
Abstract
The sol–gel process is widely used for the production of powders, coatings and bulk materials. However, being a wet-chemical technique, it has certain limitations related to properties of aqueous colloidal solution, especially when applied as a coating. The most frequently used methods, such as dip- and spin-coating, are difficult to apply onto more complex substrates. In these cases, the aerosol–gel deposition method can be regarded as the solution of this problem. In the present article, a novel plasma enhanced aerosol–gel method of coatings production is presented. A novelty of this method is based on an integration of the aerosol–gel deposition of thin films and their low temperature plasma treatment. Owing to the above, all stages of the coatings production process—substrate preparation, film deposition, and its plasma treatment, can be carried out in a single reactor. The design and operational scheme of such device is presented in this work. Using this device, thin coatings were first deposited on substrates and then plasma treated. The effect of deposition and plasma discharge conditions on morphology and chemical structure of the films has been studied. It was found that plasma treatment had a substantial influence on all the examined properties of the aerosol–gel deposited coatings.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The sol–gel method is a widely used technique for producing ceramic coatings on various substrates [1, 2]. The most commonly used deposition methods, dip-coating and spin-coating, work well on flat surfaces, but require their scrupulous preparation. These methods can cause difficulties on more complex shapes. The use of other techniques, such as spray-coating or aerosol deposition [3–5], may solve the problem. The latter method consists in the dispersion of the sol in the gas medium and a delivery of so obtained aerosol to the surface of the substrate, on which the coating is to be formed. The main challenge in this method is to produce a uniform coating [6]. In order to increase the coating homogeneity, a proper surface preparation should be applied. In this work, plasma discharge pre-treatment of the substrate surface was used for that purpose.
Deposited coating demands further processing in order to transform the gel layer into a ceramic material. Thermal annealing is a commonly used method, however, it requires a suitable heat resistance of the substrates and complicates the entire process by a necessity to move the substrates. There have been attempts made to replace the annealing by supplying other forms of energy, such as UV [7, 8], microwave [9–11] and plasma discharge [12, 13] treatment. Densification of coatings obtained due to these methods would allow to receive them also on thermally sensitive substrates.
A generation of low temperature plasma initiates ionization of different atoms and molecules present in the discharge. Kinetic energy of ions and electrons dramatically increases as a result of electromagnetic field influence. For electrons, it is about 3 eV for 50 W of discharge power. For the higher power (and these are used in the presented paper) it is respectively higher. This high energy is quite sufficient to initiate different chemical reactions and can lead to chemical modification of the coating. Breaking chemical bonds, elimination of certain elements from the coating, and creation of new ones will lead to a film densification similar to that induced by annealing. Certainly, this process is most efficient in the case of thin coatings—deeper layers of thick coatings are less affected by ion bombardment.
The idea of the presented solution is to use the plasma discharge treatment as the densification method of sol–gel coatings and to carry out all stages of the process: substrate preparation, deposition of the coating, and its densification, in a single reactor. In this paper, a novel plasma enhanced aerosol–gel deposition reactor for manufacturing ceramic coatings is presented.
2 Experimental
2.1 Sol preparation
For the production of ceramic coatings by the plasma enhanced aerosol–gel method, alumina and titania sols were utilized. These materials were used due to their wide range of potential applications and different ability to nebulize, which is connected with the variety of solvents used to prepare the sols.
Alumina sol was prepared by dissolving aluminium isopropoxide Al[OCH(CH3)2]3, (Sigma-Aldrich, >98 %) in water, at the temperature of 95 °C, followed by an addition of nitric acid as the hydrolysis reaction catalyst. The concentration of the precursor was 0.4 mol dm−3, pH of the sol was 3.9 and its viscosity amounted to 1.14 mPa s. Titania sol was prepared with the use of titanium(IV) butoxide Ti[OC(CH3)3]4, (Sigma-Aldrich, 97 %) dissolved in anhydrous ethanol. Water solution of acetic acid was the hydrolysis catalyst in this case. The concentration of the precursor was 0.25 mol dm−3, pH of the sol was 4.1 and its viscosity was 1.3 mPa s. The molar ratio of H2O/Ti[OC(CH3)3]4 amounted to 1.5.
The viscosity of sols was determined by means of Höppler viscometer (Rheotest Höppler KF 3.2). Their pH was measured using the pH-meter (Hanna Instruments HI 221). For testing TiO2 sol, an electrode for measuring pH in a liquid having water content lower then 5 % was used. The composition and viscosity of both sols were optimized to provide the efficient deposition process.
2.2 Coatings preparation
2.2.1 Reactor construction
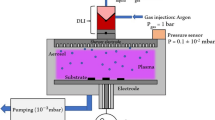
Scheme of the plasma enhanced aerosol–gel reactor, constructed for the purpose of the present work, is shown in Fig. 1. Two chambers are the key components of the reactor: the main chamber (1), in which the substrate activation process, coating deposition and its plasma treatment take place, and the second one (2), in which the aerosol is produced. Both chambers are connected by a vacuum valve of a high internal diameter. The main chamber (1) is designed to operate at low pressure (about 10−3 Pa); and it is equipped with the vacuum supply (8) and control (7) system. Together with the working gas supply system (10 and 11) and the RF generator/matching circuit (9) it makes it possible to initiate the glow plasma discharge in the controlled atmosphere. The second chamber (2), designed for the production of an aerosol, is equipped with an ultrasonic piezoelectric transducer (3) working at a variable frequency and the carrier gas (4) inlet. Gas flow is controlled by a rotameter (12). This chamber is used during the coatings deposition.

Scheme of the plasma enhanced aerosol–gel deposition reactor: 1 main reactor chamber, 2 aerosol generator chamber, 3 piezoelectric transducer, 4 aerosol carrier gas, 5 substrates, 6 electrode, 7 pressure probe, 8 vacuum pump, 9 RF generator with matching unit, 10 working gases for plasma discharge, 11, 12 gas flowmeters
Typically, low temperature plasma is used in coating fabrication processes as the source of a coating material (PACVD and PECVD methods) [14]. In the presented method, the low-temperature plasma discharge is used to clean and activate the substrate, prior to the deposition of the coating. The process of a coating deposition takes place in the next step at the atmospheric pressure and with the use of a carrier gas. After the deposition stage, the plasma discharge is used once more, this time for the purpose of a coating densification.
2.2.2 Coatings manufacture
The process of a coatings manufacture in the described reactor can be divided into three main stages:
-
1.
Substrates surface purification and activation by means of the plasma glow discharge
-
2.
Deposition of the coating material from the aerosol
-
3.
Plasma treatment of the deposited coating
Metallic Co alloy (Haynes 188) and monocrystalline silicon wafers (100) were used as substrates. Before the deposition stage, the substrates were subjected to washing in ethanol using the ultrasonic cleaner and then dried in a stream of compressed air.
Purification and activation of the substrates surface After the substrates (5) are placed on the electrode (6), air is evacuated from the main chamber (1) with help of a vacuum pump (8) until the pressure reaches 10−3 Pa. Then, 5 ÷ 10 sccm of the working gas (10) is delivered to the chamber. After reaching a steady state (pressure of 10 Pa), the glow discharge is initiated with the frequency of 13.56 MHz and the power of 100 ÷ 200 W. Discharge time is up to 3 min. After completion of the discharge, the system is aerated.
Coating deposition After switching on the ultrasonic aerosol transducer (3), the aerosol generation chamber (2) and the main chamber (1) are joined by opening the valve between them. The flow of the carrier gas (4) causes a transfer of the generated aerosol from the second chamber (2) to the main one (1) and its deposition on the substrates (5) placed on the electrode (6). An excess of the carrier gas and the aerosol is expelled through the outlet valve.
The frequency of ultrasonic transducer was adjusted for each sol: it was 1.65 MHz for alumina (water base) sol and 1.9 MHz for titania (ethanol base) sol. The carrier gas flow amounted to 400 dm3 h−1 and was controlled with the flowmeter (12). Deposition time ranged from 10 to 240 s. On completion of the deposition, the aerosol generator and the carrier gas flow were turned off.
Plasma treatment of deposited coating Following a completion of the deposition stage, the valve connecting chambers (1) and (2) is closed, and the main chamber is evacuated until the pressure reaches 10−3 Pa. Then, 5 ÷ 10 sccm of the working gas (10) is delivered. When the pressure of 10 Pa is reached, the glow discharge is initiated with the frequency of 13.56 MHz and the power of 100 ÷ 400 W. Discharge time amounts to 5 min. After completion of the discharge, the system is aerated.
For a comparison purpose, some samples were densified in a different way. One group of samples was additionally (following their plasma treatment) annealed in the furnace at 300 or 500 °C for 15 min. Another group of samples was annealed in the furnace at 300 or 500 °C for 15 min directly after their deposition (without the plasma treatment).
2.3 Coatings characterization
The morphology of the coatings was characterized with the use of the Opta-Tech MM100 optical microscope equipped with a digital camera. Thickness of the coatings as well as their optical parameters were measured using the J. A. Woollam Co. Inc. variable angle spectroscopic ellipsometer (VASE). Cauchy model and Effective Medium Aproximation (EMA) were used to fit the experimental data. Chemical structure of the coatings was examined using JASCO model FTIR 6200 infrared spectrophotometer operating at the spectral range of 4,000–400 cm−1. The effect of plasma modification of the substrates was determined by water contact angle measurements, taken 15 min after their removal from the reactor following their plasma treatment. Droplets of 0.9 μl volume were placed on the surface of the samples and the contact angle was measured immediately. The measurements were performed using the Krüss Easy Drop Contact Angle System device.
3 Results and discussion
3.1 Substrate pretreatment and coatings morphology
Forming a coating by the aerosol–gel method consists of the deposition of sol droplets on the substrate and their merging into a continuous layer. Uniformity of the coating depends on time of its deposition and on such parameters of the sol, as viscosity and gelation time [6]. An example of the coating morphology and its dependence on the deposition time is shown in Fig. 2.

A comparison of the morphology of TiO2 coatings deposited on Si substrate at different time: a 1 min, b 4 min
The mechanism of the coating formation indicates that the preparation of a uniform continuous layer is also dependent on the state of the substrate surface. Drop merging will be more effective on surfaces that are easily wettable by the sol. Therefore, a homogeneous coating can be easier formed on a more hydrophilic substrate. An increase of the substrate hydrophilicity was achieved by plasma pre-treatment of the substrates in oxygen and argon glow discharge, carried out in the presented reactor. The effects of the treatment with different discharge power for both metal and silicon substrates are shown in Table 1.
In the case of the silicon substrates, the surface became completely hydrophilic (with the water contact angle lower than 10°) at all applied parameters of the plasma treatment. For the Co alloy, on the other hand, the best effect was found in the case of oxygen plasma treatment at the discharge power of 100 W. The obtained effect is a result of activation and cleaning of the surface by the ion etching (argon plasma) and the oxidation of impurities (oxygen plasma). [15]. Water contact angle of the treated surfaces was increasing with the samples storage time in the air. The Co alloy substrate contact angle increased from 10° to 33.9° within 90 min after the plasma treatment and the removal from the reactor. These changes are illustrated in Fig. 3. A total return to the original value of the contact angle took place after about 3 h.

Water contact angle of Co alloy: a without plasma treatment, b 15 min after plasma treatment, c 90 min after plasma treatment
The effect of the plasma treatment on the surface morphology of the coating deposited using the aerosol–gel method is shown in Fig. 4. Alumina coatings were deposited on a silicon substrate without plasma pre-treatment (a) and after the oxygen plasma treatment at the discharge power of 100 W (b). The film deposited on the pretreated substrate is far more homogeneous than the one obtained on the substrate deprived of the plasma treatment.

The morphology of Al2O3 coatings on Si: a without plasma treatment of the substrate, b with plasma pre-treatment of the substrate (oxygen plasma, 200 W)
3.2 Influence of after-deposition treatment on chemical structure of the coatings
On completion of the aerosol–gel deposition, the coatings were subjected to the further treatment. The comparison was performed between the chemical structure of coatings treated in the oxygen plasma, coatings annealed in a furnace and coatings subjected to both treatments i.e. plasma treated and annealed.
3.2.1 TiO2 films
TiO2 coatings deposited from an aerosol for 3 min were analyzed. FTIR spectra of the coatings annealed at the temperatures of 300 and 500 °C are shown in Fig. 5.

FTIR spectra of TiO2 coatings annealed at 300 and 500 °C
In the presented spectra, three sub-ranges of characteristic absorption bands can be distinguished. The range of 2,700–3,700 cm−1 is mainly the range of hydroxyl group (–OH) vibrations. Very high width of this band indicates a presence of hydroxyl groups originating from water adsorbed on the surface of the coating. After annealing of the coating at 500 °C, this band practically disappears. In the discussed range, small absorption bands of approximately 3,000 cm−1 are also present. They are associated with the vibrations of –CH3, –CH2– and –CH groups derived from the precursor used for the preparation of the sol. Thermal annealing of the coatings causes a partial removal of these groups from their structure, proven by decreasing absorption in this range. The range of approximately 1,500 cm−1 is associated with absorption bands of alkyl groups and chemically bound –OH groups. Similarly to the previously considered range, annealing of the sample causes a reduction of the discussed absorption bands, which is associated with the removal of the above mentioned groups from the coating.
The most characteristic region of TiO2 infrared absorption spectrum is the 1,100–500 cm−1 range, corresponding to the vibrations of titanium-oxygen bonds. The Ti = O bond, which is present in the suboxide, corresponds to the absorption band at 780 cm−1. The band at 500 cm−1 is connected with the absorption of Ti–O bonds present in stoichiometric titanium dioxide. While comparing the spectra of films annealed at 300 and 500 °C it can be seen that, in the latter case, the intensity ratio of Ti = O/Ti–O bands is changed in favour of Ti–O bonding, indicating a progressive oxidation of the resulting structure and the formation of stoichiometric titanium dioxide.
FTIR spectra of coatings treated at different glow discharge power are shown in Fig. 6. The thickness of the coatings was estimated to about 120 nm.

FTIR spectra of TiO2 coatings untreated and plasma treated at the discharge power of 100–400 W
The presented results suggest that low temperature plasma partially removes hydroxyl groups from the surface of the coating (see absorption range of 3,200–3,500 cm−1). The power of plasma also influences the formation of a new chemical moiety in the coating structure. It can be observed in the form of strong absorption bands at approximately 1,500 cm−1. A detailed analysis of these new bands shows that they can originate from chelate complexes [16] presented in Fig. 7. The described structures are formed only when low temperature plasma is used to the treatment of films. A spectrum of the coating prepared without the plasma treatment does not include the above band.

The structure of the complexes formed in the plasma treated TiO2 coatings
We suppose that the formation of these chemical groups is associated with an ion bombardment of the coating. The coating surface is very active and it is able to attach other active groups, present in the discharge. This process can create new chemical groups. One of the active groups can be COO which is present in the structure of chelate complexes shown in Fig. 7 [17, 18]. In the case of the highest power of the glow discharge, another absorption band appears around 1,100 cm−1and it corresponds to the vibrations of Ti–C bonds.
In the absorption range of titanium-oxygen bonds (400–1,000 cm−1) there are no significant changes caused by the oxygen plasma treatment in comparison with the FTIR spectra of the film not subjected to any treatment (Fig. 6). In the entire range of the discharge power used, there is a similar intensity ratio of the bands at 500 and 780 cm−1 (Ti–O/Ti = O).
Spectra of the coatings treated with plasma at the discharge power of 300 W and 400 W, and then annealed at 500 °C, are shown in Fig. 8. An analysis of the spectra shows that the coating obtained at a lower power of discharge has a well-defined TiO2 structure. The intensity ratio of Ti = O to Ti–O bands is similar or even better than the corresponding ratio for the coating annealed at 500 °C, which shows a good stoichiometry of the analyzed films. A comparison of the presented spectra reveals much larger quantity of organic groups present in the coating treated with a higher power of discharge. Absorption bands of these groups are observed around 3,000 cm−1 and within the range of 1,200–1,600 cm−1. The presence of organic groups in the structure of TiO2 coating, both plasma-treated and annealed at 500 °C, suggests that the plasma treatment leads to the modification of the surface, making it more difficult to remove the organic groups from the bulk of the film.

FTIR spectra of TiO2 coatings both plasma treated and annealed at 500 °C
In order to prove the densification effect of the coating surface layer, a much thinner film of titania was prepared. This film was deposited for 20 s and it was then subjected to the plasma treatment. The process was repeated three times. The thickness of so prepared coating amounted approximately to 40 nm. An FTIR spectrum of this coating, shown in Fig. 9, is compared to spectrum of an untreated film.

FTIR spectra of thin TiO2 coatings: plasma treated and untreated
The presented data show that the chemical structure modification caused by plasma treatment, for sufficiently thin coating, is similar to the one brought about by annealing. In the spectra of the plasma treated coating, an increase of intensity ratio of the 500 cm−1 band (stoichiometric TiO2) to that of the 800 cm−1 band (typical for suboxide) is observed, as well as a reduction of the amount of hydroxyl groups. The lack of bands corresponding to chelate structures around 1,500 cm−1 is also recorded.
Moreover, the chemical reconstruction process is also reflected in the optical parameters of the films. Table 2 presents results of ellipsometric measurements of the coatings deposited for 20 s and then plasma treated. It is shown that the refractive index (n) of the films increases and their thickness decreases in the same way in both cases, as a result of annealing and after plasma treatment. An increase of the refractive index is connected to the increase of film density and elimination of elements of lower atomic weight, such as carbon, which improves the titania stoichiometry. The similarity of the results clearly indicates that although the two methods of the coatings modification are quite different, they give similar results. It is important to note that the plasma treatment is carried out at much lower temperatures. The low densification temperature allows a production of coatings on heat sensitive substrates such as polymers, which is impossible in the traditional annealing process.
On the basis of both, FTIR spectra and ellipsometric measurements, it can be concluded that the low temperature plasma affects the structure of the coatings in the examined range of the discharge power. The operation of plasma results in densification and structure modification of sufficiently thin coatings. Their composition changes into more stoichiometric TiO2.
In the case of thicker coatings, plasma treatment results in the reconstruction of their surface, making it difficult to remove the organic groups from the bulk of the film. Inside the thicker coatings, the result of plasma treatment is the formation of a new carbon-containing chemical groups.
3.2.2 Al2O3 films
FTIR spectra of alumina coatings, deposited on Si substrate for 3 min, dried at ambient temperature and then annealed at the temperature of 300 or 500 °C, are shown in Fig. 10.

FTIR spectra of Al2O3 coatings, treated at different temperatures: 20, 300 and 500 °C
Within the range of 1,500–4,000 cm−1, the presented spectra are similar to the spectra of TiO2 coatings, which have been thoroughly discussed above. As one can see, the amount of -OH and alkyl groups in the coating decreases with the increase of the annealing temperature, also for the alumina coating.
The fingerprint bands of aluminum oxide are set within the range of 400–1,100 cm−1. For the film dried at the ambient temperature, three strong absorption bands—at 1,070, 620 and 482 cm−1—are visible. This set of bands is typical for the structure of boehmite AlO(OH) [19]. Such structure is maintained for the coatings annealed at 300 °C. In the case of the coating annealed at the temperature of 500 °C, some differences are observed. The intensity of boehmite bands decreases and a new broad absorption band appears in the range of 500–900 cm−1. This band is associated with the Al2O3 structure [20]. Additionally, the Al–OH band at 1,070 cm−1 is replaced by a wider band at 1,060 cm−1, which can be associated with the vibrations of Si–O or Si–O–Al bonds [21]. These bonds may be formed during annealing of Al2O3 coating on plasma-activated silicon substrate.
FTIR spectra of alumina coatings deposited for 3 min and treated with the oxygen plasma at the discharge power of 100 W and 400 W are shown in Fig. 11. The thickness of these coatings equals about 500 nm. Based on the analysis of the spectra presented in Fig. 11 it can be said that the chemical structure of the coating remains unchanged, preserving the structure of boehmite.

FTIR spectra of Al2O3 coatings processed in the plasma with a discharge power of 100 and 400 W
The effect of plasma treatment on the film structure is revealed after its annealing at 500 °C. Figure 12 presents a comparison of the infrared spectra of the coating annealed at 500 °C and the one which was both plasma treated and annealed at 500 °C. These spectra are similar in the range of 900–500 cm−1 corresponding to the vibrations of the Al2O3 bands, but they differ in other ranges. In the spectrum of the plasma treated and annealed coating, the band at 1,060 cm−1 (Si–O) is very weak, while bands derived from the alkyl groups (about 3,000 cm−1) are much stronger than in the spectrum of the annealed only coating. We suppose that these changes are due to the plasma treatment of the coating which involves a modification of the surface structure of the film, leading to its sealing. This process traps the alkyl groups inside the coating and simultaneously protects the substrate from the oxidation during annealing.

FTIR spectra of alumina coatings annealed at 500 °C and both plasma treated at glow discharge power of 400 W and annealed at 500 °C
Structure modification of the films has been confirmed by the FTIR analysis of the coatings of much smaller thickness. The films were deposited for 10 s and subjected to the plasma treatment. After the three fold repetition of the process, coatings of the thickness of about 50 nm were prepared. The spectrum of a thin coating, oxygen plasma treated at the glow discharge power of 400 W and presented in Fig. 13, is similar to the spectrum of the coating annealed at 500 °C (Fig. 12). The similarity indicates that plasma treatment can replace thermal annealing of Al2O3 coatings, but the applied glow discharge is effective only in the case of sufficiently small thickness of the coatings.

FTIR spectra of thin Al2O3 coatings plasma treatment at discharge power of 400 W
The plasma discharge densification process is confirmed by the measurements of the optical parameters. The values of refractive index amounted to 1.25 for an untreated film, 1.69 for thermally annealed one (500 °C) and 1.75 for a plasma treated coating. An increase of the refractive index (n) is a result of densification and ordering of the structure.
4 Conclusions
The results presented in the work show that the plasma enhanced aerosol–gel method allows one to obtain ceramic coatings. In addition, employment of plasma discharge for the substrate modification prior to the deposition, provides smooth and homogeneous coatings.
The plasma treatment brings about modification of chemical structure of both types of the coatings: TiO2 (alcohol base sol) and Al2O3 (water base sol). For sufficiently thin coatings, the effects of plasma treatment are similar to those obtained by thermal annealing. As far as thicker films are concerned, the structure modification is restricted to a thin surface layer. This produces an increasing difficulty to remove chemical moieties from the bulk of the coating, resulting in new possibilities of trapping desired organic groups within the structure of the film.
The presented method of producing ceramic coatings creates new opportunities for a control of their properties in terms of different applications. Combining plasma treatment of the substrates, deposition from aerosol and plasma treatment of deposited coatings in a single reactor, allows one to control the morphology and chemical structure of the obtained coatings.
References
Esquivias L (ed) (2008) Progress in sol–gel production. Trans Tech Publications, Dürnten, Switzerland
Sakka S (2004) Handbook of sol–gel science and technology: processing characterization and applications. Kluwer Academic Publishers, Norwell
Aegerter MA, Puetz J, Gasparro G, Al-Dahoudi N (2004) Versatile wet deposition techniques for functional oxide coatings. Opt Mater 26(2):155–162
Langlet M, Jenouvrier P, Kim A, Manso M, Valdez MT (2003) Functionality of aerosol–gel deposited TiO2 thin films processed at low temperature. J Sol-Gel Sci Technol 26(1):759–763
Langlet M, Trejo-Valdez M, Soppera O, Croutxé-Barghorn C (2005) Photoinduced processes in aerosol–gel deposited ormosil films. Thin Solid Films 472(1–2):253–260
Langlet M, Vautey C, Mazeas N (1997) Some aspects of the aerosol–gel process. Thin Solid Films 299(1–2):25–32
Yu JJ, Zhang J-Y, Boyd IW (2002) Formation of stable zirconium oxide on silicon by photo-assisted sol–gel processing. Appl Surf Sci 186(1–4):190–194
Liu H, Yang W, Ma Y, Cao Y, Yao J, Zhang J, Hu T (2003) Synthesis and characterization of titania prepared by using a photoassisted sol−gel method. Langmuir 19(7):3001–3005
Hart JN, Cervini R, Cheng Y-B, Simon GP, Spiccia L (2004) Formation of anatase TiO2 by microwave processing. Sol Energ Mat Sol C 84(1–4):135–143
Sumana KS, Rao KN, Krishna M, Murthy CSC, Passacantando M, Santucci S, Phani AR (2011) Structural modification of sol–gel derived TiO2 nanostructured films using microwave irradiation. CORD conference proceedings 1–6
Bao S-J, Liang Y–Y, Li H-L (2005) Synthesis and electrochemical properties of LiMn2O4 by microwave-assisted sol–gel method. Mater Lett 59(28):3761–3765
Mascia L, Zhang Z (1997) Dense outer layers formed by plasma treatments of silica coatings produced by the sol–gel method. J Mater Sci 32(3):667–674
Ohsaki H, Shibayama Y, Yoshida N, Watanabe T, Kanemaru S (2009) Room-temperature crystallization of amorphous films by RF plasma treatment. Thin Solid Films 517(10):3092–3095
Jones AC, Hitchman ML (2008) Chemical vapour deposition: precursors processes and applications. RSC Publishing, Cambridge
Aronsson B-O, Lausma J, Kasemo B (1997) Glow discharge plasma treatment for surface cleaning and modification of metallic biomaterials. J Biomed Mater Res 35:49–73
Szymanowski H, Zabeida O, Klemberg-Sapieha JE, Martinu L (2005) Optical properties and microstructure of plasma deposited Ta2O5 and Nb2O5 films. J Vac Sci Technol A 23(2):241–247
Urlaub R, Posset U, Thull R (2000) FT-IR spectroscopic investigations on sol–gel-derived coatings from acid-modified titanium alkoxides. J Non-Cryst Solids 265(3):276–284
Nolan NT, Seery MK, Pillai SC (2009) Spectroscopic investigation of the anatase-to-rutile transformation of sol−gel-synthesized TiO2 photocatalysts. J Phys Chem C 113(36):16151–16157
Zu G, Shen J, Wei X, Ni X, Zhang Z, Wang J, Liu G (2011) Preparation and characterization of monolithic alumina aerogels. J Non-Cryst Solids 357(15):2903–2906
Vasconcelos DCL, Nunes EHM, Vasconcelos WL (2012) AES and FTIR characterization of sol–gel alumina films. J Non-Cryst Solids 358(11):1374–1379
Oréfice RL, Vasconcelos WL (1997) Sol–gel transition and structural evolution on multicomponent gels derived from the alumina-silica system. J Sol-Gel Sci Technol 9(3):239–249
Acknowledgments
This work was financially supported by Polish National Science Centre, the research Grant no. N N508 593539.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Pietrzyk, B., Miszczak, S., Szymanowski, H. et al. Plasma enhanced aerosol–gel method: a new way of preparing ceramic coatings. J Sol-Gel Sci Technol 68, 455–463 (2013). https://doi.org/10.1007/s10971-013-2986-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10971-013-2986-9