’ knowledge, no detailed data for the Gibbs free energy are available about the GdP phase, even though all lanthanide monophosphides have lower Gibbs free energy respect to the AlP phase as reported by others [52]. Thus, Gd reacted with P, and GdP was preferentially formed instead of AlP. The crystal structure of the GdP phase is a rock salt cubic and the lattice parameter is a = 0.5727 nm, showing a larger mismatch with the eutectic Si if compared to the AlP phase. Therefore, GdP phase is not a convenient nucleant for the eutectic Si crystals. When the Gd concentration was 0.1 mass%, most of the AlP nuclei were still active in the liquid phase because of the limited Gd amount. On the contrary, Gd-based intermetallics were effective in removing phosphorus from the melt prior to eutectic solidification when the Gd level was increased to 0.5 mass%; the eutectic Si particles were thus refined at the low cooling rate (Fig. 5c), or partially modified at the high cooling rate (Fig. 5f).
The nucleation and growth of eutectic grains in Al–Si alloys were demonstrated by three modes [50]: (i) nucleation of eutectic on primary dendrites; (ii) heterogeneous nucleation in the interdendritic regions, (iii) nucleation and growth opposite the thermal gradient. While mode (i) is related to an unmodified Al–Si alloy at commercial purity, modes (ii) and (iii) represent the growth in modified alloys, depending on the modifier element. In these last alloys, the eutectic grains show multiple crystallographic orientations of the aluminium within each eutectic grain, i.e., a variety of colours is represented in the EBSD orientation maps. In the unmodified alloys, the eutectic aluminium assumes and maintains a crystallographic orientation similar to the contiguous primary dendrite. Figure 6d shows a strict relationship between the primary aluminium dendrite and the eutectic Al in the Gd-free AlSi7Mg0.3 alloy. Contrary, the diversity of colours in the EBSD maps shown in Figs. 6e, f indicates different crystallographic orientations, thus an independent nucleation of eutectic grains in the AlSi7Mg0.3 alloy after Gd addition. It is also shown in Figs. 6e, f, how the relative frequency of the misorientation between α- and eutectic Al increases with the higher level of Gd addition.
Impurity-induced twinning theory [10] suggests an ideal ratio of atomic radii between impurity modifier element and silicon (ri:rSi) equal to 1.65. That ratio with Gd (rGd:rSi) is 1.52 [6], which is not so close to the ideal ratio. Consequently, it may not be expected that Gd is a good modifier for the eutectic Si. Further investigations appear necessary to investigate the refinement/modification mechanism by Gd in detail.
Precipitation of Gd-rich intermetallics
Two types of Gd-rich phases were observed in Gd-containing alloys, i.e., GdAl2Si2 and GdP. As shown in Fig. 10a, most of the GdP particles were located at the centre of the GdAl2Si2 phase, appearing to act as nucleants for the hexagonal-close-packed GdAl2Si2 phase. Additionally, some GdP particles were observed in the vicinity of intermetallics, as they were pushed through the solidification front (see Fig. 10a). Greater volume fraction of GdAl2Si2 phase were observed throughout the microstructure with increasing the Gd concentration in the alloy. However, this is not only related to the increased amount of GdP nuclei available in remaining liquid phase but also to the increased Gd concentration in the initial alloy.
Considering the cooling rate curve of the AlSi7Mg0.3 alloy with 0.5 mass% Gd (Fig. 1c), the pre-eutectic peak is related to the precipitation of the GdAl2Si2 phase at about 591 °C. These experimental findings appear to be not in agreement with the thermodynamic calculations carried out using the developed Factsage™ software (see Fig. 12). According to the thermodynamic equilibrium based on the minimum Gibbs free energy, the GdAl2Si2 phase is formed as a pre-eutectic reaction when the Gd level is higher than ~ 0.4 mass% in the Al–7Si–0.3 Mg-xGd system. On the other hand, if the Gd content is lower than 0.4 mass%, the GdAl2Si2 phase precipitates after the Al–Si eutectic reaction. Due to the overlapping of the peaks of the eutectic Si and GdAl2Si2 phases, there was no evidence of the precipitation of the GdAl2Si2 compounds in the thermal analysis at 0.1 mass% Gd level (see Fig. 1b).
Conclusions
The solidification and microstructural evolution of an AlSi7Mg0.3 alloy with different Gd contents and cooling rates have been investigated. Key conclusions are as follows:
-
Gd is ineffective in refining the grain structure.
-
The eutectic modification in Gd-containing AlSi7Mg0.3 alloy can be evaluated by monitoring the depression of characteristic eutectic temperatures by using thermal analysis techniques.
-
Compared with well-known chemical modifiers such as Na and Sr, Gd appears to be not effective in modifying eutectic Si crystals at low cooling rate. With increasing the cooling rate, the addition of Gd can produce only a partial modification of eutectic Si.
-
Even though small Gd additions are not effective in the refinement of the eutectic Si flakes, the eutectic aluminium phase shows a low frequency of variation in the crystallographic orientation.
-
The addition of Gd decreases the nucleation frequency of eutectic Si crystals because of the formation of GdP compounds.
-
The GdP phase plays an important role in the nucleation of the GdAl2Si2 intermetallic.
References
Sigworth GK. The modification of Al–Si casting alloys: important practical and theoretical aspects. Int Metalcast. 2008. https://doi.org/10.1007/BF03355425.
Easton M, Stjohn D. Grain refinement of aluminum alloys: part I. The nucleant and solute paradigms—a review of the literature. Metall Mater Trans A. 1999. https://doi.org/10.1007/s11661-999-0098-5.
Camicia G, Timelli G. Grain refinement of gravity die cast secondary AlSi7Cu3Mg alloys for automotive cylinder heads. Trans Nonferrous Met Soc China. 2016. https://doi.org/10.1016/S1003-6326(16)64222-X.
Li Y, Hu B, Liu B, Nie A, Gu Q, Wang J, Li Q. Insight into Si poisoning on grain refinement of Al–Si/Al–5Ti–B system. Acta Mater. 2020. https://doi.org/10.1016/j.actamat.2020.01.039.
Liao H, Sun G. Mutual poisoning effect between Sr and B in Al–Si casting alloys. Scr Mater. 2003. https://doi.org/10.1016/S1359-6462(02)00648-6.
Gursoy O, Timelli G. Lanthanides: a focused review of eutectic modification in hypoeutectic Al–Si alloys. J Mater Res Technol. 2020. https://doi.org/10.1016/j.jmrt.2020.05.105.
Pourbahari B, Emamy M. Effects of La intermetallics on the structure and tensile properties of thin section gravity die-cast A357 Al alloy. Mater Des. 2016. https://doi.org/10.1016/j.matdes.2016.01.039.
Wang Q, Shi Z, Li H, Lin Y, Li N, Gong T, Zhang R, Liu H. Effects of holmium additions on microstructure and properties of A356 aluminum alloys. Metals. 2018. https://doi.org/10.3390/met8100849.
Song X, Yan H, Wu Q, Hu Z. Effect of (La+ Yb) addition on the fluidity of an A356. 2 aluminum alloy. Int J Cast Met Res. 2019. https://doi.org/10.1080/13640461.2018.1518744.
Lu SZ, Hellawell A. The mechanism of silicon modification in aluminium–silicon alloys: impurity induced twinning. Metall Trans A. 1987. https://doi.org/10.1007/BF02646204.
Li JH, Albu M, Hofer F, Schumacher P. Solute adsorption and entrapment during eutectic Si growth in A–Si-based alloys. Acta Mater. 2015. https://doi.org/10.1016/j.actamat.2014.09.040.
Li JH, Wang XD, Ludwig TH, Tsunekawa Y, Arnberg L, Jiang JZ, Schumacher P. Modification of eutectic Si in Al–Si alloys with Eu addition. Acta Mater. 2015. https://doi.org/10.1016/j.actamat.2014.10.064.
Lu SZ, Hellawell A. Growth mechanisms of silicon in Al–Si alloys. J Cryst Growth. 1985. https://doi.org/10.1016/0022-0248(85)90308-2.
Nogita K, McDonald SD, Tsujimoto K, Yasuda K, Dahle AK. Aluminium phosphide as a eutectic grain nucleus in hypoeutectic Al–Si alloys. J Electron Microsc (Tokyo). 2004. https://doi.org/10.1093/jmicro/dfh048.
Li JH, Zarif MZ, Albu M, McKay BJ, Hofer F, Schumacher P. Nucleation kinetics of entrained eutectic Si in Al–5Si alloys. Acta Mater. 2014. https://doi.org/10.1016/j.actamat.2014.03.030.
Li JH, Ludwig TH, Oberdorfer B, Schumacher P. Solidification behaviour of Al–Si based alloys with controlled additions of Eu and P. Int J Cast Met Res. 2018. https://doi.org/10.1080/13640461.2018.1480891.
Li JH, Suetsugu S, Tsunekawa Y, Schumacher P. Refinement of eutectic Si phase in Al–5Si alloys with Yb additions. Metall Mater Trans A. 2013. https://doi.org/10.1007/s11661-012-1410-3.
Nogita K, McDonald SD, Dahle AK. Eutectic modification of Al–Si alloys with rare earth metals. Mater Trans. 2004. https://doi.org/10.2320/matertrans.45.323.
Li L, Li D, Mao F, Feng J, Zhang Y, Kang Y. Effect of cooling rate on eutectic Si in Al–7.0Si–0.3Mg alloys modified by La additions. J Alloys Compd. 2020. https://doi.org/10.1016/j.jallcom.2020.154206.
Nogita K, Yasuda H, Yoshiya M, McDonald SD, Uesugi K, Takeuchi A, Suzuki Y. The role of trace element segregation in the eutectic modification of hypoeutectic Al–Si alloys. J Alloys Compd. 2010. https://doi.org/10.1016/j.jallcom.2009.09.138.
Liu W, Xiao W, Xu C, Liu M, Ma C. Synergistic effects of Gd and Zr on grain refinement and eutectic Si modification of Al–Si cast alloy. Mater Sci Eng A. 2017. https://doi.org/10.1016/j.msea.2017.03.097.
Zhiming S, Qiang W, Yuting S, Ge Z, Zhang R. Microstructure and mechanical properties of Gd-modified A356 aluminum alloys. J Rare Earth. 2015. https://doi.org/10.1016/S1002-0721(14)60518-4.
Barrirero J, Li J, Engstler M, Ghafoor N, Schumacher P, Odén M, Mücklich F. Cluster formation at the Si/liquid interface in Sr and Na modified Al–Si alloys. Scr Mater. 2018. https://doi.org/10.1016/j.scriptamat.2016.02.018.
Barrirero J, Engstler M, Ghafoor N, de Jonge N, Odén M, Mücklich F. Comparison of segregations formed in unmodified and Sr-modified Al–Si alloys studied by atom probe tomography and transmission electron microscopy. J Alloys Compd. 2014. https://doi.org/10.1016/j.jallcom.2014.05.121.
Gursoy O, Timelli G. The Effect of the holding time on the microstructure of Gd-containing AlSi7Mg alloys. In: Eskin D, editor. Light metals 2022. The minerals, metals & materials series. Cham: Springer; 2022. https://doi.org/10.1007/978-3-030-92529-1_103.
Djurdjevic MB, Vicario I, Huber G. Review of thermal analysis applications in aluminium casting plants. Rev Metal. 2014. https://doi.org/10.3989/revmetalm.004.
Warmuzek M. Metallographic techniques for aluminum and its alloys. In: Vander Voort GF, editor. ASM handbook. Metallography and microstructures. vol. 9. Materials Park, OH; 2004. pp. 1696–1699.
ASTM Standard. E112–12: standard test methods for determining average grain size. ASTM Int. 2012;E112–12:1–27.
Backerud L, Chai G, Tamminen J. Solidification characteristics of aluminum alloys, Foundry alloys. Oslo: AFS/Skanaluminum; 1990.
McDonald SD, Nogita K, Dahle AK. Eutectic nucleation in Al–Si alloys. Acta Mater. 2004. https://doi.org/10.1016/j.actamat.2004.05.043.
Eiken J, Apel M, Liang SM, Schmid-Fetzer R. Impact of P and Sr on solidification sequence and morphology of hypoeutectic Al–Si alloys: combined thermodynamic computation and phase-field simulation. Acta Mater. 2015. https://doi.org/10.1016/j.actamat.2015.06.056.
Ludwig TH, Schaffer PL, Arnberg L. Influence of phosphorus on the nucleation of eutectic silicon in Al–Si alloys. Metall Mater Trans A. 2013. https://doi.org/10.1007/s11661-013-1945-y.
Sui Y, Wang Q, Wang G, Liu T. Effects of Sr content on the microstructure and mechanical properties of cast Al–12Si–4Cu–2Ni–0.8Mg alloys. J Alloys Compd. 2015. https://doi.org/10.1016/j.jallcom.2014.10.148.
Fabrizi A, Ferraro S, Timelli G. The influence of Sr, Mg and Cu addition on the microstructural properties of a secondary AlSi9Cu3 (Fe) die casting alloy. Mater Charact. 2013. https://doi.org/10.1016/j.matchar.2013.08.012.
Wen Y. Dendrite and silicon particle refinement using aluminum-insoluble elements in hypoeutectic aluminum silicon alloys. Electronic Theses and Dissertations. University of Windsor, Ontario, Canada. 1996. https://scholar.uwindsor.ca/etd/1628.
Sivarupan T, Caceres CH, Taylor JA. Alloy composition and dendrite arm spacing in Al–Si–Cu–Mg–Fe alloys. Metall Mater Trans A. 2013. https://doi.org/10.1007/s11661-013-1768-x.
Boontein S, Srisukhumbovornchai N, Kajornchaiyakul J, Limmaneevichitr C. Reduction in secondary dendrite arm spacing in cast aluminium alloy A356 by Sb addition. Int J Cast Met Res. 2011. https://doi.org/10.1179/1743133610Y.0000000007.
Yang W, Ji S, Zhou X, Stone I, Scamans G, Thompson GE, Fan Z. Heterogeneous nucleation of α-Al grain on primary α-AlFeMnSi intermetallic investigated using 3D SEM ultramicrotomy and HRTEM. Metall Mater Trans A. 2014. https://doi.org/10.1007/s11661-014-2346-6.
StJohn DH, Qian M, Easton MA, Cao P. The interdependence theory: the relationship between grain formation and nucleant selection. Acta Mater. 2011. https://doi.org/10.1016/j.actamat.2011.04.035.
Easton MA, StJohn DH. An analysis of the relationship between grain size, solute content, and the potency and number density of nucleant particles. Metall Mater Trans A. 2005. https://doi.org/10.1007/s11661-005-0054-y.
Easton M, StJohn DH. Grain refinement of aluminum alloys: part II. Confirmation of, and a mechanism for, the solute paradigm. Metall Mater Trans A. 1999. https://doi.org/10.1007/s11661-999-0099-4.
StJohn DH, Prasad A, Easton MA, Qian M. The contribution of constitutional supercooling to nucleation and grain formation. Metall Mater Trans A. 2015. https://doi.org/10.1007/s11661-015-2960-y.
Hu X, Jiang F, Ai F, Yan H. Effects of rare earth Er additions on microstructure development and mechanical properties of die-cast ADC12 aluminum alloy. J Alloys Compd. 2012. https://doi.org/10.1016/j.jallcom.2012.05.089.
Colombo M, Gariboldi E, Morri A. Er addition to Al–Si–Mg-based casting alloy: effects on microstructure, room and high temperature mechanical properties. J Alloys Compd. 2017. https://doi.org/10.1016/j.jallcom.2017.03.076.
Knipling KE, Dunand DC, Seidman DN. Criteria for developing castable, creep-resistant aluminum-based alloys: a review. Int J Mater Res. 2022. https://doi.org/10.1515/ijmr-2006-0042.
Mondolfo LF. Aluminum alloys: structure and properties. London: Butterworth & Co.; 1976. p. 291–2.
Li JH, Albu M, Ludwig T, Matsubara Y, Hofer F, Arnberg L, Tsunekawa Y, Schumacher P. Modification of eutectic Si in Al–Si based alloys. Mater Sci Forum. 2014. https://doi.org/10.4028/www.scientific.net/MSF.794-796.130.
Liang SM, Schmid-Fetzer R. Phosphorus in Al–Si cast alloys: thermodynamic prediction of the AlP and eutectic (Si) solidification sequence validated by microstructure and nucleation undercooling data. Acta Mater. 2014. https://doi.org/10.1016/j.actamat.2014.02.042.
Lu L, Nogita K, Dahle AK. Combining Sr and Na additions in hypoeutectic Al–Si foundry alloys. Mater Sci Eng A. 2005. https://doi.org/10.1016/j.msea.2005.03.091.
Dahle AK, Nogita K, McDonald SD, Zindel JW, Hogan LM. Eutectic nucleation and growth in hypoeutectic Al–Si alloys at different strontium levels. Metall Mater Trans A. 2001. https://doi.org/10.1007/s11661-001-0352-y.
Rakhmonov J, Timelli G, Basso G. Interaction of Ca, P trace elements and Sr modification in AlSi5Cu1Mg alloys. J Therm Anal Calorim. 2018. https://doi.org/10.1007/s10973-018-7111-4.
Schlesinger ME. The thermodynamic properties of phosphorus and solid binary phosphides. Chem Rev. 2002. https://doi.org/10.1021/cr000039m.
Acknowledgements
The work has been performed with the financial support of Fondazione Cassa di Risparmio di Padova e Rovigo (CariPaRo).
Funding
Open access funding provided by Università degli Studi di Padova within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Contributions
OG was involved in formal analysis, data curation, and writing—original draft. GT contributed to methodology, conceptualization, data curation, writing—review and editing, and supervision.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gursoy, O., Timelli, G. The influence of Gd content on the solidification and microstructure of AlSi7Mg0.3 casting alloy. J Therm Anal Calorim 149, 3125–3139 (2024). https://doi.org/10.1007/s10973-024-12957-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-024-12957-4