
Abstract
A series of polyester prepolymers was synthesized from itaconic acid, phthalic anhydride, propane-1,2-diol and diethylene glycol by condensation polymerization. The use of itaconic acid as a source of unsaturation (instead of more common maleic anhydride giving fumarate moieties) enabled to replace styrene reactive diluent by methyl methacrylate. Room temperature curing of a model polyester resin was initiated by butanone peroxide in combination with several cobalt-, iron- and vanadium-based accelerators. Measurements of gelation time and exothermic behavior in thermally isolated installation revealed very promising catalytic properties for oxidovanadium(IV) dibutylphosphate. In follow-up tests, mechanical properties of the model unsaturated polyester resin were tuned by variation in propane-1,2-diol/diethylene glycol ratio and composition of acrylate/methacrylate reactive diluent. Mixtures of methyl methacrylate with secondary crosslinking agents (e.g., ethylene dimethacrylate, triethyleneglycol dimethacrylate and trimethylolpropane triacrylate) enabled to improve ultimate tensile strength, Young’s modulus, tensile toughness and impact toughness. Reported experimental data indicate that the described styrene- and cobalt-free system is very promising for reduction in health and ecological issues of currently used unsaturated polyester resins curable at room temperature.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Petroleum-based unsaturated polyester resins (UPRs) are thermosetting systems commonly used in composite industry [1]. Due to low cost, low density and excellent mechanical properties, glass fiber reinforced UPRs have found application as a construction material for boat building, storage tanks and components of wind energy plants [2]. UPR concretes are formulated from UPRs, different aggregates and fillers [3]. Filler- and reinforcing agent-free formulations of UPRs are used as furniture lacquers, adhesives and paints [1].
Classical UPRs are solutions of unsaturated polyester (UP) prepolymers in a reactive diluent (RD). The backbone chain of UP prepolymer usually contains fumarate segments (F), as a source of unsaturation, formed from maleic anhydride by isomerization. So far, styrene (STY) is almost the exclusive RD of choice for UPRs due to high reactivity, wide availability, low cost, low viscosity and rigid structure [4]. Nevertheless, the high reactivity of STY and its thermal instability led to necessity of stabilization by inhibitors to avoid undesired reactions upon handling and storage [5].
STY exhibits a tendency to produce alternating copolymer with UP, documented by reactivity ratios lower than unity (rF = 0.005, rSTY = 0.35) [6], which leads to a densely crosslinked polymer network necessary for assembly of durable materials. Ongoing efforts to replace STY in composite industry are motivated by health and environmental issues. European Chemical Agency (ECHA) classifies STY as a species suspected to be toxic to reproduction [7]. According to US Department of Health and Services, it is reasonably anticipated to be a human carcinogen. Moreover, US Environmental Protection Agency identified STY as a hazardous air pollutant [8,9,10]. Replacement of STY is further motivated by increasing concerns regarding to lowering green gas emissions and the fast depletion of fossil-based feedstock [11].
It should be noted that direct replacement of STY in composite industry is not a simple and straightforward process mainly owing to different polymerization behavior of alternative RDs and different mechanical properties of cured UPRs. Bio-based derivatives of styrene and allylbenzene are promising alternatives of STY for bio-based composites even though they show a lower dissolution capacity and give UPRs of higher viscosity [12,13,14]. They further suffer of pure availability and high price since they are in the early stage of development. Vinyl carboxylates, such as vinyl acetate (VAc) and vinyl levulinate (VL), seem to be a promising monomer capable to replace STY, as they have a tendency to produce alternating copolymers with fumarates (rF = 0.32, rVAc = 0.03; rF = 0.81, rVL = 0.01) [6, 15]. Nevertheless, application of vinyl carboxylates in composite industry is very limited by their low reactivity, which often led to partially cured UPR containing a lot of residual RD [15]. The situation is even worse in the case of diallyl phthalate (DAP) and ethyl vinyl ether (EVE). These monomers hardly polymerize through radical polymerization. Moreover, reactivity ratios of both systems (rF = 1.25; rDAP = 0.01; rF = 2.7; rEVE = 0) reveal a tendency to fumarate homopolymerization omitting presence of the RD (Fig. 1) [16, 17]. It should be noted that allyl esters (e.g., DAP) are not compatible with peroxide initiators owing to a risk of acrolein formation [18]. Vinyl ethers (e.g., EVE) are sensitive to hydrolysis under acidic conditions, therefore, not suitable for common UPRs with terminal carboxylic groups [19].

Acrylates and methacrylates are readily available monomers accessible from bio-based feedstocks [21,22,23,24,25,26]. Similarly as STY, they are highly reactive, which, in principle, enables to lower the level of residual RD in room temperature-cured composites by post-curing at elevated temperature [2]. Unfortunately, acrylates and methacrylates exhibit a strong tendency to homopolymerization omitting fumarate groups, as exemplified on reaction ratios of the pair fumarate-methyl methacrylate (MMA); rF = 0.03; rMMA = 40.4 [27]. Such issue can be partially solved by addition of oligomeric acrylates/methacrylates (e.g., butane-1,4-diol dimethacrylate); those increase crosslinking density in cured UPRs [28]. Another way to enhance crosslinking of cured UPRs involves a combination of methacrylates with VAc [29].
Modification of the UP backbone is another strategy to improve copolymerization behavior of the UP-methacrylate pair. For example, replacement of fumarate building blocks by itaconates leads to a more frequent alteration of monomer units, as documented by reactivity ratios for dimethyl itaconate (DMI)-MMA pair (rDMI = 0.42; rMMA = 1.28) [30]. It should be noted that use of the itaconic acid (IA) instead of maleic anhydride increases the bio-based content of the UPR, as IA is readily available from carbohydrates on the industrial scale [31]. Several examples of itaconate-based UPs curable with bio-derivable methacrylates have already been reported in literature [32,33,34].
Dialkyl itaconates are other bio-based monomers used as the alternative RDs for polyesters bearing itaconate building blocks [34,35,36,37,38]. In this case, an appearance of a random copolymer is expected, but its application is limited by a lower reactivity of itaconates compared to MMA [39].
Curing of UPRs proceeds through radical polymerization that can be initiated by a thermal decomposition of initiators or a photochemical production of initiating radicals.1 However, the curing process of commercial systems is often initiated by redox systems those usually consist of two components (reductant–oxidant pair) producing initiating radicals upon mixing [40]. Main advantages of this approach, over thermal initiation or decay of photoinitiators by UV-light irradiation, are ability to produce composites under a low energetic consumption, as highly efficient redox systems can perform under mild reaction conditions [41]. Initiating redox system consisting of tertiary amine and benzoyl peroxide, developed in 1950s, is widespread used in composite industry due to sufficiently fast kinetics, tunable properties and facile implementation into various technological processes [42,43,44]. However, necessity of stoichiometric amounts of the components (amine vs. peroxide) and toxicity of the low molecular amines remain its main drawbacks [45] even though the latter issue could be solved by binding of the amine reductant to an acrylic oligomer that prevents its leaching from the polymer [46]. Another way to reach a highly efficient initiating system utilizes a decomposition of organic peroxides by redox-active transition metal compounds. Such “initiator–accelerator” systems are capable to produce initiating radicals catalytically even from low reactive peroxides (e.g., hydroperoxides or ketone peroxides). It is documented on cobalt-based accelerators that are commonly used for room temperature curing of UPRs (Scheme 1) [40, 47].

Nevertheless, their future is questionable owing to health and ecological issues [48]. Soluble cobalt compounds, including carboxylates used as accelerators, are currently under in-depth evaluation by Cobalt REACH consortium and facing reclassification to class 1b carcinogens, which would tighten up the legislative restriction by ECHA considerably [49]. Furthermore, cobalt has been assessed by European Union as a critical element due to its high economic importance and high supply risk. Combination of these factors with its low recycling rate might lead to deficiency of cobalt on global market in near future [50].
Despite various manganese, iron and copper compounds in combination with peroxides are capable to initiate radical polymerization of UPRs [18]; our previous study has shown that only few of them are enough powerful to perform at room temperature in combination with ketone peroxides [47], which is crucial for their applications in the field of glass fiber reinforced composites [2]. The absence of sufficiently active and ecologically sustainable accelerator, which would effectively substitute the cobalt(II) carboxylates in the field of room temperature curable non-styrene UPRs, opens the gap for this study.
First part of this study deals with a synthesis of itaconate-based UPR, in which styrene RD is replaced by MMA. This model UPR is then used for investigation of the catalytic activity of different accelerators. The most suitable one, for this type of UPRs, was selected and used at optimal concentration for following optimalization of the UPR composition. Variation in the reactive diluent composition enabled to yield different styrene-free polymers. Their physical properties were compared with itaconate-based UPR using styrene as the RD.
Experimental section
Materials
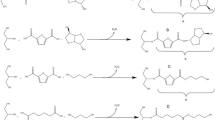
Itaconic acid (IA), hydroquinone, methyl acrylate (MA; stabilized), 2-ethylhexyl methacrylate (EHMA; stabilized), ethylene dimethacrylate (EDMA; stabilized), triethyleneglycol dimethacrylate (TEGDMA; stabilized by 4-methoxyphenol) and styrene (STY, stabilized) were supplied from Acros Organics (Geel, Belgium). Diethylene glycol (DEG), phthalic anhydride (PA) and xylene were supplied from Penta chemicals (Chrudim, Czech Republic). Propane-1,2-diol (PG) and methyl methacrylate (MMA; stabilized by hydroquinone) were purchased from Fisher Scientific (Geel, Belgium). FASCAT 4201 was obtained from PMC group (Mount Laurel, USA). Cobalt 2-ethylhexanoate (Co-2EH; in mineral spirits, 11 wt.% Co) and trimethylolpropane triacrylate (TMPTA; stabilized by 4-methoxyphenol) were supplied by Sigma-Aldrich (St. Louis, USA). Cobalt carboxylate (Co-C; a mixture of cobalt(II) acetate and potassium 2-ethylhexanoate in ethanol; 4 wt.% Co) and butanone peroxide (MEKP; in a mixture of dimethyl phthalate and diacetone alcohol, 32 wt.%) were supplied by Stachema (Kolín, Czech Republic). Borchi OXY-Coat (Fe-O; in propane-1,2-diol, 0.09 wt.% Fe; Scheme 2) was obtained Borchers (Langenfeld, Germany). We note that all material was used as obtained without further purification. Stabilizers were not removed from reactive diluents. Literature procedures were used for synthesis iron bispidine complex (Fe-B, 5.8 wt.% Fe; Scheme 2) [51], oxidovanadium p-dodecylbenzenesulfonate (VO-D, 5.5 wt.% V; Scheme 2) [52] and oxidovanadium dibutylphosphate (VO-PO; 10.6 wt.% V; Scheme 2) [53].

Components of redox initiating systems
Preparation of UPR
A mixture of monomers IA (260 g, 2.0 mol), PA (296 g, 2.0 mol), PG (Table 1) and DEG (Table 1) and esterification catalyst FASCAT 4201 (Bu2SnO; 1 g per 1 kg of monomers) was heated under nitrogen inlet while stirred by anchor stirrer. The reaction mixture becomes homogenous at ~ 140 °C. At 160 °C, xylene (~ 75 mL) was added, and nitrogen flow was stopped, as solvent vapors begin to produce inert atmosphere. The temperature of the reaction mixture was maintained at 160 °C and produced water was distilled off using Dean–Stark apparatus. During the syntheses, samples were collected periodically to follow the acid value (AV) decrease. When AV dropped below 50 mg KOH/g, the reaction mixture was cooled down, and volatiles were vacuum evaporated at 100 °C. After cooling to 80 °C, the neat UP was diluted with MMA to reach a stock solution of 80 wt.% solid content. Final dilution to 70 wt.% solid content was done by given reactive diluent (or diluent mixture) at room temperature.
Sample diluted with STY was prepared in similar way. The itaconate-based UP was treated with hydroquinone (0.5 g per 1 kg) and cooled to 70 °C before dilution. STY was treated with hydroquinone (0.25 g per 1 kg) and precooled to –30 °C. After the addition, the mixture was stirred at laboratory temperature for 2 h. Appeared mixture was homogenized by stirring at 80 °C and then cooled to room temperature.
Molar concentration of itaconate double bonds (fa) was calculated as a ratio between number of unsaturations from the UP over number of unsaturations from both the UP and RD components.
Determination of gelation time
Given UPR (12 g) was treated by given accelerator and homogenized by stirring. Commercial solutions of accelerators (Co-C, Co-2EH and Fe-O) and synthesized semi-solid samples (VO-D and VO-PO) were weighted on analytical scales. Solid sample of Fe-B (17.2 mg) was dissolved in UPR (10 g) to give a stock solution (0.01 wt.% of Fe). 1 g of this solution was diluted in with 9 g of UPR to reach second stock solution (0.001 wt.% of Fe), which was used for preparation of final formulations. After accelerator dissolution, MEKP (50 μL) was added, and the mixture was stirred for 10 s. The gelation time was determined on a Techne Gelation Timer GT-5 (Cole-Parmer, UK) using a 16-mm stainless steel plunger according to ISO 2535 [54]. We note that the time measurement started at a point when MEKP was added to the formulation.
Exothermic behavior
Given UPR (12 g) was treated by given accelerator and homogenized by stirring. After that, MEKP (50 μL) was added, and the formulation was stirred for 10 s and inserted into a thermally isolated installation. Temperature development in the central part of the curing formulation was followed by a K-type thermocouple temperature sensor (t99 = 7 s) using a multifunctional data logger Testo 435 (Testo, Lenzkirch, Germany). We note that zero at the time scale corresponds to a point when MEKP was added to the formulation. Correction of the exothermic curves on adiabatic conditions and estimation of ΔTad, (dT/dt)max and tmax was done as described elsewhere [47].
Preparation of specimen for mechanical testing
Specimen with sizes suited for different mechanical tests was prepared by curing of UPR formulations in silicone molds. Formulations of UPR were treated by VO-PO (12.8 mg per 12 g of UPR), homogenized by stirring, treated by MEKP (50 μL per 12 g of UPR) and stirred again. The initiated formulations were degassed in ultrasound bath (3 min. in degas mode), poured into silicone molds and cured for 24 h at room temperature. The samples in molds were then post-cured for 1 h at 50 °C, 1 h at 70 °C and 1 h at 90 °C. After post-curing, they were slowly cooled down to room temperature. Gel content of post-cured and finely grinded samples was determined by extraction by tetrahydrofuran (THF).
Viscosity
Viscosities of uncured UPR blends were measured on a Höppler’s Rheo-Viscometer (Veb Prufgerate-Werk Medingen, Germany) using a 0.1 cell (K = 0.10312) and 400 g weight at 25 °C.
Spectroscopic measurements
1H NMR spectra were measured at 300 K on a Bruker 500 Avance spectrometer. The chemical shifts are given in ppm relatively to Me4Si. Vibration spectra were collected on a Nicolet iS50 FTIR spectrometer equipped with Raman module (Waltham, MA, USA). Infrared spectra were measured using build-in diamond attenuated total reflection crystal in region 4000–400 cm–1 (data spacing = 0.5 cm–1). Raman spectra were measured using Nd:YAG excitation laser (λ = 1064 nm, power = 0.5 W, data spacing = 1 cm–1) in the region 3500–200 cm–1.
Size exclusion chromatography
The experimental setup for size exclusion chromatography (SEC) consisted of a Waters liquid chromatograph Alliance e2695 with a refractive index detector 2414 and two Agilent Mixed-C columns 300 × 7.5 mm. THF at a flow rate of 1 mL/min was used as the mobile phase. The analyzed samples were prepared as solutions in THF at the concentration of ≈ 3 mg/mL; the obtained solutions were filtered with 0.45-μm filters; the injected volume was 100 μL. The columns were calibrated by narrow polystyrene standards covering the molar mass range of 162 to 6 × 106 g/mol. The obtained molar mass averages are relative to polystyrene and cannot be considered to be true molar mass values. However, they can be used for mutual comparison of samples of similar chemical composition and molecular structure.
Dynamic mechanical analysis
The viscoelastic properties of cured samples were determined on a DX045 device (RMI, Czech Republic) in a single-fixed point configuration. Rectangular specimens (50 × 6 × 4 mm) were analyzed in the single cantilever bending geometry (d = 11 mm) using a deviation of –0.15 to 0.15 mm at 1 Hz frequency. The measurements were carried out in the –60 to 150 °C temperature range using a heating rate of 3 °C/min. Density of crosslinking (νe) was calculated from DMA diagrams according to Eq. (2):
where G′ is sheer modulus at 140 °C, R is gas constant and T is temperature [55, 56].
Tensile stress–strain properties
Ultimate tensile strength (σmax), strain upon failure (εf) and Young’s modulus (E) were measured on an Instron Universal Testing Machine 1122 (Bluehill Universal) with a load cell of 5 kN, support span of 22 mm and head speed of 5 mm/min. The measurements were done with flat dog-bone-shaped specimen of 47.5 mm overall length and 14.7 mm width of the grip section (reduced section: 12.5 × 5 × 2 mm) according to ASTM D1708-18 [57]. For accuracy, at least eight specimens were tested for each UPR blend. Tensile toughness (UT) was calculated from tensile stress–strain diagrams according to Eq. (3):
where σ is stress, ε is strain and εf is strain upon failure.
Impact toughness
The Charpy impact test was carried out on a Plastic Pendulum Impact Tester 501 J-3 (Shenzhen WANCE Testing Machine Co.) using rectangular specimen of 50 × 6 × 4 mm size and a support span of 40 mm according to ČSN 64 0612 [58]. The measurements were done on unnotched specimens. For accuracy, at least eight specimens were tested for each UPR blend.
Scanning electron microscopy
Cured samples were observed by scanning electron microscope (SEM) JSM 5500-LV (Jeol, Japan) after fracture at liquid nitrogen temperature and metallization by gold.
Results and discussion
Synthesis of model UPR
Itaconate-based unsaturated polyester (UP1) was prepared by condensation polymerization of IA, PA, PG and DEG in 1/1/1.2/1 molar ratio (Scheme 3; Table 1). The excess of PG was used to ensure 1/1/1/1 stoichiometry of the building blocks, as this monomer is slowly distilled off the reaction mixture together with water, as verified by 1H NMR spectroscopy (see below). The introduction of PA reduces achievable crosslinking density and forms rigid segments in the resin structure. Flexible aliphatic segments are introduced by DEG. It is noteworthy that the resin is not fully bio-based as only IA and PG are prepared from biomass on the industrial scale [31, 34]. PA is bio-derivable via Diels–Alder addition of bio-based maleic anhydride (from furfural) and bio-based furan [59]. Several synthetic routes have been proposed for production of bio-based MMA reactive diluent, but they have not been extended to the industrial scale [25].

Synthesis of unsaturated polyesters
The condensation polymerization was catalyzed by [Bu2SnO] and done in xylene solution at 160 °C until AV of 51 mg KOH/g. Such reaction conditions prevent radical polymerization of the binder even when no inhibitor is used. We note addition of the inhibitor could slow down curing process considerably and reduce activity of accelerators tested below.
Vibration spectra of neat UP1 show a pattern typical for unsaturated polyesters. C=O stretching of ester function appears in the infrared spectrum at 1716 cm–1 as a band of very strong intensity (band h in Fig. 2). Raman spectrum shows several vibration modes characteristic for aromatic rings. They involve C–H stretching at 3075 cm–1, antisymmetric C=C stretching modes at 1601 and 1582 cm–1 and symmetric C=C stretching mode at 1042 cm–1 (bands c, j, k and q in Fig. 2). Aliphatic chains give bands in region 2995–2880 cm–1 (bands e–g in Fig. 2). Unsaturation of the polyester is evidenced by C=C stretching band appearing in the Raman spectrum at 1645 cm–1 (band i in Fig. 2). Such vibration mode is well resolved even in the infrared spectrum due to polarization of the double bond. OH stretching, appearing in the infrared spectrum (bands a and b in Fig. 2), evidence residual OH and COOH functions not converted to ester functions.

Infrared spectrum (top) and Raman spectrum (bottom) of neat UP1. Colors: Bands related to unsaturation (red), aliphatic chains (green), aromatic rings (blue), OH and ester functions (purple). Detailed assignment is given in Table S1
Size-exclusion chromatography (SEC) revealed number average molar mass (Mn = 1170 g/mol) and polydispersity (2.47) for polyester UP1. These values imply that average UP molecule contains approximately 1.8 reactive C=C double bonds originating from IA building blocks. 1H NMR spectroscopy of UP1 in CDCl3 (Fig. 3) shows well separated signals of PA aromatic ring (δ = 7.8 and 7.5 ppm), IA vinylidene group (δ = 6.3 and 5.7 ppm) and IA methylene group (δ = 3.3 ppm). Methyl group of PG moiety appears as a broad signal at 1.3 ppm. A set of signals at 3.9–3.5 ppm was assigned to methylene groups of DEG neighboring the ether function. The remaining protons of DEG and PG appear as a set of broad signals in the region 5.5–4.0 ppm. Molar ratio of PA/PG/DEG segments (1/1.07/1.10), calculated from integral intensities of the signals at 7.5, 1.3 and 3.7 ppm, proves that the excess of PG is distilled off upon condensation polymerization together with produced water. The 1H NMR spectroscopy further revealed a lower IA/PA molar ratio (0.66/1) in polyester structure than the molar ratio of the feed monomers (1/1). It is ascribed to isomerization of IA to mesaconate (MES) and nucleophilic addition of hydroxyl group to the IA double bond, known as Ordelt reaction (Scheme 4) [60]. Degree of the isomerization was followed by a well separated signal of MES at 6.8 ppm [61]. In the case of UP1, approximately 9% of IA isomerized to lower reactive MES. Consumption of remaining part of IA (25%) is ascribed to the Ordelt reaction. Unfortunately, the extent of Ordelt reaction was hard to track by 1H NMR spectroscopy owing to overlap of characteristic signals with DEG segments [61]. Therefore, its contribution was calculated as a complement of the determined contents of IA and MES units in feed content of IA.

NMR spectra of polyesters UP1–UP4. Assignment: x–residual CHCl3 from deuterated solvent; *–residual solvents in polyester sample

Side reaction upon condensation polymerization giving mesaconate (MES) moiety and Ordelt adduct (OA)
Dissolution of UP1 in MMA gives a simple model resin UP1-MMA30. The solid content was adjusted to 70 wt.%. At this concentration, viscosity of the formulation is enough low (690 mPa·s) for following tests of initiating systems. We note that the molar fraction of double bonds from IA segments (fa) is 0.29 (see Fig. 1 for position in the copolymerization diagram).
Accelerators for model UPR
Effect of various metal-based accelerators (Scheme 2) on the room temperature curing of UP1-MMA30 by the action of butanone peroxide (MEKP) was studied. Initial experiments were done on commercial sample of cobalt(II) carboxylate (Co-C; mixture of carboxylates in ethanol) commonly used for curing of styrene-based UPRs and on a solution of cobalt(II) 2-ethylhexanoate in mineral spirits (Co-2EH).
Treatment of UP1-MMA30 with cobalt-based accelerators gives very long gelation times (Co-C: tgel = 80.9 min, Co-2EH: tgel = 96.1 min) at metal concentration recommended for styrene-based UPRs (0.01 wt.%). It reflects lower reactivity of MMA when compared with STY. Higher accelerator dosage enables to shorten gelation time considerably. At optimal metal concentration (0.09 wt.%), formulations treated by Co-C and Co-2EH give gel after 67.3 and 50.9 min, respectively. Higher dosage of Co-C leads to prolongation of the gelation process probably owing to a presence of protic solvent, which inhibits radical polymerization. In the case of Co-2EH (declared as a solution in mineral spirits), strong inhibition was not observed at similar conditions, but the higher dosage leads only to negligible tgel shortening (Fig. 4). Such experiments imply that variation in cobalt concentration is not capable to adjust tgel below 40 min, which was arbitrarily defined as upper limit of common use.

Effect of various accelerators on gelation time of UP1-MMA30
Exothermic data for UP1-MMA30 formulations were collected in a thermally isolated system and reported after adiabatic correction. Cobalt-based accelerator Co-2EH exhibits satisfactory exothermic behavior at metal concentration 0.09 wt.%, which was established as the optimal by the gelation time measurements (Fig. S1). High temperature rise, upon the polymerization (ΔTad = 84.2 °C), reflects a high degree of cure. Maximal rate of temperature rise (dT/dt)max = 18.8 °C/min) and time in which the maximum is reached (tmax = 90.6 min) indicate a slow cure process, which is in line with long gelation time. Curing of formulation treated with Co-C is slower at 0.09 wt.% as documented by lower (dT/dt)max and longer tmax, see Fig. S1.
Two iron-based accelerators were selected for this study; commercial sample of iron-bispidine complex, known under trademark Oxy-Coat (Fe-O; solution in PG), and its derivative with increased solubility in non-polar solvents (Fe-B; neat) [51]. Both compounds are applicable in a wide range of concentrations (Fe-O: 1.5 × 10–5–1 × 10–3 wt.%; Fe-B: 2 × 10–5–1 × 10–3 wt.%) where tgel is shorter than 40 min. Due to similar molecular structure, Fe-O and Fe-B show a very similar behavior at metal concentrations below 1 × 10–4 wt.%. At higher dosage, protic solvent in Fe-O inhibits the curing process leading to prolongation of tgel. In the case of Fe-B, tgel stays at its lower limit (~ 20 min) under similar condition (Fig. 4).
Effect of Fe-O and Fe-B on exothermic behavior of UP1-MMA30 was investigated at metal concentrations 1 × 10–4 and 5 × 10–4 wt.%. Although these formulations exhibit much shorter lag time, their curing proceeds very sluggishly as documented by low values of (dT/dt)max (Figure S2). At 1 × 10–4 wt.%, exothermic curves of Fe-O and Fe-B are developed in a very similar way as documented by similar values of (dT/dt)max ~ 0.5 °C/min and tmax ~ 110 min. Higher dosage of the iron-based accelerators leads to earlier rise of Fe-B as evident from lower value of tmax, which well correlates with gelation time measurements. To our surprise; however, maximal rate of the temperature rise stays very similar for both formulations ((dT/dt)max ~ 1.6 °C/min).
Our scrutiny of vanadium-based accelerators was focused in oxidovanadium(IV) dodecylbenzenesulfonate (VO-D) and oxidovanadium(IV) dibutylphosphate (VO-PO). We note that oxidovanadium(IV) toluenesulfonate, recently established as a very promising accelerator for styrene-based UPRs [47], is not covered in this study owing to insufficient solubility in UP1-MMA30.
At the metal concentration range 0.03–0.1 wt.%, VO-D gives gelation times shorter than 5 min, which was arbitrarily defined as lower limit of common use. Surprisingly, the concentration dependence is very steep (Fig. 4). Hence, lowering of metal concentration below 0.02 wt.% leads to deterioration of the accelerator activity. Exothermic curve of VO-D, collected at 0.03 wt.%, shows a slow temperature rise already from beginning of the experiment. After 11.4 min of curing, rate of the temperature rise reaches the maximum; (dT/dt)max = 15.8 °C/min.
To our surprise, the accelerator VO-PO exhibits a very different dependence of gelation time on concentration when compared with VO-D (Fig. 4). The curve has much less steep slope, which makes adjustment of the gelation time by variation in the accelerator dosage much easier. We imply metal concentration range 0.01–0.03 wt.% as optimal dosage for formulations of VO-PO, since tgel fits into afore established limits of common use (5–40 min).
Strong catalytic activity of VO-PO and its mild concentration dependence enable to measure exotherms in a wide range of metal concentrations (0.01–0.09 wt.%). These measurements have shown that (dT/dt)max rises with rising concentration up to 81.5 °C/min at 0.07 wt.%, which occurs within 5.1 min of curing (Fig. 5). At higher concentration, (dT/dt)max starts to drop due to overdose effect. It is noteworthy that exothermic behavior of VO-PO at 0.01 wt.% is very similar to Co-2EH at 0.09 wt.%; both formulations show similar values of (dT/dt)max and tmax.

Effect of metal concentration on corrected exotherms and rate of temperature rise for UP1-MMA30 treated by VO-PO
In summary, each accelerator exhibits a different behavior in the formulation MEKP/UP1-MMA30. Their activity can be quantified by several different ways. Given accelerator can be regarded as more powerful when it is able to reach shorter tgel. Hence, each compounds reaches characteristic lower limit values for this parameter. According to this approach, activity of here presented accelerators rises in the order: Co-C < Co-2EH < < Fe-O ~ Fe-B < < VO-PO < VO-D. A more convenient approach defines accelerator as more active when it provides a given value of tgel (usually optimal for given application) at lower concentration. According to this approach, the activity rises in a different order: Co-C ~ Co-2EH < VO-D ~ VO-PO < < Fe-O ~ Fe-B.
Of course, catalytic activity of accelerators is also related with exothermic behavior if their formulations. In this case, it is necessary to determine a concentration, at which (dT/dt)max reaches maximal value. Such concentration and related (dT/dt)max and tmax values can be then used for comparison of their activity. Although such parameters were determined are only for VO-PO, the collected exothermic curves imply a rise of catalytic activity in the order Co-C < Co-2EH < < VO-D < VO-PO.
Based on these considerations, VO-PO at 0.01 wt.% was chosen for room-temperature curing of all specimens necessary for following study of mechanical testing of synthesized non-styrene UPRs. We note that all specimens were post-cured at elevated temperature to reach full conversion of the polymerization process.
Optimization of UPR composition
Cured model resin UP1-MMA30 contains 86.6% of gel, which implies high degree of crosslinking. The THF extract consists of UP with much lower degree of unsaturation than original UP1, as revealed by infrared and Raman spectroscopy (Fig. S5). It implies a high content of chains without IA units those, in principle, cannot be incorporated into the crosslinked network. DMA analysis of cured UP1-MMA30 verified occurrence of crosslinked network, enabled to determine temperature of glass transition (Tg = 75.2 °C) and quantified density of crosslinking (νe = 0.48 mol·m–3).
As expected, styrene analogue UP1-STY30, prepared by dissolution of UP1 in the same mass of STY, exhibits higher Tg value (94.4 °C) due to rigid aromatic segments. In contrary to UP1-STY30, the dumping factor peak is much broader and unsymmetric with a shoulder at ~ 70 °C (Fig. 6), which implies formation of heterogenous polymer network [28]. Nevertheless, observation of fracture surfaces by SEM implies absence of large inhomogeneities in the sample (Fig. S8). We note that molar fraction of UP unsaturation is very similar for UP1-MMA30 (fa = 0.29) and UP1-STY30 (fa = 0.29). Values for the other formulations under the study vary in narrow range 0.28–0.36 (Table S4).

Effect of reactive diluents on DMA curves of formulations of UP1 cured by VO-PO/MEKP system
Cured model resin UP1-MMA30 exhibits promising mechanical properties (Table 2) close to values reported for industrial styrene-based UPRs [1]. Tensile stress–strain diagram (Fig. 7) implies that the material is more ductile than common styrene-based UPRs, as it breaks at 11.2 ± 1.4% elongation (εf). The stress (σ) increases with increasing strain (ε) linearly obeying Hooke’s law until σ ~ 15 MPa (E = 1.48 ± 0.14 GPa). Afterward, it yields and reaches a peak value at 38.7 ± 2.0 MPa (σmax). At higher strain, the stress begins to decrease and then the sample breaks. Tensile toughness of the cured UP1-MMA30 resin (UT = 3.2 ± 0.7 MJ·m–3) was determined by integration of the stress–strain curve. Charpy impact test documents rather low impact resistance (acU = 1.8 ± 0.2 kJ·m–2). We note that styrene analogue UP1-STY30 is more brittle than UP1-MMA30. It exhibits similar ultimate tensile toughness (σmax = 35.0 ± 4.4 MPa) and Young’s modulus (E = 1.53 ± 0.17 GPa), but it breaks at considerably lower strain (εf = 7.6 ± 1.5%). Impact hardness of UP1-STY30 is comparable to UP1-MMA30 (Table 2).

Stress–strain diagrams for prepared formulations of UP1 cured by VO-PO/MEKP system
To improve mechanical properties of the itaconate-based resin, MMA in UP1-MMA30 was partially replaced by several readily available acrylate/methacrylate-based RDs (Scheme 5). Acronym of ternary blends contains name and weight content of the second RD only; overall content of reactive diluents stays 30 wt.% in all cases (for details see Table S4).

Reactive diluents used in this study
Plasticizing effect of MA is documented on the formulation UP1-MA10, containing MMA and MA in the 2/1 weight ratio. Dynamic mechanical analysis (DMA) reveals a drop of the glass transition temperate (Tg) from 75.2 to 66.0 °C (Fig. 6). Similar intensity of damping factor (tan δ) peaks is in line with similar density of crosslinking (νe; Table 2). As expected, EHMA has much stronger effect on Tg value, as it contains a long and benched alkyl tail. Hence, a formulation containing MMA and EHMA in the 1/5 weight ratio (UP1-EHMA5) exhibits similar Tg value (68.3 °C) as UP1-MA10. We note that gel content of cured formulations UP1-MMA30, UP1-MA10 and UP1-EHMA5 is very similar; it fits into the range 85.5–87.0% and nears the values determined for styrene-based formulation UP1-STY30 (86.5%).
Lower Tg value of UP1-MA10 has only a minor effect on the tensile stress–strain curve (Fig. 7). Difference in σmax and εf values nears the experimental error. On the contrary, the use of EHMA leads to a considerably lower tensile toughness (UT) due to much lower ultimate tensile strength (σmax). Elongation at break (εf) is not influenced in this case. Charpy impact test revealed that the modification with MA improved impact resistance of cured UPR considerably (acU = 4.1 ± 0.6 kJ·m–2) while effect of EHMA is negligible (Table 2).
Monomers bearing two methacrylate functions (EDMA and TEGDMA) and three acrylate functions (TMPTA) were chosen as a modifying RD due to ability to perform as secondary crosslinking agents (Scheme 5).
Increasing content of these secondary RD leads to higher gel content in the cured samples and well correlates with higher degree of crosslinking (Table 2). The DMA analysis documents a strong effect of EDMA on viscoelastic properties of cured samples. Very short spacer between methacrylate functions causes a considerable decrease in dumping factor peak (tan δ) and increase in storage modulus (E’) at temperatures above Tg already at 2 wt.% EDMA content (UP1-EDMA2). Such effect is even more distinct at higher EDMA contents. This behavior proves that the polymer network becomes more compact and tighter, as documented by higher number of crosslinks calculated from storage modulus at rubbery plateau (see, νe in Table 2) [55, 56].
The blends containing EDMA exhibit considerably higher ultimate tensile strength (σmax) than UP1-MMA30, but elongation at break (εf) decreases already at 2 wt.% content. High tensile toughness is observed only for blends UP1-EDMA2 and UP1-EDMA5 (see UT in Table 2). Increased content of EDMA leads to more brittle materials as documented by absence of necking area in stress–strain diagrams of UP1-EDMA5 and UP1-EDMA10 (Fig. 7).
Cured blends containing TMPTA, a monomer with three acrylate functions and short rigid spacer, exhibit similar development of DMA curves as those treated with EDMA at the same dosage (Fig. 6), which indicates comparable viscoelastic properties. At 2 wt.% dosage, TMPTA has similar effect on stress–strain curves as EDMA. At higher TMPTA content, however, the material becomes more brittle as documented by lower σmax and εf values (Fig. 7, Table 2).
Introduction of flexible spacer into structure of crosslinking RD enables to improve material toughness, as documented on formulation UP1-TEGDMA5 (UT = 4.5 ± 0.2 MJ·m–3). The cured material breaks at a higher strain (εf = 12.9 ± 0.5%) than UPMMA30; σmax value falls between UP1-MMA30 and UP1-EDMA5. Such behavior is in line with a lower effect of TEGDMA concentration on density of crosslinking (Table 2).
All secondary crosslinking agents mentioned afore enhance impact resistance of the cured UP1-MMA30 (Table 2). Strong effect is observed mainly for the blends treated with EDMA. At 2 wt.% dosage, the impact toughness reaches the maximum (acU = 5.0 ± 0.6 kJ·m–2).
Properties of the cured UPR were further tuned by variation in DEG/PG ratio. We decided to lower the content of flexible DEG segments to increase tensile strength of the cured polymer. As documented by SEC, partial replacement of DEG segments by PG has only a minor effect on polymerization degree. Number-average molar mass of modified polyesters UP2–UP4 varies between 1120 and 1310 g/mol. 1H NMR spectra of these prepolymers reveal only minor variation in the IA/MES/PA ratio. The content of intact IA double bonds slowly decreases with increasing PG content, but the IA/PA ratio does not drop below 0.62/1 (Fig. 3, Table1).
As expected, cured blends with a lower content of flexible DEG segments exhibit higher Tg value than UP1-MMA30, but it they did not reach a value observed to styrene-based resin UP1-STY30 (Tg = 94.4 °C). Stronger tan δ peaks (Fig. 8) are due to looser polymer network in the modified polyesters (see νe in Table 2), which is ascribed to lower content of intact IA double bonds. Ultimate tensile strength (σmax) of the cured formulations rises in the order UP1-MMA30 < UP2-MMA30 < UP3-MMA30. Further decrease in DEG content leads to a more brittle material, as documented by absence of necking area in stress–strain diagram (Fig. 8) and lower values of σmax, εf and UT (Table 2). Minor effect of DEG/PG ratio on impact toughness is documented by Charpy test (Table 2).

Effect of DEG/PG ratio on DMA curves (left) and stress–strain diagrams (right). Formulation cured by VO-PO/MEKP system
Modification of the formulations of UP2 and UP3 by the secondary crosslinking agents enabled to improve their mechanical properties considerably. DMA analysis proved increased Tg value and appearance of considerably tighter network in blends containing 2 wt.% of EDMA and 2 wt.% of TMPTA (Table 2). Blends containing 5 wt.% of TEGMA show only a minor decrease in dumping factor peak and similar Tg value as parent blend without the secondary crosslinking agent (Table 2, Fig. S4).
High ultimate tensile strength was observed for blends UP3-EDMA2 (σmax = 70.3 ± 1.7 MPa) and UP3-TEGDMA5 (σmax = 68.0 ± 3.9 MPa). We note that both blends have tensile toughness (UT) comparable to parent UP3-MMA30 owing to lower elongation at brake. Improved impact toughness was observed in the case of UP2-TMPTA2 (acU = 4.2 ± 0.6 kJ·m–2).
Conclusions
This study has clearly shown that STY can be easily replaced in common UPRs by ecologically more acceptable MMA when fumarate segments in UP prepolymer backbone are replaced by itaconates. Superior properties of cured itaconate-based UPRs are ascribed to favorable copolymerization parameters compared to F/MMA pair.
Mechanical properties of the cured UPRs can be easily tuned for given application, as exemplified on UP prepolymers with modified backbone and on variation in acrylate/methacrylate-based RD composition. Improved ultimate tensile strength and impact toughness were gained in the case of MMA mixtures with a low content of secondary crosslinking agent (e.g., EDMA, TMPTA and TEGDMA), which provides tighter and more compact polymer network.
Ability of the UPR system to be cured at room temperature was verified on initiating system consisting of MEKP and several transition metal-based accelerators. Our experiments imply VO-PO as preferred accelerator due to optimal exothermic behavior, lower dosage than in case of cobalt-based accelerators and its ability to reach shorter gelation times than iron-based accelerators.
In summary, here described styrene- and cobalt-free system has a great potential to reduce health and ecological issues of currently used unsaturated polyester resins including those curable at room temperature.
Data availability
Data will be made available on request.
Abbreviations
- AV:
-
Acid value
- Co-2EH:
-
Cobalt 2-ethylhexanoate
- Co-C:
-
Cobalt carboxylate
- DAP:
-
Diallyl phthalate
- DEG:
-
Diethylene glycol
- DMI:
-
Dimethyl itaconate
- ECHA:
-
European Chemical Agency
- EDMA:
-
Ethylene dimethacrylate
- EHMA:
-
2-Ethylhexyl methacrylate
- EVE:
-
Ethyl vinyl ether
- F:
-
Fumarate
- Fe-B:
-
Iron bispidine complex
- Fe-O:
-
Borchi OXY-Coat
- IA:
-
Itaconic acid
- MA:
-
Methyl acrylate
- MEKP:
-
Methyl ethyl ketone peroxide
- MES:
-
Mesaconate
- MMA:
-
Methyl methacrylate
- PA:
-
Phthalic anhydride
- PG:
-
Propane-1,2-diol
- RD:
-
Reactive diluent
- STY:
-
Styrene
- TEGDMA:
-
Triethyleneglycol dimethacrylate
- TMPTA:
-
Trimethylolpropane triacrylate
- UP:
-
Unsaturated polyester
- UPR:
-
Unsaturated polyester resin
- VAc:
-
Vinyl acetate
- VL:
-
Vinyl levulinate
- VO-D:
-
Oxidovanadium p-dodecylbenzenesulfonate
- VO-PO:
-
Oxidovanadium dibutylphosphate
References
Krämer H (2000) Polyester resins, unsaturated. Ullmann’s encyclopedia of industrial chemistry. Wiley, Weinheim
Aurer JH, Kasper A (2003) Unsaturated polyester resins: polymers with unlimited possibilities. Verlag Moderne Industrie, Augsburg
Gao Y, Romero P, Zhang H, Huang M, Lai F (2019) Unsaturated polyester resin concrete: a review. Constr Build Mater 228:116709
Poillucci RA, Hansen CJ (2013) Reducing use of styrene monomer in unsaturated polyester resins. In: TURI technical reports. Technical Report No. 74
Zhao L, Zhu W, Papadaki MI, Mannan MS, Akbulut M (2019) Probing into styrene polymerization runaway hazards: effects of the monomer mass fraction. ACS Omega 4(5):8136–8145
Bevington JC, Johnson M, Sheen JP (1971) Radical reactions involving esters of fumaric acid. I. copolymerizations. Eur Polym J 7(8):1147–1153
European chemicals agency: Styrene infocard. https://www.echa.europa.eu/substance-information/-/substanceinfo/100.002.592
Laffon B, Pásaro E, Méndez J (2002) Evaluation of genotoxic effects in a group of workers exposed to low levels of styrene. Toxicology 171:175–186
Huff J, Infante PF (2011) Styrene exposure and risk of cancer. Mutagenesis 26(5):583–584
Cohen JT, Carlson G, Charnley G, Coggon D, Delzell E, Graham JD, Greim H, Krewski D, Medinsky M, Monson R, Paustenbach D, Petersen B, Rappaport S, Rhomberg L, Ryan PB, Thompson KA (2002) comprehensive evaluation of the potential health risks associated with occupational and environmental exposure to styrene. J Toxicol Environ Health B Crit Rev 5(1–2):1–263
Eissen M, Metzger JO, Schmidt E, Schneidewind U (2002) 10 years after rio-concepts on the contribution of chemistry to a sustainable development. Angew Chem Int Ed 41(3):414–436
Youngblood JP, Sellars AB, Clark AJ, Coles SR (2015) Replacing styrene with bioderived alternatives in polyesters. Green Mater 3(1):35–42
Dai ZH, Li Q, Chen ZW, Shawon RK, Zhu YY, Lv HF, Fu FY, Zhu YF, Fu YQ, Liu XD (2020) Reactive diluent derived from ferulic acid for the preparation of a fully biobased unsaturated polyester resin. ACS Sustain Chem Eng 8(47):17379–17386
Yu AZ, Serum EM, Renner AC, Sahouani JM, Sibi MP, Webster DC (2018) Renewable reactive diluents as practical styrene replacements in biobased vinyl ester thermosets. ACS Sustain Chem Eng 6(10):12586–12592
Cousinet S, Ghadban A, Allaoua I, Lortie F, Portinha D, Drockenmuller E, Pascault JP (2014) Biobased vinyl levulinate as styrene replacement for unsaturated polyester resins. J Polym Sci A Polym Chem 52(23):3356–3364
Matsumoto A, Kamigaki H, Oiwa M (1982) Studies of the polymerization of diallyl compounds. XXXVII. copolymerizations of diallyl phthalate with dialkyl fumarates. J Polym Sci Polym Chem Ed 20(9):2611–2620
Price CC, Schwan TC (1955) Copolymerization characteristics of ethyl vinyl ether and its beta-bromo and beta-carbethoxy derivatives. J Polym Sci 16(82):577–588
Jansen JFGA, Hilker I, Kleuskens E, Hensen G, Kraeger I, Posthumus W (2013) Cobalt replacement in unsaturated polyester resins going for sustainable composites. Macromol Symp 329(1):142–149
Fife TH (1965) Vinyl ether hydrolysis. The facile general acid catalyzed conversion of 2-ethoxy-1-cyclopentene-1-carboxylic acid to cyclopentanone. J Am Chem Soc 87(5):1084–1089
Flory PJ (1967) Principles of polymer chemistry. Cornell University Press, New York, pp 178–199
Lansing JC, Murray RE, Moser BR (2017) Biobased methacrylic acid via selective catalytic decarboxylation of itaconic acid. ACS Sustain Chem Eng 5(4):3132–3140
Hermens JGH, Jensma A, Feringa BL (2022) Highly efficient biobased synthesis of acrylic acid. Angew Chem Int Ed 61(4):e202112618
Sun D, Yamada Y, Sato S, Ueda W (2017) Glycerol as a potential renewable raw material for acrylic acid production. Green Chem 19(14):3186–3213
Makshina EV, Canadell J, van Krieken J, Peeters E, Dusselier M, Sels BF (2019) Bio-acrylates production: recent catalytic advances and perspectives of the use of lactic acid and their derivates. ChemCatChem 11(1):180–201
Fouilloux H, Thomas CM (2021) Production and polymerization of biobased acrylates and analogs. Macromol Rapid Commun 42(3):2000530
Fouilloux H, Qiang W, Robert C, Placet V, Thomas CM (2021) Multicatalytic transformation of (meth)acrylic acids: a one-pot approach to biobased poly(meth)acrylates. Angew Chem Int Ed 60(35):19374–19382
Bengough WI, Goldrich D, Young RA (1967) The copolymerizations of methyl methacrylate with diethyl maleate and diethyl fumarate. Eur Polym J 3(1):117–123
Cousinet S, Ghadban A, Fleury E, Lortie F, Pascault JP, Portinha D (2015) Toward replacement of styrene by bio-based methacrylates in unsaturated polyester resins. Eur Polym J 67:539–550
Froehling PE (1982) Crosslinking of unsaturated polyester resins by combinations of vinyl esters and methacrylates. J Appl Polym Sci 27(9):3577–3584
Fernández-García M, Madruga EL, Cuervo-Rodriguez R (1996) A kinetic study on the radical copolymerization of dimethyl itaconate and methyl methacrylate in benzene. Polymer 37(2):263–268
Robert T, Friebel S (2016) Itaconic acid–a versatile building block for renewable polyesters with enhanced functionality. Green Chem 18(10):2922–2934
Dai J, Ma S, Teng N, Dai X, Shen X, Wang S, Liu X, Zhu J (2017) 2,5-Furandicarboxylic acid- and itaconic acid-derived fully biobased unsaturated polyesters and their cross-linked networks. Ind Eng Chem Res 56(10):2650–2657
Lima MS, Costa CSMF, Coelho JFJ, Fonseca AC, Serra AC (2018) A simple strategy toward the substitution of styrene by sobrerol-based monomers in unsaturated polyester resins. Green Chem 20(21):4880–4890
Suriano R, Gonzalez MNG, Turri S (2021) Environmental profile and technological validation of new high-Tg unsaturated polyesters from fully bio-based monomers and reactive diluents. J Polym Environ 29(4):1122–1133
Dai ZH, Yang ZW, Chen ZW, Zhao ZX, Lou YJ, Zhang YY, Liu TX, Fu FY, Fu YQ, Liu XD (2018) Fully biobased composites of an itaconic acid derived unsaturated polyester reinforced with cotton fabrics. ACS Sustain Chem Eng 6(11):15056–15063
Panic VV, Seslija SI, Popovic IG, Spasojevic VD, Popovic AR, Nikolic VB, Spasojevic PM (2017) Simple one-pot synthesis of fully biobased unsaturated polyester resins based on itaconic acid. Biomacromol 18(12):3881–3891
Arnaud SP, Malitowski NM, Casamayor KM, Robert T (2021) Itaconic Acid-based reactive diluents for renewable and acrylate-free UV-curing additive manufacturing materials. ACS Sustain Chem Eng 9(50):17142–17151
Fidanovski BZ, Spasojevic PM, Panic VV, Seslija SI, Spasojevic JP, Popovic JG (2018) Synthesis and characterization of fully bio-based unsaturated polyester resins. J Mater Sci 53(6):4635–4644. https://doi.org/10.1007/s10853-017-1822-y
Sollka L, Lienkamp K (2021) Progress in the free and controlled radical Homo- and Co-polymerization of itaconic acid derivatives: toward functional polymers with controlled molar mass distribution and architecture. Macromol Rapid Commun 42(4):2000546
Toorkey RF, Rajanna KC, Prakash PKS (1996) Curing of unsaturated polyester: network formation. J Chem Educ 73(4):372–373
Garra P, Dietlin C, Morlet-Savary F, Dumurc F, Gigmes D, Fouassier JP, Lalevée J (2019) Redox two-component initiated free radical and cationic polymerizations: concepts, reactions and applications. Prog Polym Sci 94:33–56
Horner L, Scherf K (1951) Über den Einfluß der substituenten auf die chemische Reaktivität I. Der Zerfall von dibenzoylperoxyd durch substituierte tertiäre Amine. Justus Liebigs Ann Chem 573(1):35–55
Kim K, Singstock NR, Childress KK, Sinha J, Salazar AM, Whitfield SN, Holder AM, Stansbury JW, Musgrave CB (2019) Rational design of efficient amine reductant initiators for amine-peroxide redox polymerization. J Am Chem Soc 141(15):6279–6291
Zoller A, Gigmes D, Guillaneuf Y (2015) Simulation of radical polymerization of methyl methacrylate at room temperature using a tertiary amine/BPO initiating system. Polym Chem 6(31):5719–5727
Liso PA, Vázquez B, Rebuelta M, Hernáez ML, Rotger R, Román JS (1997) Analysis of the leaching and toxicity of new amine activators for the curing of acrylic bone cements and composites. Biomaterials 18(1):15–20
Wu G, Nie J (2006) Synthesis and evaluation of N,N-dimethyl-N’,N’-di[2-(methylacryloyl)-ethoxycarbnylethyl]propyldiamine as a coinitiator. J Photochem Photobiol A 183(1–2):154–158
Matušková E, Vinklárek J, Honzíček J (2021) Effect of accelerators on the curing of unsaturated polyester resins: kinetic model for room temperature curing. Ind Eng Chem Res 60(39):14143–14153
Leyssens L, Vinck B, Van Der Straeten C, Wuyts F, Maes L (2017) Cobalt toxicity in humans: a review of the potential sources and systemic health effects. Toxicology 387:43–56
Simpson N, Maaijen K, Roelofsen Y, Hage R (2019) The evolution of catalysis for alkyd coatings: responding to impending cobalt reclassification with very active iron and manganese catalysts, using polydentate nitrogen donor ligands. Catalysts 9(10):825
Supanchaiyamat N, Hunt AJ (2019) Conservation of critical elements of the periodic table. Chemsuschem 12(2):397–403
Křižan M, Vinklárek J, Erben M, Císařova I, Honzíček J (2017) Autoxidation of alkyd resins catalyzed by iron(II) bispidine complex: drying performance and in-depth infrared study. Prog Org Coat 111:361–370
Klussmann M, Simpson N, Honzíček J, Kalenda P, Vinklárek J, Charamzova I (2021) Paints containing driers based on vanadium compounds bearing anions of sulfonic acids as counter ions. International Patent Application WO 2021/260037 A1
Link G, Edelmann D, Stumpp E (2000) Use of special vanadium compounds as siccatives for oxidatively drying lacquers. Patent US 6063841 A
ISO 2535:2001 (2001) Plastics-unsaturated polyester resins-measurement of gel time at ambient temperature. International Organization for Standardization, Geneva
Treloar LRG (1975) The physics of rubber elasticity, 3rd edn. Clarendon Press, Oxford, p 160
Menard KP (1999) Dynamical mechanical analysis: a practical introduction. CRC Press, Boca Raton, pp 113–120
ASTM D1708–18 (2018) Standard test method for tensile properties of plastics by use of microtensile specimens. ASTM International, West Conshohocken
ČSN 64 0612 (1982) Plastics. Determination of charpy impact properties. Czech Office for Standards, Metrology and Testing, Czech Republic
Mahmoud E, Watson DA, Lobo RF (2014) Renewable production of phthalic anhydride from biomass-derived furan and maleic anhydride. Green Chem 16(1):167–175
Ordelt Z (1963) Über die reaktion von glykolen mit der olefinischen doppelbindung bei der darstellung von ungesättigten polyestern durch schmelzkondensation. Makromol Chem 63:153–161
Farmer TJ, Castle RL, Clark JH, Macquarrie DJ (2015) Synthesis of unsaturated polyester resins from various bio-derived platform molecules. Int J Mol Sci 16:14912–14932
Acknowledgements
We are grateful to Ministry of Education, Youth and Sports of the Czech Republic, for support through project No. UPA/SG321005.
Funding
Open access publishing supported by the National Technical Library in Prague.
Author information
Authors and Affiliations
Contributions
All authors contributed equally.
Corresponding author
Ethics declarations
Conflict of interest
Authors declare no conflict of interests.
Additional information
Handling Editor: Gregory Rutledge.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
10853_2023_8407_MOESM1_ESM.pdf
Characteristic vibration modes, SEC chromatograms, Gelation times, Exothermic behavior, Composition of formulations, Infrared and Raman spectra of THF extract, Photographs of cured samples, SEM images, DMA curves, Stress–strain diagrams, (PDF 2786 KB)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rubeš, D., Vinklárek, J., Prokůpek, L. et al. Styrene-free unsaturated polyester resins derived from itaconic acid curable by cobalt-free accelerators. J Mater Sci 58, 6203–6219 (2023). https://doi.org/10.1007/s10853-023-08407-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-023-08407-5