
Abstract
This article presents the results of burn rate measurements conducted for a Fe/BaO2 pyrotechnic delay composition. Compositions with an iron content between 15% (w/w) and 50% (w/w) yielded burn rates in the range of 4–36 mm s−1. Mixtures containing more than 50% (w/w) iron could not be initiated by a powder fuse and are not suited for application as delay compositions. This study also presents a cost-efficient method for measuring linear combustion velocities and its application to the investigation of the Fe/BaO2 composition. Thermogravimetric and XRD studies have revealed that the reactions between iron and barium peroxide take place in the solid phase, leading to the formation of varied spinels.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Delay detonators play a significant role in blasting operations. As they make it possible to delay the firing of individual explosives in a blasting network, they contribute to increasing the amount of the deposit, its optimal ejection and desired fragmentation. This feature is provided by the delay element within a detonator. It consists of a pyrotechnical mixture, pressed in a metal (or polymer [1]) tube. According to the literature, the pyrotechnical mixtures come in one or more oxidants and one or more fuels. Very often, these two components are bonded together using a third component—binder [2]. Oxidants, after thermal decomposition, are the source of the oxygen, which is necessary for the combustion of a fuel. The reaction between components in this kind of compositions is not direct, as it comes in a solid–gas–solid system [3]. This fact makes the linear velocity of combustion dependent on the pressure. As a result, the burning velocity changes its value on entire length of delay element, as a detonator is a closed system. Due to this fact, application of so-called gasless pyrotechnical compositions is recommended. According to Charsley and Chen [4], the term “gasless” relates to compositions that generate up to 10 cm3 of gases per g of mixture. This feature limits the adverse effect of pressure on the stability of the combustion process [5].
There are two approaches to decreasing the amount of gas products generated by a pyrotechnic delay composition. The first is to increase the amount of fuel, pushing the oxygen balance towards more negative values. This approach, however often encountered, is limited both by the issues with combustion stability and reproducibility occurring for compositions with strongly negative oxygen balances and by the difficulty of maintaining the desired burn rate [6]. The second approach is to use a composition whose components burn yielding primarily solid products.
The combustion of pyrotechnic compositions takes place as solid–solid, solid–liquid and/or solid–gaseous state reactions [7]. The literature gives examples of a gasless, solid-state reaction mainly for nanopowders [8, 9]. Also binary, iron-based compositions are most likely to react in solid/solid systems [10,11,12,13]. Numerous studies on such compositions have focused on Fe/BaO2 and Fe/SrO2 systems. Tribelhorn emphasises that the combustion of these substances can take place not only via gaseous intermediates, but also between solid substances. According to the above-mentioned report, the following reactions may take place between Fe and BaO2 [11]:
Even though it has not been conclusively determined whether the above reactions take place via a BaO2 thermal decomposition stage or directly between the solid components, it was found that the products of these reactions react further in the solid state:
Although the occurrence of solid-phase reactions makes the burning rate virtually independent of the pressure in the environment, it increases the susceptibility of the mixture to ageing. This property is closely related to the fact that the actual combustion process, i.e. the main exothermic reaction, is in the case of gasless compositions preceded by a series of pre-ignition reactions. These reactions reduce the contact area between the oxidising agent and fuel grains, due to the formation of solid-state products, at temperatures significantly lower than the reported ignition temperature [14]. Spice estimates that the amount of iron which reacts during the pre-ignition reactions stage may vary from 10 to 20% (w/w), depending on the loads applied for pressing the composition. This amount of reagent mass loss can significantly change the combustion parameters of the composition. Therefore, the pressing load influences both the ageing of the composition and its burn rate [15, 16]. It was also found that the addition of ferric oxide decreases the share of oxidised iron [14]. Binders also decrease the contact area between the fuel and the oxidant, reducing ageing, which is why gasless mixtures should be ternary mixtures.
Susceptibility to ageing necessitates subjecting gasless mixtures to a stabilisation process. The stabilisation process typically consists of conditioning the composition at an elevated temperature, for an extended period, such as a week. The stabilisation process is meant to accelerate the ageing processes to an extent that the solid-state products of the pre-ignition reactions create a barrier between components of the composition, stopping further ageing. By making use of this process, we can ensure that the burning rates of a particular composition will be consistent and stable over time.
The aim of this manuscript is to present the dependence of the linear velocity of Fe/BaO2 composition combustion on the share of the components of the composition. Investigations into the nature of the reactions occurring during the combustion of the composition are also shown, focusing on XRD and differential thermal analyses.
Experimental
Materials
Carbonyl iron (98% (w/w) purity, main contaminants were C < 1% (w/w), O < 1% (w/w) and B < 30 mg kg−1) obtained from KKM Poland was used without purification. Barium peroxide (99.3% (w/w) purity, main contaminants were H2O < 0.1% (w/w)) obtained from Krakchemia S.A. was used without purification. The particle size distribution of both components was investigated using laser particle sizer Analysette 22 NanoTec, and the results are presented in Table 1. The general morphology of barium peroxide (Fig. 1a) and carbonyl iron (Fig. 1b), along with the dimensions of their particles, was investigated by SEM, using a Phenom Pro-X microscope, manufactured by Phenom World.

SEM photographs of BaO2 (a) and carbonyl iron (b)
The d4.3, d3.2 and d1.0, shown in Table 1 mean:
d4.3—volume moment mean (Sauter mean diameter)
d3.2—surface area moment mean (De Brouckere mean diameter)
d1.0—arithmetic mean
Delay fuse preparation
The delay elements were produced using 30-cm-long Pb–Sb alloy (99% (w/w) Pb) tubes. The tubes had an outer diameter of 16 mm and an inner diameter of 11 mm. Preparation of the composition consisted of drying the oxidant for 24 h in temperature of 60 °C, then both the components were mixed manually in a desirable ratio.
Delay fuses were prepared by drawing lead tubes, filled with a particular Fe/BaO2 composition with bulk density, by dragging the sealed tubes through a set of eyelets, with a smaller nominal inner diameter, than the outer diameter of the lead tube. This process produced tubes that were approximately 2 m long, had an outer diameter of 6 mm and were filled with Fe/BaO2 composition, which was pressed during this process. The drawn tubes, filled with the pressed delay composition, were then cut into 19-cm-long samples. These samples have all been labelled with the iron content of the loaded composition and their original position in the 2-m-long delay fuse. Taking into account the collection of the fuse parts for density studies, more than eight speed test samples were obtained for compositions with each of the investigated iron content values.
Time-delay measurements
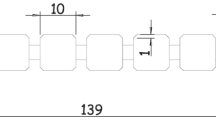
The linear velocity of combustion was measured using a short circuit system, consisting of copper wires (d = 0.07 mm) and an Arduino Leonardo microcontroller board. Every delay fuse sample was divided into five sections: a run-up section, three measurement sections and an ending section (as shown in Fig. 2).

3D model of fuse sample with probes
For each investigated 19-cm sample, the three measurement sections were delimited by four measurement points. Each measurement point in the short circuit system, consisted of a pair of insulated copper wires, wrapped around each other. The wires were woven through prepared 1-mm-thick holes in the lead tube. When the front of combustion reaches a particular measurement point, the insulation coating the wires would be burnt, allowing the flow of current, which was induced by the 5 V potential difference, applied by the microcontroller board to one wire of each pair. Appearance of the current signal for the first probe can be easily interpreted by the microcontroller board, as a moment for starting counting the elapsed time. This feature can be achieved by a program written in the C++ language that is compatible with Arduino boards. Written program specified current signals that come from the other three probes, as a request to show time-delay results. Thus, for every 19-cm-long sample, three results of velocity were obtained.
X-ray diffraction studies
The qualitative composition of combustion products has been determined by using a Philips X-ray diffractometer (model X’Pert), using a lamp with a copper anode (λCuKα = 1.54178 Å), supplied with a current of 30 mA and voltage of 40 kV. The scans were taken with a 20-s dwell time in step-scan mode with step size of 0.04° and 2Θ in the range of 10°–140°. XRD analyses of combustion products lasted for 24 h for each sample and were conducted in air.
Sleeve thickness measurement
Ultrasonic defectoscopy (DMS Go+ type flaw detector, produced by Measurements & Control) was used to determine the wall thickness of the prepared delay fuses. Due to the small diameter of the samples, a DA312 B16 gauging probe was used for this purpose. The generated acoustic signal was 84.4 dB with frequency of 10 MHz.
DTA and TG analysis
Differential thermal analysis and thermogravimetric analyses of BaO2 and Fe/BaO2 composition (with 45% and 50% (w/w) iron content) were conducted using MOM Q–1500D derivatograph. These compositions were selected based on their favourable burn rate measurement results. All samples were tested in amounts of approximately 1 g, in a temperature range from 300 to 1270 K, with a temperature scanning rate of 10 K min−1. It was assumed that data considering the current mass of the sample could be collected using a range of 500 mg, with aluminium oxide as the reference sample. All analyses were performed in argon.
Mixture sensitivity
In order to determine the sensitivity of the mixture to impact, the BAM Fallhammer test was used (according to EN 13631-4:2004) [17]. Determination of the sensitivity of the mixture to friction was made in accordance with the EN 13631-3:2004, using the Peters friction apparatus [18].
Results and discussion
Parameters of delay element
The softness of the lead alloy makes it difficult to cut the delay element without affecting its lateral dimensions. Consequently, ultrasonic defectoscopy, a non-destructive method, was used to measure sleeve thicknesses.
The results of composition density and sleeve thickness measurements for each composition with a given iron content have been averaged for all produced 19-cm samples and are collated in Table 2.
Burning rates of the investigated compositions
The 19-cm samples containing the composition with the same iron content have been grouped together. In these groups, each 19-cm sample provided three burning rate data points over its length as shown in Fig. 2. By ordering sets of data points from each 19-cm sample by the original position of the sample in the uncut 2-m-long delay fuse, we were able to recreate the changes in the burning rate of the composition across the entire length of the 2-m delay fuses, for compositions with each investigated iron content (Fig. 3).

Comparison of burn rates of iron-based compositions with different iron contents
The lowest burning rate standard deviation values are found for compositions rich in iron, i.e. exhibiting low oxygen balance values. Although increasing the iron content stabilises the burn rate, compositions consisting of more than 50% (w/w) iron become insensitive to ignition with a black gunpowder fuse. The findings of the presented research, which includes the standard deviation and variance of burn rate, are illustrated in Table 3.
The dependence of the average burning rate on the iron content in the composition is shown in Fig. 4.

The effect of iron content on composition burn rate
The highest burning rate is observed for a composition containing 25% (w/w) iron. Lowering the fuel content in the composition significantly increases the standard deviation of burn rate values. The oxygen balance of these two compositions (with 15% and 20% (w/w) iron content) is likely negative, as the stoichiometric content of iron, depending on whether reaction (1), (2) or (3) is assumed, would respectively, be 15.8%, 17.4% and 21.9% (w/w) [15]. This fact describes the variation in the burn rate results compositions with low iron content.
DTA and TG analysis
The results of thermogravimetric studies of barium peroxide are shown in Fig. 5. The initial mass loss of the sample, seen at temperatures below 120 °C, occurs due to the loss of moisture. Tribelhorn reports that water content above 1% (w/w) in the Fe/BaO2 mixture causes the combustion process to fail [11]. Therefore, it seems reasonable to determine the presence of water in the mixture in any form—especially in the form of barium peroxide hydrates. No further sample mass decrease is seen below 580 °C, indicating that no significant amounts of barium peroxide hydrates are present in the sample.

TG and DTA of barium peroxide, heated at 10 °C min−1 in air
The thermal decomposition of barium peroxide has an onset at approximately 580 °C, with the endothermic peak maximum being observed at approximately 820 °C. The endothermic effect at this temperature may arise not only from the thermal decomposition of barium peroxide, but also from the endothermic phase transition of barium carbonate [19], which is a common barium peroxide contaminant. However, XRD analysis of BaO2 sample did not show the presence of this compound.
As the thermal decomposition of barium peroxide is a highly endothermic reaction (as established from the differential thermal analysis shown in Fig. 5), the energy generated from solid-state reactions between barium peroxide and iron/iron oxides is consumed to decompose the oxidising agent. For this reason, the amount of energy transferred to the further layers of the system is insufficient to ensure the stability of combustion front propagation.
The initial mass of the BaO2 sample was 1001.7 mg, with the purity of 95% (w/w), as given by the manufacturer. XRD investigation revealed that, apart from possible contaminants, whose concentration was below the detection threshold of the XRD set-up (vide infra), the purity of the sample was approximately 98% (on the basis of change in mass of the sample resulting from the thermal decomposition of BaO2). Performing analyses that excluded the presence of BaO and Ba(OH)2 in the sample and determining the temperature of BaO2 decomposition, thermogravimetric analysis of the mixture discussed in this article was performed, the results of which are shown in Figs. 6 and 7.

TG and DTA of reaction products of the sample with 45% Fe (w/w) in Ar

TG and DTA of reaction products of the sample with 50% Fe (w/w) in Ar
Figures 6 and 7 both feature a large exothermic peak in the range of 500–600 °C, in both cases, the maximum is at 540 °C. It is important to note that the total mass of the sample changes only very slightly (by less than 0.5% (w/w)) across the entire temperature range. This indicates that no gaseous products are leaving the system during the reaction. Seeing that decomposition of BaO2 takes place at approximately 820 °C and is an endothermic process, the presence of the oxygen in this system can be excluded. In the light of this, we can attribute the presence of the exothermic peak at 540 °C to the solid-phase reaction between Fe and BaO2. It was therefore confirmed that no gaseous intermediates appear during the reaction. Interestingly, a portion of BaO2 present in the sample of the composition did not take part in the solid-phase reaction. This is evidenced by the presence of a minor endothermic peak seen at approximately 820 °C, attributed to the thermal decomposition of BaO2 (Fig. 5).
X-ray diffraction analysis
The results of XRD analyses indicate that the sample is not contaminated with any detectable amounts of barium hydroxide, barium oxide or barium carbonate. Despite the fact that the literature indicates that the content of barium carbonate up to 10% (w/w) in the mixture does not affect the mass burning process [7], special attention had been paid to the content of any additives in the oxidiser sample, due to the possibility of reducing its contact surface with fuel, which may cause the reaction in the solid phase to stop in favour of reactions with gaseous intermediates.
Analysis of the products of combustion of a composition containing 20% (w/w) Fe reveals the presence of Ba3Fe2O6, BaFe2O4, BaFeO4, Fe3O4 and unreacted iron. No signals corresponding to either unreacted BaO2 or BaO were present, indicating that barium is present only in the form of mixed oxides with iron.
It is worth noting that Ba3Fe2O6 and BaFeO3 have been identified among the combustion products, in conjunction with other products reported in the literature [7]. Consequently, the set of reactions that may occur in the system should be extended to include these two products. The possible reactions leading to the formation of Ba3Fe2O6 and BaFeO3, respectively, would be:
Analysis of combustion products of mixture with 40% iron content indicates the presence of following compounds: Ba3Fe2O6, BaFeO3, Fe, Fe3O4, BaFe2O4 and BaFeO4, while the combustion of the mixture with 50% iron content was accompanied by the following compounds: Fe, BaFeO3, Ba2Fe2O5, BaFeO4, Fe3O4 and BaFe2O4. Both of the above analyses indicate the presence of barium carbonate in the products. However, due to the lack of a binder in the mixture (which could be a source of carbon), the presence of barium carbonate in the reaction products is highly questionable and most likely results from the large convergence of the diffraction reflections of the two compounds with subsequent erroneous assignment by the database of these reflections for barium carbonate.
Sensitivity testing
The composition in the entire range of investigated iron contents is insensitive to friction (> 360 N) and impact (> 50 J). Consequently, the Fe/BaO2 composition cannot be classified as a flammable mixture [20].
Conclusions
The main purpose of this work was to determine the propagation rate of the reaction front in a wide range of iron contents in the Fe/BaO2 mixture. As the delay elements were made by the drawing method, the delay composition was pressed in situ; hence, the pressing load determination is not possible. Using the presented methodology, it was possible to obtain the delay fuses whose burning rates were in the range of 4.0–23.0 mm s−1. The highest burning rate was achieved for the composition with 25% (w/w) iron content. Compositions with more positive oxygen balance values (iron content of 15% and 20% (w/w)) show slightly lower burning rates (21.0 and 21.5 mm s−1, respectively). Their combustion, however, is strongly dependent on many parameters (degree of mixing, grain characteristic) that even minor change strongly affects burning rates. The lowest standard deviations of burning rates as well as the lowest burning rates were seen for compositions with the most negative oxygen balance values (45% and 50% (w/w) iron content). The compositions, which are all insensitive to friction (> 360 N) and impact (> 50 J), regardless of the iron content, have been also found to become insensitive to ignition via black powder fuse when their iron content was above 50% (w/w).
In terms of the combustion reaction, the Fe/BaO2 composition was found to primarily undergo combustion via direct reactions in the solid phase. This fact is supported by thermogravimetric analyses (Figs. 6, 7). The energy transfer in the studied system is closely related to the solid-state reaction occurring at a temperature of about 540 °C. At this temperature, the strongest exothermic effect was noted during thermogravimetric studies.
References
Beck MW, Brown ME. Modification of the burning rate of antimony/potassium permanganate pyrotechnic delay compositions. Combust Flame. 1986;66(1):67–75.
McLain JH. Pyrotechnics: from the viewpoint of solid state chemistry. Philadelphia: Franklin Institute Press; 1980.
Zhang H, et al. Study on the reaction mechanism between Pb3O4 and Si in stored silicon delay composition. J Therm Anal Calorim. 2018;132(1):327–36.
Charsley EL, et al. Differential thermal analysis and temperature profile analysis of pyrotechnic delay systems: ternary mixtures of silicon, boron and potassium dichromate. Thermochim Acta. 1980;35(2):141–52.
Focke WW, et al. Review of gasless pyrotechnic time delays. Propellants Explos Pyrotech. 2018;43:1–40.
Berger B. Parameters influencing the pyrotechnic reaction. Propellants Explos Pyrotech. 2005;30(1):27–35.
Moghaddam AZ, Rees GJ. Thermoanalytical studies on pyrotechnic reactions. Sci Iran. 2003;10:267–72.
Shuck CE, Manukyan KV, Rouvimov S, Rogachev AS, Mukasyan AS. Solid-flame: experimental validation. Combust Flame. 2016;163:487–93.
Korchagin MA, Gabdrashova SE, Dudina DV, et al. Combustion characteristics and structure of carbon nanotube/titanium composites. J Therm Anal Calorim. 2019. https://doi.org/10.1007/s10973-019-08109-8.
Brown ME, Tribelhorn MJ, Blenkinsop MG. Use of thermomagnetometry in the study of iron-containing pyrotechnic systems. J Therm Anal Calorim. 1993;40(3):1123–30.
Tribelhorn MJ, Blenkinsop MG, Brown ME. Combustion of some iron-fuelled binary pyrotechnic systems. Thermochim Acta. 1995;256(2):291–307.
Hardt AP, Phung PV. Propagation of gasless reactions in solids—I. Analytical study of exothermic intermetallic reaction rates. Combust Flame. 1973;21(1):77–89.
Spice JE, Staveley LA. The propagation of exothermic reactions in solid systems, Part II. Heats of reaction and rates of burning. J Soc Chem Ind. 1949;68(12):348–55.
Spice JE, Staveley LA. The propagation of exothermic reactions in solid systems. Part I. Pre-ignition reactions. J Soc Chem Ind. 1949;68(11):313–9.
Wojewódka AT. Decysekundowe masy opóźniające. Silesian University of Technology; 2014.
Gromov D, et al. The influence of compression conditions on the peculiarities of self-propagating exothermal reaction in Al–Ni powder reactive materials. J Therm Anal Calorim. 2018;134(1):35–44.
Explosives for civil uses—high explosives—part 4: determination of sensitiveness to impact of explosives (in Polish). Polish Standard PN-EN 2004;13631-4.
Explosives for civil uses—high explosives—Part 3: determination of sensitiveness to friction of explosives (in Polish). Polish Standard PN-EN 2004;13631-3.
Gruver RM. Differential thermal-analysis studies of ceramic materials: I, characteristic heat effects of some carbonates. J Am Ceram Soc. 1950;33(3):96–101.
United Nations. UN recommendations on the transport of dangerous goods. Model regulations. Geneva: United Nations; 2015.
Acknowledgements
The authors of this publication would like to express their deep gratitude to Nitroerg S.A. for providing research material, as well as for Technical and Commercial Office Testing Sp z o.o. and Ph.D. Grzegorz Dercz from Silesian University for making the necessary equipment available.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Gerlich, M.M., Wojewódka, A.T. Study of gasless compositions used in time-delay elements. J Therm Anal Calorim 139, 3473–3479 (2020). https://doi.org/10.1007/s10973-019-08721-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-019-08721-8