
Abstract
The need for new composite materials that would exhibit good parameters such as mechanical or thermal properties, while being easily processable and able to undergo biodecomposition after its period of use, has been a great source of inspiration for modern material science. A lot of work has been done in the field of biodegradable polymeric materials throughout almost every aspects of life, from medical materials, through disposable plastic bags to materials used in agriculture. In the latter field, several synthetic and natural polymeric materials are used. The present work will show one such composite, which is an innovative cellulosic–elastomeric material containing a modified protein, thus consisting of components of natural (cotton, protein) and synthetic (carboxylated styrene–butadiene latex) origin. The material could be applied in agriculture for mulching and as such will be directly subjected to the effect of temperature. Therefore, a better understanding of its thermal properties could shed some light on its applicability in real-field conditions. Therefore, TG and DSC analyses were performed, showing that different mechanisms of decomposition occur in the latex film than the coated cotton fabric. The modified keratin also slightly increases the temperature of glass transition. Additionally, the presence of modified keratin increases the susceptibility of the coated fabric to undergo biodecomposition.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
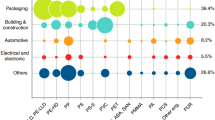
The overwhelming presence of synthetic polymers in every fields of our lives for example in food packaging or agriculture can bring out ecological questions. In agriculture, polymers such as polyethylene foils and nonwoven polypropylene fibers are commonly used materials for mulching. Despite their good mechanical and mulching properties, those materials are unfortunately not biodegradable nor biodecomposable. By biodegradable one should understand that they are not able to be decomposed into water, CO2 and humus under natural conditions, while biodecomposable means that they are decomposed into smaller parts that can more easily undergo climatic and/or mechanical degradation. For example, polyethylene PE can decay under the influence of UV radiation, but it takes up to 300 years for a 60 μm PE foil to undergo complete degradation [1]. A way to accelerate this process is by burning them after their period of utilization. This is, however, very dangerous for the environment because of hazardous compounds that are released into the nature [2, 3]. Therefore, the use of biodegradable or at least biodecomposable materials would be more accurate. Researches have been undertaken to produce new materials from natural biodegradable raw materials: soy protein films with mandelic acid exhibiting good mechanical properties [4], linn/pectin membranes [5], and polycondensates of malic acid to create biodegradable polyesters with programmable molecular weight [6]. Another way is by blending synthetic polymers with natural additives, for example PVC blends with castor oil acting as a flame retardant [7], mulching mats using biodegradable raw materials such as hydrolyzed proteins [8], starch [9], polylactic acid PLA [10] and other naturally occurring biopolymers [11]. All those materials show tremendous potential for use in agriculture.
This, however, implies that they are subjected to the influence of climatic factors, one of which are high temperatures. Thus, analyzing the thermal properties and stability of the material should help in the understanding of its behavior under natural conditions and also allow for a better utilization.
It is commonly know that synthetic polymers are mostly highly combustible while some biopolymers exhibit antyoxidative properties such as amino acids derived from keratin [12, 13]. Keratin itself also shows antyoxidative properties, containing an amount of about 15 % of nitrogen in its structure. Thanks to this, it has not only the ability to improve the mechanical properties of rubber materials when used as a filler but it also improves their thermal stability acting as a flame retardant.
DSC has been used to study latex [14, 15], natural polymers [16], as well as their blends [17].
In the present paper, an innovative material based on a cellulosic–elastomeric composite is examined. The incorporation of modified keratin as a filler allows to obtain a material with good utilitarian properties that can also undergo biodegradation while being perfectly permeable. To approximate its behavior, thermogravimetric and differential scanning calorimetry analyses were applied. Resistance to accelerated thermooxidative aging was also assessed.
Experimental
Materials
A cotton fabric with an area density of 125 g cm−2 from MATIMPEX PPH was used. It was coated with latex mixtures composed of carboxylated styrene–butadiene latex XSBL containing the enzymatic hydrolyzate of keratin or its adduct with technical stearin and also powdered gelatin. XSBL was from Dwory S.A. and contained 54 % of bond styrene, while keratin is a waste from the Kaliskie Zakłady Garbarskie tanning industry, stearin from Torimex Ltd sp.z o. o., and gelatin from POCH with M = 40,000–100,000 g mol−1. For the enzymatic hydrolysis reaction, sodium hydroxide NaOH from Eurochem BGD, 98 % sulfuric acid H2SO4 from Chempur and Novo Unhairing Enzyme NUE 12 MP from Novozymes with an activity of 130,000 LVU g−1 were used.
Keratin modification
Keratin which consist of waste cattle hair from the tanning industry resulting from the liming process connected with unhairing, was washed in water, dried and milled in a ball mill (RETSCH MM400) and then subjected to a two-step hydrolysis. The first step consisted in a mild basic hydrolysis in a 0.25 M solution of NaOH by heating the solution at 85 °C for 2.5 h with constant stirring. After that, the pH of the solution was adjusted to a value of 9 by using concentrated H2SO4. In the second step, NUE 12 MP was added to the solution. The actual enzymatic reaction was carried out at 50 °C for 3 h. The product was then dried and milled in a ball mill giving powdered keratin enzymatic hydrolyzate.
A part of the hydrolyzate was then mixed with technical stearin in a ratio of two weight parts of stearin for ten parts of keratin hydrolyzate, at the melting point of stearin for 1 h. The obtained product, the adduct of the keratin hydrolyzate with technical stearin, was subsequently dried and milled (Fig. 1).

Scheme hydrolysis and addition of keratin
Preparation of latex mixtures
A 10 % solution of the enzymatic hydrolyzate of keratin or of its adduct with technical stearin was prepared in distilled water at 40 °C by stirring for 10 min in order to achieve a good dispersion. XSBL was added to each solution, and the mixture was stirred. After 30 min, a solution of gelatin was subsequently added under constant stirring to obtain a mixture with desirable density.
The mixtures prepared as described above were then used to coat the cotton fabric with TEXTIMA coating machine in the proportion of 100 g of latex mixture to 1 m2 of fabric. The coated fabric was then dried at 50 °C for 30 min and then thermally cured by annealing at 150 °C for 1 h. In order to compare the properties, a standard sample of the material was prepared by coating the cotton fabric with only thickened latex. Latex films were also casted on Petri dishes in order to assess their properties (Fig. 2).

Scheme of the preparation of the latex mixtures
Methods
The mechanical properties of the composites were determined according to standard PN ISO 37:1998 by means of a universal tensile testing machine Zwick model 1435. Dumbbells with a measurement section width of 4 mm were used to determine tensile strength TSb and elongation E b at break.
The determination of hardness using Shore method was carried out according to PN-80C-04238 by means of an electronic hardness tester, type A from producer Zwick/Roell, with an applied force of 12.5 N. The resistance to thermo-oxidative aging was investigated according to the standard PN-88/C-04207. The aging coefficient, S, was determined from the following relationship:
where S is the aging coefficient, TSb1 and E b1 the tensile strength (MPa) and elongation at break (%) before, TSb2 and E b2 tensile strength (MPa) and elongation at break (%) after thermal aging, respectively.
The thermal stability of the material was determined by using a Mettler Toledo TGA/DSC analyzer calibrated using standard pattern (indium, zinc). Samples were heated at a heating rate of 10 °C min−1 in a stream of inert gas (argon) with flow rate of 60 cm3 min−1 in a temperature range of 25–800 °C.
The heat effect and the range of the glass transition temperature were determined by differential scanning calorimetry, DSC, in the temperature range of −80 to +150 °C, with heating rate 10 °C min−1.
The change in color of the samples after the thermo-oxidative aging process and soil test has been assessed using a CM-3600d Konica Minolta spectrophotometer. The difference in color has been visualized by using the color change parameter dE*ab and reflectometric spectra.
The biodecomposition test was performed in soil with paddle-shaped samples with the dimensions 7.5 cm by 1.25 cm, and the sampling of 0.4 cm. They were placed in active universal soil (10 cm depth) and incubated at a temperature of 30 °C and 80 % RH for 30 days in a Memmert HPP 108 climatic chamber. After the incubation, the appearance of samples was evaluated using microscopy. Tests were carried out according to the standard PN-EN ISO 846, December 2002.
Results and discussion
Mechanical properties
The following table shows the content of latex films (Table 1) and latex-coated fabrics (Table 2) containing modified keratin in the form of hydrolyzate and adduct and their mechanical properties.
From Tables 1 and 2, it can be seen that the addition of modified keratin results in an increase in the tensile strength, elongation at break as well as hardness H. This confirms the reinforcing character of keratin modifications that probably forms a common lattice in the latex matrix. The presence of free amine groups can help through interactions with carboxylic groups in the latex. This results in a higher hardness of the samples. This is also true for the coated fabric samples which also exhibit an improvement in mechanical properties. The addition of the adduct seems to give better results in both cases. The loss in elongation is due to the higher rigidity provided by the fabric.
Resistance to thermo-oxidative aging
Looking at the resistance of the material to accelerated thermo-oxidative aging (Figs. 3, 4), one can see that it is improved by the addition of keratin into the latex matrix. The value of the aging coefficient informs us about the changes in the mechanical properties of the material before and after aging.

Influence of keratin modifications on the resistance to accelerated thermo-oxidative aging of the latex films

Influence of keratin modifications on the resistance to accelerated thermo-oxidative aging of the coated fabrics
This is also confirmed by the reflectometric spectra of the samples, here an example for composites containing the adduct of the keratin hydrolyzate. In the case of the latex films (Fig. 3), it can be seen that the use of the adduct as a filler improves the resistance to thermo-oxidative aging by decreasing the value of the parameter of color change dE*ab. In this case, the value for the unfilled material is dE*ab = 7.85 while the value for the composite containing the adduct is dE*ab = 4.10. The value decreased almost by 50 %. This means that the composite containing the adduct should be more resistant to the effect of the sun in its period of use and should not change its appearance as fast as the unfilled material.
The situation is very similar in the case of the coated fabric. The presence of keratin modifications improves the resistance of the material to accelerated thermo-oxidative aging.
The effect is complementary with that of the fabric because the value of the aging coefficient is higher than in the case of the latex films.
This is also reflected in the reflectometric spectra of the samples. The value parameter of color change is a lot higher for the standard composite (not containing keratin modification) dE*ab = 15.92 whereas dE*ab = 1.82 for the filled composite. The color of the sample should remain unchanged for a long time in the case of the material containing keratin modifications because they are darker. This should help with the aesthetic of the material during its period of use.
Thermal analysis
To assess thermal stability of the samples, TG and DSC where applied for the latex films (Table 3) and the latex-coated fabrics (Table 4).
It can be seen from the table above that the values of the temperature of 2, 5% mass loss of the sample, T 2, T 5, respectively, are higher for the unfilled film. This means that the degradation of the samples containing the keratin modifications starts earlier, thus it is quicker than the degradation of the unfilled sample. This goes against the results of thermo-oxidative aging. Fortunately the temperature of 50 % mass loss T 50 is at the same level, showing a stabilization of the decomposition process. Additionally, the total mass loss of the sample Δm is lower for the films containing the keratin modifications, and this means that a higher amount of residue is present after the degradation of the samples containing the modifications. This in turn is in correlation with the results obtained for the thermo-oxidative aging.
The situation is similar in the case of coated fabrics. The degradation of the samples starts at lower temperatures for the sample containing keratin modifications, but the differences are smaller. Their T 50 are, however, lower in the in this case. This should be due to the fact that the biggest thermal effect comes from the fabric which consists of the major part of the material. ∆m is also lower for the filled materials but the difference is slightly lower, especially for the sample containing the hydrolyzate.
It can also be seen that the latex films and the coated fabrics decompose differently. While the films TG curves show practically a one-step decomposition, the decomposition of the coated fabrics are clearly in three steps. The films decompose with one major mass loss starting at around 150 °C for the filled films and 200 °C for the unfilled one. For the coated fabrics, three domains can be seen around 300–400, 400–500 and 600–650 °C. The first mass loss could be attributed to the decomposition of the fabric that constitutes the majority of the material, and the second could be from the decomposition of the XSBL layer. A third important mass loss can also be seen (Figs. 5, 6).

Influence of keratin modifications on the TG-DTG of XSBL films. a Unfilled, b filled with hydrolyzate, c filled with adduct

Influence of keratin modifications on the TG-DTG of XSBL-coated fabrics. a Unfilled, b filled with hydrolyzate, c filled with adduct
The DSC analysis shows that the elasticity of the sample slightly decreases with the addition of keratin modifications (increased glass transition temperature T g). This is in pair with the mechanical properties. The samples are more rigid, thus higher values of hardness. This is probably due to interactions between the latex matrix and natural filler, decreasing the segment mobility at the contact phase, which in turn causes a shift in the values of the T g toward higher temperatures. The difference in the shape of the curves can also be seen in the DSC analysis. Whereas latex films exhibit clear T g in the curves, coated fabrics curves exhibit only a wide endothermic process with peaks at 83.6, 86.9 and 81.2 °C for L, LHK and LAK, respectively. This could be an effect of the water loss, maybe the linked water in the cotton (cellulose) fabric. Therefore, the onset temperature started at around 25 °C, a peak is observed at around 83 °C and endset temperature is around 132 °C. It should be pointed that the thermal response is coming in the major part from the fabric.
In the case of the films, two T g can be observed: a clear difference in C p at around −10 °C and a more subtle one at around 72 °C. This could occur because of the formation of different domains by the butadiene and styrene copolymers in the XSBR latex (Figs. 7, 8).

Influence of keratin modifications on the DSC of XSBL films. a Unfilled, b filled with hydrolyzate, c filled with adduct

Influence of keratin modifications on the DSC of XSBL-coated fabrics. a Unfilled, b filled with hydrolyzate, c filled with adduct
Biodecomposition
Biodecomposition of samples in soil was performed in universal soil for 1, 2 and 3 month. Only biodegradation after 30 days will be discussed in this paper.
The influence of keratin modifications is quasi inexistent after a 30-day incubation in the case of the films as can be seen in the table below (Table 5). The percentage of loss in tensile strength ΔTS for the unfilled latex film is identical to that of the film filled with the keratin adduct which in turn is higher than that of the film filled with keratin hydrolyzate. The difference in the loss in tensile strength is bigger the longer the sa
mple is incubated.
In the case of latex-coated fabrics, the difference is noticeably bigger as the ΔTS values are two times higher for the filled material (32 and 35 %, respectively, for the fabric with the hydrolyzate and with the adduct vs. 16 % for the unfilled material) (Table 6). Figure 9 shows the coated fabrics before and after the 30-day incubation in universal soil.

Influence of keratin modifications on the susceptibility of coated cotton fabrics to biodecomposition
One should take into account that the biodecomposition effect is the sum of the effect of the fabric which is the matrix and the effect of the protein present in the material.
Nonetheless, this material is biodecomposable and could potentially be applied as a material for mulching in agriculture.
Conclusions
The addition of modified waste protein such as cattle hair keratin can have several positive aspects on prepared latex mixtures and its coatings on a cotton fabric. Not only it provides a way of waste management, but the addition of the modified biopolymer increases the tensile strength of the material giving it good mechanical properties. This is also hinted by the DSC analysis of the films obtained from latex mixtures with the modified biopolymer, where interactions between the matrix and the filler create zones of highest rigidity, around filler aggregates, which in turn slightly increases the T g value. The TG-DTG curves show that the thermal properties of the filled and unfilled materials are quite similar, and the residue after decomposition is always higher in the case of the filled materials (film or coating). Additionally, thanks to the similarities in thermal properties, the fact that the biofiller improves mechanical properties of obtained materials and their susceptibility to biodecomposition creates an increased value of the material, especially if it is used in agriculture where another positive factor occurs: the modified protein containing nitrogen can also act as a fertilizer.
References
Kyrikou I, Briassoulis D. Biodegradation of agricultural plastic films: a critical review. J Polym Environ. 2007;15:125.
Szterk P, Mikołajczak J. Wykorzystanie folii biodegradowalnej przy produkcji kiszonek. Wiadomości Zootechniczne 2007;3:39.
Siwek P, Libik A, Twardowska-Shmidt K, Ciekańska D, Gryza I. Zastosowanie biopolimerów w rolnictwie. Polimery. 2010;55:806.
Kumar R, Anandjiwala RD, Kumar A. Thermal and mechanical properties of mandelic acid-incorporated soy protein films. J Therm Anal Calorim. 2016;123:1273.
de Jesus JY, et al. Development and physicochemical properties of extract of Morinda citrifolia Linn/pectin-based membranes. J Therm Anal Calorim. 2016;123:2003.
Telegdi J, Trif L, et al. Controlled synthesis and characterization of biodegradable, stereomer co-polycondensates of L-malic acid. J Therm Anal Calorim. 2015;121:663.
Jia P, Hu L, Zhang M, Zho Y-H. TG-FTIR and TG-MS analysis applied to study the flame retardancy of PVC-castor oil-based chlorinated phosphate ester blends. J Therm Anal Calorim. 2016;124:1331.
Schettini E, Sartore L, Barbaglio M, Vox G. Hydrolyzed protein based materials for biodegradable spray mulching coatings. Acta Hortic. 2012;952:359.
Scarascia-Mugnozzaa G, Schettinia E, et al. Mechanical properties decay and morphological behaviour of biodegradable films for agricultural mulching in real scale experiment. Polym Degrad Stab. 2006;9:2801.
Zawiska I, Siwek P. The effects of PLA biodegradable and polypropylene nonwoven crop mulches on selected components of tomato grown in the field. Folia Hortic. 2014;26:163.
Vox G, Santagata G, et al. Biodegradable films and spray coatings as eco-friendly alternative. J Agric Eng. 2013;44:221.
Madruga EL, Fernández-Garcia M, Cerrada ML. Polymer. 2005;46:2233.
Barone JR, Schmidt WF, Liebner FE. Compos Sci Technol. 2005;65:683.
Agostini DLS, Constantino CJL, Job AE. Thermal degradation of both latex and latex cast films forming membranes. Combined tg/ftir investigation. J Therm Anal Calorim. 2008;91:703.
Rejikumar R, Philip J. Estimation of dry rubber content in natural rubber latex by differential scanning calorimetry. J Therm Anal Calorim. 2010;101:1047.
Briones-Martinez R, Juárez-Juárez M, et al. Influence of enzymatic hydrolysis on Functionality of plant proteins. Dsc studies. J Therm Anal Calorim. 1997;49:831.
Rao V, Johns J. Thermal behavior of chitosan/natural rubber latex blends. Tg and dsc analysis. J Therm Anal Calorim. 2008;92:801.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Tshela Ntumba, YH., Prochoń, M. The effect of modified keratin on the thermal properties of a cellulosic–elastomeric material. J Therm Anal Calorim 125, 1151–1160 (2016). https://doi.org/10.1007/s10973-016-5590-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-016-5590-8