
Abstract
The thermoelectric materials community has made significant progress on nanostructured and processable materials to improve efficiency and flexibility, reducing manufacturing costs. Selenide compounds, such as Ag2Se and Cu2Se, have received a lot of attention because of their promising capabilities in thermoelectric applications. Additionally, Se is significantly more abundant than Te, with approximately ten times higher availability. High-energy ball milling (HEBM) process is a powerful solid-state synthesis/powder mechanical alloying method. The objective of this work is to form selenide compounds at different milling times (1–20 h) by HEBM process. The structural characterization of the compounds was studied by X-ray Diffraction and X-ray Photoelectron Spectroscopy, while the thermal stability of the prepared samples was examined by Thermogravimetric Analysis. The experimental results show that the Ag2Se sample synthesized at 20 h presents lower thermal stability because of the higher specific surface area and the increased porosity as a result of the hardening effect. Additionally, Cu2Se presents Cu2O(SeO3) as the main phase at low temperatures, while at higher temperatures, CuO is the dominant phase. Therefore, as the heating temperature increases, there is a complete evaporation of Se and a conversion of the remaining copper into copper oxide. The present study demonstrates a simple method for the synthesis of Ag2Se and Cu2Se thermoelectric materials with high oxidation resistance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Thermoelectric (TE) materials have the ability to convert heat into electricity, and vice versa. Thermoelectric generators (TEGs) have several advantages over traditional forms of electricity generation. For one, they are capable of converting heat into electricity with high efficiency, making them an attractive option for use in situations where there is a large amount of waste heat available. Additionally, TEGs are small and lightweight, making them easy to transport and install in a variety of different environments. Finally, they do not produce any emissions, making them a clean and environmentally friendly source of electricity [1, 2]. Among the TE families [3,4,5,6], chalcogenides, such as PbTe, alloys of PbTe and AgSbTe2, alloys of GeTe and AgSbTe2, Bi2Te3–Cu2Se, and Ag2Se have been widely studied due to their high electrical conductivity and low thermal conductivity [7,8,9].
Selenide compounds, such as Ag2Se and Cu2Se, have been explored as potential materials for thermoelectric cooling devices, which could be used to create efficient and environmentally friendly refrigeration systems [10,11,12,13]. Selenide compounds are also of interest due to their potential for use in renewable energy applications. For example, they have been proposed as a potential material for solar cells, where they could be used to convert sunlight into electricity. Generally, selenides have a higher thermoelectric figure of merit (zT); selenides can be more efficient at generating electricity from heat than Bi2Te3, PbTe, and SiGe. Additionally, they have a lower thermal conductivity; they can better retain the heat applied to them, allowing for more efficient electricity generation [8, 9]. Selenides are less expensive to produce, making them a more cost-effective option for TEGs and other applications [11, 12, 14].
Ag2Se and Cu2Se can be prepared using a variety of different methods [15,16,17,18,19]. Ag2Se and CuAgSe compounds can be formed by grinding raw elemental powders. It has been demonstrated that Ag and Se can react directly to form Ag2Se, and mechanical stirring or grinding can accelerate the reaction [15, 20]. Hou et al. described a method for synthesizing Ag2Se in which the precursors are heated and then, subjected to ball milling for 3 h. The resulting mixture is then sintered using spark plasma sintering (SPS) [21]. Ballikayana et al. [8] formed Ag2Se samples by using melting and annealing, while the nanocomposite was prepared by ball milling this material with the required amount of nano-Cu2Se; finally, the samples were consolidated by SPS. Lee et al. [22] created an Ag2Se alloy through mechanical alloying and pulse discharge sintering. Shi et al. [23] used a sintering method to fabricate a sample of Cu1.97Se with satisfactory thermoelectric performance. In a study conducted by Liu et al. [24], the authors used the SPS method to fabricate Cu2Se. The resulting material had an extremely low thermal conductivity (κ) and an enhanced zT value of 1.5. There are several different methods that have been used to synthesize Cu2Se, including hot press sintering, quenching, mechanochemical, and hydrothermal [25,26,27,28]. Generally, the specific method used depends on the desired end product, the starting materials, and equipment available.
High-energy ball milling (HEBM) is a technique that is commonly used for the synthesis of selenide compounds [19, 29, 30]. It is a cost-effective and versatile synthesis method that requires simple equipment, can be applied to a wide range of materials, and offers a straightforward process without the need for complex setups or stringent controls, making it a favorable option for synthesizing diverse materials with different properties. This technique involves the use of a high-energy ball mill, which is a type of grinder that is capable of grinding materials to very fine sizes. In the case of selenides, HEBM is used to facilitate the reaction between the metal and selenium in a shorter amount of time, which are typically the starting materials for the synthesis of selenides. Despite its many advantages, HEBM is not without its challenges. One of the main challenges is the level of energy required to perform the milling process. Despite these challenges, HEBM remains a powerful and widely used technique for the production of thermoelectric materials in a variety of industries, including renewable energy and electronics [19, 29, 31].
The study of the thermal properties, particularly the oxidation resistance, of thermoelectric materials is important for several reasons [4, 8, 32]. Τhe ability of a thermoelectric material to resist oxidation is crucial for its performance in practical applications. Oxidation is a process that occurs when a material is exposed to oxygen, and it can result in the formation of a layer of oxide on the surface of the material. This oxide layer can reduce the electrical conductivity of the material, which can decrease its ability to convert heat into electricity. Therefore, a thermoelectric material with good oxidation resistance will be able to maintain its performance over time, even when exposed to oxygen. Additionally, the study of the thermal properties of thermoelectric materials is important for understanding how these materials behave at different temperatures. This is important for applications such as TEGs, which may be used in environments with varying temperature conditions. By understanding the factors that affect the performance of thermoelectric materials, researchers can develop strategies for improving their thermal properties, such as by modifying their composition or microstructure.
Wang et al. [33] conducted comparative studies on phase transitions in Ag2Se nanocrystals, specifically examining tetragonal (t), orthorhombic (β), and cubic (α) polymorphs. Batabyal et al. [34] revealed that the phase transition for Ag2Se nanocrystals occurs at a transition temperature of 132.9 °C. Park et al. [35] revealed that Ag2Se nanowires maintained their mass without any noticeable loss until they were exposed to elevated temperatures. Xiao et al. [36] showed that the DSC curves of Cu1.75Se and Cu1.80Se show no sign of phase transition. Therefore, in these compounds, there is only β-phase with a cubic structure. According to TGA analysis, Cu2Se compounds remain stable in air at temperatures up to 327 °C, below the melting point of copper but above the boiling point of water; however, below the superionic-non-superionic phase transition, there is a potential release of copper ions from Cu2Se due to increased ion mobility [37]. Shi et al. [23] found a large mass loss occurred at ~ 527 °C for Cu1.97Se during the heating process at 1 atm with N2 gas flow. Bohra et al. [38] investigated the synthesis of Cu2Se powder by employing mechanical alloying in a planetary ball milling manufacture, utilizing tungsten and stainless-steel milling process, and observed that the relative mass change in Cu2Se-SS steadily increases until it reaches 700 °C.
The aim of this study is to explore the use of HEBM as a method for synthesizing Ag2Se and Cu2Se compounds. The initial findings of the study are presented in this work. The milling conditions were varied by adjusting the number of cycles/duration of milling; 5 cycles, 10 cycles, 20 cycles, and 40 cycles corresponding to 2.5, 5, 10, and 20 h, respectively. These conditions were chosen to investigate their effect on the structural, morphological, and thermal properties of the resulting selenide compounds. The morphology and the chemical composition of the samples were determined using Scanning Electron Microscopy (SEM). The specific surface area and porosity of the samples were estimated by using the Brunauer–Emmett–Teller (BET) model. The structure determination and phase identification were performed by X-ray Diffraction (XRD) analysis and X-ray Photoelectron Spectroscopy (XPS). Finally, the thermal properties of the selenides were characterized using Differential Scanning Calorimetry (DSC) and Thermogravimetric Analysis (TGA), which allowed for the determination of their thermal stability and oxidation resistance. This study showcased the capabilities of HEBM as a method for synthesizing selenides and highlighted the substantial influence of milling conditions on the structural, morphological, and thermal characteristics of these enhanced selenides.
Materials and methods
This work presents preliminary results for the synthesis of Ag2Se and Cu2Se compounds by HEBM to determine the most suitable conditions for producing samples with satisfactory properties while simultaneously minimizing the production time. Powder mixtures of silver, Ag (99.9%, 325 mesh), and selenium, Se (99.9%, 325 mesh), as well as copper, Cu (99.9%, 325 mesh) were used for the HEBM process. The stoichiometric ratio of 66 at% Ag to 33 at% Se was used based on the Ag–Se and Cu–Se phase diagrams [39, 40]. Powder mixtures of Ag-Se and Cu-Se were physically mixed for 10 min before being placed in a FRITSCH planetary ball mill (Pulverisette 7) for solid-state mixing, with an 80 mL capacity agate grinding bowl and 25 agate balls of 10 mm diameter. A protective atmosphere of nitrogen was used for the sealed vessel, which underwent 2–3 washes to minimize oxidation during milling. At room temperature, the prepared mixtures were milled in different milling times/cycles of 2.5 h/5 cycles, 5 h/10 cycles, 10 h/20 cycles, and 20 h/40 cycles at a rotation speed of 500 rpm. The cylinder is rotated at high speeds, causing the balls to collide with the materials being milled and break them down into smaller particles. The as-milled powders were accordingly denoted as Ag2Se and Cu2Se with an indication of the milling cycles.
The X-ray diffraction (XRD) analysis of the synthesized materials was carried out using a two-cycle Rigaku Ultima+ diffractometer (Rigaku Corporation, Shibuya-Ku, Tokyo, Japan) with a Cu Ka (1.5418 Å), radiation at 40 kV/30 mA and Bragg–Brentano geometry. The XRD patterns were collected in the range of 10–90°, with 0.05° step size and 1 s per step.
X-ray Photoelectron Spectroscopy (XPS) spectra were recorded using an Axis UltraDLD system by Kratos Analytical (Shimadzu Group Company). XPS spectra were acquired using an Al–Ka1 X-ray source (energy 1486.6 eV) with a pass energy of 160 eV for survey scans and 20 eV for high-resolution spectra. The spectra in all the cases were calibrated using the C1s peak centered at 284.6 ± 0.2 eV for the C–C bonds from the environmental contamination contributions.
Scanning Electron Microscopy (SEM) was used to examine the morphology and the chemical composition of the samples using a SEM JEOL JSM-390LV model equipped with an Energy Dispersive X-ray Spectroscopy (EDS) analyzer. The specimens were carbon coated to provide good conductivity of the electron beam, and the operating conditions were an accelerating voltage of 20 kV, a probe current of 45 nA, and a counting time of 60 s.
Specific surface area and porosity of the adsorbent samples were estimated by nitrogen gas adsorption at −196.15 °C using a micropore surface area analyzer according to the Brunauer–Emmett–Teller (BET) model.
A Polyma 214 differential scanning calorimeter (DSC) from NETZSCH, calibrated with Indium and Zinc standards, was used for the study of the phase transition of Ag2Se and Cu2Se compounds during heating and cooling cycles. The mass of the samples was 6.5 ± 0.2 mg, while they were sealed in aluminum pans. In the non-isothermal crystallization analysis, all the samples’ thermal history was erased by heating from 0 to 250 °C at a heating rate of 5 °C/min under a nitrogen flow of 40 mL min-1.
Thermogravimetric (TGA) measurements were used to examine the thermal stability of selenide samples, which were performed with a TG-DTA SETARAM SETSYS 16/18 (Setaram Instrumentation, Caluire, France). The selenide samples were heated to 1000 °C at a rate of 10 °C/min, while an air flow of 50 mL min-1 was maintained. The mass samples were in the range of 60–65 mg. The samples in powder form were put in alumina crucibles, with an empty alumina crucible used as a reference; sample temperature and mass were continuously recorded to obtain in-situ quantitative data relating to the rate of oxidation of the samples.
Results and discussion
Structural and morphological characterization of selenide compounds
XRD can be used to identify the specific crystal structure of Ag2Se and Cu2Se formed under various milling conditions. Figure 1 shows the powder XRD patterns of the mixed Ag–Se and Cu–Se powders with different milling times. The XRD patterns of the synthesized Ag-Se powders (Fig. 1a) show that the pure thermoelectric orthorhombic (P212121) Ag2Se phase (PDF card #24-1041 [41]) was produced through every experimental condition, even when applying the least of 5 cycles HEBM. Similar behavior has been reported by Chen et al. [9]. In every case, no traces from the initial elements were detected, which acts as an indicator of the process’ effectiveness to synthesize Ag2Se.

XRD patterns of the (a) Ag2Se and (b) Cu2Se samples formed using various milling conditions such as 5 cycles, 10 cycles, 20 cycles and 40 cycles
In the case of the synthesized Cu–Se powders, the XRD patterns (Fig. 1b) show that there is a dependence of the output phases over the number of HEBM cycles. In particular, after 40 cycles of HEBM, the tetragonal α-phase is the dominant detectable one of Cu2Se (#29-0575) [41], which is in agreement with previous HEBM syntheses of Cu2Se [12]. Although its small participation in the 40 cycles synthesis, the reduction of the HEBM cycles leads to the rise of cubic β-phase (Cu2Se #88-2044 or Cu1.8Se #71-0044 [41]), which firstly and clearly appears as a broadening of the peak at 43.9° during 20 cycles, until its final splitting at 10 and 5 cycles of HEBM. It should be noted that a slight broadening to lower angles of the diffraction peaks could be indicative of the presence of the orthorhombic Cu2Se phase (#47-1448 [41]); this broadening is increasing when the number of HEBM cycles decreases.
The Ag2Se samples were studied with XPS in order to identify the elemental chemical states, the stoichiometry, and the purity of the prepared samples. Figure 2a presents the wide scan spectra of the Ag2Se samples, prepared in 5, and 40 cycles. The spectrum of the 40 cycles sample has shifted vertically for comparison. The survey scans from both samples are almost identical, revealing pure stoichiometry, as the main contribution on spectra formed sharp peaks from the core level electrons of two metals (marked in Fig. 2a in the different binding energies). Except for the photoelectron peaks on spectra, the main Auger transitions formed the corresponding peaks marked in the figure. Along with the main elements, the spectra presented C 1 s and O 1 s peaks, but at low intensities. These elements primarily arise from surface contamination of the pure powder granules due to atmospheric exposure. There is a slight contribution from oxygen originating from metal oxides (see Fig. S1—supplementary material), which is slightly higher in the sample prepared with 40 cycles (10.3% and 18.9% of the oxygen’s bonds, respectively). Moreover, the oxygen’s 1 s orbital in the sample prepared with 40 cycles exhibits higher intensity compared to the 5 cycles sample, indicating a higher atomic concentration (calculated at 7.15% and 22.37% for the 5 and 40 cycles samples, respectively). XPS analysis revealed that this effect partially influences the oxidation states of the sample, as shown in Fig. 2b and c. This effect can be attributed to the longer preparation time and the extended granulometry resulting from the ball milling procedure.

XPS spectra for the Ag2Se samples of 40 and 5 ball milling cycles. (a) The wide scan spectra of the Ag2Se from the two prepared cycles show the materials’ stoichiometry. (b) The HR peaks from the Se 3d orbitals, and the (c) Ag 3d orbitals, respectively, present no obvious differences in the oxidation states of the metals for the different cycles number
To delve deeper, Fig. 2b includes the high-resolution (HR) peaks from the Se 3d orbitals. The spectra show minimal changes in the shapes and positions of the peaks. The Se 3d5/2 and 3d3/2 spin–orbit components overlap with a binding energy (BE) difference Δ, equal to Δ = 0.9 eV, centered at around 54.1 and 55 eV, respectively. The fitting process (Fig. S1—supplementary material) revealed the presence of 10.7% metallic Se in the 5 cycles sample, with a Se 3d5/2 centered at 55.3 eV, along with the Se2− in the Ag2Se phase at 54.1 eV for the same orbital. The peak centers of the sample prepared at 40 cycles are far from the metallic states of the Se and the Se-oxides and/or higher oxidation states [42, 43], so the BEs only suggest Ag2Se formation. In contrast, Fig. 2c presents the HR spectra from the Ag 3d orbitals, showing a set of nearly symmetric peak shapes at 368.6 and 374.6 eV, for the Ag 3d5/2 and 3d3/2 orbitals, respectively. Here, the well-separated spin–orbit components have a peak difference Δ = 6 eV, near the metallic separation, but with slightly higher BΕs [44] for the Ag0 state, confirming the Ag+ in the Ag2Se formation [10, 11], in both the studied samples. However, upon closer examination after the fitting process (Fig.S1- supplementary material), minor but noticeable differences are observed between the two materials. Apart from the main peak at 368.6 eV for the Ag 3d5/2, as mentioned earlier for the main thermoelectric phase, both samples exhibit peaks at higher BEs, indicating the presence of Ag oxides in low atomic concentrations. The oxides account for approximately 6.6% in the 5 cycles sample and increase to 12.7% in the 40 cycles sample. Additionally, the sample at 5 cycles formed small peaks (around 5%) for the Ag0 state.
The XPS analysis of the Cu2Se samples in the two different ball milling conditions, revealed some main differences between the samples prepared at 5 and 40 cycles. Figure 3 compares the broad range spectra of the two materials. The wide scans formed the main elements from the Cu2Se in that case as well, but in different intensities and shapes. The peaks from the Se are not well formed in the spectrum of the sample with the 5 cycles procedure, while the element is distinctly detected on the wide scan of the sample prepared with 40 cycles. Except for that obvious difference, with a closer look at the corresponding wide scan, the sample with the 5 cycles shows a more complex peak-shape for the Cu 2p orbitals. Figure 3b, c vividly present the significant differences between the samples. Figure 3b confirms the hardly formation of the Se peaks for the sample prepared with 5 cycles. On the contrary, the Se 3d peaks of the sample at 40 cycles are well shaped, forming almost the same set of the Se 3d5/2 and 3d3/2 spin–orbit components, as in the case of Ag2Se samples, at around 54.1 and 55 eV of BEs, for the Se2− chemical state in the compound. Another point that must be annotated is that in both cases of the Cu2Se samples, even in 40 cycles the peaks of the selenium are not as sharp with sufficient intensity, as in the previous set of samples. That could be explained by the study of the Cu 2p peaks, presented in Fig. 3c, showing the existence of copper oxides on the surfaces (see fitting process in Fig.S2—supplementary material). The contribution of a second set of peaks with BEs at 933.9 and 953.9 eV, for the 2p3/2 and 2p1/2, respectively, highlights the Cu2+ oxidation state, which is more intense in the Cu2Se/5 cycles sample. The formation of the strong satellite peaks is characteristic of the Cu2+ state. Additionally, the peaks formed at 932.3 eV for the 2p3/2 and at 951.9 eV for the 2p1/2 orbitals of Cu are more pronounced in the Cu2Se/40 cycles. Therefore, the two samples include Cu in higher chemical states but at different rates, as the peak fitting reveal. The O 1 s peak deconvolution of the two samples confirmed the above conclusions, presenting a contribution at 530.2 eV for the Cu oxides in both samples. It is important to note that XPS analyzes only the surface of the sample and does not provide information about the bulk properties or the composition throughout the entire material. Additionally, in the context of the given study, the XRD patterns of samples did not show clear peaks corresponding to oxide phases, indicating that the concentration of oxide compounds formed was low.

XPS spectra for the Cu2Se samples of 40 and 5 ball milling cycles. (a) The wide scan spectra of the Cu2Se from the two prepared cycles show the materials’ stoichiometry. (b) The HR peaks from the Se 3d orbitals, and the (c) Cu 2p orbitals, respectively, present some obvious differences in the oxidation states of the metals and the stoichiometry of the different ball milling cycles number
Figure 4 shows the plain view SEM micrographs of Ag2Se and Cu2Se samples formed using different milling times, 40 cycles and 5 cycles at a scale of 1 μm and different magnifications. The images reveal the microstructural differences between the samples formed under different conditions. The samples show similar outcomes in terms of the selenides formed, as both longer and shorter milling times have resulted in the formation of Ag2Se and Cu2Se compounds, respectively. No other selenide phases or impurities were found. Table 1 presents the results of the plain view EDS analysis for the selenide samples obtained using 40 and 5 cycles. The results are consistent with the identification of the XRD patterns, indicating the formation of Ag2Se in all samples. For the case of Cu2Se, the EDS results indicate a uniform distribution of all elements, suggesting that the chemical compositions of the tetragonal, orthorhombic, and cubic phases are highly similar or identical, which aligns with the concept of polymorphism where a material possesses different crystal structures but maintains the same chemical composition. This is in agreement with the literature [45]. Additionally, EDS analysis did not reveal the presence of significant oxide formation on the samples. Therefore, it can be concluded that the formation of oxides in the samples was not evident or was minimal. These findings confirm the formation of the expected compounds in the samples formed under different milling conditions.

Plain view SEM micrographs of the (a), (b) Ag2Se and (c), (d) Cu2Se samples formed at 40 cycles and 5 cycles, respectively
However, the SEM images of the Ag2Se/40 cycles and Ag2Se/5 cycles show the microstructural differences between the two samples. The Ag2Se/40 cycles sample appears to include many fused-together clusters of particles, as well as smaller particles scattered throughout the sample. Panneerselvam et al. [46] demonstrated that the Ag2Se films consist of clusters of particles that are grown on top of separate or fused particles. In contrast, the Ag2Se/5 cycles sample appears to consist of many particles of irregular shapes and sizes. These differences may be the result of the different synthesis conditions used to produce the samples, such as the number of cycles. The insets of Fig. 4a, b show that the longest milling time, Ag2Se/40 cycles sample, leads to larger number of micro-sized pores compared to those formed in the Ag2Se/5 cycles sample. Chernomorets et al. [47] determined that the optimal ball milling parameters for yttrium oxide powders were a milling speed of 300 rpm for 65 min, resulting in uniform morphology and suitable characteristics for transparent ceramics. They also showed that increasing the milling time to 10 h resulted in the formation of defects, including pores. As milling time increases, the ceramic particles undergo more collisions with the milling balls, leading to an increase in their hardness. This is known as the work hardening effect of milling. As the particles become harder, they are less able to compact together, resulting in an increase in porosity. Additionally, the SEM images in Fig. 4c, d show many particles of irregular shapes and sizes for both the Cu2Se/40 cycles and Cu2Se/5 cycles samples. In the inset of Fig. 4d, Cu2Se/5 cycles a fused-together cluster of particles can also be seen. Xue et al. [48] synthesized bulk Cu2Se samples at different temperatures and 3 GPa pressure, resulting in improved crystallinity, larger grain size, stacked layered structure, and the presence of nanopores and well-defined grain boundaries on the smooth grain surface. These observations suggest that the size and shape of the particles in the Cu2Se samples may be influenced by the milling time but not to the same extent as the particles in Ag2Se. Based on visual observations of SEM images, the SEM images of Ag2Se/40 cycles, Cu2Se/40 cycles, and Cu2Se/5 cycles show that there are blocks of clustered particles that have grown above discrete or fused particles.
The milling time variations seem to affect the particle size distribution of the samples, which increases with increasing the milling times (Fig. 5). In detail, the Ag2Se at 40 cycles sample in Fig. 5a shows a greater frequency of low diameter values at around 33 µm, as well as a wider range in the distribution from 6 to 120 μm. The broadening of particle size distribution observed with longer ball milling times is a common occurrence in high-energy ball milling processes [49]. Zhang et al. [50] observed a decrease in average particle size when the milling time increased from 0 to 10 h, but an abnormal increase in size and the presence of numerous pores occurred when the milling time was extended from 10 to 15 h. With a further increase in milling time to 20 h, the average size decreased again while the volume ratio of pores increased. This may be due to the longer milling time, which could lead to the formation of aggregates in the samples, causing the sample to have a varied particle size distribution. This can happen when the milling process goes on for too long, causing the particles to heat up and become sticky. As the mill continues to grind the sample, these sticky particles can form large aggregates that are difficult to break apart, along with individual particles. This can result in either higher or lower values for particle diameter sizes, depending on the specific conditions of the milling process and the characteristics of the sample. So, the microstructure of the composite becomes denser in the case of Ag2Se/40 cycles, as shown in Fig. 4a. However, the particle size distribution and diameter values (near 28 µm) decrease at 5 cycles (Fig. 5b). In the case of Cu2Se, the samples at 40 and 5 cycles show almost the same distribution. However, the sample at 40 cycles (Fig. 5c) appears to have a greater frequency of particles in the range of 1–10 μm, while the sample at 5 cycles (Fig. 5d) has a greater frequency of particles in the range of 10–20 μm. At longer milling times, the samples exhibit lower values for the diameter sizes. The results suggest that the ball milling process reduces grain size, but only slightly in the case of Cu2Se samples. Dispersion still persists in the samples.

Particle size distribution of the (a), (b) Ag2Se and (c), (d) Cu2Se samples formed at 40 cycles and 5 cycles, respectively
Study of thermal stability of selenide compounds
The study of the thermal properties of materials, particularly the thermal stability, is important for a number of reasons, including the performance of these materials in practical applications, their behavior at different temperatures, and the development of new and improved materials. First-order phase transitions, such as those that occur in Ag2Se nanocrystals, involve a change in the latent heat of the material. This type of transition occurs when a material changes from one polymorphic structure to another, such as from a crystalline to an amorphous structure. DSC is a technique used to study these phase transitions and measure the latent heat involved. Figure 6 shows the melting and cooling curves of Ag2Se samples formed at different milling times from 2.5 (5 cycles) to 20 h (40 cycles). All samples show a clear signature of a phase transition at temperatures of 133.1, 133.5, 133.7, and 134.8 °C for Ag2Se formed at 40, 20, 10, and 5 cycles, respectively. This corresponds to the well-known structural transition in Ag2Se and is consistent with previous research findings [8, 22, 51]. In detail, Batabyal et al. [34] revealed that the phase transition for Ag2Se nanocrystals occurs at a transition temperature of 132.9 °C. Ag2Se belongs to the class of silver chalcogenides and undergoes a phase transformation from a semiconducting orthorhombic or monoclinic structure to a metallic or superionic body-centered-cubic structure, similar to all other silver chalcogenides. The transition shifts to lower temperatures by a few degrees as milling time increases. The phase transition temperature is strongly influenced by the presence of defects in its crystal structure and the proportions of different phases within it. This means that the shift in the phase transition temperature observed in this case could be caused by an increasing number of vacancies in the Ag2Se matrix. Additionally, the exothermic crystallization peak is shifted to lower temperatures, 100.5, 100.2, 100, and 99.6 °C with increasing ball milling time, in accordance with the particle size distribution. So, the crystal structure of, i.e., Ag2Se/5 cycles converts from β to α phase at 134.8 °C and then, returns to the β phase at 100.5 °C.

DSC (a) melting and (b) cooling curves of Ag2Se samples synthesized at different milling times
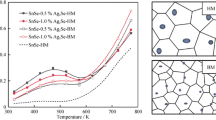
To study the thermal stability of Ag2Se and Cu2Se compounds, TGA experiments were performed in an air environment. The samples were heated from room temperature up to 1000 °C under non-isothermal conditions. These experiments assessed the materials' ability to function without being degraded by oxides. The focus was on how the different milling conditions affected the materials' thermal stability. Figure 7a shows the mass percentage versus temperature curves for Ag2Se samples formed at 40 and 5 cycles. The TGA curves indicate that the samples exhibit good thermostability, with no significant mass loss until temperatures of 460.4 and 469.7 °C for the samples formed at 40 and 5 cycles, respectively. Park et al. [35] demonstrated that the thermal stability of pristine Ag2Se nanowires is evident, as there is no mass loss observed until reaching elevated temperatures. The sample formed with a shorter milling time, Ag2Se/5 cycles, exhibits a slightly higher start-up temperature for mass loss compared to the sample formed at 40 cycles. This behavior can be attributed to the higher specific surface area, which was determined through BET model. In detail, the specific surface area was found to be 12.8 and 31.3 m2 g−1, while the total pore volume was found to be 0.0007 and 0.04 cm3 g−1, for Ag2Se/5 cycles and Ag2Se/40 cycles, respectively. With a larger specific surface area, there is an increased surface area available for reactions to occur. This can lead to enhanced reactivity with the surrounding environment. An increase in specific surface area can lead to the formation of pores or voids, as observed in the SEM images of the Ag2Se/40 cycles sample shown in Fig. 4a. These pores serve as stress concentration sites and can facilitate crack initiation and propagation, thereby compromising the material's thermal stability [52]. Zhang et al. [50] revealed that an increase in milling time results in the introduction of higher mechanical energy in p-Type Bi2Te3-based bulks, leading to a greater substitution of Te sites by Bi or Sb atoms, increased residual stress, lattice deformation, and plastic deformation within the sintered bulks. In Opálek's study [53], it was found that the sample with the largest Al2O3 particles had the highest porosity and gained a little more mass than the sample with the lowest porosity. This suggests that the sample with the higher porosity was easier to oxidize and took in more mass during the oxidation cycles. Elmsahli et al. [54] showed that the high-energy collisions between the particles and milling balls during the milling process can induce powder hardening, leading to an increase in porosity due to the work hardening effect. Furthermore, the XPS spectra of the Ag2Se samples in Fig. 2 show a slightly higher intensity of the oxygen's 1 s orbital in the 40-cycle sample than in the 5-cycle sample, indicating higher percentages in atomic concentration.

(a) TGA and (b) dTG curves and the corresponding (c) XRD diagrams and (d) SEM micrographs of the non-isothermally oxidized Ag2Se samples formed at 40 cycles and 5 cycles (shown inset)
The non-isothermal oxidation process can cause Se to evaporate from the Ag–Se system, resulting in the mass loss of Ag2Se samples. The evaporation of Se from the Ag–Se system can occur at high temperatures, where the heat energy causes the Se atoms to gain enough kinetic energy to overcome the attractive forces holding them in the material. When this occurs, the Se atoms become gaseous and escape from the material, resulting in a mass loss. The residue content of the Ag2Se/40 cycles and Ag2Se/5 cycles at 1000 °C was found to be −25.75 and −26.55 mg, respectively. According to Yang et al. [55], there is a sudden mass loss above 517 °C, reaching 26.71% at 688 °C, closely matching the theoretical percentage of Se (26.79%) in Ag2Se, indicating the volatilization of Se. From the dTG curves in Fig. 7b, the Ag2Se sample formed at 5 cycles present higher decomposition rate at 708.3 and 768.2 °C compared to those of Ag2Se/40 cycles, 681.9 and 771.3 °C, respectively. So, the onset thermal degradation temperature and the maximum thermal degradation temperature of the Ag2Se samples decrease with increasing milling time.
The non-isothermally oxidized powder was studied using SEM microscopy and EDS analysis to determine its chemical composition and evaluate its resistance to specific exposure conditions. Figure 7d shows the plain view micrograph of the Ag2Se/40 cycles and Ag2Se/5 cycles (shown inset) at 10 μm scale. According to the chemical EDS analysis, the non-isothermally oxidized powder of Ag2Se/40 cycles and Ag2Se/5 cycles was found to consist of 100 at% Ag. The presence of Ag was also confirmed by the XRD pattern in Fig. 7c. The peaks were indexed by using PDF card #87–0597 (Ag).
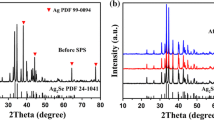
Figure 8a, b present the TGA and dTG curves of the non-isothermally oxidized Cu2Se/40 cycles and Cu2Se/5 cycles samples from 25 to 1000 °C and 25 to 500 °C (shown inset), while Fig. 8c, d show the corresponding XRD diagrams of the samples oxidized from 25 to 1000 °C and 25 to 500 °C, respectively. A non-isothermal study of the samples in the temperature range of 25–500 °C was carried out to investigate the oxides formed during the oxidation of the materials. In detail, the oxidation starts at 164.8 and 172.4 °C for the Cu2Se/40 cycles and Cu2Se/5 cycles samples, respectively. This behavior can be attributed to the higher specific surface area, which was determined through BET model. The specific surface area of Cu2Se/5 cycles and Cu2Se/40 cycles was determined to be 10.3 and 25.6 m2 g−1, while the total pore volume was found to be 0.01 and 0.03 cm3 g−1, respectively, through the utilization of BET analysis. The displacement to higher oxidation temperatures is observed for the samples formed at shorter milling time. The Cu2Se/40 cycles and Cu2Se/5 cycles samples are thermally stable above the temperature at which Cu2Se exhibits its maximum Seebeck coefficient. This means that the materials can maintain their electronic properties at high temperatures without undergoing significant changes. Skomorokhov et al. [37] found that the Cu2Se compounds remain stable in air at temperatures up to 327 °C; this is above the typical boiling point of water, but still below the melting point of copper, which is 1084.62 °C. At temperatures below the superionic-non-superionic phase transition, a copper release process can start in Cu2Se. This transition refers to a change in the physical state of the material, where it becomes superionic, meaning that the ions within the material become highly mobile. This can lead to a release of copper ions from the compound. For this reason, at the higher temperatures, above 600 °C, mass loss of the samples is observed. According to literature [38], the relative mass change in Cu2Se increases steadily until reaching 700 °C during mechanical alloying synthesis using stainless-steel milling process. During the heating process, Se evaporates from the Cu-Se system, causing the Cu2Se samples to lose mass. This phenomenon was observed in both Cu2Se/40 cycles and Cu2Se/5 cycles samples in accordance with literature results [24]. The residue content of the Cu2Se/40 cycles and Cu2Se/5 cycles at 1000 °C was found to be −22.61 and −23.09 mg, respectively. The mass loss observed in these samples is significant because it can affect the overall composition and properties of the Cu2Se. If too much Se evaporates during heating, the resulting Cu2Se may not have the desired properties or may not be suitable for certain applications. From the dTG curves in Fig. 8b, the Cu2Se/40 cycles present higher decomposition rate at 685.45 °C compared to that of Cu2Se/5 cycles at 683.64 °C. According to the literature [36], there is a transition from the monoclinic structure of low-temperature Cu2Se to the cubic structure of high-temperature Cu2Se. When the temperature approaches the phase transition temperature, a rearrangement of the Cu atoms takes place, and the monoclinic Cu2Se transitions to a high-temperature superionic antifluorite Cu2Se with space group Fm3m. So, the degradation of the cubic phase of Cu2Se may be responsible for the observed mass derivative at high temperatures.

(a) TGA of the non-isothermally oxidized Cu2Se/40 cycles and Cu2Se/5 cycles samples from 25 to 1000 °C and from 25 to 500 °C (shown inset), (b) dTG curves and the corresponding XRD diagrams of the samples oxidized from (c) 25 to 1000 °C and (d) 25 to 500 °C
The non-isothermally oxidized powder of Cu2Se/40 cycles and Cu2Se/5 cycles was studied using XRD measurements. According to XRD diagrams in Fig. 8c, d, cubic copper oxide selenite Cu2O(SeO3) was found for the Cu2Se/40 cycles sample, while monoclinic CuO, cubic copper oxide selenite Cu2O(SeO3), as well as cubic β-Cu2Se were formed for Cu2Se/5 cycles at the heating of the samples in dry air at temperatures ranging from 25 to 500 °C. The presence of cubic β-Cu2Se and cubic copper oxide selenite Cu2O(SeO3) in the non-isothermally oxidized tests, as revealed by XRD analysis, confirms that the degradation of the cubic phase of Cu2Se is occurring at elevated temperatures. However, at temperatures above 500 °C, only monoclinic CuO was found for the samples. The peaks were indexed by using PDF card # 80-1917 (CuO), # 77-2327 (Cu2O(SeO3)), #46-1129 (cubic Cu2Se), and #29-0575 (tetragonal Cu2Se) [41] in accordance with literature results [13, 56, 57]. This also confirms that the mass loss of samples should be due to the evaporation of Se. The initial Cu2Se/40 cycles and Cu2Se/5 cycles samples appear to have both cubic and orthorhombic Cu2Se crystal structures. When the sample is heated in an atmospheric environment at 500 and 1000 °C, the crystalline structures are differentiated, and oxidized forms take their place. As the heating temperature increases, the oxidized phases become stronger relative to the unoxidized cubic crystal structure. For example, when the sample is heated to 500 °C, a cubic crystal structure is observed, but when it is heated to 1000 °C, this structure is no longer present. Comparing the effects of heating at 500 and 1000 °C, it appears that at the lower temperature, the main phase is Cu2O(SeO3), while at the higher temperature, CuO is the dominant phase. Therefore, as the heating temperature increases, there is a complete evaporation of Se and a conversion of the remaining copper into copper oxide.
SEM micrographs of the non-isothermally oxidized Cu2Se/40 cycles and Cu2Se/5 cycles samples at 10 μm scale are shown in Fig. 9. The non-isothermally oxidized samples in the SEM micrographs have been oxidized at different temperature ranges, with one set of samples oxidized at temperatures ranging from 25 to 1000 °C (Fig. 8c) and the other set of samples oxidized at temperatures ranging from 25 to 500 °C (Fig. 8d). The images reveal the microstructural differences between the samples formed under different conditions. Table 2 presents the results of plain view EDS analysis of the non-isothermally oxidized Cu2Se/40 cycles and Cu2Se/5 cycles samples oxidized at temperatures ranging from 25 to 1000 °C, (Fig. 9a, c) and 25–500 °C (Fig. 9b, d). Non-isothermally oxidized Cu2Se/40 cycles and Cu2Se/5 cycles samples were found to contain at. 50% Cu and at. 50% O in the temperature range 25–1000 °C. The non-isothermally oxidized Cu2Se/40 cycles and Cu2Se/5 cycles samples were found to contain approximately 50% copper and 50% oxygen in the temperature range of 25–1000 °C. This indicates that the oxidation process resulted in the formation of copper oxide in accordance with XRD results. However, it is likely that the different temperature ranges in the oxidation process resulted in the formation of different copper oxide compounds. Copper can form several different oxides, including copper(I) oxide, copper(II) oxide, and copper(III) oxide, which have different proportions of copper, selenium, and oxygen atoms. Therefore, it is possible that the samples oxidized at the lower temperature range of 25–500 °C contain a different proportion of copper, selenium, and oxygen atoms compared to the samples oxidized at the higher temperature range of 25–1000 °C, indicating the presence of different copper oxide compounds. These differences can be seen in the SEM micrographs, which allow us to visualize the microstructural changes that occurred in the samples during the oxidation process.

SEM micrographs of the non-isothermally oxidized (a), (c) Cu2Se/40 cycles and (b), (d) Cu2Se/5 cycles samples from 25 to 1000 °C and from 25 to 500 °C, respectively
The oxidation behavior of thermoelectric materials is important because oxides can reduce their performance. High resistance to oxidation, especially at the temperatures where these materials have the maximum thermoelectric performance, is desired in order to prevent degradation. Additionally, the ability to form oxides that hinder the spread of oxidation is also important for the proper functioning of these materials. To be effective in applications that involve large temperature gradients, thermoelectric materials must also exhibit sufficient thermal stability and not break down during thermal cycling. So, in this work, the isothermal oxidation tests were conducted at 250 °C for 12 h to study the thermal stability of the Ag2Se/5 cycles and Cu2Se/5 cycles powders in air. The temperature region where the isothermal oxidation tests were conducted was selected based on the temperature at which the Ag2Se/5 cycles and Cu2Se/5 cycles powders are expected to exhibit their maximum thermoelectric performance. The TGA curve of the isothermally oxidized Ag2Se/5 cycles sample at 250 °C for 12 h suggests that the sample has a high degree of thermal stability, as the increase in mass is insignificant compared to the initial mass before oxidation (Fig. 10a). The XRD pattern of the Ag2Se/5 cycles sample after oxidation was similar to that of the unoxidized sample, showing only Ag2Se peaks, Fig. 1a. The peaks were indexed by using PDF card #24-1041 (orthorhombic Ag2Se). Figure 10c shows the plain view SEM images of the isothermally oxidized Ag2Se/5 cycles. From the EDS analysis, the isothermally oxidized Ag2Se/5 cycles sample was found to contain 62.3 at. % Ag and 30.9 at. % Se. Once again, the EDS analyses reveal that the Ag2Se is the dominant phases after thermal oxidation tests confirming the thermal stability of the formed samples. This also suggests that the isothermal oxidation process at 250 °C for 12 h did not significantly affect the crystal structure of the sample.

TGA curves of the isothermally oxidized (a) Ag2Se/5 cycles and (b) Cu2Se/5 cycles samples at 250 °C in an air atmosphere and the corresponding SEM micrographs of the (c) Ag2Se/5 cycles and (d) Cu2Se/5 cycles samples
Figure 10b shows the percentage change in mass over time during the isothermal oxidation, test of Cu2Se/5 cycles revealing the parabolic nature of the mass gain. The mass gain of the sample slightly increases by about 1.17%. The results of the isothermal oxidation tests are consistent with the findings of the non-isothermal analysis (Fig. 8a), which also showed that the Cu2Se/5 cycles powders exhibit a very slow rate of oxidation at the temperature region where the tests were conducted. This suggests that these materials are able to maintain their structural and chemical integrity over long periods of time at high temperatures. It is an important characteristic for thermoelectric materials, as it indicates that they are likely to be stable and effective in applications that involve large temperature gradients. The XRD patterns of the isothermally oxidized Cu2Se/5 cycles sample after TGA tests confirm that Cu2Se is the dominant phase after the thermal oxidation tests, indicating that the concentration of oxide compounds formed on the material's surface is low. It was found to be similar to that of the unoxidized sample, showing only Cu2Se peaks, Fig. 1b. The peaks were indexed by using PDF card #71-0044 (cubic Cu2Se). This was confirmed SEM microscopy and EDS analysis of the sample, which showed low levels of oxygen on the surface of the material, Fig. 10d. In detail, isothermally oxidized Cu2Se/5 cycles sample was found to contain at. 68.3% Cu and at. 31.7% Se. In some areas, a fine-grained oxide scale was slightly visible and was found to contain 55.59 at% Cu, 34.82 at% Se, and 9.59 at% O. This suggests that the oxide scale on the material is not significant. In contrast to the EDS analysis, the presence of oxide phases was not confirmed in the XRD pattern, as only Cu2Se was detected. The short oxidation time of the sample at this temperature resulted in a low concentration of oxides, which is why they were not detected by XRD. Isothermal oxidation tests suggest that the Ag2Se/5 cycles and Cu2Se/5 cycles powder are able to withstand at 250 °C without undergoing significant degradation. It is important to conduct such tests to ensure that materials are able to maintain their structural and chemical integrity under the intended operating conditions.
Conclusions
This work presents the formation of Ag2Se and Cu2Se materials by the HEBM process studying the effect of the milling time on the morphology, structure, and thermal properties of the formed samples. A series of experiments were carried out at different deposition times ranging between 2.5 and 20 h. XRD patterns and EDS analysis of SEM micrographs confirm the formation of the expected Ag2Se and Cu2Se compounds in the samples formed under different milling conditions. However, the milling time variations seem to affect the particle size distribution of the samples, which increases with increasing the milling times. All the Ag2Se and Cu2Se samples demonstrated good thermal stability, especially at the temperatures where these materials have the maximum thermoelectric performance, under non-isothermal measurements in the air. However, the Ag2Se/40 cycles sample has a lower thermal stability compared to that of Ag2Se/5 cycles. This can be explained by the higher specific surface area, which was determined through the BET model, and the increased porosity as a result of the hardening effect. For Cu2Se, comparing the effects of heating at 500 and 1000 °C, it appears that at the lower temperature, the main phase is Cu2O(SeO3), confirming the degradation of the cubic phase at elevated temperatures, while at the higher temperature, CuO is the dominant phase. Therefore, as the heating temperature increases, there is a complete evaporation of Se and a conversion of the remaining copper into copper oxide. Minimizing the milling time can result in significantly higher thermal stability and improved performance. Additionally, using a shorter milling time can also help to lower the time required for the HEBM process, making it more efficient and practical. Overall, HEBM is a useful technique for the formation of selenides such as Ag2Se and Cu2Se. It allows for the efficient and rapid formation of these compounds and can also improve their properties for a wide range of applications.
References
Leblanc S, Yee SK, Scullin ML, Dames C, Goodson KE. Material and manufacturing cost considerations for thermoelectrics. Renew Sustain Energy Rev. 2014;32:313–27.
LeBlanc S. Thermoelectric generators: linking material properties and systems engineering for waste heat recovery applications. Sustain Mater Technol. 2014;1:26–35.
Teknetzi A, Tarani E, Symeou E, Karfaridis D, Stathokostopoulos D, Pavlidou E, et al. Structure and thermoelectric properties of higher manganese silicides synthesized by pack cementation. Ceram Int. 2021;47:243–51.
Teknetzi A, Tarani E, Stathokostopoulos D, Karfaridis D, Chrissafis K, Vourlias G. High-temperature oxidation resistance and thermal stability of higher manganese silicide powder synthesized by pack cementation. J Alloys Compd. 2021. https://doi.org/10.1016/j.jallcom.2021.159842.
Stathokostopoulos D, Teknetzi A, Tarani E, Karfaridis D, Chrissafis K, Hatzikraniotis E, et al. Synthesis and characterization of nanostructured Mg2Si by pack cementation process. Res Mater. 2022. https://doi.org/10.1016/j.rinma.2021.100252.
Stathokostopoulos D, Chaliampalias D, Tarani E, Theodorakakos A, Giannoulatou V, Polymeris GS, et al. Formation of the thermoelectric candidate chromium silicide by use of a pack-cementation process. J Electron Mater. 2014;43:3733–9.
Mi W, Qiu P, Zhang T, Lv Y, Shi X, Chen L. Thermoelectric transport of Se-rich Ag2Se in normal phases and phase transitions. Appl Phys Lett. 2014. https://doi.org/10.1063/1.4870509.
Ballikaya S, Oner Y, Temel T, Ozkal B, Bailey TP, Toprak MS, et al. Thermoelectric and thermal stability improvements in Nano-Cu2Se included Ag2Se. J Solid State Chem. 2019;273:122–7.
Chen J, Sun Q, Bao D, Liu T, di Liu W, Liu C, et al. Hierarchical structures advance thermoelectric properties of porous n-type β-Ag2Se. ACS Appl Mater Interfaces. 2020;12:51523–9.
Mishra S, Du D, Jeanneau E, Dappozze F, Guillard C, Zhang J, et al. A facile molecular precursor-based synthesis of Ag2Se nanoparticles and its composites with TiO2 for enhanced photocatalytic activity. Chem Asian J. 2016;11:1658–63.
Mohanty BC, Malar P, Osipowicz T, Murty BS, Varma S, Kasiviswanathan S. Characterization of silver selenide thin films grown on Cr-covered Si substrates. Surf Interface Anal. 2009;41:170–8.
Yu B, Liu W, Chen S, Wang H, Wang H, Chen G, et al. Thermoelectric properties of copper selenide with ordered selenium layer and disordered copper layer. Nano Energy. 2012;1:472–8.
Wang X, Hou X, Lee H, Lu L, Wu X, Sun L. Copper selenide-derived copper oxide nanoplates as a durable and efficient electrocatalyst for oxygen evolution reaction. Energy Technol. 2020. https://doi.org/10.1002/ente.202000142.
Jafari M, Salavati-Niasari M, Mohandes F. Synthesis and characterization of silver selenide nanoparticles via a facile sonochemical route starting from a novel inorganic precursor. J Inorg Organomet Polym Mater. 2013;23:357–64.
Yang D, Su X, Meng F, Wang S, Yan Y, Yang J, et al. Facile room temperature solventless synthesis of high thermoelectric performance Ag2Se: via a dissociative adsorption reaction. J Mater Chem A Mater. 2017;5:23243–51.
Ohtani T, Araki M, Shohno M. Formation of Cu3Se2 and Ag2Se by sonochemical solid-state reactions at room temperature. Solid State Ion. 2004. https://doi.org/10.1016/j.ssi.2004.05.017.
Olvera A, Bailey TP, Uher C, Poudeu PFP. Chemical manipulation of phase stability and electronic behavior in Cu4-:XAgxSe2. J Mater Chem A Mater. 2018;6:6997–7004.
Zhang S, Liu J, Feng J, Shao B, Li C, Zhang P. Optimization of FeSe superconducting tapes with different sheath materials and precursor powders. J Supercond Nov Magn. 2018;31:2747–51.
Feng D, Chen YX, Fu LW, Li J, He JQ. SnSe + Ag2Se composite engineering with ball milling for enhanced thermoelectric performance. Rare Met. 2018;37:333–42.
Duan HZ, Li YL, Zhao KP, Qiu PF, Shi X, Chen LD. Ultra-fast synthesis for Ag2Se and CuAgSe thermoelectric materials. JOM. 2016;68:2659–65.
Hou S, Liu Y, Yin L, Chen C, Wu Z, Wang J, et al. High performance wearable thermoelectric generators using Ag2Se films with large carrier mobility. Nano Energy. 2021. https://doi.org/10.1016/j.nanoen.2021.106223.
Lee J-C, Nrsm T. Miscibility and crystallization behavior of Poly(butylene succinate) and Poly(vinylidene fluoride) Blends. Polym J. 1998. https://doi.org/10.1295/polymj.30.327.
Shi DL, Geng ZM, Shi L, Li Y, Lam KH. Thermal stability study of Cu1.97Se superionic thermoelectric materials. J Mater Chem C Mater. 2020;8:10221–8.
Liu H, Shi X, Xu F, Zhang L, Zhang W, Chen L, et al. Copper ion liquid-like thermoelectrics. Nat Mater. 2012;11:422–5.
Nieroda P, Kusior A, Leszczyński J, Rutkowski P, Koleżyński A. Thermoelectric properties of Cu2Se synthesized by hydrothermal method and densified by SPS technique. Materials. 2021. https://doi.org/10.3390/ma14133650.
Zhao LL, Wang XL, Wang JY, Cheng ZX, Dou SX, Wang J, et al. Superior intrinsic thermoelectric performance with zT of 1.8 in single-crystal and melt-quenched highly dense Cu2-xSe bulks. Sci Rep. 2015. https://doi.org/10.1038/srep07671.
Yang L, Chen ZG, Han G, Hong M, Zou Y, Zou J. High-performance thermoelectric Cu2Se nanoplates through nanostructure engineering. Nano Energy. 2015;16:367–74.
Li J, Liu G, Wu X, He G, Yang Z, Li J. Reaction mechanism in mechanochemical synthesis of Cu2-xSe. Ceram Int. 2018;44:22172–5.
Morin C, Monnier J, Vaney J-B, Delaizir G, Piarristeguy A, Candolfi C, et al. Improved ZT in ball-milled and spark plasma sintered Cu15As30Te55 glass ceramics. 2019; Available from: https://hal.archives-ouvertes.fr/hal-02049201.
Khade P, Bagwaiya T, Bhattacharaya S, Singh A, Jha P, Shelke V. Effect of ball milling time on thermoelectric properties of bismuth telluride nanomaterials. AIP Conf Proc American Institute of Physics Inc.; 2018.
Hu H, Xia K, Wang Y, Fu C, Zhu T, Zhao X. Fast synthesis and improved electrical stability in n-type Ag2Te thermoelectric materials. J Mater Sci Technol. 2021;91:241–50.
Tarani E, Chaliampalias D, Pavlidou E, Chrissafis K, Vourlias G. Thermal oxidation kinetics of CrSi2 powder synthesized by pack cementation process. J Therm Anal Calorim. 2016;125:111–20.
Wang J, Fan W, Yang J, Da Z, Yang X, Chen K, et al. Tetragonal - Orthorhombic - Cubic phase transitions in Ag2Se nanocrystals. Chem Mater. 2014;26:5647–53.
Batabyal SK, Basu C, Das AR, Sanyal GS, Banerjee D, Bandyopadhyay NR. Studies on nanocrystalline Ag2Se. Mater Manuf Process. 2006;21:694–7.
Park D, Lee S, Kim J. Thermoelectric and mechanical properties of PEDOT:PSS-coated Ag2Se nanowire composite fabricated via digital light processing based 3D printing. Compos Commun. 2022. https://doi.org/10.1016/j.coco.2022.101084.
Xiao XX, Xie WJ, Tang XF, Zhang QJ. Phase transition and high temperature thermoelectric properties of copper selenide Cu2-xSe (0 ≤ x ≤ 0.25). Chin Phys B. 2011. https://doi.org/10.1088/1674-1056/20/8/087201.
Skomorokhov AN, Trots DM, Knapp M, Bickulova NN, Fuess H. Structural behaviour of β-Cu2-δSe (δ = 0, 0.15, 0.25) in dependence on temperature studied by synchrotron powder diffraction. J Alloys Compd. 2006;421:64–71.
Bohra AK, Bhatt R, Singh A, Bhattacharya S, Basu R, Bhatt P, et al. Stabilizing thermoelectric figure-of-merit of superionic conductor Cu2Se through W nanoinclusions. Phys Status Solidi Rapid Res Lett. 2020. https://doi.org/10.1002/pssr.202000102.
Glazov VM, Pashinkin AS, Fedorov VA. Phase equilibria in the Cu-Se system. Transl Frora Neorganicheskie MateriaO. 2000. https://doi.org/10.1002/chin.200040239.
Karakaya B, Thompson WT. The Ag-Se (Silver-Selenium) System.
JCPDS-ICDD, PC Powder Diffraction Files (2003).
Tang S, He C, Li D, Cai W, Fan L, Li Y. Precursor reactivity differentiation for single-step preparation of Ag2Se@Ag2S core–shell nanocrystals with distinct absorption and emission properties enabling sensitive near-infrared photodetection. J Mater Sci. 2018;53:11355–66.
Lu Z, Zeng D, Zheng H, Liu Q, Gao X, He X, et al. Enhanced interfacial electron transfer and boosted visible-light photocatalytic hydrogen evolution activity of g-C3N4 by noble-metal-free MoSe2 nanoparticles. J Mater Sci. 2020;55:13114–26.
Oliveira C, Chaves CR, Bargiela P, da Rocha M da GC, da Silva AF, Chubaci JFD, et al. Surface studies of the chemical environment in gold nanorods supported by X-ray photoelectron spectroscopy (XPS) and ab initio calculations. J Mater Res Technol. 2021;15:768–76.
Zhao K, Qiu P, Song Q, Blichfeld AB, Eikeland E, Ren D, et al. Ultrahigh thermoelectric performance in Cu2−ySe0.5S0.5 liquid-like materials. Mater Today Phys. 2017;1:14–23.
Panneerselvam A, Nguyen CQ, Malik MA, O’Brien P, Raftery J. The CVD of silver selenide films from dichalcogenophosphinato and imidodichalcogenodiphosphinatosilver(I) single-source precursors. J Mater Chem. 2009;19:419–27.
Chernomorets DG, Piancastelli A, Esposito L, Hostaša J. Effect of milling parameters on the morphology and sinterability of the yttrium oxide powders for transparent ceramics. Open Ceram. 2023. https://doi.org/10.1016/j.oceram.2023.100391.
Xue L, Zhang Z, Shen W, Ma H, Zhang Y, Fang C, et al. Thermoelectric performance of Cu2Se bulk materials by high-temperature and high-pressure synthesis. J Materiom. 2019;5:103–10.
Nouri A, Hodgson PD, Wen C. Effect of ball-milling time on the structural characteristics of biomedical porous Ti-Sn-Nb alloy. Mater Sci Eng, C. 2011;31:921–8.
Zhang CC, Fan XA, Hu J, Jiang CP, Feng B, Xiang QS, et al. The effect of porosity and milling induced defects on the thermoelectric properties of p-Type Bi2Te3-based bulks. Adv Eng Mater. 2016;18:1777–84.
Ferhat M, Nagao J. Thermoelectric and transport properties of β-Ag2Se compounds. J Appl Phys. 2000;88:813–6.
Liu D, Šavija B, Smith GE, Flewitt PEJ, Lowe T, Schlangen E. Towards understanding the influence of porosity on mechanical and fracture behaviour of quasi-brittle materials: experiments and modelling. Int J Fract. 2017;205:57–72.
Opálek A, Gaburjáková M, Švec P, Kúdela S, Štĕpánek M, Štefánik P, et al. Impact of Al2O3 particle size on the open porosity of Ni/Al2O3 composites prepared by the thermal oxidation at moderate temperatures. Metals (Basel). 2021. https://doi.org/10.3390/met11101582.
Elmsahli HS, Sinka IC. A discrete element study of the effect of particle shape on packing density of fine and cohesive powders. Comput Part Mech. 2021;8:183–200.
Yang F, Xiong S, Xia Z, Liu F, Han C, Zhang D. Two-step synthesis of silver selenide semiconductor with a linear magnetoresistance effect. Semicond Sci Technol. 2012. https://doi.org/10.1088/0268-1242/27/12/125017.
Peng P, Gong ZN, Liu FS, Huang MJ, Ao WQ, Li Y, et al. Structure and thermoelectric performance of β-Cu2Se doped with Fe, Ni, Mn, In, Zn or Sm. Intermetallics (Barking). 2016;75:72–8.
Machado KD, de Lima JC, Grandi TA, Campos CEM, Maurmann CE, Gasperini AAM, et al. Structural study of Cu2-xSe alloys produced by mechanical alloying. Acta Crystallogr B. 2004;60:282–6.
Acknowledgement
The publication of the article in OA mode was financially supported by HEAL-Link Greece.
Funding
Open access funding provided by HEAL-Link Greece. This research was carried out as part of the project «Design and implementation of innovative lift's air-conditioning systems by using thermoelectric devices» (Project code: ΚΜΡ6-0074109) under the framework of the Action «Investment Plans of Innovation» of the Operational Program «Central Macedonia 2014 2020» that is co-funded by the European Regional Development Fund and Greece.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by ET, DS, DK, LM, IKS, FS, GM, NM, KC, and GV. The first draft of the manuscript was written by ET, DS, DK, LM, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tarani, E., Stathokostopoulos, D., Karfaridis, D. et al. Effect of ball milling time on the formation and thermal properties of Ag2Se and Cu2Se compounds. J Therm Anal Calorim 148, 13065–13081 (2023). https://doi.org/10.1007/s10973-023-12428-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-023-12428-2