
Abstract
This paper demonstrates the effects of hot isostatic pressure (HIP) on the structure and transport critical parameters of in situ MgB2 wires without a barrier. Our results show that only HIP and nano-boron allow the formation of more high-field pinning centers, which lead to the increase in critical current density (J c) at high applied magnetic fields. Nano-boron and annealing at a low pressure increase the J c in the low magnetic field. This indicates that nano-particles create more high-field pinning centers. In addition, the results show that nano-boron improves the connection between the grains. Scanning electron microscope results show that HIP increases the reaction rate between Mg and B, density, and homogeneity of the MgB2 material. Additionally, HIP allows to create a structure with small grains and voids and eliminates the significance of the number of voids. High isostatic pressure allows to obtain high J c of 10 A/mm2 (at 4.2 K) in 10 T and increases irreversible magnetic field (B irr) and upper critical field (B c2). Measurements show that these wires have high critical temperature of 37 K.
Similar content being viewed by others


1 Introduction
The MgB2 material has many advantages, such as having a simple and easy structure, high critical temperature, low resistivity in the normal state, high critical current density at low magnetic fields, low anisotropy, and low-cost components and being suitable for the powder-in-tube (PIT) method [1,2,3,4,5]. All of these features make the MgB2 conductor very interesting for practical applications. However, the formation of the MgB2 material structure is not easy for two reasons. One is the strong reactivity of pure Mg with, e.g., oxygen and copper [6], and the second is the large difference between the melting points of Mg (650 °C) and B (2075 °C) [7, 8]. Therefore, it is very difficult to perform MgB2 wires without barriers with good critical parameters even though these wires are cheaper and have a simpler structure.
Moreover, MgB2 wires are made from Mg particles, which are much larger than B particles [9]. This indicates that the structure of the MgB2 material depends mainly on the Mg particle size. Pure Mg has several advantages such as high ductility and malleability. These factors allow to form the structure of an unreacted MgB2 wire by cold working, e.g., cold drawing [10], cold rolling [10], mechanical alloying [11], and cold isostatic pressure [12]. All these methods increase the density of the unreacted MgB2 material and lead to an increase in critical current density.
The MgB2 material structure is also influenced by chemical doping [2, 13], the purity level of the components [14], and the particle size of the precursor powders [15]. Doping in the MgB2 material is used to produce additional flux pinning centers in the MgB2 structure. This in turn results in a significant enhancement of the critical current density (J c) [16]. Formation of high-field pinning centers in MgB2 wires is very important for applications. The incorporation of carbon into the MgB2 material enhances the flux pinning properties of the sample at high applied magnetic fields [13]. Our previous work has shown that it is also possible to create high-field pinning centers by means of the hot isostatic pressure (HIP) process [11].
Additionally, some chemical additives also accelerate the reaction rate (e.g., Sn [17], because it has a lower melting point). This leads to an increase in the number of superconducting phases, the formation of small MgB2 grains, and the improvement in grain boundary pinning. Annealing of Mg in the liquid state gives rise to large voids (large shrinkage—25%), which reduce the density of the MgB2 material and the number of connections between the grains, leading to a reduction in the J c of MgB2 wires [2, 5, 18]. On the other hand, annealing of Mg in the solid state requires long annealing times to obtain a superconducting phase. However, a long annealing time leads to the formation of larger grains, which effectively reduce the number of grain boundaries. The poor connection between the grains and large number of voids significantly reduce the critical and mechanical parameters of the MgB2 wires. These adverse effects limit the feasibility of these wires in applications. In the present study, we show that annealing the MgB2 wires by using the HIP process eliminates these problems and allows the formation of a greater number of high-field pinning centers in the MgB2 wires with the contribution of the use of nano-sized boron.
2 Experimental Details
The starting materials in this work are commercially available powders of magnesium (Pavezyum company atomized magnesium, 99%, particle sizes 74–149 µm), amorphous boron (Pavezyum company boron 95, 95–97%, particle sizes <1 µm—50%), and amorphous nano-boron (Pavezyum company nano-boron, >98.5%, particle sizes <250 nm—50%) from Pavezyum Advanced Chemicals (Turkey). The Mg + 2B stoichiometric ratio is homogeneously mixed by means of rotary ball milling for 3 h at ambient conditions. The unreacted monofilament wires are produced by PIT in an iron shield of 9:12-mm inner/outer diameters with a filling factor of about 50% at the Abant Izzet Baysal University in Turkey [19, 20]. MgB2 wires are HIP processed at the Institute of High Pressure Physics in Warsaw. The wire samples are annealed at 740 °C for 40 min at a pressure of 0.1 MPa (sample A) and 1.1 GPa (sample B). HIP is made in 5-N argon atmosphere in a high-gas-pressure chamber [21]. Figure 1 shows the pressure chamber. In the first step, we increase the pressure. In the next step, we increase the annealing temperature. After completion of the process, in the first step, we reduce the annealing temperature. In the next step, we reduce the pressure. Critical current (I c) measurements of the MgB2 wires are made by using a four-probe resistive method at a temperature of 4.2 K for constant current in the range of 0 and 150 A in the presence of an external magnetic field applied perpendicularly to the sample surface at the International Laboratory of High Magnetic Fields and Low Temperatures (ILHMFLT) [22]. The I c is determined on the basis of 1 μ V/cm criterion. Transport current (15 Hz and AC current, I AC = 100 mA) is applied by using a physical properties measurement system (PPMS Model 7100, Quantum Design) at ILHMFLT. The values of irreversible magnetic field (B irr), critical temperature (T c), and upper critical field (B c2) are determined with the criterion of 10, 50, and 90% of normal-state resistivity before transition, respectively. Analysis of the microstructure is performed by a Zeiss scanning electron microscope (high-resolution low-energy type) at the Institute of High Pressure Physics, PAS, in Warsaw.

Pressure chamber. Maximum isostatic pressure of 1.6 GPa and maximum annealing temperature 2000 °C
3 Results and Discussion
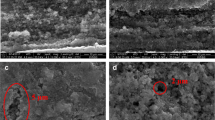
Figure 2a, b shows that annealing the wire samples at a low pressure leads to the formation of large amounts and large areas of pure Mg (light areas—Fig. 1a), whereas annealing at a high pressure significantly reduces the size and the number of areas of pure Mg (Figs. 1d and 2c). This indicates that HIP accelerates the rate of reaction in the MgB2 material and leads to the formation of more superconducting phases. In addition, annealing at a high pressure (Fig. 2d) affects the granular structure of the MgB2 material and yields the production of smaller grains than that of sample A (Fig. 2b). Scanning electron microscopy (SEM) results indicate that sample A has a large number of big voids (Fig. 3a) and big grains (Fig. 3c). The high-pressure annealing process is able to reduce the number of voids (about 100%) significantly (Fig. 3b), creates small grains (Fig. 3d), and increases the density of the superconducting core with a greater number of connections between the grains. Figure 4 also shows the results of energy-dispersive spectroscopy (EDS) analysis which is obtained from the fracture surface of samples A and B to avoid penetration of iron during polishing. The EDS analysis shows that the samples have good purity levels. Sample B (annealed under 1.1 GPa) has a small amount of iron in comparison to that of sample A (annealed under 0.1 MPa) as shown in Fig. 4b, c. Carbon and oxygen are formed during the preparation of the samples for SEM analysis (Fig. 4). Studies indicate that oxygen can create precipitation of MgO [6, 9, 18]. This precipitation can create surface or point (thickness close to the coherence length) pinning centers. These pinning centers significantly increase the J c in low and middle magnetic fields and poorly increase the J c in high magnetic fields.

The SEM analysis of sample cross sections in a the mode of backscattering electron (ESB) for sample A (0.1 MPa), b the mode of secondary electron for sample A, c the mode of ESB for sample B (1.1 GPa), and d the mode of secondary electron for sample B. In a and c, light areas indicate areas with a large number of Mg

The cross section in the mode of secondary electron (SE). a The sample annealed at an isostatic pressure of 0.1 MPa. b The sample annealed at an isostatic pressure of 1.1 GPa. Images with bigger magnification. c Sample A (0.1 MPa). d Sample B (1.1 GPa)

The EDS analysis of sample cross sections for a, b sample A (0.1 MPa) and c sample B (1.1 GPa)
The results in Fig. 5a show that the HIP process does not improve the B irr, T c, and B c2 at low applied magnetic fields ranging from 0 to 1 T. A gradual increase in the critical parameters of sample B, T c is raised about 2 K and B irr and B c2 are enhanced about 15%, is observed when the magnetic field is increased towards 8 T as shown in Fig. 5a, b. For applied magnetic fields above 8 T, a remarkable improvement in T c (more than 3 K) and in B irr and B c2 (about 20%) is achieved. The results in Fig. 5c show that the high pressure significantly increases the J c above 5 T at 4.2 K (e.g., in 7 T, the HIP process enhances twice the J c, and in 9 T, the HIP process enhances five times the J c), but does not contribute to the J c below 5 T.

Transport R-T (I AC = 100 mA) curves for samples A and B at a low magnetic fields and b high magnetic fields. c Transport J c-B curves for samples A and B
Our previous work showed that the choice of HIP and big-particle-sized boron powder significantly increases the J c at low and middle magnetic fields, but less increases the J c at high magnetic fields (above 6 T) [23]. Such a case substantially limits the use of these wires in high-field applications. The idea behind the present study is to use nano-sized amorphous boron, which accelerates the reaction rate, leading to more superconducting phase formation. According to our knowledge [23], the use of nano-boron increases the J c at low and middle magnetic fields, but this is not sufficient to increase the J c at high magnetic fields when the samples are annealed under low pressures. Transport measurements reveal that annealing MgB2 wires at HIP and the use of nano-sized amorphous boron powder allow for a notable increase in J c at high magnetic fields (see Fig. 5c). This indicates that HIP results in the formation of high-field pinning centers inside the MgB2 material if amorphous nano-boron powder is chosen as the starting material. We know that the HIP process increases the number of dislocations [24], which behave as high-field pinning centers inside the material [25]. We observe that the effect of HIP with amorphous nano-boron produces a large number of dislocations in the MgB2 material. Such an effect is not influential to increase the J c at magnetic fields below 5 T. In Fig. 3, we see that HIP significantly reduces the size and number of voids. Voids (larger than the coherence length) create surface pinning centers. Surface pinning centers increase the J c in the low and middle magnetic fields [25]. A smaller number of surface pinning centers poorly increase the J c below 5 T. In addition, our measurements indicate that high-field pinning centers are not efficient to improve the J c at low- and middle-magnetic-field regions. Pham et al. [26] and Akyüz et al. [5] show that in the MgB2 material, intrinsic pinning centers in MgB2 single crystals can exist. Their studies indicate that this type of pinning strongly anchored the vortex lattice [5]. Research suggests that the intrinsic pinning centers in the MgB2 material can create C, which is substituted for B [2, 13]. However, it seems that in the undoped MgB2 wires, dislocations can create high-field pinning centers.
On the other hand, the MgB2 sample annealed at a low pressure with amorphous nano-boron has surface pinning centers (large voids) as shown in Fig. 3a, and these pinning centers are capable to increase the J c at only low and middle magnetic fields. The results of the present work are important for further increasing the J c and B irr in MgB2 wires. This indicates that nano-particles and HIP create more high-field pinning centers than micro-particles and HIP. Additionally, the transport measurements suggest that nano-boron improves the main connection between the grains.
Our research [27] shows that the HIP process allows to obtain a homogeneous distribution of high-field and high-temperature pinning centers in MgB2 wires with the Nb barrier. This is very important because it allows to produce very long MgB2 wires with a uniform current density. It significantly increases the possibility of using MgB2 wires.
The use of large boron and lack of barriers significantly lower the cost of MgB2 wires and increase their reliability. This greatly increases the possibility of applying this type of MgB2 wires.
4 Conclusions
The results show that amorphous nano-boron and annealing under atmospheric pressure are only capable to increase the J c at low and middle magnetic fields. We observe that annealing under HIP allows increasing the density and uniformity of the MgB2 material, reduces the number of voids, increases the number of connections between the grains, and accelerates the reaction rate. As a conclusion, we find that the use of HIP with amorphous nano-sized boron results in a significant increase in the J c and the critical parameters of the MgB2 wires at high applied magnetic fields. The kind of application of MgB2 wires will determine the type of heat treatment, size, and purity grains of boron.
References
Nagamatsu, J., Nakagawa, N., Muranaka, T., Zenitani, Y., Akimitsu, J.: Nature 410, 63–64 (2001)
Takano, Y., Takeya, H., Furii, H., Kumakura, H., Hatano, T., Toganok, K., Kito, H., Ihara, H.: Appl. Phys. Lett. 78, 2914–2916 (2001)
Canfield, P.C., Finnemore, D.K., Bud’ko, S.L., Ostenson, J.E., Lapertot, G., Cunningham, C.E., Petrovic, C.: Phys. Rev. Lett. 86, 2423–2426 (2001)
Sharma, P.A., Hur, N., Horibe, Y., Chen, C.H., Kim, B.G., Guha, S., Cieplak, M.Z., Cheong, W.: Phys. Rev. Lett. 89, 167003 (2002)
Akyüz, Y., Biçer, A., Gürü, M.: Mater. Des. 28, 2500 (2007)
Woźniak, M., Hopkins, S.C., Gajda, D., Glowacki, B.A.: Physics Procedia 36, 1594 (2012)
Kennedy, G.C., Newton, R.C.: Solids under Pressure. In: Paul, W., Warschauer, D.M. (eds.), p. 163. McGrraw-Hill Book Company, New York (1963)
Pelissier, J.: Phys. Scr. 34, 838 (1986)
Tomsic, M., Rindflesich, M., Yue, J., McFadden, K., Phillips, J., Sumption, M.D., Bhatia, M., Bohnenstiehl, S., Collings, E.W.: Int. J. Appl. Ceram. Technol. 4, 250 (2007)
Gajda, D., Morawski, A., Zaleski, A.J., Haßler, W., Nenkov, K., Rindfleisch, M.A., Zuchowska, E., Gajda, G., Czujko, T., Cetner, T., Hossain, M.S.A.: J. Appl. Phys. 117, 173908 (2015)
Strickland, N.M., Buckley, N.R.G., Otto, A.: Curr. Appl. Phys. 4, 688 (2004)
Hossain, M.S.A., Senatore, C., Flukiger, R., Rindfleisch, M.A., Tomsic, M.J., Kim, J.H., Dou, S.X.: Supercond. Sci. Technol. 22, 095004 (2009)
Birajdar, B., Eibl, O.: J. Appl. Phys 105, 033903 (2009)
Wang, D., Zhang, X., Tang, S., Xu, D., Yao, C., Dong, C., Xu, Z., Ma, Y., Oguro, H., Awaji, S., Watanabe, K.: Supercond. Sci. Technol. 28, 105013 (2015)
Xu, D., Wang, D., Li, C., Yuan, P., Zhang, X., Yao, C., Dong, C., Huang, H., Ma, Y., Oguro, H., Awaji, S., Watanabe, K.: Supercond. Sci. Technol. 29, 045009 (2016)
Haßlerm, W., Herrmann, M., Rodig, C., Schubert, M., Nenkov, K., Holzapfel, B.: Supercond. Sci. Technol. 21, 062001 (2008)
Ma, Z., Jiang, H., Liu, Y.: Supercond. Sci. Technol. 23, 025005 (2010)
Jung, A., Schlachter, S.I., Runtsch, B., Ringsdorf, B., Fillinger, H., Orschulko, H., Drechsler, A., Goldacker, W.: Supercond. Sci. Technol. 23, 095006 (2010)
Akdogan, M., Yetis, H., Gajda, D., Karaboga, F., Ulgen, A.T., Demirturk, E., Belenli, I.: J. Alloy Compd. 649, 1007 (2015)
Ağl, H., Yetis, H., Akdogan, M., Altug, C., Akturk, S., Gencer, A.: Cryogenics 63, 138 (2014)
Cetner, T., Morawski, A., Gajda, D., Häßler, W., Rindfleisch, M., Tomsic, M., Zaleski, A., Czujko, T., żuchowska, E., Przysupski, P.: Supercond. Sci. Technol. 28, 045009 (2015)
Gajda, D., Morawski, A., Zaleski, A., Kurnatowska, M., Cetner, T., Gajda, G., Presz, A., Rindfleisch, M., Tomsic, M., Surdacki, P.: Supercond. Sci. Technol. 28, 015002 (2015)
Gajda, D., Morawski, A., Zaleski, A.J., Akdoğan, M., Yetiş, H., Karaboğa, F., Cetner, T., Belenli, I.: J. Alloy Compd. 687, 616 (2016)
Serquis, A., Civale, L., Hammon, D.L., Liao, X.Z., Coulter, J.Y., Zhu, Y.T., Jaime, M., Peterson, D.E., Mueller, F.M., Nesterenko, V.F., Gu, Y.: Appl. Phys. Lett. 82, 2847 (2003)
Livingston, J.D.: GE R&D Center Report (1969–1970) see www.bnl.gov/magnets/staff/gupta/Summer1968/0377.pdf
Pham, D., Jung, S.-G., Song, K.J., Ranot, M., Lee, J.H., Lee, N.N., Kang, W.H.: Curr. Appl. Phys. 16, 1046 (2016)
Gajda, D., Morawski, A., Zaleski, A.J., Haßler, W., Nenkov, K., Maecka, M., Rindfleisch, M.A., Hossain, M.S.A., Tomsic, M.: J. Appl. Phys. 120, 113901 (2016)
Acknowledgements
This work was supported by the Institute of High Pressure Physics, PAS, and the International Laboratory of High Magnetic Fields and Low Temperatures. It was also partially supported by the Scientific and Technological Research Council of Turkey (TUBITAK) (grant number: 113F080) and partly by the Ministry of Development of the Republic of Turkey under the grant number 2010K120520.
Author information
Authors and Affiliations
Corresponding author
Additional information
Open Access
This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Gajda, D., Morawski, A., Zaleski, A.J. et al. Formation of High-Field Pinning Centers in Superconducting MgB2 Wires by Using High Hot Isostatic Pressure Process. J Supercond Nov Magn 30, 3397–3402 (2017). https://doi.org/10.1007/s10948-017-4161-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10948-017-4161-y