
Abstract
Mixtures of poly(ethylene terephthalate) (PET) with magnesium compounds including carbonate, hydroxide, and oxide, with different weight ratios of the components, were subjected to thermogravimetric measurements up to 850 °C in argon atmosphere. For reference, pure components of the examined mixtures were analyzed at the same conditions. During the heating, PET underwent carbonization and magnesium carbonate and hydroxide decomposed to MgO with evolution of gaseous products (CO2 and/or H2O). As found, carbon yields calculated from the residual masses depended on the qualitative and quantitative composition of the starting mixture. Yields of carbon obtained from PET mixed with MgO did not depend on MgO/PET ratio. However, yields of carbon formed through pyrolysis of PET contained in the mixture with either magnesium carbonate or magnesium hydroxide were in general higher and depended on the weight ratio of components in the starting material. Reasons of these inconsistent results are discussed and explained. An influence of gasification of char on the carbon yield is explained.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Post consumer poly(ethylene terephthalate) (PET) is a material causing environmental problems. Therefore, much effort has been put to investigate methods to utilize it. One of the ways widely studied is converting PET to useful products such as activated carbon [1–3]. Preparation of porous carbon materials from PET usually employs carbonization and successive activation, carried out at 800–900 °C. Hence, because of this high temperature, thermal degradation of PET is an integral process accompanying production of activated carbons and achieving high carbon yield of the process is important from both economical and ecological point of view.
One of the most commonly used technique to study thermal behavior of various carbon materials is thermogravimetry [4]. This method is often employed to determine carbon yield during pyrolysis of polymeric carbon precursors [5–7], including PET [8], and the yield of the process is considered as a ratio of residual mass to initial mass. In another analogous manner, carbon yield is deduced basing on both final weight and original weight of sample subjected to treatment in a reactor [9]. These approaches are commonly accepted and do not evoke any doubts.
Considering chemical formula of PET, it is easy to find out that carbon content in this material is ca. 63% [10]. However, in spite of this high value, pyrolysis of PET results in significant, ca. 80% or more mass loss, which gives only ca. 20% or less residual mass. This value is usually reported as carbon yield achieved during thermal degradation of PET alone [8, 10, 11]. However, there is a number of works dealing with pyrolysis of carbonaceous materials contained in a mixture with some inorganic additives [12]. In the case of systems containing PET, carbon yields attained are usually determined as different, higher or lower, than for PET alone, or not reported [13]. Thermal decomposition of PET mixed with some metal oxides (ZnO, Ln2O3, Fe2O3) was investigated by Terakado and Hirasawa [14]. The authors reported a little increase in the yield of carbon formed from PET in the PET/metal oxide mixtures, and suggested enhanced cross-linking of polyene structures in presence of metal oxides as a reason of the higher yield. An increased carbon yield (22–27%) was reported by Morishita et al. [15] working with MgO/PET systems at several weight ratios. The authors observed dependence of the yield on the MgO/PET ratio, with a broad maximum at equivalent mixing ratio of the components. On the other hand, these authors suggested hindered by MgO particles, flow of fused PET during pyrolysis process, as a possible reason of the increased carbon yield. Nevertheless, a need of more research to explain the reason satisfactory was recommended. Diversified impact of a range of inorganics including Ca(NO3)2·4H2O, Ca(OH)2, CaCO3, ZnO, and AlNH4(SO4)2·12H2O, on the carbon yield during carbonization of PET contained in mixtures with the compounds was reported by others [16]. However, reasons of the incoherent results were not discussed.
Apart from PET, changed carbon yields resulting from the presence of inorganic additives were also reported for other carbon precursors. For instance, inorganic template matrix constrains were suggested, however, not verified, to increase yields of carbon formed from some polystyrene-based polymers [17]. Moreover, impregnation of cellulose with sulfuric acid solution caused substantial increase in the yield of carbonization process [18]. Unfortunately, only likely mechanism of the significant increase was proposed and no convincing explanation of the effect was given. Interesting results were reported by Inagaki et al. [19] working on carbon-coated MgO prepared from pitch mixed with thermally unstable magnesium salts: acetate and citrate. The authors reported higher carbon yield achieved from Mg citrate/pitch system than from the other, and claimed that magnesium citrate itself may be an additional to the pitch source of carbon. The same explanation was given elsewhere [20], however, formation of carbon from magnesium citrate was not confirmed experimentally. Nevertheless, according to others [21, 22], magnesium citrate undergoes thermal decomposition releasing water and CO2. Therefore, one may conclude that the increased carbon yield may be also caused by other factors. Hence, considering literature data, it may be stated that the reasons of variable carbon yield achieved by various teams are often not sufficiently explained and need additional research.
Recently we started to investigate MgO—loaded carbon sorbent for acidic gas removal. Our thermogravimetric investigations on PET included in mixtures with some inorganic magnesium compounds, led us to surprisingly high carbon yields. For that reason, the aim of this study is to study an effect of some magnesium compounds contained in a mixture with this carbon precursor, PET, on the carbon yield. In addition, we have tried to explain why, in certain cases, the carbon yield cannot be correctly evaluated on the base of gravimetric measurements.
Experimental
Preparations
In order to prepare raw materials, poly(ethylene terephthalate) (PET) grains were cooled with liquid nitrogen, milled and mixed with either light basic magnesium carbonate (3MgCO3·Mg(OH)2·3H2O) (BMC), or magnesium hydroxide (Mg(OH)2), or magnesium oxide (MgO). The magnesium compound/PET weight ratios were 30/70, 50/50, and 70/30. In order to get homogeneous mixtures, each of them was heated for 1 hour at 265 °C in argon atmosphere. This temperature was enough to melt PET contained in the mixtures. After cooling, obtained solids were powdered and once more subjected to fusing and powdering cycle. Obtained in this way fine powders were used as original materials.
BMC used in this study was of reagent grade purchased from POCH S. A., Poland. PET was of commercial grade, purchased from Elana S. A., Poland. Mg(OH)2 and MgO were of pure p.a. grade purchased from Fluca (Germany) and Chempur (Poland), respectively. High purity argon gas and synthetic air (both 99.999%) supplied by Messer (Austria) were used during TG measurements.
Methods
X’Pert PRO Philips diffractometer using CuKα (λ = 1.54056 nm) radiation was used for X-ray diffraction (XRD) measurements. The thermogravimetric (TG) analyses were carried out on STA 449 C TGA apparatus (Netzsch, Germany). In order to examine mass loss during pyrolysis of the studied materials, measurements were performed in argon atmosphere (25 mL min−1) from room temperature up to 850 °C, and heating rates were 10 °C min−1. The final temperature was maintained for 1 h. To estimate content of inorganics in obtained residues, and thus to calculate carbon yield of the pyrolysis process, additional thermogravimetric analyses were carried out in air atmosphere (25 mL min−1) applying the same temperature program. Thus, carbon yield could be calculated as a balance between residual masses determined after TG analyses in argon and in air. The temperature programmed desorption (TPD) measurements were carried out with use of thermal desorption spectrometer (TDS1200 apparatus, ESCO Ltd., Japan) equipped with a quadrupole mass spectrometer. During the measurements, samples were heated from room temperature to 1000 °C at 60 °C min−1 and working pressure was ca. 10−7 Pa. An evolution of hydrogen, water, carbon oxide, and carbon dioxide, was continuously monitored during the TPD runs.
Results and discussion
XRD results
Regardless of the magnesium compound used to prepare an initial material, peaks corresponding to MgO can be clearly seen on the patterns collected for the all the pyrolysed samples. An example of XRD pattern measured for Mg(OH)2/PET mixture after pyrolysis is shown in Fig. 1. Presence of MgO was confirmed for BMC/PET and MgO/PET systems in our earlier work [23]. Results of additional XRD measurements (not shown here), confirmed the same phase as the only solid product formed during heating of pure BMC and Mg(OH)2. For that reason, it was assumed that all the heat-treated mixtures, irrespective of the ratio of components in the starting material used in this study, contained MgO and carbonaceous material—product of the thermal decomposition of PET.

XRD pattern of Mg(OH)2/PET 70/30 mixture after heating at 850 °C
Thermogravimetry and carbon yield
The pure PET material used in this work undergoes one-step decomposition that begins to proceed rapidly at temperature ca. 390 °C and completes at ca. 490 °C, with a maximum rate at 440 °C [23]. This rapid process is followed by a very slow and negligible mass loss at higher temperatures. Both, the course of the TG line and the residual mass (ca. 19%, assumed as carbon yield) found after this measurement remained in a good concurrence with results reported in literature.
The TG curves registered for the mixtures of PET with magnesium compounds, are presented in Figs. 2, 3, 4. For reference, TG-grams for pure magnesium compounds used (excluding thermally stable MgO) are also included.

TG curves for MgO/PET mixtures

TG curves for pure Mg(OH)2 and for Mg(OH)2/PET mixtures

TG curves for pure BMC and for BMC/PET mixtures
TG-grams registered for MgO/PET mixtures (Fig. 2) reveal sharp drop in sample mass at temperatures 550–650 °C, followed by a miner decrease at higher temperatures.
The residual masses measured after TG of these systems tend to increase with MgO/PET weight ratio. This tendency must be related to the higher loadings of non-decomposable (thermally stable) MgO.
As expected, pure Mg(OH)2 decomposes sharply in one-step (Fig. 3). The decomposition process begins at ca. 300 °C and mass of the sample gets stabilized at ca. 390 °C. The residual mass found after TG measurement, performed for pure Mg(OH)2, ca. 70% of the initial mass, is close to the theoretical value, calculated for MgO formed during thermal decomposition of the hydroxide according to following reaction scheme [24]:
XRD patterns (not shown) measured for the product of Mg(OH)2 pyrolysis confirmed complete decomposition of the compound with formation of MgO.
Results of TG measurements collected for mixtures prepared from Mg(OH)2 and PET show two mass drops: minor one, by 3–5% at ca. 360–400 °C and more distinct, by 25–40%, at ca. 560–650 °C. A minor mass decrease can be seen for all TG curves at above 650 °C. The registered residual masses depend on the weight composition of the starting Mg(OH)2/PET mixture and are higher for higher Mg(OH)2 loadings.
Thermogram measured for pure BMC (Fig. 4) indicates evidently three-step decomposition of the compound with maximum rates at 266, 425, and 534 °C. The process completes at ca. 540 °C yielding residual mass ca. 45%. XRD patterns (not shown) confirmed an existence of MgO only in the solid product remained after heating of BMC. As reported elsewhere [25], the steps observed on the TG line presented in Fig. 4, are due to the BMC decomposition, accompanied by an evolution of large amounts of gases including CO2 and H2O, according to the following reaction scheme:
The thermogram obtained for the original BMC/PET mixture reveals rapid mass loss that begins at ca. 380 °C and completes at temperature ca. 620 °C. Lack of the first mass drop that is clearly seen for pure BMC at around 250 °C must be due to the partial decomposition of the magnesium compound, occurring already during preparation of the sample, i.e., during heating at 265 °C. In addition, further increase in the temperature is accompanied by a slower, however, continuous and distinct, loss in the sample mass. This is contrary to results registered for pure PET and BMC alone. Residual masses registered at the end of TG runs depend on the weight ratio of components used to prepare the starting mixture, and increase with BMC loadings.
Taking into account results of TG measurements collected for the pure components of the examined mixtures, TG courses observed for PET/magnesium compound systems show unpredicted courses. Hence, the thermograms obtained indicate that all the mixtures start to decompose at higher, compared to those seen for pure magnesium compounds and to PET alone, temperatures. Moreover, as a rule, regardless of the qualitative and quantitative composition of the mixtures, decomposition completes at above 600 °C. This temperature exceeds decomposition points determined for all the individual components of the starting mixtures.
As it was already elucidated, pyrolysis of PET contained in a mixture with MgO, Mg(OH)2, or BMC, in each case produces solid containing carbonaceous matter and MgO. Therefore, yields of carbon produced from PET contained in the mixtures with magnesium compounds were calculated considering balance between the residual masses determined from TG measurements and amounts of MgO contained in the product. In order to determine MgO contents in pyrolysed samples, additional TG analyses were carried out in air atmosphere. Because carbon material formed during pyrolysis in argon atmosphere burnt off during the TG runs in air, the residual masses registered were assumed to be due to the MgO presence only. The carbon yields determined on the base of TG measurements after heating in Ar atmosphere up to 700 °C and at the end of the measurements (850 °C), are compiled in Table 1.
The calculated yields of carbon formed from PET contained in mixtures with magnesium compounds are from a wide range and the values vary from ca. 27% for MgO/PET to almost 50% for BMC/PET 70/30. As a rule, determined carbon yields tend to increase along with loading of thermally unstable magnesium compounds (Mg(OH)2 and BMC) in the initial mixtures. This trend especially concerns BMC/PET system. On the other hand, the calculated yields of carbon formed from PET contained in the mixtures with thermally stable MgO is almost same, ca. 27.5%, regardless weight ratios of components in the original mixtures. Interestingly, the carbon yields determined for materials pyrolysed to 700 °C are generally higher than those determined for mixtures heated to 850 °C. Moreover, an extent of this difference depends on the magnesium compound used. Hence, the changes in the yield observed for MgO/PET samples are less distinct compared to two other systems, especially to BMC/PET. It should be noticed that, in spite of the relatively high decrease, the carbon yields determined for BMC/PET-based materials are still much higher compared to the others, especially to MgO/PET.
It should be pointed out, that in all the studied magnesium compound/PET systems, the carbon yields are considerably higher compared to that attained for pure PET (18.6%). Particularly high values concern products obtained during heating mixtures of PET highly loaded with BMC.
Temperature programmed desorption
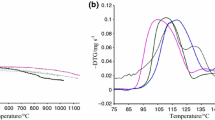
Signals for mass/charge (m/z) ratios of 2, 18, 28, and 44 were monitored to examine evolution of H2, H2O, CO, and CO2, respectively. TPD runs were carried out for materials obtained from Mg(OH)2/PET at two weight ratios, 30/70, and 70/30, both subjected to heating to 700 °C prior TPD. Obtained courses are presented in Fig. 5. The TPD traces confirm an evolution of mainly water and to lesser extent carbon dioxide, already at the beginning of the measurement, i.e., at temperatures as low as 60 °C. The releasing of these gases can be seen at temperatures up to ca. 800 and 400 °C, for H2O and CO2, respectively. However, the most intensive releasing of these species occurs up to 300–400 °C. Initially very weak H2 and CO signals start to increase distinctly along with temperature, with effect from ca. 400 and 650 °C, respectively. It should be emphasized that amounts of all the measured gases released from the sample richer in Mg compound are greatly higher, compared to those registered during TPD from another material.

Evolution profiles of H2, H2O, CO, and CO2 during TPD from Mg(OH)2/PET-based samples after heating up to 700 °C
Taking into account yield of carbon material formed during pyrolysis of pure PET, ca. 19%, most of the values obtained in this study (Table 1) seemed to be rather high. This in particular concerned PET/BMC systems, where determined carbon yield was at maximum as high as ca. 45%, which was more than two times higher than value obtained for pure PET. Because of these extraordinary results, we undertook studies to understand and explain reasons of the high carbon yield and to point potential inaccuracies that can go with estimation of the yield using gravimetric method.
In our previous work [23] we reported on pore creation mechanism in BMC/PET system. It was proved that pyrolysis of BMC/PET mixture, to some extent was accompanied by an occlusion of gaseous products of BMC decomposition (CO2 and H2O) in the char formed from PET. Since Mg(OH)2 upon heating undergoes dehydration, occlusion of some amounts of water in the formed char/MgO solid material, similar like in the solid formed from BMC/PET, might be expected. Because evolution of H2 and CO at 600 °C and above must be due to reaction between carbon material and water, the TPD patterns presented in Fig. 5 confirm this assumption.
Hence, apart from MgO and carbonaceous matter, the residual products obtained during pyrolysis Mg(OH)2/PET and BMC/PET, contained also the occluded gases. In a consequence, burning of carbon material, which is a necessary process to determine carbon yield considered as a loss in sample mass during TG in air, must be accompanied by releasing of the gases occluded in the char. From the data compiled in Table 1 it comes out that, the calculated yield attains exceptionally high value for the highest BMC loading in the starting mixture. This must be due to the largest amounts of gases evolved and evidently trapped. Similar tendency, but less pronounced, has been found for Mg(OH)2/PET systems, where calculated carbon yield attains ca. 30%, for the highest Mg(OH)2 loadings. From the comparison between m/z = 18 traces, it is also clear that amount of water occluded in the heated mixture depends on the relative amounts of Mg(OH)2 and PET used for preparation of the raw mixture. This gives reasonable explanation why calculated values of carbon yields are relatively high and tend to increase with Mg(OH)2/PET ratio (Table 1). Relatively low carbon yields determined for pyrolysed PET/MgO systems are another support for the explanation given above. Hence, even samples holding little amounts of carbon and trapping sufficient amounts of gases may reveal apparently high carbon yields. Following this explanation, we postulate that the particularly high values of the determined carbon yields (Table 1) are apparent and affected by the occluded gases. For that reason, an valuation of the carbon yield as a balance between the residual mass after pyrolysis of the mixtures, and amount of MgO contained in the product, must be loaded with some error.
As shown in Table 1, the apparent carbon yields determined for the studied materials, are much lower than the hypothetically possible values, calculated assuming occlusion of entire amounts of CO2 and/or H2O gases formed from BMC or from Mg(OH)2. Therefore, it may be stated that only partial occlusion takes place in the considered systems. This seems to be a natural effect occurring due to easy, not suppressed effusion of gases formed from BMC or Mg(OH)2 particles located on the surface of the treated samples. The partial occlusion of gases should not be considered as the only factor influencing the carbon yield. It must be emphasized, that because of reactivity toward carbon at higher temperatures, both H2O and CO2 are commonly used gases for activation of chars. As it was elucidated in our previous work [23], H2O and CO2 occluded in a sample react with char formed from PET, and thus must cause some decrease in an amount of carbon in the product. The evolution of H2 and CO from Mg(OH)2/PET-based material at above 600 °C (Fig. 5), proves proceeding of the gasification of char also by the water liberated from Mg(OH)2 and entrapped in the processed material. This statement is also supported by the data presented in Table 1. Materials obtained from PET and decomposable Mg compounds reveal higher, compared to MgO/PET system, mass loss while heated from 700 to 850 °C. In this temperature range char gasification by CO2 and H2O normally proceeds. Hence, both occlusion of gases and gasification of carbon material, accompany the preparation process in parallel. In a consequence, the two phenomena have an effect, though opposite, on the carbon yield. Nevertheless, because rates of char gasification by CO2 and H2O are different [26], and the occlusion is only partial, quantitative estimation of the influence of each factor requires additional extensive research.
Obviously, because MgO does not undergo thermal decomposition, the explanations given above cannot be applicable for PET/MgO-based materials. This is evidently supported by TPD results presented in both Fig. 5 and our previous work [23] where only minor amounts of gasifying agents and carbon gasification products were detected during TPD from MgO/PET. In addition, opposite to BMC/PET and Mg(OH)2/PET, the calculated carbon yields for MgO/PET system are comparable. Such convergent values could be obtained, because both gas occlusion and carbon gasification, accompanying two other systems, do not take place in MgO/PET. One should notice that carbon yields obtained for the MgO/PET system are in each case ca. 27%, which is still noticeably higher value than that measured for pure PET (below 20%). As reported elsewhere, this effect may be due to the strong hindering of plastic flow of the thermoplastic precursor (PET), caused by MgO particles [15] and/or enhanced cross-linking of polyene structures in the presence of the oxide [14]. Both phenomena may be considered as having an impact on the increase in the yield of carbon formed from PET in mixtures with MgO. Because this oxide is formed during heating BMC/PET and PET/Mg(OH)2 mixtures, occurrence of analogous phenomena in these systems should not be excluded.
Taking into account above discussion, it may be stated that the values of carbon yields determined for the researched systems vary and depend on the qualitative and quantitative composition of the initial mixtures subjected to pyrolysis. In some systems, when thermally stable magnesium compounds are used, the yields may be considered as more reliable. On the other hand, pyrolysis of PET in mixture with BMC or Mg(OH)2 seems to be much more complex process, accompanied by a partial gas occlusion and consequently by side-effects described above. In a consequence the determined carbon yields are resultant values, influenced by quantities of both carbon material and entrapped gases, additionally including CO and H2 formed during char activation by CO2 and/or H2O.
Conclusions
In this article, we have presented the results of thermogravimetric analysis of PET in mixtures with some magnesium compounds and for individual components. Obtained results proved strong dependence of carbon yield on the additive loading in starting mixture and in many cases results were not convincing. Taking into account results collected for our combinations of materials, we postulate that correct estimation of carbon yield on the base of a residual mass of samples after thermal treatment, in certain cases is not possible. The main reason of this is an occlusion of gases like CO2 and water, which may considerably influence a mass of the residue and thus lead to improper results. For that reason, we strongly advice to consider if estimation of carbon yield on the base of residual mass, is a proper way to evaluate carbon yield during pyrolysis of carbon precursors. This doubt concerns principally systems composed of carbon precursors and substances undergoing decomposition and evolving gases while pyrolysed. Results presented here were obtained only for few mixtures, however, occurrence of similar phenomena should not be excluded in other combinations carbon precursor-additive. Therefore, in questionable cases, alternate to thermogravimetry methods, giving consideration to the occluded gases as well as to possible side-effects like successive reactions, should be used.
Abbreviations
- PET:
-
Poly(ethylene terephtalate)
- BMC:
-
Light basic magnesium carbonate
- TG:
-
Thermogravimetric analysis
- XRD:
-
X-ray diffraction
- TPD:
-
Temperature programmed desorption
References
Almazán-Almazán MC, Pérez-Mendoza FJ, López-Domingo M, Fernández-Morales I, Domingo-García M, López-Garzón FJ. A new method to obtain microporous carbons from PET: characterisation by adsorption and molecular simulation. Microporous Mesoporous Mater. 2007;106:219–28.
László K, Bóta A, Dékány I. Effect of heat treatment on synthetic carbon precursors. Carbon. 2003;41:1205–14.
Fernández-Morales I, Almazán-Almazán MC, Pérez-Mendoza M, Domingo-García M, López-Garzón FJ. PET as precursor of microporous carbons: preparation and characterization. Microporous Mesoporous Mater. 2005;80:107–15.
Villar-Rodil S, Martínez-Alonso A, Tascón JMD. Nanoporous carbon fibres by pyrolysis of Nomex polyaramid fibres TG and DTA studies. J Therm Anal Calorim. 2005;9:529–32.
Yang JB, Ling LC, Liu L, Kang FY, Huang ZH, Wu H. Preparation and properties of phenolic resin-based activated carbon spheres with controlled pore size distribution. Carbon. 2002;40:911–6.
Kartel NT. Thermogravimetric study of carbonization processes for industrial porous co-polymers of spherical granules. J Therm Anal Calorim. 2000;62:499–507.
Konno H, Onishi H, Yoshizawa N, Azumi K. MgO-templated nitrogen-containing carbons derived from different organic compounds for capacitor electrodes. J Power Sour. 2010;195:667–73.
Barriocanal C, Díez MA, Alvarez R. PET recycling for the modification of precursors in carbon materials manufacture. J Anal Appl Pyrolysis. 2005;73:45–51.
Sych NV, Kartel NT, Tsyba NN, Strelko VV. Effect of combined activation on the preparation of high porous active carbons from granulated post-consumer polyethyleneterephthalate. Appl Surf Sci. 2006;252:8062–6.
Encinar JM, González JF. Pyrolysis of synthetic polymers and plastic wastes. Kinetic study. Fuel Proc Technol. 2008;89:678–86.
Dzięcioł M, Trzeszczyński J. Volatile products of poly(ethylene terephthalate) thermal degradation in nitrogen atmosphere. J Appl Polym Sci. 2000;77:1894–901.
Pacewska B, Szychowski D. Mineral–carbon sorbents based on post-decarbonization lime and mixture of hydrocarbons. J Therm Anal Calorim. 2005;80:687–93.
Yoshioka T, Handa T, Grause G, Lei Z, Inomata H, Mizoguchi T. Effects of metal oxides on the pyrolysis of poly(ethylene terephthalate). J Anal Appl Pyrolysis. 2005;73:139–44.
Terakado O, Hirasawa M. Effect of metal oxides on the pyrolysis residues of poly(ethylene terephthalate): formation of carbonaceous submicron, nano-scale filaments and mesoporous compounds. J Anal Appl Pyrolysis. 2005;73:248–56.
Morishita T, Soneda Y, Tsumura T, Inagaki M. Preparation of porous carbons from thermoplastic precursors and their performance for electric double layer capacitors. Carbon. 2006;44:2360–7.
Nakagawa K, Mukai SR, Suzuki T, Tamon H. Gas adsorption on activated carbons from PET mixtures with a metal salt. Carbon. 2003;41:823–31.
Seredych M, Bandosz TJ. Surface properties of porous carbons obtained from polystyrene-based polymers within inorganic templates: role of polymer chemistry and inorganic template pore structure. Microporous Mesoporous Mater. 2007;100:45–54.
Kim DY, Nishiyama Y, Wada M, Kuga S. High-yield carbonization of cellulose by sulfuric acid impregnation. Cellulose. 2001;8:29–33.
Inagaki M, Kato M, Morishita T, Morita K, Mizuuchi K. Direct preparation of mesoporous carbon from a coal tar pitch. Carbon. 2007;45:1121–4.
Wang Y, Wang C, Chen M. New mesoporous carbons prepared from pitch by simultaneous templating and carbonization. New Carbon Mater. 2009;24:187–90.
Mansour SAA. Thermal decomposition of magnesium citrate 14-hydrate. Thermochim Acta. 1994;233:231–42.
Staszczuk P, Pekalska J. Methods of preparation of magnesium organic compounds from natural dolomite. Physicochem Probl Mineral Proc. 2003;37:149–58.
Przepiórski J, Karolczyk J, Takeda K, Tsumura T, Toyoda M, Morawski AW. Porous carbon obtained by carbonization of PET mixed with basic magnesium carbonate: pore structure and pore creation mechanism. Ind Eng Chem Res. 2009;48:7110–6.
Yan L, Zhuang J, Sun X, Deng Z, Li Y. Formation of rod-like Mg(OH)2 nanocrystallites under hydrothermal conditions and the conversion to MgO nanorods by thermal dehydration. Mater Chem Phys. 2002;76:119–22.
Helou G, Tariq SA. The pyrolysis of basic magnesium carbonate trihydrate. Thermochim Acta. 1993;228:123–6.
Roberts DG, Harris DJ. Char gasification in mixtures of CO2 and H2O: competition and inhibition. Fuel. 2007;86:2672–8.
Acknowledgement
This study was supported by the Polish Ministry of Science and Higher Education, Grant No. N R050004 10.
Open Access
This article is distributed under the terms of the Creative Commons Attribution Noncommercial License which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License (https://creativecommons.org/licenses/by-nc/2.0), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Przepiórski, J., Karolczyk, J., Tsumura, T. et al. Effect of some thermally unstable magnesium compounds on the yield of char formed from poly(ethylene terephthalate). J Therm Anal Calorim 107, 1147–1154 (2012). https://doi.org/10.1007/s10973-011-1910-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-011-1910-1