
Abstract
We investigated the industrial applicability of multifunctional flame-retardant epoxy gelcoats based on flame retardants containing phosphorus (P), in particular ammonium polyphosphate (APP, which acts in the solid phase), resorcinol bis(diphenyl phosphate) (RDP, which mainly acts in the gas phase) and their combination. It was possible to apply most of the formulations via spraying with the use of a diluent, while gelcoats containing RDP were sprayable without a diluent. The presence of both flame retardants provided excellent fire performance, while the Shore D hardness of the gelcoats decreased significantly, which is favourable in terms of flexibility. We compared the effect of the composite (wet compression moulding and vacuum infusion) and gelcoat manufacturing (brushing and spraying) technologies on fire behaviour. Both vacuum infusion and spraying significantly decreased the peak heat release rate and the total heat release of the coated samples during the mass loss type cone calorimetry tests. The composites prepared by vacuum infusion and coated by spraying showed the best overall fire performance. Heat release rates, three-point bending test results and the dynamic mechanical analysis of the coated samples revealed that the flame retardancy of the composite base itself can be omitted.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Gelcoats are widely used in several industrial sectors where thermoset composite parts are used, such as the aerospace, transport or sailing industry. These industrial applications often require special features (e.g. good flame retardancy, water resistance, UV resistance, electrical and/or thermal conductivity, etc.), which can be achieved with functional materials. In the case of composites, gelcoats are primarily responsible for surface protection and aesthetic appearance, but incorporating different additives in them can provide new functionalities [1,2,3,4,5,6,7]. The use of these multifunctional gelcoats is preferable if unique properties are required. Gelcoats are usually brushed, rolled or sprayed on the inner surface of the mould with an even thickness and allowed to reach the gel state, which happens through the evaporation of the solvent and the start of the crosslinking process [2]. After that, the manufacturing process of the composite begins, whether it is hand lamination, wet compression moulding, vacuum infusion or resin transfer moulding (RTM).
A less sophisticated method of applying a gelcoat is using a brush or a roller [8]. Brushing has the advantage of good air release and low VOC (volatile organic compounds) emission. However, it is difficult to achieve an evenly thick layer with an aesthetic appearance because the brush leaves visible stroke patterns. Usually, two brushing steps are used in the process with a thickness of ca. 300 µm each and the even distribution of the gelcoat can be achieved by rolling. The brushing method requires high gelcoat viscosity and a long preparation time.
A much faster and sophisticated method is spraying the gelcoat. This technique requires lower viscosity, but provides a much more even coating layer, increased productivity and relatively low VOC emission. Also, a wider variety of moulds (also with more complicated geometry) can be used [9]. However, a proper spraying technique is important, including the appropriate spray gun and nozzle, optimal viscosity of the gelcoat, suitable air pressure and temperature and the correct spraying pattern. Usually, gelcoats are sprayed on the mould surface length-wise and cross-wise from a distance of ca. 50–80 cm, while the actual thickness can be checked with a mil gauge [9, 10].
Besides conventional gelcoating applications, there are relatively new methods: in-mould coating (IMC) techniques. The advantages of these methods are an even gelcoat thickness and significantly reduced VOC emission (in accordance with the recommendation of the European Styrene Producers Associations [11]), which would be difficult to fulfil with classical open-mould gelcoating methods. There are many methods to create a space of the right thickness for the coating in the mould, including slightly opening the mould, using a removable spacer material or using a separator layer between the gelcoat and the laminate [12]. There are recent patents (for example, Harper's in-mould surfacing (IMS) technique using a silicone shim [13]) and studies [14,15,16,17,18] about in-mould coating methods focusing on the surface quality of the gelcoat, the adhesion strength between the laminate and the coating, and other advantages of these techniques over conventional methods. According to researchers, in-mould coating usually results in a complete, even gelcoat layer on the surface with only minor imperfections; however, the removal of the spacer shim (in the case of IMS) can cause higher VOC emission, while the application of a separator layer results in poor adhesion strength because of the delamination within this layer [18]. Although these methods need further investigation, composites coated with these techniques might compete with commercial coated composites.
Besides conventional thermoanalytical and mechanical characteristics, one of the most relevant properties of a gelcoat is the adhesion strength between the gelcoat and the composite. Adhesion is usually measured via different types of pull-off tests [19]. These tests often require special test dollies [20,21,22], which are attached with a suitable adhesive to one or both sides of the specimen. As the surface is known (from the diameter of the dolly), adhesion strength can be calculated from the force during the pull-off of the test dolly. Another way to investigate adhesion is to use a specific tape with a defined adhesion strength and a lattice pattern cut on the surface coating. After the pull-off of the tape, adhesion can be classified according to the remaining pattern [23, 24]. This method is more straightforward and cost-effective, but does not quantify adhesion.
Productivity and cost-effectiveness play an essential role in almost every industrial sector, and it also applies to the composite industry. The aerospace and automotive industries have strict safety regulations, especially when fire safety is concerned. Researchers and manufacturers continuously develop materials with better and better fire performance, and mechanical or even post-fire mechanical properties. Applying multifunctional materials is one of the newest and best solutions to serve these industrial sectors and satisfy their needs. However, flame-retardant gelcoats have a considerable disadvantage: rigidity. Rigid gelcoats can be brittle, and an unexpected impact can cause cracking or, in a worst-case scenario, the gelcoat can come off. Enhancing the flexibility of these FR gelcoats is of paramount importance.
In our latest study, we investigated flame-retardant epoxy gelcoats on carbon fibre-reinforced reference and flame-retardant epoxy composites with a thickness of 0.5 and 1.0 mm [25]. These gelcoats were made with a phosphorus (P) content of 5, 10 and 15% with the use of ammonium polyphosphate (APP). We found that increasing gelcoat thickness and P content enhanced fire performance, but due to the high additive content, the rigidity of the gelcoats became an issue. Hence this study focuses on the development and characterization of flame-retarded epoxy gelcoats with increased flexibility and adequate fire performance, applied on the composite surface in a thickness of 0.5 mm. While in our previous study [25], the gelcoats were brushed onto the composite laminate, we chose a more industrial-like manufacturing approach by making the composite sheets by vacuum infusion and applying the gelcoat on the surface via spraying. With these techniques, the manufacturing process is closer to the expected productivity and cost-effectiveness, so that later industrial application might be possible. We used a phosphorus-based liquid flame retardant [resorcinol bis(diphenyl phosphate) (RDP)] to decrease the viscosity and the rigidity of the gelcoat, as we earlier found that the simultaneous use of APP and RDP has a synergistic effect on flame retardancy [26].
Materials and methods
Materials
As reference and basis for the developed flame-retarded gelcoats, we used Sicomin SG715 BLANC epoxy resin combined with the Sicomin SD802 hardener. To prepare the flame-retarded reference samples, we used the Sicomin SGi128 gelcoat with the Sicomin SD228 hardener. All the gelcoat materials were supplied by Poly-Matrix Ltd, Budapest, Hungary.
We prepared the composites using a tetrafunctional pentaerythritol-based epoxy resin (PER; IPOX MR 3016; producer: IPOX Chemicals Ltd, Budapest, Hungary; main component: tetraglycidyl ether of pentaerythritol; viscosity at 25 °C: 0.9–1.2 Pas; density at 25 °C: 1.24 g cm−3; epoxy equivalent: 156–170 g eq−1) with a cycloaliphatic amine hardener (IPOX MH 3122; producer: IPOX Chemicals Ltd, Budapest, Hungary; main component: 3,3’-dimethyl-4,4’-diaminodicyclohexylmethane; viscosity at 25 °C: 80–120 mPas; density at 25 °C: 0.944 g cm−3; amine hydrogen equivalent: 60 g eq−1).
As flame retardants, we used ammonium polyphosphate (APP; trade name: NORD-MIN JLS APP; producer: Nordmann Rassmann, Hamburg, Germany; P content: 31–32%; average particle size: 15 µm) and resorcinol bis(diphenyl phosphate) (RDP; trade name: Fyrolflex RDP; producer: ICL Industrial Products, Beer Sheva, Israel; P content: 10,7%).
Composite samples were prepared with unidirectional carbon fibre reinforcement (PX35FBUD030 consisting of Panex 35 50 k rovings, areal mass: 300 g m−2; supplier: Zoltek Ltd, Nyergesújfalu, Hungary).
Methods
The preparation of gelcoat matrix samples
For the reference and commercial flame-retardant reference gelcoats, we mixed the components according to the stoichiometric ratio recommended by the distributor. For the flame-retardant gelcoats made with APP or RDP or both, the flame retardants were mixed into the epoxy component, then the hardener was added. Each mixture was poured into a silicone mould and allowed to cure for 24 h at room temperature. The mixing ratios and composition of the gelcoats are shown in Table 1.
Our previous study [25] found that for an acceptable fire performance, at least 10% P content is needed. Because of this result, we intended to prepare a gelcoat with 10% P content from RDP, but this attempt was unsuccessful. When we added the necessary amount of RDP to reach 10% P content in the gelcoat, the resin did not cure. RDP has only 10.7% P content compared to APP, which contains 31–32% of phosphorus. To compare the flame retardant effect of APP and RDP, we prepared a sample containing 5% P content from RDP. We found earlier that the application of both APP and RDP in the same material shows synergism because of the different mode of actions (APP acts in the solid phase, while RDP acts mainly in the gas phase) [26], so we prepared a gelcoat composition containing 5%P APP and 5%P RDP (together 10% P content). Besides its synergistic effect with the APP, we expected RDP to increase the flexibility of the gelcoat due to the softening effect of liquid RDP in epoxy resin [26].
The preparation of composite samples coated with gelcoat
We produced reference and flame-retarded epoxy composite laminates with unidirectional carbon fibre reinforcement by wet compression moulding. Each fibre layer was impregnated separately with the resin by hand lamination in a press mould. The prepared laminates were pressed with a hydraulic pressure of 180 bar (which corresponds to 25 bar on the laminate) in a temperature-controlled plate press (T30, Metal Fluid Engineering s.r.l., Verdello Zingonia, Italy). The composite samples were cured with a two-step heat treatment consisting of a 1-h step at 80 °C followed by another 1 h at 100 °C. The 2-mm-thick composite laminates were produced in [0]5 layup. We determined the actual fibre content of each composite sample by measuring the mass of the dry reinforcement layers before composite fabrication and the mass of the prepared laminate after the curing process, and the fibre content of the composites was calculated from these measured values. The fibre content of the composites produced by wet compression moulding was 60 ± 1 mass%.
We also made composite sheets by vacuum infusion with the same resin, fibre reinforcement and layup. In this case, five 200 mm × 200 mm layers of UD carbon reinforcement were stacked on a glass plate previously treated with a mould release agent. We laid the peeling ply and the distribution mesh over the surface of the reinforcement and sealed this setup in a flexible vacuum bag. The resin inlet tube was placed inside the vacuum bag and was connected to the epoxy component previously mixed. In order to promote and help mould filling and the wetting of the reinforcement layers, we heated the resin mixture for 10–15 min at 60 °C to decrease its viscosity. The vacuum outlet tube was placed in the middle of the edge of the square sample, and connected to a vacuum pump. The premixed resin was vacuum-infused into the stacked layers at room temperature under vacuum. We cured the samples for at least 24 h at room temperature under vacuum prior to demoulding. In this case, the fibre content of the 2 mm thick composites was 67 ± 1 mass%.
We applied the gelcoat onto the surface of the laminates by brushing in a thickness of 500 ± 100 µm. Coatings were allowed to cure for at least 24 h at room temperature. Brushing often produces uneven surface thickness, which can cause uneven fire performance in the case of flame-retardant gelcoats. The actual thickness of the gelcoats was measured after the curing process with callipers, while surface irregularities and defects were fixed (e.g. thicker parts were sanded until the gelcoat reached the desired nominal thickness).
We also coated the composite sheets using the spraying technique. In this case, we used a spraying gun (nozzle diameter: 2 mm) operating with compressed air. To reach a suitable viscosity, we mixed the gelcoat materials with a diluent except for the compositions made with RDP. The diluent consisted of ethyl alcohol, isopropyl alcohol and methyl ethyl ketone in a mass ratio of 90:5:5. We added the diluent in 20 mass% to the gelcoat materials. During the spraying process, the spraying gun was always held perpendicular to the composite surface. We sprayed the gelcoats from a distance of 50–80 cm using compressed air with a pressure of 2 bar. We moved the spraying gun at a steady speed following parallel spraying routes with an overlap of approx. 20% to reach an even gelcoat thickness on the surface. We repeated the spraying process 2–3 times, until the proper thickness (approx. 500 µm) was reached. We continuously measured the thickness using a wet film thickness gauge. Spraying can produce a more even gelcoat thickness on the surface than brushing. During the curing process and the evaporation of the diluent, the gelcoats can shrink, which provides geometrical discrepancies compared to the wanted nominal thickness. The actual thickness of the gelcoats after curing were 500 ± 20 µm. Brushing and spraying resulted in different actual gelcoat thicknesses with different thickness deviations. Reproducibility and better accuracy needs better process control and possibly less human error during manufacturing. Although the actual thicknesses were not the same in the case of the two gelcoat manufacturing methods, in the following sections, we only indicated the nominal gelcoat thickness in each case, to make the article easier to read.
Parallel plate rheology
We investigated the temperature dependence of the viscosity of the gelcoat matrices by parallel plate rheometry with a TA Instruments AR2000 device (New Castle, DE, USA) in the range of 25–80 °C, at a temperature ramp of 5 °C min−1, and a shear rate of 0.1 s−1.
Differential scanning calorimetry (DSC)
Differential scanning calorimetry tests were performed with a TA Instruments Q2000 (New Castle, USA) with the use of nitrogen with a flow of 50 mL min−1 and Tzero aluminium pans. The mass of the samples was between 5 and 10 mg. We investigated the curing process with a three-step temperature programme, where the first cycle was a linear ramp from 25 °C to 250 °C at a heating rate of 3 °C min−1, then cooling to 0 °C at a rate of 50 °C min−1, and lastly a second heating ramp from 0 °C to 250 °C at a rate of 10 °C min−1. We calculated curing enthalpy from the first heating cycle, while we used the second cycle to determine the glass transition temperature (Tg) of the material which was defined as the inflexion point of the transition curve.
Shore hardness
The Shore D hardness of the gelcoat materials was measured with a Zwick H04.3150.000 hardness tester (Zwick GmbH & Co. KG, Ulm, Germany), according to the ISO 48–2:2018 standard.
Thermogravimetric analysis (TGA)
We studied the thermal degradation of the gelcoat matrices with a TA Instruments Q500 device (New Castle, USA), in the range of 25 °C to 800 °C, at a heating rate of 20 °C min−1, under a nitrogen gas flow at a rate of 30 mL min−1. The pans were platinum HT pans, and the mass of the samples was 5–10 mg in each case.
Fire behaviour
We characterized the fire performance of the gelcoat matrices with the limiting oxygen index (LOI, according to ASTM D2863). The LOI value is used to determine the lowest volume fraction of oxygen in a mixture of oxygen and nitrogen that still supports the combustion of the material under certain conditions. The dimensions of the samples were 120 mm × 15 mm × 2 mm.
UL-94 tests were conducted in accordance with the ASTM D3801 and ASTM D635 standards to determine the fire performance of the gelcoats in horizontal and vertical test setups. The dimensions of the samples were 120 mm × 15 mm × 2 mm. The UL-94 classifications in increasing order are HB, V-2, V-1 and V-0.
We performed mass loss type cone calorimetry tests on the gelcoat and the coated composite samples using an instrument from FTT Inc. (East Grinstead, UK), in accordance with ISO 13927.
In the case of the gelcoat and the coated composite samples, a constant heat flux of 25 and 50 kW m−2 was used, respectively. Spark ignition was used to ignite all samples. The gelcoats were 100 mm × 100 mm × 2 mm in size, while the coated composites were 100 mm × 100 mm × 2,5 mm in size. During the burning process, heat release and mass loss were continuously tracked.
Flexural tests
The flexural properties of the coated composite samples were investigated with a Zwick Z020 type universal material tester (Ulm, Germany) in a three-point bending setup and with a 20 kN capacity load cell. Specimen size was 100 mm × 10 mm × 2.5 mm (with a 0.5-mm-thick gelcoat on the surface). Test speed was 5 mm min−1, while span length was 80 mm. Bending parameters (flexural strength and flexural modulus) were determined according to EN ISO 14125, from the force and displacement values recorded during the test.
Dynamic mechanical analysis
We investigated the dynamic mechanical properties of the composite samples using a TA Instruments Q800 device (New Castle, USA) in a three-point bending arrangement. The samples were tested in a temperature range of 25 to 200 °C with a heating rate of 3 °C min−1. The applied frequency was 1 Hz, and the amplitude was strain-controlled with 0.1% relative strain. Specimen size was 55 mm × 10 mm × 2 mm, and support width was 50 mm.
Adhesion between the composite and the gelcoat
The pull-off adhesion strength was determined according to the EN ISO 4624:2016 standard with a DeFelsko PosiTest AT-M device (Ogdensburg, NY, USA). The diameter of the test dollies was 20 mm. The coated surface and the surface of the test dollies were degreased with methanol before the test. After the Araldite 2011 glue (Huntsman International LLC, The Woodlands, TX, USA; approx. 24 h) cured, the PosiTest machine was attached to the dollies, and pull-off adhesion strength was determined.
Gelcoat thickness and particle distribution
Gelcoat thickness was measured with a Keyence VHX-5000 digital microscope, while the particle distribution of the flame retardant in the gelcoats was determined with a JEOL JSM 6380LA (Jeol Ltd., Tokyo, Japan) scanning electron microscope with energy dispersive spectrometry by the full mapping of the cross section of the coated composites at a magnification of 50x.
Results and discussion
Characterization of the gelcoat matrix samples
The effect of FR on the viscosity of the gelcoat matrix samples
Gelcoats are mainly applied at room temperature; therefore, it is essential that their viscosity at 25 °C matches the chosen application method. Brushing or rolling need much higher viscosity than spraying, where low viscosity is required. The effect of flame retardants on viscosity is shown in Fig. 1.

The effect of the flame-retardant additives on the viscosity of the gelcoat materials
We found that there are significant differences between the viscosities of the gelcoat materials. The commercial SGi128 FR system has a different chemical composition than the SG715 reference gelcoat; that is why its viscosity is much lower than that of the other SG715-based systems. The addition of APP increased the viscosity of the SG715 system, especially in the case of the 15%P APP sample, where the increase was over 300%. The addition of RDP also significantly reduced viscosity, as expected, according to the DSC results (chapter 3.1.2). High viscosity allows easy brushing, but it makes spraying impossible. However, we found that the gelcoat systems with the highest viscosity can be made sprayable with a diluent of the composition recommended by the manufacturer.
The effect of FR on crosslinking enthalpy and the glass transition temperature (DSC)
We examined the effect of FRs on the crosslinking process and the glass transition temperature (Tg) by DSC. Table 2 shows the results of the analysis.
We found earlier [25] that the addition of APP slightly increased the glass transition temperature of the gelcoat matrices because of its well-dispersed spherical particles. Gelcoats containing RDP had a somewhat lower Tg than the reference gelcoat, while the reaction enthalpy significantly decreased when RDP was used in the material. This phenomenon can be explained by the steric hindrance of the RDP molecules during the crosslinking process: while the temperature of the exothermic peak does not change, the reaction enthalpy drastically decreases, indicating the formation of fewer crosslinks. We found that the density of the crosslinks in the epoxy gelcoat highly affects other physical properties such as viscosity, hardness, mechanical behaviour etc. as well. The gelcoat containing both APP and RDP had the lowest reaction enthalpy, as expected, since this composition contains the most additives. Like almost all additives, flame-retardant additives are not involved in the crosslinking process and may even hinder proper curing due to their steric effect.
Shore hardness of crosslinked gelcoat matrix samples
We investigated the Shore D hardness of the gelcoat matrices according to the standard. Shore D hardness values of the materials are shown in Fig. 2.

Shore D hardness of the gelcoat materials
With the addition of APP, the Shore D hardness of the gelcoat matrices did not change significantly and remained around the hardness of the reference gelcoat. In contrast, the addition of RDP drastically decreased hardness, as expected. In the samples containing both APP and RDP, the presence of solid APP particles did not compensate for the decrease in hardness caused by the plasticizing effect of RDP. The crosslinking enthalpy of this composition determined from DSC clearly shows that gelcoat hardness is closely related to the number of crosslinks in the material (see "The effect of FR on crosslinking enthalpy and the glass transition temperature (DSC)" section). Nevertheless, this drastic reduction in hardness is beneficial for increasing the flexibility of the gelcoat.
The effect of FRs on thermal stability (TGA)
The thermal stability of the gelcoat matrices was investigated by thermogravimetric analysis. We found earlier that the addition of APP into the gelcoat significantly changed thermal stability, especially the temperature at 50% mass loss and the char yield at 800 °C. Since RDP has a different mode of action than APP, thermal stability characteristics were not the same, as expected. RDP acts mainly in the gas phase, which means its decomposition begins at lower temperatures, even below 300 °C (APP typically starts to decompose around and above 300 °C). This phenomenon was well observable in the TGA results (Table 3). The gelcoat containing only RDP began to decompose at 226 °C, which was the lowest among the investigated materials. With the application of both APP and RDP in the gelcoat, the TGA results showed somewhat better performance, especially in the maximum mass loss rate. From a thermal stability point of view, RDP should be used together with APP to increase the flexibility of the gelcoats.
The fire behaviour of gelcoat matrix samples
We investigated the oxygen index and the UL-94 classification of the gelcoat matrices and their fire behaviour during mass loss type cone calorimetry. Table 4 contains the LOI values and the UL-94 classifications, while Table 5 and Fig. 3 show the MLC results and the heat release rate of the samples. The reference gelcoat had the lowest oxygen index and the worst UL-94 classification, while the LOI of the commercial FR gelcoat was twice as high. The addition of APP drastically increased the LOI of the gelcoats, significantly above 5% P content. As for the gelcoat materials made with RDP, the addition of 5%P RDP into the gelcoat resulted in an LOI of 25 volume%, which is lower than that of the gelcoat made with the same phosphorus content from APP. The gelcoat containing both APP and RDP had slightly higher LOI, although this value was still lower than in the sample made with 10%P APP. Yet, both gelcoats containing RDP reached the self-extinguishing (V-0) classification during the vertical UL-94 test, which is promising in terms of their overall fire performance.

Heat release rate of the gelcoat samples
The MLC tests were carried out with a heat flux of 25 kW m−2 and with a sample thickness of 2 mm, because of the expected intensive char forming due to the solid phase flame retardant mechanism of APP [25,26,27]. The reference gelcoat showed the weakest fire performance, which meant a high peak heat release rate (pHRR) and total heat release (THR), and a low amount of residue. We found in our previous study that at least 10% P content is necessary to outperform the commercial SGi128 FR gelcoat [25]. The gelcoats containing RDP ignited significantly earlier, which can be explained by the fact that RDP acts mainly in the gas phase. Because of the different mode of action, the sample containing only 5%P RDP showed different fire behaviour from the other flame retarded matrices. Although the high pHRR appeared only 37 s after ignition, the heat release decreased fast after the peak, resulting in a relatively low THR. In the sample made with both APP and RDP, the two different modes of actions were well recognizable. The RDP (acting mainly in the gas phase) resulted in a short time to ignition, while both the APP (acting in the solid phase) and the RDP caused low pHRR and THR and a high amount of residue. This combination showed similar fire performance to the other gelcoat matrix containing 10%P APP. The fire performance can be also evaluated with the flame retardancy index (FRI). The definition of FRI according to the literature [28]:
where TTI/s is the time to ignition, pHRR/kW m−2 is the peak heat release rate and THR/MJ m−2 is the total heat release. To reach a good fire performance, FRI must be between 1 and 10. We used the MLC results of the PER reference resin to calculate the FRI. When the FRI is between 10 and 100, fire performance is excellent. The gelcoats based on APP showed quite good a fire performance, although those containing RDP had poor performance, but that does not mean these compositions are not useable.
The characterization of coated composite samples
The fire performance of reference and flame-retarded composites prepared by wet compression moulding and coated by brushing
At first, we investigated the fire performance of the wet compression moulded and brush-coated composites with a heat flux of 50 kW m−2 during the MLC test. The reference and flame-retarded composite sheets were coated with 0.5-mm-thick non-FR and FR gelcoats. The results are summarized in Tables 6 and 7, while the heat release rate of the samples is shown in Figs. 4 and 5.

Heat release rate of the coated reference composites prepared by wet compression moulding and coated with a 0.5 mm thick gelcoat by brushing (“lam”: samples made by wet compression moulding; “b”: composites coated by brushing)

Heat release rate of the coated FR composites prepared by wet compression moulding and coated with a 0.5 mm thick gelcoat by brushing (“lam”: samples made by wet compression moulding; “b”: composites coated by brushing)
In our earlier study [25], we found that the gelcoats containing 10%P and 15%P APP outperformed the commercial SGi128 FR gelcoat even with a 0.5-mm thickness on the surface of the reference composites. The addition of only 5%P RDP to the reference SG715 gelcoat did not provide good results, but with both APP and RDP in the gelcoat, it showed better overall fire behaviour, which is observable in the FRI values. This gelcoat had one of the lowest pHRR and THR values and the highest time to pHRR among the flame-retardant coatings. It is obvious that the incorporation of the fibre reinforcement increased the FRI compared to the neat non-FR resin matrix. Carbon fibres are not burning at the temperature of the MLC test, so the presence of less flammable material results in lower heat release and higher FRI values.
In the coated flame-retarded composites (Table 7 and Fig. 5), we faced the problem that below a certain amount of flame retardant in the coating, we could not reach a better fire performance than that of the uncoated FR composite base. This was true for the 5%P RDP gelcoat but not for the composition made with both APP and RDP. The composite coated with this mixed formulation had a lower peak heat release rate, and this peak appeared 13 s later than in the case of the uncoated sample, leading to a slight reduction in the pHRR. The addition of the RDP into the composite base resulted higher FRI values, as expected. Almost all of the compositions showed good fire performance according to the definition of FRI.
The gelcoat containing both APP and RDP seemed to be advantageous to use on both non-FR and FR composite bases. In this composition, we wanted to take advantage on the different modes of action of the flame retardants: RDP (acting mainly in the gas phase) starts to decompose below 300 °C, where the P-based radicals reduce the reaction rate of the H· and OH· radicals in the flame; APP decomposes around and above 300 °C, where a highly porous char protective layer is formed to protect the surface from the fire. According to the previous results, the application of both APP and RDP in the gelcoat is favourable in terms of flame retardancy.
Based on these results, we further investigated gelcoat compositions with 10% P content and above, focusing on the upscaling of composite manufacturing and coating techniques.
The fire performance of reference and flame-retarded composites prepared by vacuum infusion and coated by spraying
In our earlier study [27], we found that the manufacturing technology of composites affects fire performance. Carbon fibre-reinforced epoxy composites made by vacuum infusion showed better fire performance under the same circumstances (50 kW m−2 heat flux during mass loss type cone calorimetry test) than composites made by hand lamination followed by hot pressing (also known as wet compression moulding). As vacuum infusion is widely used in practical applications as an upscaled manufacturing technique, we decided to focus on the industrial applicability of these FR gelcoat systems. We choose the flame-retardant coatings with the best overall fire performance and applied them via spraying on the surface of the composites made by vacuum infusion. The combination of vacuum infusion and spraying allows highly productive and reproducible manufacturing.
Previously, we determined the temperature dependence of resin viscosity in PER reference and PER 3%P RDP resins, which we used as the matrix materials for the composites [26]. These resins were suitable for vacuum infusion above 40 °C, as parallel plate rheology tests showed. Also, we found that at least 10% P content in the gelcoat is required for adequate fire behaviour. For spraying, we chose the compositions made with 10%P APP, 15%P APP and 5%P APP 5%P RDP and compared them to the non-FR reference and the commercial SGi128 FR gelcoat. The gelcoat containing RDP had a viscosity low enough for spraying, while we added a diluent to the other compositions to decrease their viscosity. Figure 6 shows the heat release of the composites, while the MLC results are listed in Table 8.

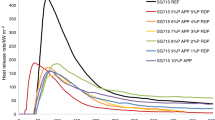
Heat release rate of the coated reference and flame-retarded composites prepared by vacuum infusion and coated with a 0.5 mm thick gelcoat by spraying (“inf”: samples made by vacuum infusion; “s”: composites coated by spraying)
These results showed that in the case of composites made by vacuum infusion and coated by spraying, the application of RDP in the composite matrix is not necessary. This statement is also supported by the FRI values. The FRI of the spray-coated infused composites was lower or almost the same as that of those with the non-FR reference composite base. The heat release of the samples followed quite the same trend during burning, and the peak heat release rate did not change significantly by the addition of RDP into the composite base. However, time to pHRR values decreased in every case, which is not favourable for overall fire performance and safety. The overall fire performance and FRI values showed that the compositions made with 15%P APP, and 5%P APP and 5%P RDP showed excellent fire performance according to the definition of the FRI in the literature [28]. These compositions have a possible future applicability in the industry.
The effect of the composite manufacturing technique and spraying process on the fire performance of coated composites
We concluded in our previous article [27] that composites made by vacuum infusion have lower heat release during burning than those made by wet compression moulding. This was also observable in the case of coated composites. Figure 7 shows the heat release rate of reference and flame-retarded composite sheets made by two different manufacturing methods (wet compression moulding and vacuum infusion) coated with the same gelcoat material via spraying in 0.5 mm gelcoat thickness. In the samples with the reference composite base, the initial stage of the HRR curve seemed to be the same until about 40 s, where the samples made by vacuum infusion had a definite plateau on the HRR curve. This means that the sample practically burns with a constant heat release; the longer this stage of burning is, the better the chance of evacuation is in the case of a real fire. After this approx. 20 s plateau, the HRR increased again, but the pHRR and THR decreased by ~ 16% and ~ 20%, respectively. In the composites containing RDP in the base, ignition happened earlier because of the higher RDP content and its mode of action. The sample made by vacuum infusion ignited a bit later because of the lower resin and RDP content in the composite due to the manufacturing technology and higher fibre content. The pHRR decreased further only by approx. 9%, and the THR remained almost the same as well. In the case of the composite base infused with RDP, there is also a small plateau on the HRR curve at about 35 s but it is not as significant as in the infused reference composite base, due to the worse heat stability of the RDP in the matrix. Although the pHRR was a bit lower in the case of the PER 3%P RDP inf_SG715 5%P APP 5%P RDP s sample, the coated sample based on the infused reference composite had the best overall fire performance.

The effect of the composite manufacturing technology on the heat release rate of the composites coated with 0.5-mm-thick gelcoat by spraying (“lam”: samples made by wet compression moulding; “inf”: samples made by vacuum infusion; “s”: composites coated by spraying)
We also investigated the effect of the different coating processes on the heat release of the composites. A sample comparison is shown in Fig. 8. The coatings applied by brushing produced a significantly higher peak heat release rate and weaker overall fire performance than the sprayed coatings. In the reference composites, the pHRR and THR decreased by ~ 33% and ~ 64% due to spraying, while in the case of the FR composite base, these reductions were about 18% and 48%, respectively.

The effect of the coating process on the heat release rate of the composites prepared by wet compression moulding (“lam”: samples made by wet compression moulding; “b”: composites coated by brushing; “s”: composites coated by spraying)
Theoretically, two phenomena can cause differences in the heat release values: one might be the sedimentation of the solid flame retardant particles during drying, while the other is the uneven thickness of the gelcoat on the surface. Spraying allows the preparation of a surface coating with an even thickness, which is extremely important in terms of fire behaviour and aesthetic appearance, but the viscosity of the gelcoat itself is lower because of the presence of the diluent which allows particle sedimentation. Although brushing is more cost-effective than spraying, it is difficult to achieve an evenly thin layer with minimal roughness on the surface. The process itself is more time-consuming and less reproducible than spraying, but the viscosity of the gelcoat is much higher than in the case of spraying so there is practically no sedimentation. We investigated these two phenomena in the case of sprayed and brushed gelcoats (Fig. 9). We found that the observable heat release differences between the composites (made by the same composite manufacturing technique) coated via spraying or brushing are most probably caused by the differences in the evenness and the roughness of the surface coating, as sedimentation can be excluded based on the SEM EDS images. This finding is supported by the fact that the standard deviation of the gelcoat thickness for the brushed coatings was five times higher than that of the sprayed coatings. (The thickness of the gelcoats made by brushing was 0.5 ± 0.1 mm, while the sprayed gelcoats were 0.5 ± 0.02 mm thick.) These values also show that more even gelcoats on the surface cause less heat release during burning. Overall, the preferable manufacturing technology is when the composite base is made by vacuum infusion and does not contain any flame retardants, while the gelcoat is sprayed on its surface.

Surface roughness of the brushed and the sprayed SG715 5%P APP 5%P RDP gelcoats and the particle distribution in them
To fully show the effect of the composite manufacturing and the coating process, we summarized the heat release curves of the different samples coated with the same FR gelcoat in a thickness of 0.5 mm. This overview can be seen in Fig. 10. We found that spraying the gelcoat on the surface of both reference and flame-retarded composite matrices reduced the peak heat release. This may be explained by the more even thickness of the sprayed gelcoat than in the case of coating by brushing. Although the time to pHRR decreased for the gelcoat containing 5%P APP and 5%P RDP applied via spraying, its overall fire performance was better than that of the brushed gelcoat. The composite base made by vacuum infusion further reduced the pHRR and significantly increased the time to pHRR, which is favourable in practical applications.

The comparison of the different manufacturing techniques and their effect on the heat release rate of the samples (“lam”: samples made by wet compression moulding; “inf”: samples made by vacuum infusion; “b”: composites coated by brushing; “s”: composites coated by spraying)
The trend is the same for composites containing RDP in the matrix. Gelcoat application via spraying reduced the time to pHRR, but pHRR and THR also decreased, while the time to ignition remained almost the same as in the case of laminated and brushed samples.
Concerning fire behaviour, those compositions showed the most promising overall fire performance where the composite base was made by vacuum infusion, and the gelcoat was sprayed on the surface. Furthermore, our results showed that it is unnecessary to use RDP in the matrix of vacuum-infused composites because heat release does not decrease significantly in comparison to the non-FR composite made by vacuum infusion. In addition, we found earlier that RDP has a softening effect [26], which may negatively influence the mechanical properties of the composite base as well.
Flexural properties of reference and flame-retarded composites prepared by vacuum infusion and coated by spraying
Flexural strength and flexural modulus are presented in Figs. 11 and 12. The flexural strength of the reference-based coated composites remained higher than that of the samples containing RDP in the composite matrix. This is not surprising, knowing the softening effect of the RDP, which greatly affects the mechanical properties of the composite. The addition of APP into the gelcoat did not change the flexural strength of the coated reference composites; however, the same cannot be said about the composites made with RDP. These samples had lower flexural strength than the SG715 REF-coated FR composites. Yet, the most striking phenomenon was that the samples containing RDP in the gelcoat had higher flexural strength than expected. This may be explained with the less rigid and more flexible gelcoat on the surface of the composite.

Flexural strength of the composites made by vacuum infusion and coated by spraying (“inf”: samples made by vacuum infusion; “s”: composites coated by spraying)

Flexural modulus of the composites made by vacuum infusion and coated by spraying
The flexural moduli remained almost the same regardless of the type of gelcoat on the same composite base. These results also support our hypothesis that the application of RDP in the composite matrix is not necessary.
Dynamic mechanical analysis of reference and flame-retarded composites prepared by vacuum infusion and coated by spraying
The dynamic mechanical behaviour of the coated composites was investigated by dynamic mechanical analysis. We determined the storage modulus of the samples at 25 °C and 75 °C (below and above Tg), and the glass transition temperature based on the tanδ maximum values. Results are shown in Table 9, while the most relevant DMA curves are shown in Figure S1 and S2 in the Supplementary Materials.
The coated samples based on the reference PER composite had higher storage modulus, especially at 75 °C (above Tg), where the softening effect of RDP seems to be more significant. 3%P RDP does reduce the storage modulus considerably at 25 °C. That is the reason why we chose this RDP content in the composite matrix [25, 26]. We found two peaks (almost in every case) in the reference composite-based samples, but only one peak in the case of the FR-based materials. These two peaks mean two glass transition temperatures, which is not surprising if we consider that the PER and SG715 matrices are different epoxy systems and have different glass transition temperatures. The lower glass transition temperature belonged to the gelcoat, while the composite had a higher Tg. The intensity of the tanδ peaks also showed the amount of contribution to dynamic mechanical behaviour, especially the storage modulus. For example, in the case of the SG715 5%P APP 5%P RDP coated composite, the loss factor attributable to the coating is higher, which means that the coating plays a more significant role in the reduction of the storage modulus, due to its flexibility. This mixed gelcoat resulted in a substantial decrease in the storage modulus at high temperatures, which is in agreement with our previous findings. The presence of RDP in the composite matrix has a significant effect: on the one hand, the storage modulus decreased considerably, while on the other hand, the tanδ curves had only one peak. The loss of the second peak (caused by the composite base) meant that the softening effect of RDP caused such a large reduction in the storage modulus of the composite that it resulted in the merge of the two peaks. The presence of APP in the coating compensated somewhat for the loss of modulus due to the plasticizing effect of RDP: for the reference composite base, there was no significant difference in E′ at 25 °C, while for the flame-retarded base, the well-dispersed APP in the coating resulted in a slightly higher storage modulus at higher temperatures than when no APP was present. At 75 °C, in all cases, the coating with mixed APP and RDP had the lowest E′, but the well-dispersed APP compensated for the decrease in modulus.
Therefore, applying RDP in the composite is not recommended unless it is necessary.
Adhesion between the composite and the gelcoat
We investigated the adhesion between the gelcoat materials and the reference and flame-retarded composites. The results are shown in Fig. 13.

Pull-off adhesion of the gelcoats
The adhesion was, in most cases, stronger between the reference composite and the gelcoats. This is possibly due to the compatibility of the resin matrix of the composite base and the gelcoat material. Basically, the gelcoats containing APP showed better adhesion to the reference composite base, while gelcoats containing RDP had higher pull-off adhesion strength when they were applied on the FR composite base made with RDP.
Conclusions
In our previous study, we developed flame-retardant (FR) epoxy gelcoats with 5%, 10% and 15% phosphorus (P) content using ammonium polyphosphate (APP), which showed promising results in terms of fire behaviour, although their rigidity and low reproducibility were an issue. In this paper, we developed new formulations containing resorcinol bis(diphenyl phosphate) (RDP) and chose a more industrial-like manufacturing approach—we produced carbon fibre-reinforced epoxy composites by vacuum infusion and applied the gelcoats on their surface via spraying.
We found that the compositions based on APP became sprayable with the use of a diluent, while the new formulations with RDP had low enough viscosity for spraying. The addition of RDP not only decreased viscosity but Shore D hardness as well, which is favourable in terms of gelcoat flexibility. The presence of RDP in the gelcoat also affected the fire performance of the gelcoat matrices; the composition made with both APP and RDP showed excellent overall fire performance, due to their synergism.
We compared the effect on fire performance of different composite and gelcoat manufacturing technologies in the case of reference and FR composite sheets coated by gelcoats with at least 10% P, in a thickness of 0.5 mm. The samples made by vacuum infusion had lower heat release than the composites made by wet compression moulding (reference composite base: peak heat release rate (pHRR) and total heat release (THR) decreased by 44% and 71%; FR composite base: pHRR and THR decreased by 25% and 47%, respectively). Also, the pHRR occurred much later than in the case of the composites made by wet compression moulding. The application method of the gelcoat also seemed to be important, since spraying produced a more even surface layer than brushing (reference composite: pHRR and THR decreased by 33% and 64%; FR composite base: pHRR and THR decreased by 18% and 48%, respectively). Those compositions showed the most promising overall fire performance where the composite base was made by vacuum infusion, and the gelcoat was sprayed on the surface. We also found that it is unnecessary to use RDP in the vacuum-infused composite base itself because heat release did not decrease significantly compared to the non-FR composite base. Also, three-point bending tests and dynamic mechanical analysis demonstrated the plasticizing effect of RDP. The adhesion between the composite matrix and the gelcoat was governed by the compatibility of the matrices, which was influenced by the presence of the additives in both materials. FR gelcoats containing only APP showed better adhesion to the reference epoxy resin-based composites, while formulations containing RDP had better adhesion with composites also containing RDP.
References
Pomázi Á, Toldy A. Multifunctional Gelcoats for fiber reinforced composites. Coatings. 2019;9:173.
Stoye D, Werner F. Resins for Coatings. New York: Carl Hanser Verlag; 1996.
Borsting DA, Zhou Q, Van Der Zee JJ, Rajamani JJ (2014) Method of applying gelcoat and an arrangement performing said method. U.S. Patent 8,808,794 B2, 19 August 2014.
Siengchin S, Parameswaranpillai J. Self-healing ability of epoxy coating application. Express Polym Lett. 2019;13(8):685.
Avilés MD, Saurín N, Carrión FJ, Arias-Pardilla J, Martínez-Mateo I, Sanes J, Bermúdez MD. Epoxy resin coatings modified by ionic liquid: Study of abrasion resistance. Express Polym Lett. 2019;13(4):303–10.
Krawczak P. Polymer composites: Evolve towards multifunctionality or perish. Express Polym Lett. 2019;13(9):771.
Krawczak P. Automotive plastics: What future is there for polymers in tomorrow’s electric and autonomous vehicles? Express Polym Lett. 2021;15(4):288.
BUFA Gelcoat Plus Corp. Technical information: working with OLDOPAL-Gelcoats, BUFA Gelcoat Plus GmbH & Co. KG (2008).
Yuharzi MY, Haeryip S, Muhammad Zaimi ZA, Nilson GCH. A review on gelcoat used in laminated composite structure. Int J Res Eng Technol. 2015;4:49–58.
Ashland Gelcoat Application Guide. https://www.ashland.com/file_source/Ashland/links/Gelcoat%20Application%20Guide.pdf (accessed on: 10 October 2022)
Occupational Exposure to Styrene. Available online: https://www.upresins.org/wp-content/uploads/2021/06/170731_UPR_SHG2_EN.pdf. Accessed on 10 October 2022.
Rogers W, Hoppins C, Gombos ZJ, Summerscales J. In-mould gel-coating of polymer composites: a review. J Clean Prod. 2014;70:282–91.
Harper AR. Production of composite mouldings. Patent WO2013132211, 2 September 2013.
Gombos ZJ, Summerscales J (2022) In-mould gel-coating with a separator layer. https://slideplayer.com/slide/7252982/. Accessed on 10 October 2022.
Landowski M, Budzik M, Imielinska K. Water absorption and blistering of glass fibre-reinforced polymer marine laminates with nanoparticle modified coating. J Comp Mater. 2014;48:2805–13.
Salit MS. Manufacturing techniques of tropical natural fibre composites. In: Tropical natural fibre composites. Singapore: Springer; 2014. p. 103–18.
Raghavendra N, Murthy HNN, Krishna M, Mahesh KRV, Sridhar R, Firdosh S, Angadi G, Sharma SC. Mechanical behavior of organo-modified Indian bentonite nanoclay fibre-reinforced plastic nanocomposites. Fron Mater Sci. 2013;7:396–404.
Gombos ZJ, Summerscales J. In-mould gel-coating for polymer composites. Compos Part A. 2016;91:203–10.
Mechanical Properties. http://www.pra-world.com/technical_services/laboratory/testing/mechanical#iso4624. Accessed on 10 October 2022.
BS EN 24624:1993 Paints and Varnishes. Pull-off Test; British Standard Institution: London, UK, 1993.
EN ISO 4624:2002 Paints and Varnishes—Pull-Off Test for Adhesion; International Organization for Standardization: Geneva, Switzerland, 2002
BS 5350: Part C14:1979 Methods of Test for Adhesives. Adhesively Bonded Joints: Mechanical Tests. 90 Peel Test for A Rigid-to-Rigid Assembly; British Standard Institution: London, UK, 1979.
BS EN ISO 2409:2013 Paints and Varnishes. Cross-Cut Test; International Organization for Standardization: Geneva, Switzerland, 2013.
BS 3900-E6 Paint and Varnishes. Cross-Cut Test; British Standard Institution: London, UK, 1974
Pomázi Á, Toldy A. Development of fire retardant epoxy-based gelcoats for carbon fibre reinforced epoxy resin composites. Prog Org Coat. 2021;151:106015/1-106015/12.
Pomázi Á, Toldy A, Szolnoki B. Flame retardancy of low-viscosity epoxy resins and their carbon fibre reinforced composites via a combined solid and gas phase mechanism. Polymers. 2018;10:1081/1-1081/13.
Toldy A, Pomázi Á, Szolnoki B. The effect of manufacturing technologies on the flame retardancy of carbon fibre reinforced epoxy resin composites. Polym Degrad Stab. 2020;174: 109094.
Vahabi H, Kandola BK, Saeb MR. Flame retardancy index for thermoplastic composites. Polymers. 2019;11:407.
Acknowledgements
The research reported in this paper and carried out at BME has been supported by the NRDI Fund (TKP2020 NC, Grant No. BME-NCS) based on the charter of bolster issued by the NRDI Office under the auspices of the Ministry for Innovation and Technology. This work was also supported by the National Research, Development and Innovation Office (2018-1.3.1-VKE-2018-00011).
Funding
Open access funding provided by Budapest University of Technology and Economics.
Author information
Authors and Affiliations
Contributions
ÁP contributed to the resources, investigation, validation, formal analysis, visualization, writing—original draft and writing—review & editing. MK: contributed to the resources, investigation and validation. AT was involved in the conceptualization, methodology, supervision, resources, writing—review and editing, visualization and project administration.
Corresponding author
Ethics declarations
Competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pomázi, Á., Krecz, M. & Toldy, A. Thermal behaviour and fire and mechanical performance of carbon fibre-reinforced epoxy composites coated with flame-retardant epoxy gelcoats. J Therm Anal Calorim 148, 2685–2702 (2023). https://doi.org/10.1007/s10973-022-11710-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-022-11710-z