
Abstract
A semi-automated purification module for the cyclic separation of 99mTc was designed for production of [99mTc]TcO4– from γ irradiated 100Mo target. The separation process was carried out by using a 3-column purification system and the final product, [99mTc]TcO4–, was obtained in a total volume of 7 mL. To confirm proper separation achieved for 99mTc, a radio-labeling procedure using DTPA chelator was performed. The radiochemical purity was higher than 95%, which meets the strict radiopharmaceutical requirements. The yielded 99mTc can be separated with high efficiency from Mo in a quick and repeated way. Loss of 99mTc radioactivity during such a three-column separation process was not larger than 10%.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The radionuclide technetium-99 m (99mTc) is a gamma emitter ideal for diagnostic applications due to its realatively short half-life (t1/2 = 6.0 h) and the emitted photon energy (γ = 140.5 keV) which are well suited for Single-Photon Emission Computed Tomography (SPECT) imaging In addition, it allows for exploiting its multi-oxidation states thus resulting in the ability to produce a variety of complexes. Due to these peculiar properties, 99mTc is the most widely used radionuclide in nuclear medicine and currently more than 80% of imaging diagnostic procedures are based upon this radioisotope [1, 2]. 99mTc is easily available in hospitals via 99Mo/99Tc generator systems. The parent isotope, molybdenum-99 (99Mo) is routinely produced in nuclear reactors by fission of highly- or low-enriched uranium-235 targets.
In recent years, 99Mo supplies have been limited by extended or unplanned shutdown of designated reactors around the world. Whereas there used to be about 400 research nuclear reactors in operation, this number has halved to-date and is continuing to decline rapidly [3]. Conversely, due to the aging of society, the demand for diagnostic tests using 99mTc is markedly increasing. In order to mitigate the 99Mo/99mTc shortage occurred in the last decade, a variety of alternatives production routes, including both reactor and accelerator, are being investigated with the aim of achieving sustainable direct production of 99Mo or 99mTc for clinical use [4, 5]. Alternative technologies classified as short-term approaches include uranium fission in homogeneous solution reactors, neutron activation and cyclotron production. Molybdenum-99 production via neutron-induced activation of 98Mo is simple, however the 98Mo(n,γ)99Mo nuclear reaction produces only low specific 99Mo activity [6]. Accelerator-based production of 99Mo through the 238U(γ,f)99Mo reaction is feasible [7], but the production efficiency is poor due to the low cross section of the nuclear reaction. Direct cyclotron production of 99mTc via the 100Mo(p,2n)99mTc identified almost 40 years ago, is now considered as the best route [8]. Since then, its production parameters have been investigated using a wide range of cyclotrons [9,10,11,12,13]. Using this method, it is possible to produce large quantities of 99mTc, by using proton beams with energies of 16 meV, featured by hundreds of medical cyclotrons all over the world. This may suggest that small cyclotrons, which are typically used in PET isotope manufacturing, could also be used to produce 99mTc. This technology requires > 99% 100Mo-enriched targets, and the recycling of target material is very important from the economic point of view of this process. Furthermore, direct 99mTc production by using proton cyclotrons can only meet local needs.
The 100Mo(γ,n)99Mo photonuclear reaction, where high-energy photons obtained from an electron accelerator are used, is considered as a “mid-term” technology (available up to 2025) [14]. The photo-neutron absorption cross section presents its maximum at 14 meV. The bremsstrahlung process exploited by such linear accelerators with beam powers as high as 50 kW are used to generate high flux of such energetic photons [15]. Unfortunately, the specific activity of 99Mo thus obtained following such a production pathwayis however too poor to be considered for a commercial supply of 99mTc generator systems that use alumina columns and which require other separation methods.
The separation of 99mTc from Mo target mass has been investigated with the aim of extracting higher quantities of 99mTc from low specific activity 99Mo. Several processes, such as sublimation [16, 17], solvent–solvent extraction with Methyl Ethyl Ketone (MEK) [18] have been developed. In this process, Mo target is dissolved and mixed with MEK, forming two phases which are then separated. The MEK phase containing 99mTc is passed through the alumina column to trap any trace amounts of Mo. In the next step, the MEK phase is evaporated off and the 99mTc residue is dissolved in saline. This method is effective and the separation system has been fully automated as described by Martini et al. [19]. It has been later replaced by extraction chromatography techniques [20,21,22,23], automation of which is easily achievable. Extraction chromatography combines the advantages of selectivity in solvent extraction and high separation efficiency. During this approach, the extractant is immobilized on the surface of inert resin beads. The most commonly used resin in extraction chromatography for technetium separation is TEVA®, produced and commercialized by Eichrom Technologies Inc, the functional group of which is an aliphatic quaternary amine. Column chromatography is the most commonly used technique and the uptake of technetium on TEVA resin from a variety of matrices is high in mildly acidic conditions [24]. Various resins selective to [99mTc]TcO4–, such as zirconium molybdate gel [25], ion-exchange resin [26], PEG modified C18 [27] and AnaLig®Tc-02 resin [28,29,30], have been tested.
The 99mTc separation technology needs to be automated for purposes of routine production. Morley et al. [31] and Dash et al. [32] described automated module systems based upon column chromatography. In those systems the target dissolution occurs outside the separation and purification system and TcO4–/MoO4– solution is passed through the module. Conversely, a dissolution reactor is included in the solvent-extraction module setup described by Martini et al. [19, 33] and Capogni et al.[34], composing a fully-automated, remotely controlled module for the extraction and purification of 99mTc.
Molecular recognition technology (MRT) is the most advanced approach among separation techniques, by using specially designed organic chelating agents or ligands where the metal-selective ligand can bind metal in a particular form. The selectivity of MRT is affected by ion radius, coordination chemistry, geometry, charge. For example, ReO4– will compete with TcO4– for binding sites due to these compounds sharing almost the same ion radius. The composition of the matrix has no influence on the efficiency of the separation process even in the presence of high concentrations of competing species. The effectiveness of AnaLig® Tc-02 resin in separation procedures has been already reported [28, 29, 35].
Here the design and development of a separation system is described, based upon column chromatography with an AnaLig®Tc-02 resin for the isolation of 99mTc from 100Mo target irradiated with high energy γ photons. The aim of this study was to set up a semi-automated purification module for cyclic [99mTc]TcO4– separation 100Mo-enriched target irradiated by a gamma beam. This is the first study, where AnaLig®Tc-02 resin has been used to construct a 99mTc generator from the low specific activity 99Mo.
Experimental
Materials
AnaLig® Tc-02 was purchased from IBC Advanced Technologies Inc. (USA). Dowex-50 WX2100–200 mesh and Alumina A were obtained from SERVA Electrophoresis GmbH (Germany) and MP Biomedicals GmbH (Germany), respectively. Other reagents and solvents (reagent grade) were purchased from Sigma-Aldrich, Merck and Avantor Performance Materials (USA) and were used without further purification. Deionized water (18.2 MΩ·cm) was prepared in a Hydrolab water purification system (Hydrolab, Poland).
The radioactivity measurement was performed by γ-spectrometry on Coaxial High Purity Germanium (HPGe) detector (GX 1080) connected to a DSA-1000 multichannel analyzer (Canberra, Meriden, CT, USA). The radiochemical purity of the preparation on the ITLC sheets was determined by Perkin Elmer Cyclone Plus Radiometric TLC Reader and analyzed using Optiquant software.
99mTc separation and purifiation process on a semi-automated purification module to cyclic isolation of [99mTc]TcO4 – from the gamma irradiated 100Mo target
The process of separation of 99mTc from Mo target was tested on a solution simulating a dissolved 100Mo target irradiated with a gamma beam. For this purpose, we used natMo (≥ 99.99%, Merck) and [99mTc]TcO4– eluate obtained from Polgentec 99Mo/99mTc isotope generator (POLATOM, Poland). The natMo solution was prepared by dissolving 250 mg in 3 mL 30% H2O2. Next, 3 mL of 2 M NaOH or 2 M (NH4)2CO3 was added to the Mo solution and finally the solution was spiked with [99mTc]TcO4– obtained from 99Mo/99mTc generator. These mixtures were separated on plastic columns (d = 9 mm, h = 20 mm) packed with 70 or 100 mg resin.
The semi-automated system developed during this study for the separation [99mTc]TcO4– from the Mo mass concerned comprises two four-channel peristaltic pumps and three plastic columns. The first column (d = 9 mm, h = 20 mm) was packed with 100 mg AnaLig® Tc-02 suspended in 1 M (NH4)2CO3, the second (d = 13 mm, h = 65 mm) packed with 1.5 g Dowex-50 WX2 suspended in 2 M HCl and third (d = 9 mm, h = 65 mm) packed with 1 g Alumina A suspended in 0.01 M HNO3. The pumps and columns in the system were connected by polymer tubing (Tygon® S3™ E-LFL, 1.52 mm ID, Tygon® Chemical 2001, 1.52 mm ID) and 3 channel valves. All components for the module were purchased from Ismatec REGLO ICC, Cole Parmer GmbH (Germany).
The primary parameters for 99mTc radionuclide separation from Mo target material on the AnaLig®Tc-02 resin have already been tested by Pawlak et al. [29] in developing the technology for the accelerator-produced 99mTc by proton irradiation of the 100Mo target.
In our case, we have a completely different problem. The separation system we propose concerns a 100Mo target irradiated with gamma quanta, where as a result of the nuclear reaction 99Mo the parent radionuclide for 99mTc is produced. Therefore, the proposed system must provide multiple 99mTc elution and works as a 99Mo/99mTc generator.
The experiments were performed on the columns packed with AnaLig® Tc-02 resin. In order to develop a semi-automated method, it was also necessary to characterize several parameters, including resin mass in the column, flow rates during the adsorption on the bed as well as the specific conditions required for efficient 99mTc elution. After sorption, 99mTc was eluted with several milliliters of deionized water and the activities in the 1 mL fractions were measured. Experiments were carried out with different resin quantities (70 and 100 mg), various flow rates (0.2–0.4 mL/min) and various water elution flow rates (0.2–1 mL/min).
The [99mTc]TcO4– obtained from the semi-automated system developed during this study was used for the radio-labeling of DTPA ligand. The radio-labeling process was as follow: 1 mL of [99mTc]TcO4– was added to a kit formulation (homemade) containing 10 mg of DTPA, 3 mg of NaCl and 0.1 mg of SnCl2 in lyophilized form. The mixture was allowed to stand at room temperature for 5–10 min. The radiochemical purity was determined by ITLC method.
Results and discussion
99mTc separation process on AnaLig®Tc-02 resin
The obtained results from independent experiments with different resin quantities (70 and 100 mg), various flow rates (0.2–0.4 mL/min) and various water elution flow rates (0.2–1 mL/min) are shown in Figs. 1 and 2.

99mTc elution from column filled with 70 mg (grey line) and 100 mg (black line) AnaLig® Tc-02 resin. Loading flow rate was 0.2 mL/min and flow rate of elution [99mTc]TcO4– with water: 0.5 mL/min

99mTc elution curves from AnaLig® Tc-02 resin depending on the flow rate of the eluent. (filled square) loading flow rate was 0.2 mL/min and flow rate of water (to elute [99mTc]TcO4−): 0.2–1 mL/min, (filled circle)loading flow rate was 0.2 mL/min and flow rate of water (to elute[99mTc]TcO4–): 0.5 mL/min, (filled triangle) loading flow rate was 0.4 mL/min and flow rate of water (to elute [99mTc]TcO4–): 0.4 mL/min
In Fig. 1, elution profiles for the two resin masses, 70 and 100 mg, are plotted and in Fig. 2 the effect of different flow rates on the elution curves are shown.
Optimal results were obtained by using 100 mg of resin, loading the solution at a flow rate of 0.2 mL/min and eluting [99mTc]TcO4− at a flow rate of 0.5 mL/min. When using 70 mg of resin, no loss of [99mTc]TcO4– activity was recorded and recovery efficiency of up to 92% was achieved, but the 99mTc elution curve is wide and has a non-Gaussian shape. Passing sample through the column at flow rates higher than 0.2 mL/min results in insufficient retention of [99mTc]TcO4−. Moreover, if water elution flow rate is kept above 0.5 mL/min, [99mTc]TcO4− is eluted with low efficiency.
Semi-automated module of three-column purification system based on AnaLig® Tc-02 resin
Due to high cost of the target material, recovery of 100Mo target material is anyway highly recommended. Contamination of recovered 100Mo should be avoided and therefore Na+ and K+ salts cannot be used due to risk of activation of these ions by repeated irradiation. The use of ammonium carbonate (NH4)2CO3 salt is instead recommended to increase the ionic strength, as this salt decomposes at high temperatures to volatile gaseous products, which are easily removed. This is unquestionable advantage of the (NH4)2CO3 salt in terms of recycling Mo-100.
After optimization of ideal resin mass and flow parameters, a three-column separation system was constructed aimed at 99mTc isolation. As show in Fig. 3a, b, three columns, containing respectively AnaLig® Tc-02 resin, Dowex-50WX2 ion exchange resin and alumina were set up.

Semi-automated module of three-column purification system based on AnaLig® Tc-02 resin (a). Diagram of 99mTc separation using three-column process (b)
On the first column, which was packed with AnaLig® Tc-02 resin, 99mTc is separated from the Mo target mass. The first fraction eluted from the column, containing 100Mo target material and 99Mo, is collected in the tank and after growing of 99mTc is returned to the AnaLig® Tc-02 column. The fraction containing pertechnetate ions, eluted with water, must then be passed through a cation exchange resin, in order to improve binding of pertechnetate to the alumina column, which is sensitive to pH increase above neutral. Therefore, on the second column, NH4+ ions are removed by Dowex-50WX2 ion exchange resin and replaced by H+. Finally, [99mTc]TcO4– is trapped on the alumina column and eluted with 0.9% saline solution, delivering 99mTc ready for medical applications. This system includes two four-channel peristaltic pumps in a configuration allowing users to run two or more processes simultaneously. Primary advantages of the proposed semi-automatic system include a guarantee of repeatability, convenient operation and shorter duration of [99mTc]TcO4– separation process in comparison with a system based on a single-channel peristaltic pump.
The following parameters were optimized for [99mTc]TcO4– separation: 250 mg of Mo was dissolved into 3 mL of 30% H2O2. To this solution, 3 mL of 2 M (NH4)2CO3 was added and the solution was spiked with [99mTc]TcO4– obtained from the 99Mo/99mTc generator. The solution was passed through the first column packed with AnaLig® Tc-02 resin (arrow no. 4 in Fig. 3). After loading, the column was washed with 3 mL of 1 M (NH4)2CO3 (arrow no. 5 in Fig. 3) and [99mTc]TcO4– was eluted in 1 mL fractions using 17 mL of water (arrow no. 6 in Fig. 3) at a flow rate of 0.5 mL/min. The aqueous 99mTc eluate was passed through the Dowex-50WX2 ion exchange resin, removing NH4+ ions and replacing them with H+ ions. For this purpose, 1.5 g of Dowex-50WX2 resin was washed and equilibrated with water, conditioned with 15 mL of 2 M HCl (arrow no. 1 in Fig. 3) and rinsed again with water to reach pH level equal to 3 (arrow no. 2 in Fig. 3).The flow-through from the Dowex-50WX2 column was applied to the Al2O3 column and [99mTc]TcO4– was eluted from this column by using 7 mL of 0.9% NaCl (arrow no. 7 in Fig. 3) as is shown in Fig. 4. The solution from the first column containing 99Mo, obtained in the process of loading and rinsing with (NH4)2CO3, is transferred to the tank, where, after the decay time required for the generation of new 99mTc daughter nuclei, it can be loaded onto AnaLig® Tc-02 resin once again. When the activity of 99Mo decreases, the solution is transferred to another reservoir and, after complete 99Mo decay, recovery of 100Mo can carried out.

Elution profile of 99mTc from alumina column
The proposed semi-automatic process of separating 99mTc from the Mo target mass appears to be very efficient: the whole process, including 99mTc separation from Mo and purification can be carried out in 90 min and 99mTc loss during three-column separation was below 10% (Table 1).
The 99mTc recovery yield turned out to be above 90% (Table 1.) and losses of 99mTc were less than 10%. When eluting 99mTc from alumina columns by means of 0.9% NaCl, 8% of 99mTc activity is still retained on the resin. The concentration of molybdenum in the final solution is about 0.04 ppm.
Also it should be taken into account that, the enriched 100Mo material (NorthStar) consists of 100Mo (97.39%) and 98Mo (2.59%) but also other elements are present at ppm level (amon others Fe, Cr, W). Apart from 99Mo some side-products are formed due to presence of these impurities.
The major side products identifed after irradiation of enriched targets are 95,96,97,98mNb isotopes and 95Zr [36]. These radionuclides are not retained by AnaLig ®Tc-02 and at first step of separation procedure these side-reaction products are separated from final [99mTc]TcO4− solution. AnaLig ®Tc-02 resin retained only Tc in form of pertechnetate ion; only the ReO4− could compete with [99mTc]TcO4− for binding sites but this ion is not present. If there are other than 99mTc technetium isotopes they will necessarily follow the same extraction route as 99mTc. Isotopes of the same element cannot be chemically separated but fortunately 9xTc isotopes are not identified in the irradiated targets.
Radiolabelling of DTPA ligand
In order to confirm that the 99mTc separated in the procedure described above will meet radiopharmaceutical standards, thus allowing to considering its use in diagnostic procedures, synthesis of a diethylenetriaminepentaacetic acid (DTPA) complex of 99mTc was carried out. In nuclear medicine, [99mTc]Tc-DTPA is routinely used to assess kidney function in a variety of conditions and to measure the glomerular filtration rate. Synthesized [99mTc]Tc-DTPA complex was analyzed by Instant Thin-Layer Chromatography (ITLC). As showed in Fig. 5, the [99mTc]Tc-DTPA complex migrated with the 0.9% NaCl eluent front (Rf = 1) and stayed at the origin in acetone (Rf = 0). Lack of 99mTc colloidal forms at the origin in both solvents and absence of signal from free, unbound pertechnetate in [99mTc]TcO4– which migrated with the 0.9% NaCl solvent front, indicates high radio-labeling yield. Based on these results, the radio-labeling was estimated as higher than 95%.

ITLC analysis of [99mTc]Tc-DTPA in acetone (right—L1) and in 0.9% NaCl (left—L2) mobile phases
Conclusions
A semi-automated module prototype set up for the separation and use of 99mTc radionuclide yielded by decay of parent 99Mo, obtained from 100Mo targets irradiated by high-energy gamma beams is here described, along with subsequent extraction of [99mTc]TcO4– from Mo using new AnaLig® Tc-02 extraction resin. The three-column module allows for the purification and preparation of 99mTc in a 7 mL final volume. The procedure is fast and can be repeated every 24 h (the time needed to achieve the maximum activity for 99mTc). The suitability of the separation process based on AnaLig® Tc-02 resin has been confirmed by > 95% yield of [99mTc]Tc-DTPA synthesis. The other quality control parameters, reported in the European Pharmacopoeia, have to be fulfilled prior to finally claim that the 99mTc product could be used for medical application. In the future we plan to do experiments on gamma-irradiated target to confirm purity of the final product to assess radionuclide, radiochemical and chemical purity values. It should be noted that the module can also be applied to separate 99mTc from neutron-irradiated 98Mo target.
References
International Atomic Energy Agency (IAEA) (2008) Technical report series 466: technetium-99m radiopharmaceuticals: manufacture of kits. IAEA
https://www.world-nuclear.org/information-library/non-power-nuclear-applications/radioisotopes-research/radioisotopes-in-medicine.aspx. Accessed 29 Jan 2021
Fujiwara M, Nakaia K, Takahashi N, Hayakawa T, Shizuma T, Miyamoto S, Fan GT, Takemoto A, Yamaguchi M, Nishimura M (2017) Production of medical 99mTc isotope via photonuclear reaction. Phys Part Nuclei 48:124–133. https://doi.org/10.1134/S1063779617010075
Pillai MR, Dash A, Knapp FF Jr (2013) Sustained availability of 99mTc: possible paths forward. J Nucl Med 54:313–323. https://doi.org/10.2967/jnumed.112.110338
Ruth TJ (2014) The medical isotope crisis: how we got here and where we are going. J Nucl Med Technol 42:245–248. https://doi.org/10.2967/jnmt.114.144642
Hasan S, Prelas MA (2020) Molybdenum-99 production pathways and the sorbents for 99Mo/99mTc generator systems using (n, γ) 99Mo: a review. SN Appl Sci 2:1782. https://doi.org/10.1007/s42452-020-03524-1
Stichelbaut F, Jongen Y (2010) Design of accelerator-based solutions to produce Mo-99 using lowly-enriched uranium. Nucl Med Biol 37:713. https://doi.org/10.1016/j.nucmedbio.2010.04.115
Beaver J, Hupf H (1971) Production of 99mTc on a medical cyclotron: a feasibility study. J Nucl Med 12:739–741
Takács S, Szűcs Z, Tárkányi F, Hermanne A, Sonck M (2003) Evaluation of proton induced reactions on 100Mo: New cross sections for production of 99mTc and 99Mo. J Radioanal Nucl Chem 257:195–201. https://doi.org/10.1023/A:1024790520036
Lebeda O, Pruszyński M (2010) New measurement of excitation functions for (p, x) reactions on natMo with special regard to the formation of 95mTc, 96m+gTc, 99mTc and 99Mo. Appl Radiat Isot 68:2355–2365. https://doi.org/10.1016/j.apradiso.2010.05.011
Esposito J, Vecchi G, Pupillo G, Taibi A, Uccelli L, Boschi A, Gambaccini M (2013) Evaluation of 99Mo and 99mTc productions based on a high-performance cyclotron. Sci Technol Nucl Instal. https://doi.org/10.1155/2013/972381
Manenti S, Holzwarth U, Loriggiola M, Gini L, Esposito J, Groppi F, Simonelli F (2014) The excitation functions of 100Mo(p, x)99Mo and 100Mo(p,2n)99mTc. Appl Radiat Isot 94:344–348. https://doi.org/10.1016/j.apradiso.2014.09.010
Pupillo G, Esposito J, Haddad F, Michel N, Gambaccini M (2015) Accelerator-based production of 99Mo: a comparison between the 100Mo(p, x) and 96Zr(α, n) reactions. J Radioanal Nucl Chem 305:73–78. https://doi.org/10.1007/s10967-015-4091-8
Non-HEU Production Technologies for Molybdenum-99 and Technetium-99m, Nuclear Energy (2013) Series No. NF-T-5.4, IAEA
Ross C, Galea R, Saull P, Davidson W, Brown P, Brown D, Harvey J, Messina G, Wassenaar R, de Jong M (2010) Using the 100Mo photo-neutron reaction to meet Canada’s requirement for 99mTc. Phys Can 66:19–24
Sabel’nikov AV, Maslov OD, Molokanova LG, Gustova MV, Dmitriev SN (2006) Preparation of 99Mo and 99mTc by 100Mo(γ, n) photonuclear reaction on an electron accelerator, MT-25 microtron. Radiochemistry 48:191–194. https://doi.org/10.1134/S1066362206020172
Tachimor S, Nakamura H, Amano H (1971) Diffusion of Tc-99m in neutron irradiated molybdenum trioxide and its application to separation. J Nucl Sci Technol Tokyo 8:295–301. https://doi.org/10.1080/18811248.1971.9735334
Narasimhan DVS, Mani RS (1976) Chemical and radiochemical evaluation of the purity of 99mTc extracted by MEK. J Radioanal Chem 33:81–100. https://doi.org/10.1007/BF02519685
Martini P, Boschi A, Cicoria G, Uccelli L, Pasquali M, Duatti A, Pupillo G, Marengo M, Loriggiola M, Esposito J (2016) A solvent-extraction module for cyclotron production of high-purity technetium-99m. Appl Radiat Isot 118:302–307. https://doi.org/10.1016/j.apradiso.2016.10.002
Rogers R, Horwitz EP, Bond AH (1997) Process for recovering pertechnetate ions from an aqueous solution also containing other ions. US Patent Specification 5603834
Bartosova A, Rajec P, Reich M (2004) Preparation and characterization of an extraction chromatography column for technetium separation based on Aliquat-336 and silica gel support. J Radioanal Nucl Chem 261:119–124. https://doi.org/10.1023/B:JRNC.0000030944.93883.58
Dilip M, Griffin ST, Spear SK, Rijksen C, Rodríguez H, Rogers RD (2008) Dual nature of polyethylene glycol-based aqueous biphasic extraction chromatographic (ABEC) resins: uptakes of perchlorate versus mercury(II). Ind Eng Chem Res 47:7390–7396. https://doi.org/10.1021/ie800841j
Viglašová E, Daňo M, Galamboš M, Rosskopfová O, Rajec P, Novák I (2016) Column studies for the separation of 99mTc using activated carbon. J Radioanal Nucl Chem 307:591–597. https://doi.org/10.1007/s10967-015-4142-1
Shi K, Hou X, Roos P, Wu W (2012) Determination of technetium-99 in environmental samples: a review. Anal Chim Acta 709:1–20. https://doi.org/10.1016/j.aca.2011.10.020
Mostafa M, Atef M, El-Amir MA (2017) Preparation and performance studies of 99Mo/99mTc column generators based on nano zirconium molybdate. J Radioanal Nucl Chem 314:1683–1694. https://doi.org/10.1007/s10967-017-5594-2
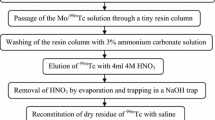
Chattopadhyay S, Das SS, Das MK, Goomer NC (2008) Recovery of 99mTc from Na2[99Mo]MoO4 solution obtained from reactor-produced (n, γ) 99Mo using a tiny Dowex-1 column in tandem with a small alumina column. Appl Radiat Isot 66:1814–1817. https://doi.org/10.1016/j.apradiso.2008.07.001
Andersson JD, Wilson JS, Romaniuk JA, McEwan AJB, Abrams DN, McQuarrie SA, Gagnon K (2016) Separation of [99mTc]pertechnetate and molybdate using polyethylene glycol coated C18 and C30 resins. Appl Radiat Isot 110:193–199. https://doi.org/10.1016/j.apradiso.2016.01.016
Wojdowska W, Pawlak D, Parus JL, Mikołajczak R (2015) Studies on the separation of 99mTc from large excess of molybdenum. Nucl Med Rev 18:65–69. https://doi.org/10.5603/NMR.2015.0017
Pawlak DW, Wojdowska W, Parus LJ, Mikołajczak R (2016) Application of AnaLig resin for 99mTc separation from 100Mo target irradiated in cyclotron. Appl Radiat Isot 113:75–78. https://doi.org/10.1016/j.apradiso.2016.04.021
Remenec B (2006) The selective separation of 90Sr and 99Tc in nuclear waste using molecular recognition technology products. Czech J Phys 56:D645–D651. https://doi.org/10.1007/s10582-006-0560-1
Morley TJ, Dodd M, Gagnon K, Hanemaayer V, Wilson J, McQuarrie SA, English W, Ruth TJ, Bénard F, Schaffer P (2012) An automated module for the separation and purification of cyclotron-produced 99mTcO4-. Nucl Med Biol 39:551–559. https://doi.org/10.1016/j.nucmedbio.2011.10.006
Das MK, Madhusmita CS, Das SS, Barua L, Neyar A, Kumar U, De A (2016) Production and separation of 99mTc from cyclotron irradiated 100/naturalMo targets: a new automated module for separation of 99mTc from molybdenum targets. J Radioanal Nucl Chem 310:423–432. https://doi.org/10.1007/s10967-016-4796-3
Martini P, Boschi A, Cicoria G, Zagni F, Corazza A, Uccelli L, Pasquali M, Pupillo G, Marengo M, Loriggiola M, Skliarova H, Mou L, Cisternino S, Carturan S, Melendez-Alafort L, Uzunov NM, Bello M, Alvarez CR, Esposito J, Duatti A (2018) A In-house cyclotron production of high-purity Tc-99m and Tc-99m radiopharmaceuticals. Appl Radiat Isot 139:325–331. https://doi.org/10.1016/j.apradiso.2018.05.033
Capogni M, Pietropaolo A, Quintieri L, Angelone M, Boschi A, Capone M, Cherubini N, De Felice P, Dodaro A, Duatti A, Fazio A, Loreti S, Martini P, Pagano G, Pasquali M, Pillon M, Uccelli L, Pizzuto A (2018) 14 MeV neutrons for 99Mo/99mTc production: experiments simulations and perspectives. Molecules 23:1872. https://doi.org/10.3390/molecules23081872
Bénard F, Buckley KR, Ruth TJ, Zeisler SK, Klug J, Hanemaayer V, Vuckovic M, Hou X, Celler A, Appiah JP, Valliant J, Kovacs MS, Schaffer P (2014) Implementation of multi-curie production of 99mTc by conventional medical cyclotrons. J Nucl Med 55:1017–1022. https://doi.org/10.2967/jnumed.113.133413
Tkac P, Chemerisov S, Gromov R, Song J, Nolen J, Makarashvili V, Vandegrift G (2020) Side-reaction products identified for photo-nuclear production of 99Mo. J Radioanal Nucl Chem 326:543–553. https://doi.org/10.1007/s10967-020-07307-1
Acknowledgements
This research was funded by International Atomic Energy Agency (IAEA), Research Contract No 22521- GamaTech “Cyclic 99mTc Isolation from the Gamma Irradiated 100Mo Target”, and the Ministry of Science and Higher Education, grant number 3882/IAEA/2018/0. The contribution of Kamil Wawrowicz was realized within Project No. POWR.03.02.00-00-I009/17-00 (Operational Project Knowledge Education Development 2014–2020 co-financed by European Social Fund).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Koźmiński, P., Gumiela, M., Walczak, R. et al. A semi-automated module for the separation and purification of 99mTc from simulated molybdenum target. J Radioanal Nucl Chem 328, 1217–1224 (2021). https://doi.org/10.1007/s10967-021-07710-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10967-021-07710-2