
Abstract
The work presents results on the effect of prior martensite formation on bainite transformation kinetics in a 3% medium-Mn multiphase steel. The material was subjected to two isothermal holding temperatures: 400 °C (without martensite) and 350 °C (with prior martensite). According to obtained dilatometric results, the formation of prior martensite leads to the acceleration of bainite transformation kinetics. The bainite formation starts and finishes much faster, when the prior martensite was present before the isothermal holding. The microstructural investigation of the steel after heat treatment was carried out using light and scanning electron microscopy. The microstructures were composed of fine bainitic laths with retained austenite and small amount of martensitic-austenitic islands at 400 °C. At 350 °C the presence of large tempered martensite laths was detected. The bainite is composed of a mixture of fine and coarse laths. The increase of the bainitic lath thickness is attributed to the coalescence process occurring at the lower holding temperature. The differences in the steel hardness after the two heat treatments were relatively small (~ 13 HV10).
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
Introduction
Ultrafine-grained multiphase steels with a microstructure composed of carbide-free bainitic ferrite laths and retained austenite have received recently much attention due to their superior mechanical properties. These steels have the application potential in the automotive industry, machine industry and others, where high strength in combination with good plasticity and high toughness are needed [1,2,3]. The thickness of bainite laths depends on the chemical composition of steel and heat treatment parameters. These factors affect the driving force for bainitic transformation and eventual stabilization of retained austenite [4,5,6,7]. The ultra-fine bainitic microstructure is usually obtained via isothermal treatment at a temperature about 300 °C, above martensite start temperature (Ms). In order to provide the most effective grain refinement effect, the austempering process should be performed at the lowest temperature as possible. To reduce the Ms temperature, bainitic steels usually contain higher carbon contents of 0.6–0.9 mass/%C, which deteriorate the toughness and weldability of steel [8, 9]. Moreover, lowering the isothermal holding temperature requires long duration of bainitic transformation, which significantly reduce their industrial application. The decrease in carbon content causes an increase in the driving force for bainitic transformation and thus it allows to reduce the duration of the austempering process [10,11,12]. However, low-carbon steels are characterized by a higher Ms temperature; thus the application of conventional low-temperature austempering process is not feasible [13, 14].
Some research concerning the effects of austempering temperatures above Ms or below Ms on the microstructure and the kinetics of isothermal transformation in low-carbon bainitic steels are available in the literature [4, 15,16,17]. Zhao et al. [16] reported that ausforming followed by austempering carried out for Fe–0.15C–1.88Mn–1.88Cr–1.41Si steel at a temperature below Ms allows to refine bainitic laths and decreases the amount of unfavorable martensitic-austenitic (MA) constituents. Moreover, the significant increase in the fraction of retained austenite was noted. For the isothermal holding temperatures above Ms, they observed the increased fraction of brittle blocky MA grains. Van Bohemen et al. [17] investigated the isothermal decomposition of austenite below Ms temperature in Fe–0.66C–0.69Mn steel. They noted the isothermal decomposition of austenite and formation of bainite below Ms temperature. Guo et al. [15] observed that the prior martensite accelerates the low-temperature bainitic transformation. As a result the incubation period and completion time of the bainite reaction were significantly reduced. It was related to the formation of prior martensite and successive carbon partitioning between it and remaining austenite. Formation of martensite increases the intensity of bainite nucleation due to strain introduced in austenite. The effect of transformation temperature below and above Ms on the bainitic transformation kinetics in Fe–0.22C–2.0Mn–1.8Si–1.0Cr–0.5Al–0.25Mo was also analyzed by Tian et al. [4]. They observed finer bainite laths for specimens austempered at a temperature below Ms. Interestingly, the most beneficial mechanical properties were noted for specimens austempered above Ms temperature (at 400 °C).
In this work, an Al-containing 3.3% medium-Mn steel was subjected to austempering carried out below Ms temperature (350 °C) and above Ms temperature (400 °C). Using the increased Mn content enables lowering the Bs and Ms temperatures and it counteracts the opposite effects of Al addition and relatively low C content. The aim of the treatment at 350 °C was to induce a partial martensitic transformation in the austenite microstructure before the isothermal bainitic transformation start. The effect of martensite formation on the kinetics of bainitic transformation and microstructure-hardness relationship was analyzed.
Material and experimental procedure
The investigation concerned austempering of 3.3 mass/% Mn, 0.17 mass/% C, 1.6 mass/% Al, 0.23 mass/% Mo and 0.22 mass/% Si medium-Mn steel. The material after casting was forged in a temperature range of 1200–900 °C. Cylindrical samples with 4 mm diameter and 10 mm length for dilatometric investigations were cut from the forged 22 mm thick plates. The heat treatment has been conducted using a BAHR DIL 805 A/D dilatometer. The experiments were conducted in vacuum (during heating, austenization and austempering) and helium was used for cooling. The temperature was measured by an S-type thermocouple welded to the central part of the sample. The dilatometry data was analyzed according to ASTM A1033-04. The applied heat treatment consisted of austenitization of the material at 1100 °C for 5 min. The addition of Al in the investigated steel extends the intercritical region [18]; therefore, an elevated temperature and time were chosen to ensure full austenization and complete temperature homogenization in the whole sample. Next, the samples were cooled at the rate of 60 °C s−1 to two austempering temperatures: 400–350 °C. As the bulk material Ms temperature is ~ 390 °C, the one temperature is slightly above Ms, while the second one is lower than the bulk Ms. It was designed to induce partial martensitic transformation before the bainitic transformation starts. After reaching the austempering temperatures, the samples were held for 10–15 min at each temperature to perform the isothermal bainitic transformation. Finally, the samples were slowly cooled (1 °C s−1) to room temperature. A sketch summarizing the described heat treatments is shown in Fig. 1. The Ms temperature of the initial material was determined by tangent method from a dilatometric curve of sample quenched from 1100 °C.

Schematic of performed heat treatment
After the heat treatment completion, the samples were cut perpendicularly to the sample length in half and prepared according to typical metallographic procedures: griding up to SiC paper 2000; polishing using 3–1 µm diamond pastes and final etching using nital. The microstructure investigation was conducted using light (Zeiss, AxioObserver) and scanning electron (FEG-SEM, JEOL Ltd–secondary electron mode) microscopy. The theoretical calculations of phase transformation during cooling from the austenitization temperature and isothermal holding were carried out using JMatPro ver. 13, general steel module [19]. The hardness of the samples was measured using Vickers method with 100 N load and dwelling time of 15 s.
Results and discussion
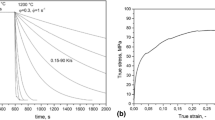
To analyze the phase transformation kinetics, heat treatment simulations were firstly carried out, which are presented in Fig. 2. The simulations of cooling from the austenitization temperature (Fig. 2a) show that the martensite transformation starts at ca. 370 °C. This means that at 400 °C no prior martensite should be present before bainitic transformation. At 350 °C the martensite formation stops and the austenite undergoes bainitic transformation. Figure 2b shows the change of the bainitic transformation kinetics depending on an isothermal temperature. According to it, the 400 °C microstructure should be composed of 100% bainite, and no austenite undergoes martensite transformation. At 350 °C the amount of bainite should be smaller due to the lower remaining austenite fraction before the isothermal holding step. In both cases the calculations don’t show the formation of fresh martensite during final cooling to room temperature. Another issue is a rate of bainitic transformation. Analyzing the beginning of the dilatation curve (the black square in Fig. 2b), at 400 °C the transformation starts few seconds earlier compared to the 350 °C holding. This is the result of change in a diffusion rate at the lower temperature. At the lower temperatures the bainite transformation needs more time to start, which is reported as higher incubation time [11].

JMatPro simulations of heat treatment: a cooling from austenitization temperature, b isothermal holding in the bainitic region
The dilatometric results are presented in Fig. 3. As expected the dilatation responses of samples held at 400 °C do not exhibit any disturbances on the curves, while in samples 350_10/15 after reaching ~ 390 °C, a rapid increase in relative change of length (RCL) is visible, which is characteristic for the martensitic transformation.

The dilatometric curves registered during cooling; γ–austenite, α’–martensite, αB–bainite
Figure 4 presents calculations of martensite and bainite fractions formed during cooling to the isothermal holding step and successive bainitic transformation, respectively. The martensite transformation starts at about 370 °C, where 2.5% of martensite is formed. At 350 °C where the isothermal holding is conducted, the martensite amount is ca. 35%. At the same time, the formation of bainite takes place and at the end of transformation ca. 65% of this phase should occur in the microstructure. Note that according to the calculations, during final cooling none of the samples showed martensitic transformation, which means full stabilization of the remaining austenite.

The JMatPro calculations of phase fraction changes during cooling to isothermal holding
Figure 5 is focused on the bainitic transformation influence on relative change in length (RCL) as a function of time. Results for both samples for each temperature variant show good consistency. For the medium manganese steels it is important to validate each result since such steels are prone to microsegregation [20, 21], which could disturb the consistency of dilatometric results.

The dilatometric response during isothermal holding step at different temperatures
The RCL during bainitic transformation of both samples treated at 400 °C is about 0.52% (Fig. 5, Table 1). For the samples treated at 350 °C their values are lower by ~ 20%. In general, the RCL value increases with a decrease in the austempering temperature as more bainite is formed [22]. In the presented case, however, the initial martensitic transformation occurred which consumed some fraction of austenite and thus it limited the possible extend of bainitic transformation. The martensite present during austempering undergoes further tempering causing additional, small contraction of the sample [23]. It is noticeable in Fig. 5 that, regardless of the transformation T, 10 min is suffice for the bainitic transformation to reach its end, characterized by a RCL plateau. Usually low-temperature austempering of conventional bainitic steels requires much longer holding times [24]. The investigated material contains the increased content of Mn, which delays bainitic transformation. However, the large addition of aluminum (1.6 mass/%) ensures short duration of the process [11]. The reason of Al addition is to prevent the carbide precipitation in bainite [15, 25], but what is more important for the transformation kinetics, it accelerates significantly the bainitic reaction by increasing the free energy change for the transformation. For the samples 400_10/15, the transformation began after ~ 30 s as it is indicated by the 10% of the total transformation RCL (T10%, Table 1), and finished after ~ 150 s as indicated by 90% of total transformation RCL (T90%). For the sample with some initial martensite, despite lower austempering temperature, those times were significantly shortened as the bainitic transformation began almost immediately (0.5 s) and finished in 90% after ~ 87 s. This result shows some discrepancy between simulations results presented in Fig. 2b, where the incubation for the 350 °C experiments is higher that at 400 °C. This is very likely to be related to the fact that the used software does not take into account how the transformation rate is affected by for example the strain field introduced during martensitic transformation, or the presence of martensite plates that can act as autocatalytic sites for bainitic transformation. According to Guo et al. [4], the increase in a number of preferential nucleation sites caused by the martensite formation accelerates the bainitic transformation. It is associated both with the interfacial energy between preexisting martensite and austenite and the dislocations introduced into the austenite by the formation of martensite and the higher resulting driving force for the transformation [26, 27].
For conventional austempering, bainite starts nucleating on the austenite grain boundaries and grow into the grain (Fig. 6), with the accompaniment of the carbon diffusion from bainitic ferrite laths (\(\alpha_{{\text{B}}}\)) to austenite (γ). After the carbon concentration in the surrounding austenite reaches a certain level, the transformation stops as the free energy values of both phases are equal [28]. For samples with the initial martensite, the formed martensitic needles generate some volume expansion and thus increase the dislocation density in surrounding austenite. Such conditions allow for nucleation of bainite in numerous places, which accelerates the entire transformation.

The schematic representation of the initial martensite formation influence on bainite nucleation
The microstructure of steel after the heat treatment is shown in Fig. 7. The selected time (10 min) of isothermal holding is only shown as there was no differences in case of 15 min holding. According to the microstructure obtained at 400 °C, the main structural constituent is bainitic ferrite with some fractions of retained austenite and martensitic-austenitic (MA) islands. The amount of MA constituents is very small (< 2%), as their formation was not detected during the dilatometric analysis. The presence of MA in steel austempered above Ms temperature was reported by Zhao et al. [16]. It is usually formed from blocky low C-enriched austenite. At 350 °C, the microstructure contains also the tempered martensite as a result of the prior martensite tempering. Comparing both microstructures, one can see that the 400 °C treatments lead to fine, uniform microstructures of bainitic ferrite laths and retained austenite. The lower temperature exhibits large tempered martensite laths and a mixture of fine and coarse bainitic laths. The big laths could be the result of the coalescence process as reported by Bhadeshia [28]. According to the work, at temperatures below 400 °C, the driving force is high enough to start the coalescence process of the bainite.

The light and scanning electron micrographs of samples treated at: a–b 400 °C, c–d) 350 °C; B–bainite, MA–martensitic-austenitic constituents, TM–tempered martensite, RA–retained austenite
According to the measurements presented in Fig. 8, the change of the hardness between the treatments is relatively small. The 350 °C isothermal holding exhibits slightly higher hardness of 380 HV10, which is the result of the tempered martensite presence in the microstructure. The tempered martensite exhibits higher strength compared to bainite increasing slightly the steel hardness. The longer time of isothermal holding results in some decrease in the hardness. This could be due to the more intense carbon diffusion into austenite at 400 °C, which decreases the bainite saturation in carbon and hardness at the same time. Moreover, the higher tempering effect of martensite occurring at 350 °C results in some decrease in its tetragonality, what further decreases the hardness. Moreover, in both cases, longer times result in the small increase of bainite lath thickness, which could further contribute to some hardness decrease at both temperatures [5].

The hardness measurements of the heat-treated samples
Conclusions
The effect of prior martensite formation on the successive isothermal bainite transformation kinetics was investigated in multiphase 3% Mn steel. Based on the results obtained and analysis of the bainite transformation kinetics at temperatures above and below Ms the following conclusions were drawn:
-
The formation of prior martensite has high impact on the bainite transformation kinetics in the 3% Mn multiphase steel. When some martensite fraction was formed at 350 °C the bainitic transformation starts much faster compared to the 400 °C treatment. The incubation time decreased rapidly from 29 to 0.6 s, and the transformation finished twice faster.
-
At 400 °C the microstructure is composed of fine lath-type bainite with retained austenite, whereas at 350 °C the tempered martensite is additionally present and the bainite has a mixed morphology of small and big laths. The increase in size could be the result of coalescence of the bainite at the lower temperature.
-
The difference in hardness is neglectable between the heat treatments. The highest hardness of 380 HV10 is exhibited by the 350 °C-10 min sample. This is the result of the presence of tempered martensite.
-
The acceleration of the bainite formation kinetics by prior martensite can be used in medium manganese steels to decrease the isothermal heat treatment time.
References
Caballero FG, Garcia-Mateo C. Super-Bainite. Encycl Mater: Metal Alloy. 2022;2:73–83. https://doi.org/10.1016/B978-0-12-819726-4.00034-X.
Królicka A, Żak AM, Caballero FG. Enhancing technological prospect of nanostructured bainitic steels by the control of thermal stability of austenite. Mater Des. 2021;211:110143. https://doi.org/10.1016/j.matdes.2021.110143.
Guo H, Fan YP, Feng XY, Li Q. Ultrafine bainitic steel produced through ausforming-quenching process. J Mater Res. 2020;9:3659–63. https://doi.org/10.1016/j.jmrt.2020.01.103.
Tian J, Xu G, Zhou M, Hu H. Refined bainite microstructure and mechanical properties of a high-strength low-carbon bainitic steel treated by austempering below and above Ms. Steel Res Int. 2018;89:1700469.
Ruiz-Jimenez V, Jimenez JA, Caballero JF, Garcia-Mateo C. Bainitic ferrite plate thickness evolution in two nanostructured steels. Materials. 2021;14:4347. https://doi.org/10.3390/ma14154347.
Eres-Castellanos A, Hidalgo J, Zorgani M, Jahazi M, Toda-Caraballo I, Caballero FG, Garcia-Mateo C. Assessing the scale contributing factors of three carbide-free bainitic steels: a complementary theoretical and experimental approach. Mater Des. 2021;187:109217. https://doi.org/10.1016/j.matdes.2020.109217.
He S, He B, Zhu K, Huang MX. Evolution of dislocation density in bainitic steel: Modeling and experiments. Acta Mater. 2018;149:46–56. https://doi.org/10.1016/j.actamat.2018.02.023.
Królicka A, Radwański K, Kuziak R, Zygmunt T, Ambroziak A. Microstructure-based approach to the evaluation of welded joints of bainitic rails designed for high-speed railways. J Constr Steel Res. 2020;175:106372. https://doi.org/10.1016/j.jcsr.2020.106372.
Xie J, Cai C, Liang Y, Liu Z, Ma Y. Microstructure and mechanical properties of heat affected zone of laser-MAG hybrid welded low carbon bainitic steel joints. Opt Laser Technol. 2022;148:107729. https://doi.org/10.1016/j.optlastec.2021.107729.
Avishan B, Garcia-Mateo C, Morales-Rivas L, Yazdani S, Caballero FG. Strengthening and mechanical stability mechanisms in nanostructured bainite. J Mater Sci. 2013;48(18):6121–32.
Garcia-Mateo C, Caballero FG, Bhadeshia HKDH. Acceleration of low temperature bainite. ISIJ Int. 2003;43(11):1821–5.
Avishan B. Transformation induced plasticity effect under tensile and compression stresses in nanostructured bainite. Mater Sci Eng A. 2018;729:362–9.
Grajcar A, Lesz S. Influence of Nb microaddition on a microstructure of low-alloyed steels with increased manganese content. Mater Sci Forum. 2012;706–709:2124–9.
Caballero FG, Santofimia MJ, García-Mateo C, Chao J, Garcíade AC. Theoretical design and advanced microstructure in super high strength steels. Mater Des. 2009;30:2077–83.
Guo H, Feng X, Zhao A, Li Q, Ma J. Influence of prior martensite on bainite transformation, microstructures, and mechanical properties in ultra-fine bainitic steel. Materials. 2019;12:527.
Zhao L, Qian L, Zhou Q, Li D, Wang T, Jia Z, Zhang F, Meng J. The combining effects of ausforming and below-Ms or above-Ms austempering on the transformation kinetics, microstructure and mechanical properties of low-carbon bainitic steel. Mater Des. 2019;183:108123. https://doi.org/10.1016/j.matdes.2019.108123.
Van Bohemen SMCV, Santofimia MJ, Sietsma J. Experimental evidence for bainite formation below Ms in Fe–0.66C. Scr Mater. 2008;58(6):488. https://doi.org/10.1016/j.scriptamat.2007.10.045.
Xu H, Cao W, Dong H, Li J. Effects of aluminium on the microstructure and mechanical properties in 0.2C–5Mn steels under different heat treatment conditions. ISIJ Int. 2015;55(3):662–9.
Hidalgo J, Celada-Casero C, Santofimia MJ. Fracture mechanisms and microstructure in a medium Mn quenching and partitioning steel exhibiting macrosegregation. Mater Sci Eng A. 2019;754:766–77.
Liang J, Zhao Z, Tang D, Ye N, Yang S, Liu W. Improved microstructural homogeneity and mechanical property of medium manganese steel with Mn segregation banding by alternating lath matrix. Mater Sci Eng A. 2018;711:175–81.
Bhadeshia HKDH, Christian JW. Bainite in steels. Metall Mater Trans A. 1990;21:767–97.
Navarro-López A, Sietsma J, Santofimia MJ. Effect of prior athermal martensite on the isothermal transformation kinetics below Ms in a low-C high-Si steel. Metall Mater Trans A. 2016;47:1028–39.
Long XY, Zhang FC, Kang J, Lv B, Shi XB. Low-temperature bainite in low-carbon steel. Mater Sci Eng A. 2014;594:344–51.
El-Sherbiny A, El-Fawkhry MK, Shash AY, El-Hossany T. Replacement of silicon by aluminum with the aid of vanadium for galvanized TRIP steel. Mater Res Technol. 2020;9:3578–89.
Grajcar A, Kilarski A, Kozlowska A. Microstructure-property relationships in thermomechanically processed medium-Mn steels with high Al content. Metals. 2018;8:929.
Tian J, Xu G, Jiang Z, Yuan Q, Chen G, Hu H. Effect of austenisation temperature on bainite transformation below martensite starting temperature. Mater Sci Technol. 2019;35:1–12.
Li Z, Li P, Luo Y, Zhou X, Qi L, Li S, et al. Effect of austenitizing temperature and prior martensite on ultra-fine bainite transformation kinetics. Metal Multidiscip Dig Publ Inst. 2019;9:1309.
Bhadeshia HKDH. Bainite in steels. 3rd ed. Institute of materials; 1992.
Acknowledgements
A. Kozłowska acknowledges the financial support of the Silesian University of Technology, Faculty of Mechanical Engineering through the 10/010/BKM_22/1104 project.
Author information
Authors and Affiliations
Contributions
MM and AG contributed to the study conception and design. Material preparation, data collection and analysis were performed by MM, CGM, AS and AK. The first draft of the manuscript was written by MM and AS. Initial review was carried out by AG, CGM and AK. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Morawiec, M., Skowronek, A., Kozłowska, A. et al. Effect of prior martensite formation on the bainite transformation kinetics in high-strength 3% Mn multiphase steel. J Therm Anal Calorim 148, 1365–1371 (2023). https://doi.org/10.1007/s10973-022-11729-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-022-11729-2