
Abstract
We explored the combined effect of two flame retardants (FR) containing phosphorus—ammonium polyphosphate (APP) and resorcinol bis(diphenyl phosphate) (RDP)—on the fire performance of coated carbon fibre–reinforced composites. We prepared epoxy gelcoats with 10% total phosphorus content with different ratios of APP and RDP and characterised by DSC, TGA, rheometry, limiting oxygen index, UL-94 test and mass loss calorimetry (MLC). The increasing ratio of liquid RDP led to a significant reduction in viscosity: gelcoats over 3%P RDP content became sprayable without any diluents. The gelcoat with 7%P APP and 3%P RDP had the best fire performance (pHRR of 141 kW m−2), followed by the gelcoat with 6%P APP and 4%P RDP (pHRR of 171 kW m−2). We prepared flame-retarded and reference epoxy/carbon fibre–reinforced composites by hand lamination, wet compression and vacuum infusion. The flammability of the laminates decreased with increasing fibre content due to the reduction in resin content; therefore, the vacuum-infused sample performed the best. However, due to the more compact structure of the vacuum-infused sample, the reduction in total heat release was greater than expected from the fibre content alone. The MLC results of the coated composites indicated that it was not necessary to incorporate 3%P RDP in the composite matrix of the coated composites, as FRs in the coating alone are sufficient to protect the composite. The adhesion between the composite and the gelcoat was influenced by the presence of the FR additives in the resins, and adhesion was stronger when the composite matrix and the gelcoat contained the same FR.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Multifunctional gelcoats have become widespread in many sectors, such as the automotive or the aircraft industry, where a high-quality surface finish is needed on a composite part. Their primary function is to provide aesthetic appearance and protection to the composite; however, these coatings can provide a broad range of secondary features (chemical resistance, flame retardancy, etc.) as well, making them more valuable [1,2,3,4]. Depending on the viscosity of the resin, they can be applied by spraying or brushing on the inner surface of the mould before manufacturing or on the surface of the finished composite part.
Brushing is mainly used for resins with higher viscosity, and it is beneficial in terms of volatile organic compound (VOC) emission and excellent air release from the resin; however, it can leave visible stroke marks on the surface and requires longer manufacturing and preparation times. On the other hand, spraying is a much more precise method when it comes to applicability since it requires low-viscosity resins and provides a more even surface finish. It is vital to use the proper spray gun and nozzle, a gelcoat with optimal viscosity, sufficient air pressure, and the correct spraying pattern during manufacturing. Usually, gelcoats are sprayed on the mould surface length-wise and cross-wise from approximately 50–80 cm, while the actual thickness should be checked with a mil gauge repeatedly [5, 6]. In addition to traditional gelcoating methods, several novel techniques such as in-mould coating (IMC), in-mould surfacing (IMS) and in-mould gelcoating (IMGC) have been developed to reduce VOC emission and improve the surface quality and interfacial adhesion of the coatings [7,8,9,10].
For automotive, aircraft and railway industrial applications, flame retardancy is of paramount importance [11,12,13]. Our previous paper [14] focused on the fire performance of flame-retarded epoxy gelcoats on carbon fibre–reinforced composites (CFRCs). The gelcoat samples were prepared with phosphorus (P) contents of 5, 10 and 15% from APP, and they were brushed onto the laminates in a thickness of 0.5 and 1.0 mm. Fire performance improved with increasing phosphorus content and thickness but at higher P content (> 10%), the coating became too brittle, therefore in our subsequent study [15], we decided to improve the flexibility of the gelcoat layer. Instead of brushing, we sprayed the gelcoat onto the composite in a thickness of 0.5 mm, while the laminates were prepared by vacuum infusion. Moreover, we combined APP with a liquid flame retardant, resorcinol bis(diphenyl phosphate) (RDP), to reduce viscosity and facilitate the fabrication of the gelcoat. As a result, the gelcoats containing RDP were sprayable without any diluent, and their flexibility improved significantly. Although the combination of the two FRs led to improved fire performance due to the synergistic effect of the solid- and gas-phase FR mechanisms [16], the high RDP content (equivalent to 5% P content in the coating) led to a significantly decreased crosslinking enthalpy, glass transition temperature, thermal stability and hardness. Therefore, the main aim of this current study was to find the optimal ratio of APP and RDP in the coating, which still provides sprayability, flexibility and synergism in fire performance while impairing other properties of the coating to the smallest possible extent. The other main purpose of the present study was to explore the full effect of the three most common composite manufacturing technologies (hand lamination, wet compression and vacuum injection) and composite fibre content on the flammability of reference and flame-retarded CFRCs. We combined the best composite and gelcoat samples to prepare coated composites and characterised their overall fire performance. Additionally, the interfacial adhesion between the coatings and composite samples was analysed and evaluated in terms of FR content of the composite matrix and gelcoat.
Materials and methods
Materials
We prepared flame–retardant compositions from ammonium polyphosphate (APP; trade name: NORD-MIN JLS APP; supplier: Nordmann Rassmann, Hamburg, Germany; P content: 31–32%; average particle size: 15 µm) and resorcinol bis(diphenyl phosphate) (RDP; trade name: Fyrolflex RDP; supplier: ICL Industrial Products, Beer Sheva, Israel; P content: 10,7%).
For gelcoat preparation, the Sicomin SG715 BLANC epoxy resin was used with Sicomin SD802 as the hardener. Supplier: Poly-Matrix Ltd, Budapest, Hungary.
For the preparation of composite samples, we used a tetrafunctional pentaerythritol-based epoxy resin: IPOX MR 3016. Supplier: IPOX Chemicals Ltd, Budapest, Hungary; main component: tetraglycidyl ether of pentaerythritol; viscosity at 25 °C: 0.9–1.2 Pas; density at 25 °C: 1.24 g cm−3; epoxy equivalent: 156–170 g eq−1. As hardener, we used a cycloaliphatic amine: IPOX MH 3122. Supplier: IPOX Chemicals Ltd, Budapest, Hungary; main component: 3,3’-dimethyl-4,4’-diaminodicyclohexylmethane; viscosity at 25 °C: 80–120 mPas; density at 25 °C: 0.944 g cm−3; amine hydrogen equivalent: 60 g eq−1.
Composite samples were prepared with unidirectional carbon fibre reinforcement (PX35FBUD030 consisting of Panex 35 50 k rovings with an areal mass of 300 g m−2; supplier: Zoltek Ltd, Nyergesújfalu, Hungary).
Methods
Preparation of gelcoat matrices
Flame-retardant gelcoats were made with APP, RDP and both. The flame-retardant component was first mixed into the epoxy component, then the hardener was added. Each batch was poured into a silicone mould and allowed to cure for 24 h at room temperature. The mixing ratios and the composition of the gelcoats are listed in Table 1.
Preparation of composite laminates
To prepare hand-laminated samples, we placed the fibre layers one by one on a glass plate, impregnating each layer with a brush. After the fifth layer, a second glass plate was put on top to spread the resin uniformly and provide a smoother surface. As a result, 2 mm thick composite laminates were made in [0]5 layup. With this method, we prepared three composite samples: one non-flame-retarded reference, one flame-retarded with 3% P APP, and another flame-retarded with 3% P RDP in the matrix. The actual fibre content of the laminates made by hand lamination was 42 ± 1 mass%.
Similarly, three types of composite laminates were made in [0]5 layup by wet compression moulding: each fibre layer was separately impregnated with the resin by hand lamination in a press mould, then the prepared laminates were compressed with a hydraulic pressure of 180 bar (which is equal to a pressure of 25 bar on the laminate) in a T30 temperable platen press (Metal Fluid Engineering s.r.l., Verdello Zingonia, Italy). A two-step heat treatment was used for curing: 1 h at 80 °C followed by 1 h at 100 °C. The actual fibre content of the laminates made by wet compression moulding was 60 ± 1 mass%.
In addition, we prepared all three laminate types by vacuum infusion as well with the same resin, fibre reinforcement and layup. In this case, five 200 × 200 mm layers of UD carbon reinforcement were stacked on a glass plate previously treated with a mould release agent. The peeling ply and the distribution mesh were laid over the surface of the reinforcement, and the setup was sealed in a flexible vacuum bag. The resin inlet tube was placed inside the vacuum bag, and it was connected to the previously mixed epoxy component. We kept the resin mixture at 60 °C for 10–15 min to decrease its viscosity and thus facilitate the wetting of the reinforcement layers. The outlet tube was placed in the middle of the edge of the square-shaped sample, and connected to a vacuum pump. The premixed resin was infused into the stacked layers at room temperature under a vacuum. The samples were cured at room temperature under a vacuum for at least 24 h before they were removed from the mould. The fibre content of the 2 mm thick laminates was 67 ± 1 mass%.
Preparation of coated composites
We used a spraying gun (nozzle diameter: 2 mm) to coat the composite laminates with flame-retarded gelcoats. No diluent was used to decrease the viscosity of the resin. During the spraying process, the spraying gun was always held perpendicularly to the composite surface at a distance of 50–80 cm. We sprayed the gelcoats using compressed air with a pressure of 2 bar. The spraying gun was moved at a steady speed following parallel spraying paths with an overlap of approx. 20% to create an even thickness on the surface. We repeated the spraying process 2–3 times until the proper thickness (approx. 500 µm) was reached. The thickness of the gelcoat was measured regularly with a wet film thickness gauge. The actual thickness of the gelcoats after curing was 500 ± 20 µm.
Parallel plate rheometry
A TA Instruments AR2000 rheometer (New Castle, DE, USA) was used to analyse the temperature dependence of the viscosity of the gelcoat matrices in the range of 25–80 °C, with a temperature ramp of 5 °C min−1, and a shear rate of 0.1 s−1.
Differential scanning calorimetry (DSC)
The DSC tests were performed with a TA Instruments Q2000 device (New Castle, DE, USA) in a nitrogen flow of 50 mL min−1 with Tzero aluminium pans. The sample mass was 5–10 mg. We investigated the curing process of the gelcoats with a three-step temperature program consisting of heat/cool/heat cycles. In the first cycle, we used a linear ramp from 25 to 250 °C with a heating rate of 3 °C min−1. After that, the sample was cooled down to 0 °C at a cooling rate of 50 °C min−1 (second cycle), which was followed by a second heating ramp from 0 to 250 °C at a heating rate of 10 °C min−1. The curing enthalpy was determined from the first heating, while the glass transition temperature (Tg) of the material was determined from the second heating, defined as the inflexion point of the transition curve.
Thermogravimetric analysis (TGA)
The thermal stability of the gelcoats was investigated with a TA Instruments Q500 device (New Castle, DE, USA) in the range of 25–800 °C, with a heating rate of 20 °C min−1, under a nitrogen gas flow rate of 30 mL min−1. We used platinum-HT pans, and the mass of the samples was 5–10 mg in each case.
Fire performance
We carried out standard UL-94 tests according to ASTM D3801 and ASTM D635 to classify the gelcoat formulations based on their flammability in horizontal and vertical test setups. The sample size was 120 mm × 15 mm × 2 mm. UL-94 ratings in increasing order are as follows: HB, V-2, V-1, V-0. The fire performance of the gelcoat matrices was also investigated with limiting oxygen index tests (LOI, according to ASTM D2863). The LOI value expresses the lowest volume fraction of oxygen in a mixture of oxygen and nitrogen that supports the flaming combustion of the material under specified test conditions. 120 mm × 15 mm × 2 mm samples were used for the test. We performed mass loss type cone calorimetry (MLC) on the gelcoat samples and the coated composite samples with an instrument made by FTT Inc. (East Grinstead, UK), according to the ISO 13927 method. The gelcoat samples were subjected to a constant heat flux of 25 kW m−2 and ignited, while in the case of the coated composite samples, a heat flux of 50 kW m−2 was used. The sample size was 100 mm × 100 mm × 2 mm in the case of the gelcoat samples and 100 mm × 100 mm × 2.5 mm in the case of the coated composites. Heat release values and mass reduction were continuously recorded during burning.
Interfacial strength between the composite and the gelcoat
The interfacial strength between the laminate and the gelcoat was determined according to the EN ISO 4624:2016 standard with a DeFelsko PosiTest AT-M device (Ogdensburg, NY, USA). The diameter of the test dollies was 20 mm. The coated surface and the surface of the test dollies were degreased with methanol before the test. After the Araldite 2011 glue (Huntsman International LLC, The Woodlands, TX, USA; approx. 24 h) was cured, the PosiTest device was attached to the dollies, and pull-off adhesion strength was determined.
Results and discussion
The optimisation of the flame retardant ratio in epoxy gelcoats
This part aimed to find the optimal ratio of APP and RDP in the coating that still provides sprayability, flexibility, and synergism in fire performance with the minimum possible reduction in crosslinking enthalpy (and related hardness), glass transition temperature and thermal stability.
The effect of flame retardant ratio on the viscosity of the epoxy gelcoats
Based on our previous results [15], spraying is more suitable for gelcoating fibre-reinforced epoxy composites as it results in a more uniform thickness and more even surfaces, leading to reduced heat release compared to when the gelcoat is applied by brushing. Consequently, it is advantageous if the viscosity of gelcoats at 25 °C is low enough for spraying. The viscosity of the prepared gelcoats at 25 °C is shown in Table 2.
Increasing the ratio of liquid RDP in gelcoats leads to a significant reduction of viscosity, therefore the gelcoat becomes sprayable without a diluent. In addition to viscosity reduction, the use of RDP also eliminates the risk of solvent inclusions, as there is no need to further dilute the resin with diluting agents; this also results in a more compact gelcoat microstructure.
We previously showed [15] that the SG715 5%P APP 5%P RDP gelcoat has the same viscosity as the commercially available, sprayable Sicomin SGi128 gelcoat. Based on the viscosity results, the gelcoats containing 6%P APP with 4%P RDP and 7% P APP 3% P RDP are still suitable for spraying without diluting.
The effect of flame retardant ratio on crosslinking enthalpy and the glass transition temperature of epoxy gelcoats (DSC)
We examined the effect of FRs on the crosslinking process and the glass transition temperature (Tg) by DSC. Table 3 shows the results of the DSC analysis.
Increasing the APP ratio and decreasing the RDP ratio in the gelcoat lead to an increase in the glass transition temperature. This agrees with our previous findings that well-dispersed spherical APP particles increase the Tg of epoxy resins and RDP has a plasticising effect [11, 12]. The addition of flame retardants resulted in lower crosslinking reaction enthalpy compared to the reference since the ratio of epoxy resin capable of crosslinking decreased, but it did not significantly affect the exothermic peak temperature. The increasing ratio of APP increased the reaction enthalpy related to the mass of epoxy in the gelcoat, and as a result, the reaction enthalpy of the samples containing 9 and 10%P of APP rose above the reference. The sample with 10%P content from APP had the highest Tg and crosslinking reaction enthalpy.
The effect of flame retardant ratio on the thermal stability of epoxy gelcoats (TGA)
The thermal stability of the gelcoat matrices was investigated by thermogravimetric analysis; Table 4 shows the TGA results.
The sample with 10% P APP started to decompose at the same temperature as the reference gelcoat; however, the samples containing both APP and RDP had 10–20% lower T−5%, indicating the different decomposition mechanisms of RDP and APP. The presence of RDP lowered the decomposition temperature, which was compensated by the gradually increased APP content. The addition of flame retardants increased the T−50% of all samples except the one with 5%P APP and 5%P RDP. The improvement of the gelcoat with 10%P APP was the most significant. Its decomposition temperature was the highest of all, its T−50% increased by 26%, and its char yield at 800 °C almost doubled compared to the reference. The decomposition rate of the samples also showed significant differences: the flame-retarded gelcoats decomposed slower, and their TdTGmax and char yield increased with increasing APP content. The TGA results also confirmed that the combined application of APP and RDP reduced the maximum decomposition rate.
The effect of flame retardant ratio of epoxy gelcoats on fire performance
We investigated the fire performance of epoxy gelcoats by limiting oxygen index (LOI), UL-94 and mass loss calorimetry (MLC) tests. Table 5 contains the LOI and the UL-94 test results. Table 6 and Fig. 1 show the MLC results and the heat release rate of the epoxy gelcoats.

The heat release rate of the epoxy gelcoats
The gelcoat containing 5%P from both flame retardants achieved a LOI almost two times higher, while the gelcoats containing APP and RDP in 9:1 and 10:0 ratios achieved a LOI three times higher than the reference gelcoat. The LOI values increased with increasing APP ratio. Based on the LOI results, the optimal APP:RDP ratio is 9:1, resulting in a maximum LOI of 65 volume%. Compared to the sample with 8:1 APP:RDP ratio, this means a 30% increase in LOI, which is even higher than the LOI of the 10%P APP sample. The epoxy gelcoat with 9:1 APP:RDP ratio exploits the combined solid- and gas-phase effect of the flame retardants without the significant plasticising effect of RDP. None of the FR gelcoats burned to the first mark during the horizontal UL-94 test, as intensive foaming occurred at the ignition site, extinguishing the flames in a few seconds. All FR gelcoats achieved a UL-94 classification of V-0.
We carried out the MLC tests of the gelcoats with a heat flux of 25 kW m−2 and 2 mm thick gelcoat samples, as we expected intensive char forming and foaming. The reference gelcoat had the highest peak release rate (pHRR), 428 kW m−2; the pHRRs of the flame-retarded gelcoats were in the range of 150–200 kW m−2. The gelcoat with 7%P APP and 3%P RDP reached the lowest pHRR (141 kW m−2), 67% lower compared to the pHRR of the reference. This gelcoat formulation performed even better than the 10%P APP gelcoat, probably due to the combined solid- and gas-phase effect of the FRs. There is no significant difference between the time to ignition (TTI) of the gelcoats, practically the TTI values are in the range of the SG715 reference gelcoat; the only exception is the sample with 5%P from APP and RDP, respectively, which ignited more than 20 s earlier than all other gelcoats. On the one hand, this reduced TTI is due to the gas phase mechanism of RDP. In addition, the increased amount of RDP (in the case of SG715 5%P APP 5%P RDP the 5%P from RDP is equivalent to 46% RDP in the composition due to the relatively low P content of RDP compared to APP) significantly reduces reaction enthalpy (Table 3), and consequently, crosslinking density, which also leads to a shorter TTI. The amount of residue increased with increasing APP ratio up to 9%P APP content. Based on the MLC test results, the 7%P APP 3%P RDP gelcoat had the best fire performance with the highest FRI value, with a THR value three times lower and a residue three times higher than those of the reference gelcoat. Considering the viscosity results as well, we decided to gelcoat the carbon fibre–reinforced composites with gelcoat formulations 7%P APP 3%P RDP and 6%P APP 4%P RDP in the next step of the research.
Choosing the optimal manufacturing technology and flame retardant for epoxy resin composites
After determining the optimal gelcoat compositions, the goal was to choose the optimal composite manufacturing technology and flame retardant for the carbon fibre–reinforced composite base in terms of fire performance. As the fibre content directly influences flammability, at first, we compared the fibre content of the composites prepared with three different technologies. Then composites were prepared with two different flame retardants with all these methods, and their fire performance was evaluated. Finally, the best composites were chosen for manufacturing samples coated with the flame-retarded gelcoat systems.
Fibre content
To determine the fibre content of the composites manufactured by hand lamination, wet compression moulding and vacuum infusion, we measured the mass of the dry fibre layers before processing and the mass of the crosslinked composite sample. We calculated the fibre content of the samples as a percentage by mass (1):
The average fibre content of the composite samples is shown in Table 7.
Of the three manufacturing techniques, vacuum infusion resulted in the highest fibre content, which was 10% higher than in the case of wet compression moulding and 60% higher than in the case of hand lamination. Higher fibre content also means a lower resin to fibre ratio, which reduces the heat release rate, therefore the vacuum-infused composites were expected to have the best fire performance.
The fire performance of composite samples
At first, we compared the fire performance of the same PER reference composite prepared with three different manufacturing techniques: hand lamination, wet compression moulding and vacuum infusion.
The MLC results of the reference samples made with the three techniques are shown in Table 8, and their heat release rate is plotted in Fig. 2.

The heat release rate of PER reference composites
Increasing the fibre content means that the ratio of the highly flammable epoxy matrix decreases in the composite, which is reflected in a lower peak and total heat release rate during mass loss calorimetry. To evaluate the effect of increasing fibre content and decreasing matrix content, we summarised the properties of wet-compressed and vacuum-infused samples compared to the hand-laminated composite (Table 9).
In the case of the wet-compressed sample, 31% lower matrix content resulted in a 25% lower peak of heat release rate and 47% lower total heat release. The vacuum-infused sample had even better values: the 43% lower matrix content led to a 48% reduction of pHRR and 58% lower THR than in the case of the hand-laminated sample. This comparison shows the strong correlation between the matrix content and heat release of the samples, and it also highlights that the decrease in THR is higher than one would expect from the decrease in burnable matrix content. The more compact structure of the wet-compressed and vacuum-infused composite may explain this behaviour. Even the slight increase in the fibre content from 60% (wet-compressed composite) to 67% (vacuum-infused composite) results in a much more compact MLC residue structure (Fig. 3).

The residue structure of a wet compressed b vacuum-infused samples
There was no significant difference in the time to ignition of the samples; however, the time of pHRR was quite different. The hand-laminated sample reached the pHRR last, after 72 s, which is almost twice as much time as the wet-compressed sample needed. The amount of residues after burning showed an increasing tendency with increasing fibre content: the residue of the wet-compressed and vacuum-infused samples increased by 8 and 34%, respectively.
We continued our study by comparing the flammability properties of composite samples made by hand lamination to determine the effect of APP and RDP on their fire performance. To facilitate the comparison, the phosphorus content of the flame-retarded composites was 3%. These results are shown in Table 10 and Fig. 4.

The heat release rate of hand-laminated PER composites flame-retarded with APP and RDP
The TTI and the time of pHRR of the hand-laminated composites showed no significant difference. The pHRR of the flame-retarded samples was reduced by 23 and 38% compared to the reference, respectively. The sample containing 3% P RDP had a 19% lower pHRR and 5% lower THR than the sample containing 3% P APP. This difference can be explained by the gas-phase mechanism of RDP during the low-temperature phase of combustion, which is not hindered by the fibre reinforcement. However, the reinforcing fibre layers in the composite tend to hinder the solid-phase flame-retardant effect of APP, slightly delaminating the plies instead of forming a well-developed char [17], therefore the APP cannot exert its full effect.
Afterward, we compared the flammability properties of composite samples made by wet compression moulding (hand lamination followed by hot pressing). The results of the MLC tests are shown in Table 11, while the heat release rate recorded during the tests is shown in Fig. 5.

The heat release rate of wet-compressed PER composites flame-retarded with APP and RDP
Similarly to the hand-laminated composites, the TTI and the time of pHRR showed no significant difference in the wet-compressed composites. The pHRR decreased by 30% for the sample containing 3% P APP and 43% for the sample containing 3% P RDP. Interestingly, although RDP acts mainly in the gas phase, the residue of the composite containing RDP was higher than that of the composite containing APP (56.2 vs 49.7%). This can be attributed to the hindered solid-phase effect of APP.
Finally, we compared the flammability properties of composite samples made by vacuum infusion. The results of the MLC test are shown in Table 12, while the heat release rate recorded during the test is shown in Fig. 6.

The heat release rate of vacuum-infused PER composites flame retarded with APP and RDP
The TTI of the vacuum-infused samples showed no significant difference. In the case of APP, the time of pHRR was reduced by 10 s, while RDP increased this value by 10 s. The peak HRR of the 3% P APP sample was 184 kW m−2, equivalent to a pHRR reduction of 24% compared to the infused reference. The sample containing 3% P RDP reached an even better result, with a pHRR reduction of 31%. The THR of the composites was reduced by 21 and 24%, respectively. The residue of the flame-retarded samples slightly exceeded the reference value. The better overall performance of RDP can be explained by its gas-phase mechanism explained above.
Overall, composites containing 3% P RDP showed a more significant reduction in both pHRR and THR values than samples containing 3% P APP, in the case of all three manufacturing techniques. Due to the higher fibre content and more compact structure, vacuum infusion was chosen as the manufacturing process for further testing the coated composite samples.
The characterisation of coated composite samples
This chapter presents the results and conclusions of the fire performance and adhesion testing of the coated composites compositions chosen based on previous gelcoat and composite base test results.
Fire performance of the coated composite samples
The chosen composite substrates (vacuum-infused PER reference and PER reference with 3% P RDP) were coated in 0.5 mm thickness with two different gelcoat matrices (6% P APP + 4% P RDP and 7% P APP + 3% P RDP) with a spray gun.
The MLC results of the reference and coated composite samples are summarised in Table 13, while their heat release rate is shown in Fig. 7.

Heat release rate of the vacuum-infused composites and coated with 0.5 mm thick gelcoat by spraying
On average, the application of the flame-retarded gelcoats lowered the pHRR of the PER reference composite by 20%. As for the PER composite with 3% P RDP, the 6:4 gelcoat provided the same pHRR as in the case of the reference PER composite, but the 7:3 gelcoat led to a pHRR as high as that of the PER reference composite without a coating. In this case, the addition of a further flammable layer could not be compensated for by the flame retardant content of the gelcoat. The lowest pHRR (188 kW m−2) was reached by the PER reference composite coated with the gelcoat containing 6% P APP + 4% P RDP. It achieved a pHRR reduction of 22% compared to the uncoated PER reference composite and a 6% reduction compared to the PER reference composite coated with 7% P APP + 3% P RDP. There was no significant difference in the time to ignition of the samples. In the coated composites where both the composite matrix and the coating contained RDP, pHRR was reached approximately 20 s earlier than in the case of the coated reference sample, due to the dominant gas-phase mechanism of RDP during the low-temperature degradation. Compared to the composites without coating, the heat release rate plot of the coated reference samples showed a more elongated shape and increased time in reaching pHRR. The amount of residue remained in the same range for all samples, including the PER reference (58–60%). The obtained MLC results indicated that the gas-phase effect of 3% P RDP in the gelcoat was insufficient to reduce pHRR effectively. Therefore, 6:4 is the preferred flame retardant ratio in gelcoat formulation. Moreover, at the initial phase of the combustion, a plateau was formed on the HRR curve of the coated reference composites; however, when 3% P RDP was present in the matrix of the composite, the plateau disappeared due to the lower thermal stability of composite matrix.
Overall, the flame-retarded composite samples with the same gelcoat formulations showed higher pHRR, and THR values than the PER reference coated composite. The gas-phase effect of 3% P RDP in the gelcoat was insufficient to reduce heat release effectively; therefore, 6:4 is the preferred flame retardant ratio in the gelcoat formulation. These results show that it is not suggested to incorporate 3%P RDP in the composite matrix of the coated composites, as the application of flame retardants in the coating alone is sufficient to protect the composite.
Adhesion between the composite and the coating
Adhesion is essential for gelcoat applicability since the primary function of a multifunctional gelcoat is to provide mechanical protection and aesthetic appearance to the product. However, without the proper adhesion, the gelcoat can easily detach from the surface, leaving the composite unprotected from mechanical and thermal impacts.
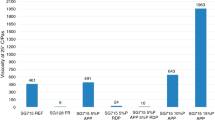
We investigated the adhesion of the gelcoat formulations with the standardised adhesion test to determine the pull-off strength between the composite and the gelcoat layers. The average results for each gelcoat formulation with their standard deviation are shown in Fig. 8.

Pull-off strength between the reference and flame-retarded composites and the gelcoat layers containing APP and RDP in different ratios
It is difficult to establish a clear trend from the results. However, in most cases, the gelcoat formed stronger adhesion with the flame-retarded composites than with the reference, resulting in higher pull-off strength. The flame-retarded composite sample containing 3% P APP formed stronger adhesion with the gelcoat formulation containing APP in higher ratios (8 and 9%P APP) than with the gelcoats containing 6 or 7% P APP. The same tendency can be seen in the composite sample with 3% P RDP, which formed stronger adhesion with gelcoats with higher (3 and 4% P) RDP content than the gelcoat with 1 and 2%P RDP. This can be explained by the compatibility between the composite and gelcoat matrices. In general, gelcoats with a higher RDP ratio showed better adhesion with the composite containing 3%P RDP, while the gelcoats made with a higher ratio of APP showed a higher adhesion strength when applied to the composite with 3% P APP. Since both the gelcoat and composite matrices are made from epoxy resins, the adhesion is mainly influenced by the interactions at the boundary of the two crosslinked systems. The strength of these interactions can be influenced by the additives in the matrices, making adhesion stronger when the same flame retardant is present in higher quantities.
Conclusions
We developed epoxy resin based flame-retardant gelcoats using two flame retardants (FR) containing phosphorus-ammonium polyphosphate (APP) and resorcinol bis(diphenyl phosphate) (RDP)-for the flame retardancy of carbon fibre-reinforced epoxy resin composites. Although this combination of FRs acting in the solid and gas phase proved to be synergistic and the addition of liquid RDP increased the flexibility and sprayability of the gelcoat, RDP equivalent to 5% phosphorus (P) in the gelcoat led to a significant reduction in the crosslinking density, glass transition temperature, thermal stability and hardness of the gelcoat. To find the optimal ratio of APP and RDP in the coating which still provides sprayability, flexibility and synergism in fire performance, we prepared a series of gelcoats with 10% total P content with different ratios of APP and RDP and characterised them by differential scanning calorimetry (DSC), thermal analysis (TGA), rheometry, a limiting oxygen index (LOI), UL-94 test and mass loss calorimetry (MLC).
An increasing ratio of liquid RDP led to a significant reduction in viscosity: gelcoats with 3%P RDP content became sprayable without any diluents. On the other hand, increasing the APP ratio and decreasing the RDP ratio in the gelcoat increased crosslinking density and the glass transition temperature. The presence of RDP lowered the decomposition temperature, which was compensated for by an increased APP content. The combined application of APP and RDP reduced the maximum decomposition rate. The gelcoat containing 7%P APP 3%P RDP had the lowest peak heat release rate (141 kW m−2), followed by the gelcoat with 6%P APP 4%P RDP (171 kW m−2). These two sprayable gelcoats were chosen for coating the carbon fibre–reinforced composites.
Our previous results [15, 17] indicated that the composite manufacturing process and related fibre content highly influence the flammability of the fibre-reinforced composites, therefore we made a complete comparison of the three most common composite manufacturing technologies (hand lamination, wet compression and vacuum injection) in terms of the fibre content and fire performance of reference epoxy composites and composites flame-retarded with APP and RDP in the matrix. The vacuum-infused samples had the highest fibre content and the lowest heat release rates, but unexpectedly, the reduction in total heat release was greater than expected from the fibre content alone (58 vs 43% compared to the hand-laminated reference sample). This reduction can be explained by the more compact structure of the vacuum-infused composites. As the flame-retardant effect of APP was hindered by the carbon fibre plies, RDP acting mainly in the gas phase proved to be a better choice for the flame retardancy of the composite matrix. Consequently, PER reference composites and composites containing 3% P in the matrix from RDP were prepared by vacuum infusion and coated by gelcoat containing 7%P APP 3%P RDP and 6%P APP 4%P RDP, respectively.
The mass loss calorimetry (MLC) results of the coated composites indicated that FRs in the coating alone are sufficient to protect the composite; it is not necessary to incorporate further RDP in the composite matrix. The gas-phase effect of 3% P RDP in the gelcoat was not enough to efficiently reduce the heat release, therefore 6:4 is the preferred FR ratio in the gelcoat formulation. The interfacial adhesion between the coatings and composite samples was evaluated in terms of the FR content of the composite matrix and gelcoat. Better compatibility and stronger adhesion were observed when the composite matrix and the gelcoat contained the same FR.
References
Pomázi Á, Toldy A. Multifunctional gelcoats for fiber reinforced composites. Coatings. 2019;9:173.
Siengchin S, Parameswaranpillai J. Self-healing ability of epoxy coating application. Express Polym Lett. 2019;13:685–685.
Avilés MD, Saurín N, Carrión FJ, Arias-Pardilla J, Martínez-Mateo I, Sanes J, et al. Epoxy resin coatings modified by ionic liquid. Study of abrasion resistance. Express Polym Lett. 2019;13:303–10.
Krawczak P. Automotive plastics: What future is there for polymers in tomorrow’s electric and autonomous vehicles? Express Polym Lett. 2021;15:288–288.
Yuhazri MY, Haeryip Sihombing, Muhammad Zaimi ZA, Nilson GCH. Review on gelcoat used in laminated composite structure. Int J Res Eng Technol. 2015;04:49–58.
Ashland Gelcoat Application Guide. Available from: https://www.ashland.com/file_source/Ashland/links/Gelcoat Application Guide.pdf (last accessed 26 October 2022)
Harper AR. Production of composite mouldings. GB Patent WO2013132211; 2013. https://patents.google.com/patent/GB2432336A/en
Gombos ZJ, Summerscales J. In-mould gel-coating for polymer composites. Compos Part A Appl Sci Manuf. 2016;91:203–10.
Landowski M, Budzik M, Imielinska K. Water absorption and blistering of glass fibre-reinforced polymer marine laminates with nanoparticle-modified coatings. J Compos Mater. 2013;48:2805–13.
Rogers W, Hoppins C, Gombos Z, Summerscales J. In-mould gel-coating of polymer composites: A review. J Clean Prod. 2014;70:282–91.
Häublein M, Demleitner M, Altstädt V. Fire behaviour and flame-retardant properties of application-oriented fiber-reinforced polymers (FRPs). In: Low I-M, Dong Y, editors. Composite Materials. Amsterdam: Elsevier; 2021. p. 383–417.
Xu Y, Wang J, Zhang W, Huo S, Fang Z, Song P, Wang D, Wang H. A phosphaphenantrene-benzimidazole derivative for enhancing fire safety of epoxy resins. Reac Func Polym. 2022;180: 105390.
Seraji SM, Song P, Varley RJ, Bourbigot S, Voice D, Wang H. Fire-retardant unsaturated polyester thermosets: The state-of-the-art, challenges and opportunities. Chem Eng J. 2022;430(2): 132785.
Pomázi Á, Toldy A. Development of fire retardant epoxy-based gelcoats for carbon fibre reinforced epoxy resin composites. Prog Org Coatings. 2021;151: 106015.
Pomázi Á, Krecz M, Toldy A, Thermal behaviour and fire and mechanical performance of carbon fibre reinforced epoxy composites coated with flame retardant epoxy gelcoats, J Therm Anal Calorim, 2022, under publication
Pomázi Á, Szolnoki B, Toldy A. Flame Retardancy of Low-Viscosity Epoxy Resins and Their Carbon Fibre Reinforced Composites via a Combined Solid and Gas Phase Mechanism. Polym. 2018;10:1081.
Toldy A, Pomázi Á, Szolnoki B. The effect of manufacturing technologies on the flame retardancy of carbon fibre reinforced epoxy resin composites. Polym Degrad Stab. 2020;174: 109094.
Acknowledgements
The research reported in this paper and carried out at BME has been supported by the NRDI Fund (TKP2020 NC, Grant No. BME-NCS) based on the charter of bolster issued by the NRDI Office under the auspices of the Ministry for Innovation and Technology. This work was also supported by the National Research, Development and Innovation Office (2018-1.3.1-VKE-2018-00011).
Funding
Open access funding provided by Budapest University of Technology and Economics.
Author information
Authors and Affiliations
Contributions
ÁP: Resources, Investigation, Validation, Formal analysis, Visualisation, MK: Resources, Investigation, Validation, Formal analysis Validation. Writing—original draft, AT: Conceptualisation, Methodology, Supervision, Resources, Writing—original draft, Writing—review & editing, Visualisation, Project administration.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pomázi, Á., Krecz, M. & Toldy, A. The effect of the combined application of solid- and gas-phase flame retardants in epoxy gelcoats on the thermal stability, fire performance and adhesion of coated carbon fibre–reinforced epoxy composites. J Therm Anal Calorim 148, 257–270 (2023). https://doi.org/10.1007/s10973-022-11770-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-022-11770-1