
Abstract
The adverse environmental effects of petroleum-based packaging plastics have necessitated the need for eco-friendly bioplastics. Most bioplastics are starch-based and are not without drawbacks, hence there is the need for their properties to be improved. In this study, the effect of varying concentrations of dialdehyde starch and silica solutions on the physical, mechanical, biodegradable, surface topology, and thermal properties of the bioplastic films was examined. The additive concentrations were varied from 60 to 100%. The bioplastic films produced with dialdehyde starch solution recorded better moisture content (6.62–11.85%), bioplastic film solubility (4.23–7.90%), and tensile strength (1.63–3.06 MPa), against (11.24–14.26%), (7.77–19.27%) and (0.53–0.73 MPa) respectively for bioplastic films produced with silica solution. The atomic force microscopy analysis; root-mean-square roughness, kurtosis, and skewness revealed better miscibility and compatibility between the starch matrix and the dialdehyde solution than between the starch matrix and the silica solution. Bioplastic with added dialdehyde starch solution has better tensile strength and long biodegradability than that with silica solution. The research has demonstrated that bioplastic film produced with starch and dialdehyde starch solution has better properties than the one produced with starch and silica solution. The properties evaluation results of the bioplastic films thus demonstrated their aptness for food packaging applications.
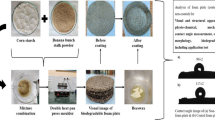
Graphic abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The new trend in the preparation, consumption, and packaging of food materials has led to an unprecedented increase in the production of synthetic food packing plastics [1], making them dominate the synthetic plastic market [2]. The dominance effects can be attributed to their excellent properties such as the ability to extend food shelf-life, prevention of external contaminants, low cost, durability, and lightweight. However, the non-decomposability of these plastics is a serious environmental menace, causing landfill and aquatic challenges [3].
The need for a cleaner environment has triggered research on the utilization of biomaterials for the production of bioplastic packaging materials. Starch, because of its affordability, ease of processing, and filmogenic ability, is the most researched of the polysaccharide [4], and various starches from pea, yam, agar, banana, corn, cassava, and wheat have been used for bioplastic preparation [5].
Most bioplastic starches have poor water-related properties such as high-water absorption, swelling, moisture content, and poor mechanical properties [6]. To overcome these problems, starch derivatives such as starch nano-crystals have been used as fillers during starch-bioplastic packaging production [7]. The inclusion of the nano-starch caused an increment in the tensile strength of the produced bioplastic, but the water barrier and elongation at break properties experienced some decrease. Also, physico-mechanical and thermal properties of starch-based bioplastic have been improved using oxidized starch as an additive [8]
The continued search for good and low-cost materials as an additive for the improvement of native starch bioplastic packaging has also made silica a candidate of focus. For example, rice husk ash-rich silica was used as a filler in starch-silica bioplastic preparation. The results revealed a reduction in the mechanical properties as the amount of the added filler increased [9], due to the agglomeration of the silica particles [10]. Sodium silicate solution has also been used as an additive for the improvement of the mechanical and thermal properties of bioplastics from corn and potato starches [11]. Likewise, nano-silica was used for the improvement of the functional properties of potato starch-based bioplastic packaging, but this was not without the challenge of particle agglomeration [12].
Although, silica exists naturally as quartz sand, the environmental pollution, with its attendant consequences and the energy expended in its exploration, has encouraged alternative sources from plant materials [13]. Bamboo leaves, due to their non-utilization, often cause environmental pollution. Unfortunately, silica of up to 75% yield can be obtained from bamboo leaves with simple extraction methods [14].
This research, therefore, seeks to prepare starch-based bioplastic packaging, using silica extracted from bamboo leaves and modified dialdehyde starch solutions as additives to improve the bioplastics properties. The research will also compare the physicochemical properties, tensile strength, morphology, and thermal characteristics of the produced bioplastic films to unravel the consequences of added filler solutions.
2 Materials and methods
2.1 Materials
Bamboo leaves were obtained from Atiki Farm in Ile-Ife, Osun State, Nigeria. Sodium hydroxide (NaOH), sulphuric acid (H2SO4), hydrochloric acid (HCl), glycerol, potassium periodate (KIO4), anhydrous sodium carbonate (Na2CO3), and hydroxylamine in hydrochloric acid (NH2OH.HCl) were all analytical Grade Sigma Aldrich products. The starch used in this study was extracted from Discorea dumentorum (bitter yam) tuber and was modified to dialdehyde starch. The starch extraction and preparation of the dialdehyde starch have already been described [15].
2.2 Silica extraction
The leaves harvested from bamboo trees were taken to the laboratory, where foreign materials such as stones and dirt were removed. Decayed leaves were also removed, and the remaining leaves were washed with deionized water and dried. The leaves were heated at 600 °C in a muffle furnace (S30 2RR, Carbonite, Sheffield, England) and the ash obtained was stored in a desiccator. The ash (400 g) was heated (80 °C) in 4000 mL of 3 M NaOH under stirring for 4 h. After cooling the solution, the filtrate obtained from the solution was neutralized with 3 M HCl with stirring. The neutralized solution was further stirred intermittently for 24 h before allowing it to stand for 48 h for the extracted silica to precipitate [16]. The extracted silica was filtered, washed with deionized water until filtrate pH was 7, dried at 60 °C for 8 h, and the percentage yield calculated (50.20%).
2.3 Bioplastic film formulation
Two different types of bioplastics were produced, one with a dialdehyde starch solution and the other with silica solution. A modified method of Oluwasina et al. [15] was employed for the bioplastic preparation. Briefly, a solution of 20% (w/v) silica was prepared by refluxing amorphous silica in 2:1 of 5% NaOH and 5% urea solutions at 100 °C (2 h). The solution was allowed to cool (25 °C), before adjusting the pH to 8.5 using a 5% HCl solution. Dialdehyde starch and a suitable amount of deionized water were used for the preparation of a 20% solution at pH 8 at 50 °C (30 min). Then different percentages (60, 80, and 100% w/v based on the 5 g weight of cassava starch) of 20% dialdehyde starch or 20% silica solution, 1 g glycerol, 5 g starch were added to 95 g deionized water and stirred at room temperature for 20 min. The mixture was then heated (80 °C) until gelation, after which heating was continued for another 20 min. The viscous solution formed was gently poured into a 15 × 15 cm Teflon mold and left on the bench for 1 h, before drying at 60 °C for 3 h, and finally at 80 °C for 1 h. The different bioplastic films produced were named as \({\mathrm{film}}_{\mathrm{di}60}\) (60% dialdehyde starch,) \({\mathrm{film}}_{\mathrm{di}80}\) (80% dialdehyde starch), \({\mathrm{film}}_{\mathrm{di}100}\) (100% dialdehyde starch), while those with silica solution were named as \({\mathrm{film}}_{\mathrm{si}60}\) (60% silica solution), \({\mathrm{film}}_{\mathrm{si}80}\) (80% silica solution), \({\mathrm{film}}_{\mathrm{si}100}\) (100% silica solution). Table 1 presents the composition of the dry mass of each bioplastic film. Before the evaluation of the bioplastic film properties, the materials were kept in a desiccator containing silica gel at 25 °C and 75% relative humidity.
2.4 Determination of bioplastic properties
2.4.1 Thickness
Bioplastic film (2 cm × 2 cm) thickness determination was taken fifteen measurements at different points on the bioplastic film using a digital Vernier caliper [15] and calculated using Eq. 1.
2.4.2 Moisture content
Moisture content was calculated using Eq. 2. The initial weight (\({\mathrm{W}}_{1}\)) of the bioplastic film (2 cm × 2 cm) was noted and the final weight (\({\mathrm{W}}_{2})\) was determined after a 3 h oven-dry period at 105 °C [15].
2.4.3 Density
The density (g cm−3) of bioplastic film (2 cm × 2 cm) was determined by measuring the mass (M) and area (A) of known bioplastic film thickness (d) using Eq. 3 [17].
2.4.4 Water solubility
Bioplastic film solubility in water was calculated to ascertain the amount of the bioplastic components that could be leached by water. The initial weight \(({\mathrm{w}}_{\mathrm{i}}\)) of bioplastic film (2 cm × 2 cm) was obtained through the oven drying method (105 °C, 3 h). The material was cooled and then soaked in 40 mL deionized water under constant shaking for 24 h at 27 ℃. The bioplastic was removed and dried for 3 h at 105 °C and the final weight (\({\mathrm{w}}_{\mathrm{f}})\) was recorded [18]. Bioplastic film solubility was calculated using Eq. 4.
2.4.5 Water uptake
A known weight (\({\mathrm{W}}_{0}\)) of a bioplastic (already dried for 3 h, 105 ℃) was subjected to 24 h water immersion with continuous agitation. After the experimental time, it was removed from the water, cleaned of adhered water, and its weight (\({\mathrm{W}}_{\mathrm{t}}\)) was determined [19]. The percentage of water absorbed was calculated using Eq. 5.
2.4.6 Biodegradability
The biodegradability test was determined as follows: a plastic container with ten holes by the side and bottom was filled with 200 g moist soil, a bioplastic of known weight \({(\mathrm{W}}_{\mathrm{o}})\) was buried for 24 h to the depth of 3.5 cm. After the set duration, the sample was unburied, cleaned, and weighed (\({\mathrm{W}}_{\mathrm{t}}\)) after it was oven-dried for 3 h at 105 °C. Then the soil in the container was damped with deionized water (10 mL) to maintain the moist state, and the sample was buried again for 24 h. It was then removed, cleaned, and weighed after drying for 3 h at 105 °C. The experiment continued until about 70% weight of the material was lost [15]. The biodegradability as a function of bioplastic film weight loss was calculated as stated in Eq. 6.
2.4.7 Tensile strength
Mechanical properties were determined by the American Society for Testing and Materials [20] method with 50 KN load cell capacity using Instron Machine-Series 3369, and 0–550 nm extensometer. Dumbbell shape bioplastic film was used.
2.4.8 Atomic force microscopy and thermal properties
Topographic 3D of the samples was obtained using atomic force microscopy (AFM; Asylum Research Cypher ES), and the thermal study was done with a thermogravimetric analyzer (TGA/DSC1—STAR, METTLER TOLEDO).
2.5 Statistical analysis
Data obtained were analyzed with SPSS (version 16). A significant difference in level was measured by one-way analysis of variance (ANOVA) at 0.05 and Duncan's Multiple Range Test (DMRT) (p < 0.05) was used to determine the differences among treated mean values.
3 Results and discussion
3.1 Bioplastic film thickness and density
Bioplastic packaging material needs some toughness to withstand load-bearing pressure. This toughness may be evaluated by the physico-tensile properties of bioplastic such as thickness and tensile strength. The results (Table 1) show that there is a progressive increment in the thickness of all the bioplastic films as the concentration of the added additives increased. Silica-based bioplastic has relatively higher thickness values than starch-based bioplastic films. This might be connected to the large particle size of the amorphous silica used as the additive. It has been confirmed that bioplastic thickness could increase due to the larger particle size of the added materials [21], thus an increase in the thickness of the produced bioplastic was caused by the addition of the silica and dialdehyde starch. An increase in bioplastic thickness with an increase in the concentration of various additives has been reported [22]. Observed thicknesses in this study were higher than 0.087–0.091 mm reported by Zhang et al. [23] in the preparation of potato starch-nanosilica bioplastic, using different concentrations of silica additives. Zhang et al. [23] also reported an increment in bioplastic thickness as the concentration of added nano-silica was increased. The differences in the thickness value recorded in this study and that of Zhang et al. [23] may be linked to the starch sources, the type of silica used, and the percentage concentration of the added fillers. The thickness values obtained in this study suggest that the bioplastic films have the stress-bearing strength needed for good packaging material. Bioplastic films produced with the added silica solution, due to their higher thickness values would be better packaging materials than those prepared with added dialdehyde starch solution.
The results (Table 2) revealed direct proportionality between the bioplastic film thickness and the density; the density increases as the thickness increases. The high densities (1.62–1.69 g cm−3) of silica-based bioplastic films may not be unconnected with the research findings that material with larger particle size would have higher thickness [21]. Other researchers have reported an increase in density as the concentration of added additives increased [24, 25]. The density results could be an attestation to the fact that silica-based bioplastic films would be superior packaging materials to dialdehyde based bioplastic films.
3.2 Moisture content
Food spoilage could be accelerated by integral moisture of the food or the external incoming moisture into the packaging material. Thus, it is expected that good packaging material does not increase the moisture content of its packaged substances. The moisture content results (Fig. 1) revealed that bioplastic films produced with the addition of a dialdehyde starch solution have lesser moisture contents (6.62–11.85%) than bioplastic with the addition of silica solution (14.26–11.24%). Although, the moisture content of all the bioplastic films witnessed gradual reduction as the concentrations of the added silica and dialdehyde solutions increased, which was in agreement with Pagno et al. [26] findings, the chemical state of the two additives might have played a major role in the moisture content of the bioplastics. The amorphous nature of the silica could have caused an increase in the moisture content of the silica-based bioplastic films. Higher moisture contents than those reported in this study have been recorded by other authors: 11.8–41.1% and 15.3–24.8% [27] and 13.21–17.59% [28]. It could be inferred that bioplastic films produced with the addition of dialdehyde starch solution (because of the low moisture content) would protect food integrity better than bioplastic films produced with silica solution.

Percentage moisture content of Filmdi60 (a), Filmdi80 (b), Filmdi100 (c), Filmsi60 (d), Filmsi80 (e), and Filmsi100 (f)
3.3 Water solubility
The end-user of a bioplastic film would desire to have an idea of its properties for proper utilization. This is because bioplastic film that is susceptible to moisture/water may not be good for the package of materials such as vegetables, meat, and fruits. A good bioplastic film is expected to bear humidity conditions for a few hours, depending on the moisture it is being exposed to. Therefore, the determination of the water solubility of bioplastic is very important. The solubility results (Fig. 2) indicated a better performance on the part of the bioplastics produced with the addition of a dialdehyde starch solution having recorded lower values than the corresponding bioplastics produced with the addition of silica solution. For example, while the \({\mathrm{film}}_{\mathrm{di}60}\) \((\)produced with 60% solution of dialdehyde starch) recorded 7.9% solubility, \({\mathrm{film}}_{\mathrm{si}60}\) recorded 19.27%. It was also noticed that an increase in the added additives led to a reduction in the solubility; \({\mathrm{film}}_{\mathrm{di}100}\) (with added 100% dialdehyde starch solution) recorded solubility of 4.23% compared to 7.90% for \({\mathrm{film}}_{\mathrm{di}60}\), also \({\mathrm{film}}_{\mathrm{di}100}\) (with added 100% silica solution) had 7.77% solubility while 19.27% was recorded for \({\mathrm{film}}_{\mathrm{si}60}\). The presence of different functional groups in the starch, dialdehyde starch, silica, and glycerol would ultimately affect the interfacial reaction between those components. The presence of carbonyl and the unconverted hydroxyl groups on the dialdehyde starch, with the hydroxyl group on the starch matrix, could have caused the bioplastic films produced with dialdehyde starch solution to have a stronger interfacial covalent bond than the bioplastics produced with added silica solution. It is likely that during the formation of the covalent bonding, the hydroxyl group of the starch might have been used up, causing a hydrophilicity reduction of the bioplastic; thus, reducing the water solubility of the bioplastic produced with dialdehyde starch solution. Probably, there might have been a low interfacial bonding between the starch matrix and the added silica solution, which might have allowed the absorption of water by the bioplastic film and causing its component to be dissolved. The result obtained in this study agreed with that reported in the literature [29] in which solubility reduced as the amount of added silica increases. The solubility of 63.75% and 51.29% for bioplastics produced with the addition of natural and modified clay have also been reported [30], though the results are higher than those reported in this study. The variations in those results can be linked to the differences in the chemical nature of the additives and the method for the preparation of the additives.

Percentage water solubility of Filmdi60 (a), Filmdi80 (b), Filmdi100 (c), Filmsi60 (d), Filmsi80 (e), and Filmsi100 (f)
3.4 Water adsorption
Water absorption can be reduced or prevented by adding additives or by using a chemical modified starch matrix during the preparation of the bioplastic. Bioplastic film prepared with dialdehyde starch solution had a water uptake of 75.73% for \({\mathrm{film}}_{\mathrm{di}60}\), 60. 57% for \({\mathrm{film}}_{\mathrm{di}80}\), 58.10% for \({\mathrm{film}}_{\mathrm{d}100}\), and their corresponding bioplastic produced with added silica solution had 78.40% for \({\mathrm{film}}_{\mathrm{si}60}\), 74.57% for \({\mathrm{film}}_{\mathrm{si}80}\), and 69. 93% for \({\mathrm{film}}_{\mathrm{di}100}\). The results (Fig. 3) revealed a reduction in water uptake as the amount of added dialdehyde starch and silica solutions increase. Those results compare favorably with the results of Jiménez-Rosado et al. [5]. The results are also in agreement with that of other authors, for example, a decrease in water uptake with an increase in the added microcrystalline cellulose has been previously observed [31]. A decrease in water absorption when silica was added during bioplastic production has also been reported [29]. It was noticed that the progressive increment in the concentration of the added fillers (silica and dialdehyde starch solutions) causes a decrease in bioplastic water absorption. Probably an increase in the additive concentration might have instigated a resultant increase in bioplastic pores blockage by those additives, preventing the interaction between the free water molecules and the bioplastic film components [29], triggering a decrease in water absorption. The hydrophobicity of the dialdehyde starch also has a direct link to the better performance of the bioplastic prepared with a dialdehyde starch solution.

Percentage water adsorption of Filmdi60 (a), Filmdi80 (b), Filmdi100 (c), Filmsi60 (d), Filmsi80 (e), and Filmsi100 (f)
3.5 Thermographic analysis
The thermograms obtained (TG and DTG) are presented in Fig. 4. The TG curves have a continuous degradation pattern with several steps evidenced by the DTG curves. All the samples have different TG and DTG patterns, which implies that all the samples responded differently to the thermal effect. \({\mathrm{Film}}_{\mathrm{di}60}\) presented three peaks at 297 °C, 436 °C, and 488 °C. \({\mathrm{Film}}_{\mathrm{di}80}\) and \({\mathrm{film}}_{\mathrm{di}100}\) show degradation temperature peaks at 295 °C and 292 °C respectively, others at 455 °C and 457 °C. \({\mathrm{Film}}_{\mathrm{si}60}\) and \({\mathrm{film}}_{\mathrm{si}80}\) have degradation temperature at 270 °C and 246 °C, others at 455 °C and 537 °C (\({\mathrm{film}}_{\mathrm{si}60}\)), and 499 °C and 574 °C (\({\mathrm{film}}_{\mathrm{si}80}\)), while \({\mathrm{film}}_{\mathrm{si}100}\) has maximum degradation temperature at 253 °C and the other at 505 °C. The maximum degradation temperatures of all the bioplastic films produced with added dialdehyde starch solution are higher than their correspondent bioplastic films produced with added silica solution. The higher degradation temperatures of bioplastic films produced with added dialdehyde starch solution suggest that these bioplastic films would be able to withstand greater thermal stress than bioplastic films produced with added silica solution. Information on the compatibility and chemical bond formation between matrix and filler could be inferred from the thermal analysis, thus it could be that there are a better bond formation and compatibility between starch and dialdehyde starch solution than between starch and silica solution. It is noticed that the degradation temperature of bioplastic produced with added dialdehyde starch solution reduced with an increase in concentration, suggesting that compatibility reduces with an increase in the aldehyde solution. The silica amorphous nature and dissolution method could have affected the thermal stability of the bioplastic film produced with it. But the silica effect was noticed in the residue after the thermal analysis.\({\mathrm{Film}}_{\mathrm{si}60}\),\({\mathrm{film}}_{\mathrm{si}80}\) and \({\mathrm{film}}_{\mathrm{si}100}\) recorded 11.69%, 16.25%, and 17 0.38% residue respectively, which could be attributed to the silica, while 2.35%, 0.01%, and 0.21% respectively were obtained for \({\mathrm{film}}_{\mathrm{di}60}\), \({\mathrm{film}}_{\mathrm{di}80}\) and \({\mathrm{film}}_{\mathrm{di}100}\) all at 600 °C.

Thermograms of the produced bioplastics
3.6 Surface roughness and skewness analyses by AFM
Root mean square roughness (Sq) and skewness (Ssk) of the samples were determined using AFM. The 3D topographies of these samples are presented in Fig. 5, while extracted data are listed in Table 2. From the Sq results, it was evident that all the samples presented different surface roughness, attributed to different fillers (starch and silica) [32]. It was also noted that the Sq of all bioplastic film produced with added silica solution was higher than the Sq of their corresponding dialdehyde solutions produced. The Sq value of bioplastic film produced with the added dialdehyde starch solution increases with the increase of its concentration, indicating a decrease in the crosslinking and miscibility of the material. The Sq value of the bioplastic produced with silica solution increases from \({\mathrm{film}}_{\mathrm{si}60}\) to \({\mathrm{film}}_{\mathrm{si}80}\) but decreases in \({\mathrm{film}}_{\mathrm{si}100}\). indicating the uneven distribution of the silica in the starch matrix. Variations in Sq values observed in this study agree with the observation of Kumari et al. [32] in which all their samples had various Sq values. The skew values for both the bioplastics made with the addition of silica and dialdehyde starch were discovered to change from positive to negative as the amount of added material got to a hundred percent (100%). This could be as a result of the filler materials having higher concentrations near the surface of the bioplastics [33]. It was deduced from the AFM results that there is better crosslinking and miscibility between the starch matrix and the dialdehyde starch solution than between the starch matrix and the silica solution (Table 3).

AFM 3D topography of Filmdi60 (a), Filmdi80 (b), Filmdi100 (c), Filmsi60 (d), Filmsi80 (e), and Filmsi100 (f)
3.7 Mechanical properties of the bioplastics
The tensile strength at break of bioplastic prepared with the addition of dialdehyde starch solution ranged from 1.63 to 3.06 MPa, while that of those prepared with silica solution ranged from 0.53 to 0.75 MPa. This is an indication that bioplastic with dialdehyde starch solution had a better tensile strength than those of silica counterpart. The results of the elongation at break of the bioplastics (0.85–1.10% for dialdehyde starch solution-based bioplastics and 0.16–0.28% for silica solution-based bioplastics) revealed that additives addition increases their resistance to elongation (Table 4). The presence of hydroxyl in the starch and aldehyde/hydroxyl groups in the dialdehyde starch solution filler may have triggered inter and intra hydrogen molecular bonds and better crosslinking between the filler and the matrix [34]. This could have occasioned compactness between the components of the bioplastic, leading to its stiffness. The need for a stronger force to break this bioplastic resulted in it recording higher tensile strength than the bioplastic produced with the silica solution. An increase in tensile strength with an increase in nanocellulose in PVA–nanocellulose composite systems have been reported [35]. The reduction and lower tensile strength of silica solution-based bioplastic may be due to low crosslink between its components. Nordin et al. [36] also reported a reduction in tensile strength of bioplastic film as the amount of added filler increased, which was attributed to phase separation, poor particle distribution, and agglomeration of particles. The tensile strength reported in this study for silica-based bioplastic film was lower than that reported by Aji et al. [37]. The difference in the results could be due to the method of bioplastic preparation, nature of filler, and matrix used.
3.8 Biodegradability
The biodegradation experiments revealed that the rate of degradation of those bioplastics produced with added dialdehyde starch was slower whereas the addition of silica solution causes an increase in the degradation rate. The slow degradation rate of all bioplastic films produced with dialdehyde starch solution could be linked to the low moisture content and solubility. This is because bioplastic needs a certain amount of moisture to swell and then burst before degradation takes place [38]. Besides, the increase in degradation as the amount of silica solution added increases could be due to the formation of agglomerates of particle creating pores that permit the passage of air and water, leading to swelling and bursting of the bioplastics. The biodegradation experiment was stopped when half of the bioplastics have lost their integrity (Table 5).
4 Conclusion
This study showed that dialdehyde starch and silica have remarkable influences on the physico-mechanical and topographic properties of the bioplastics. The addition of a dialdehyde starch solution retarded the biodegradation of the bioplastic better than that of the bioplastic with the added starch solution. The dialdehyde starch solution was able to produce bioplastics with a better tensile strength of 3.06 (MPa) (filmdi100) against 0.53 (MPa) (filmsi100) of the silica-based bioplastics. The AFM analysis revealed that there was better miscibility and cross-linking between the starch matrix and the dialdehyde starch solution than that with a silica solution. This miscibility was probably the driving force that influenced the better physical properties of the bioplastic produced with a dialdehyde solution. Therefore, this research has demonstrated the ability of starch and silica in the production of bioplastics that could serve as food packaging materials to replace synthetic plastic, thus preventing environmental pollution. This research also established the ability of dialdehyde starch solution to produce better bioplastics than the silica solution.
References
Piergiovanni L, Limbo S (2016) Food packaging materials. Springer, Basel, Switzerland
Cazón P, Velazquez G, Ramírez JA, Vázquez M (2017) Polysaccharide-based films and coatings for food packaging: a review. Food Hydrocoll 68:136–148. https://doi.org/10.1016/j.foodhyd.2016.09.009
Nguyen AT, Parker L, Brennan L, Lockrey S (2020) A consumer definition of eco-friendly packaging. J Clean Prod 10:119792–119803. https://doi.org/10.1016/j.jclepro.2019.119792
Pajak P, Przetaczek-Roznowska I, Juszczak L (2019) Development and physicochemical, thermal and mechanical properties of edible films based on pumpkin, lentil and quinoa starches. Int J Biol Macromol 138:441–449. https://doi.org/10.1016/j.ijbiomac.2019.07.074
Jiménez-Rosado M, Zarate-Ramírez LS, Romero A, Bengoechea C, Partal P, Guerrero A (2019) Bioplastics based on wheat gluten processed by extrusion. J Clean Prod 239:1–8. https://doi.org/10.1016/j.jclepro.2019.117994
Castillo LA, Lopez OV, Ghilardi J, Barbosa SE, García MA (2015) Thermoplastic starch/talc bionanocomposites. Influence of particle morphology on final properties. Food Hydrocoll 51:432–440. https://doi.org/10.1016/j.heliyon.2019.e01877
Piyada K, Waranyou S, Thawien W (2013) Mechanical, thermal and structural properties of rice starch films reinforced with rice starch nanocrystals. Int Food Res J 20:439–449
Oluwasina OO, Olaleye KF, Olusegun JS, Oluwasina OO, Mohallem DSN (2019) Influence of oxidized starch on physicomechanical thermal properties and atomic force micrographs of cassava starch bioplastic film. Int J Biol Macromol 135:282–293. https://doi.org/10.1016/j.ijbiomac.2019.05.150
Pg Adnan DN, Arshad SE (2017) Effect of thermal treatment on mechanical properties rice husk ash filled tapioca starch composite. Trans Sci Technol 4:286–291
Ginting EM, Wirjosentono B, Bukit N, Agusnar H (2014) Preparation and characterization of rice husk ash as filler material in to nanoparticles on HDPE thermoplastic composites. J Chem Mater Res 6:14–25
Azevedo LC, Rovani S, Santos JJ, Dias DB, Nascimento SD, Oliveira FF, Silva L, Fungaro DA (2020) Biodegradable films derived from corn and potato starch and study effect of silicate extracted from sugarcane waste ash. ACS Appl Polym Mater 6:2160–2169. https://doi.org/10.1021/acsapm.0c00124
Lai YH, Kuo MC, Huanga JC, Chena M (2007) On the PEEK composites reinforced by surface-modified nano-silica. Mater Sci Eng A. 458:158–169. https://doi.org/10.1016/j.jpor.2015.10.001
Har NP, Irzaman I (2019) Crystallinity and electrical properties of silicon dioxide (SiO2) from Rice Straw. AIP Conf Proc 2202:1–6. https://doi.org/10.1063/1.5141641
Sankar M, Sakthivel R, Roy GS, Shikha V, Singh KS, Dilip KM (2011) Synthesis of SiC Powder from bamboo leaf in a dc extended thermal plasma reactor. Mater Manuf Process 26:1362–1368. https://doi.org/10.1080/10426914.2011.557127
Oluwasina OO, Falola T, Wahab JO, Idahagbon BN (2017) Enhancement of physical and mechanical properties of dioscorea dumetorum starch films with dialdehyde starch solution. Starch-Stärke 70(1–7):1700148. https://doi.org/10.1002/star.201700148
Patil R, Dongre R, Meshram J (2014) Preparation of silica powder from rice husk. J Appl Chem 27:26–29
Salgado PR, Ortiz SE, Petruccelli S, Mauri AN (2010) Biodegradable sunflower protein films naturally activated with antioxidant compounds. Food Hydrocoll 24:525–533. https://doi.org/10.1016/j.foodhyd.2009.12.002
Rhim JW, Lee JH, Ng PK (2007) Mechanical and barrier properties of biodegradable soy protein isolate-based films coated with polylactic acid. LWT 40:232–238. https://doi.org/10.1016/j.lwt.2005.10.002
Oluwasina OO, Lajide L, Owolabi BJ (2015) Performance of bonded boards using lignin-based resins. Wood Mater Sci Eng 10:168–177. https://doi.org/10.1080/17480272.2014.923044
American Society for Testing and Materials, ASTM D 882–02 (2002). ASTM International, standard test method for tensile properties of plastics, In: Annual book of ASTM standards 1–9.
Reddy JP, Rhim JW (2014) Characterization of bionanocomposite films prepared with agar and paper-mulberry pulp nanocellulose. Carbohydr Polym 110:480–488. https://doi.org/10.1016/j.carbpol.2014.04.056
Marichelvam MK, Jawaid M, Asim M (2019) Corn and rice starch-based bioplastics as alternative packaging materials. Fibers 7:1–14. https://doi.org/10.3390/fib7040032
Zhang R, Wang X, Cheng M (2018) Preparation and characterization of potato starch film with various size of nano-SiO2. Polymers 10:1–16. https://doi.org/10.3390/polym10101172
Abdullah AH, Pudjiraharti MS, Karina M, Putri OD, Fauziyyah RH (2019) Fabrication and characterization of sweet potato starch-based bioplastics plasticized with glycerol. J Bio Sci 19:57–64. https://doi.org/10.3923/jbs.2019.57.64
Slavutsky AM, Bertuzzi MA, Armada M (2012) Water barrier properties of starch-clay nanocomposite films. Braz J Food Technol 15:208–218. https://doi.org/10.1590/S1981-67232012005000014
Pagno CH, de Farias YB, Costa TM, de Oliveira RA, Flores SH (2016) Synthesis of biodegradable films with antioxidant properties based on cassava starch containing bixin nanocapsules. J Food Sci Technol 53:3197–3205. https://doi.org/10.1007/s13197-016-2294-9
Petersson M, Stading M (2005) Water vapour permeability and mechanical properties of mixed starch-monoglyceride films and effect of film forming conditions. Food Hydrocoll 19:123–132. https://doi.org/10.1016/j.foodhyd.2004.04.021
Spada JC, da Silva EM, Tessaro IC (2014) Production and characterization of pinhão starch biofilms. Braz J Agr Sci 9:365–369
Torabi Z, Nafchi MA (2013) The effects of SiO2 nanoparticles on mechanical and physicochemical properties of potato starch films. J Chem Health Risks 3:33–42
Monteiro MK, Oliveira VR, Santos FK, Leite RH, Aroucha EM, Silva KN (2017) Analysis of water barrier, mechanical and thermal properties of nanocomposites based on cassava starch and natural clay or modified by anionic exchange. Mater Res 20:69–76. https://doi.org/10.1590/1980-5373-mr-2016-1087
Maulida MS, Tarigan P (2016) (20160 Production of starch-based bioplastic from cassava peel reinforced with microcrystalline celllulose avicel PH101 using sorbitol as plasticizer. InJ Phys Conf Ser 7:1–10
Kumari CM, Bhat KM, Bansal R (2016) Evaluation of surface roughness of different restorative composites after polishing using atomic force microscopy. J Conserv Dent 19:56–62. https://doi.org/10.4103/0972-0707.173200
Jamshidian M, Tehrany EA, Imran M, Akhtar MJ, Cleymand F, Desobry S (2012) Structural, mechanical and barrier properties of active PLA–antioxidant films. J Food Eng 110:380–389
Chen J, Long Z, Wang J, Wu M, Wang F, Wang B, Lv W (2017) Preparation and properties of microcrystalline cellulose/hydroxypropyl starch composite films. Cellulose 24:4449–4459. https://doi.org/10.1007/s10570-017-1423-6
Mandal A, Chakrabarty D (2014) Studies on the mechanical, thermal, morphological and barrier properties of nanocomposites based on poly(vinyl alcohol) and nanocellulose from sugarcane bagasse. J Ind Eng Chem 20:462–473
Nordin N, Othman SH, Kadir-Basha R, Abdul-Rashid S (2018) Mechanical and thermal properties of starch films reinforced with microcellulose fibres. Food Res 2:555–563
Aji AI, Praseptiangga D, Rochima E, Joni IM, Panatarani C (2018) Optical transparency and mechanical properties of semi- refined Iota carrageenan film reinforced with SiO2 as food packaging material. AIP Conf Proc 1927:030039. https://doi.org/10.1063/1.5021232
Razak SF, Rahman WA, Majid NA (2018) Effect of jackfruit rind-based cellulose (JR-CEL.) on physical and mechanical properties of the biodegradable glycerol/gelatine matrix film. AIP Conf Proc. https://doi.org/10.1063/15062701
Acknowledgements
For the structural support the authors thank UFMG-Microscopy Center and for thermal and AFM analysis we express gratitude to FAPEMIG and TWAS-CNPq for financial support
Funding
The authors received no funding for this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No conflict amongst the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Oluwasina, O.O., Akinyele, B.P., Olusegun, S.J. et al. Evaluation of the effects of additives on the properties of starch-based bioplastic film. SN Appl. Sci. 3, 421 (2021). https://doi.org/10.1007/s42452-021-04433-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04433-7