
Abstract
The present paper describes the study of the synergism between the matrix microstructure and reinforcement phase in electrodeposited nanocomposite coatings. Adding hard nanoparticles into the metallic matrix leads to hardening of the coating. The effects of particle load, size and dispersion on hardening as well as their influence on metal microstructure refinement were studied. The relative contributions of strengthening factors in Ni/nano-SiC composites, namely, Hall–Petch strengthening, Orowan strengthening, enhanced dislocation density and particles incorporation, were evaluated. The production of various coatings under different stirring conditions and powders resulted in dissimilarities in the incorporation of particles. The Hall–Petch relationship for pure nickel was determined using samples produced under different current densities. Additionally, the grain refinement resulting from the particle codeposition and agitation mode were identified as influential factors in grain-size strengthening. Dislocation density strengthening was significant in electrodeposits produced using ultrasonic agitation, while it was negligible in layers produced under other conditions. Particles codeposition affected the magnitude of Orowan strengthening, resulting in cases where strengthening was negligible despite the presence of particles. The sum of contributions and the modified Clyne methods were used to calculate the hardness of the composites based on the contribution of each strengthening factor, and the calculation results were in good agreement with experimental data. The wear behavior of the composites was analyzed by pin-on-disk measurements, and the results correlated with the strengthening mechanisms. Particle size, dispersion and content increased the strengthening effects as well as the hardness and wear resistance of the coatings.
Graphical abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A significant amount of attention had been given to the use of metal matrix composites as coatings containing hard particles because of their potential for increasing wear resistance [1, 2]. The incorporation of hard nanoparticles not only hardens the material but also, due to their nanoscopic scale, can introduce additional strengthening effects, such as the Orowan mechanism and enhanced dislocation density and load bearing, to the metal [3, 4]. The Orowan mechanism describe the hardening given by the non-coherent precipitates. Due to them a dislocation has difficulties to overcome the phase boundary between the host lattice and the incoherent precipitation and bows before moving forward. These strengthening mechanisms are closely related to the reinforcer size. Therefore, nanocomposites have the potential to show generally better mechanical properties than microcomposites with the same reinforcing fraction [5,6,7,8], encouraging the transition from use of microcomposites to nanocomposites on an industrial level.
Electroplating is a cost-effective technique that permits the production of composite coatings [9]. The input parameters can be tailored to influence both the metal crystallization and particle incorporation rate, thus affecting the resulting properties of the composite [10]. The hardening effects present in electrodeposited nanocomposites, provided by the metal microstructure and reinforcer phase, are similar to those present in cast nanocomposites. However, it is necessary to review the understanding of strengthening mechanisms from previous research in cast nanocomposites in terms of the specifics of electrocrystallization. For instance, the lack of a strong coherency between particles and matrix, the low process temperature relative to that of casting, the coupled effect between particles and electric field, and particle codeposition and agglomeration are characteristics to consider for identifying the contributions of different strengthening mechanisms in electrodeposited nanocomposites.
Only a limited number of studies have examined the strengthening mechanisms and their contributions in electrodeposited composites. The complexity of the process, sensitivity to the modification of the initial conditions and highly variable interdependency of factors [11] have hindered comparisons between nanocomposites produced using different parameters in various studies, therefore preventing a better understanding of strengthening mechanisms. Furthermore, because of the indirect relationship between hardness and wear resistance [12], the lack of understanding of the hardening effect has limited also the prediction of the wear behavior of composite coatings.
In the present study, microindentation and advanced microstructural analyses were used to define the strengthening mechanisms present in electrodeposited nickel-based composite coatings produced under comparable conditions in previous studies [13,14,15,16,17]. Different pure nickel deposits electroplated under various current densities were used to establish a Hall–Petch relationship and define the contribution of the grain size hardening effect of the matrix in the electrodeposits [18] driven by electric currents: the finer the grains the harder is the resulting material due to the increase effect of grain boundaries as impediment to the dislocation movements. According to the Hall–Petch relationship, the hardening of a metal is proportional to the square root of the grain size. Furthermore, the correlation between the Hall–Petch relationship and the preferred grain orientation of the deposits was examined by following a previous study by Godon et al. [19].
Ni-based composites containing particles of different sizes and contents were characterized to identify the strengthening caused by particle codeposition, thus highlighting the contribution of codeposition to the different hardening effects present in the composites. For instance, the influence of the grain refinement caused by particle addition [8, 20,21,22] on the Hall–Petch relationship of the matrix was examined separately from the influences of the input parameters such as current density [23] or agitation [24]. Two agitation modes were used to produce the electrodeposits: stirring and ultrasonic (US) agitation. The latter was used to promote hardening effects [24] and improve the dispersion of the particles within the matrix [25].
The experimental microhardness data of the composites were compared to the hardness values calculated by two modeling methods: the sum of contributions and the modified Clyne methods. The calculations were based on the contribution and combination of each strengthening factor.
The identified strengthening mechanisms were correlated to the tribological tests performed by pin-on-disk measurements. The elastic strain to failure, i.e., H/Er, proposed by Leyland et al. [26], was employed to analyze the wear behavior of the samples defined by the worn material volume. It has been proposed that the H/Er ratio indicates that hard coatings with a low elastic modulus have enhanced resistance to plastic deformation [27], thus providing better protection against wear.
Experimental and characterization details
Preparation of samples
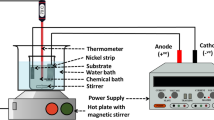
In the present study, samples from previous studies and prepared under similar conditions were used. This allowed the comparison of the samples while ensuring similar production processes and minimizing possible effects of different chemical compositions or cell geometries on the resulting composites. The electrodeposition process for all samples was performed in an additive-free Watts bath [28] with pH 3 and 45 °C (Table 1). The cell volume was set at 500 mL, and the electrodes, a low carbon steel cathode and a pure nickel anode, were arranged vertically with a separation of 7 cm.
Soluble anodes provide better control on the amount of metal ions within the electrolyte by providing a continuous source of the metal during the electrodeposition and assuring a more stable pH.
The deposits were produced using two agitation modes: (1) stirring by a cylindrical magnet (0.7 cm diameter and 6 cm in length) rotating at 200 rpm placed centrally in the bottom of the cell or (2) by an ultrasonic (US) horn (Hielscher UP200S, Germany, 24 kHz at 85% amplitude, 0.087 W cm−3) placed 6.5 cm away from the electrodes. The deposition current varied between direct current (DC) plating at 4 or 10 A dm−2 or pulse-reverse (PR) with the waveform adapted by the particle diameter. The total charge of the process was kept constant at 1800 C to ensure a similar coating thickness on all samples (≈ 24.5 μm). The composites were made from as-produced (AP) or surface treated (ST) particles: SiC50 (gnm© #SiC-110 spherical β-SiC 50 nm), SiC60 (Iolitec GmbH #NC-0002 spherical β-SiC 60 nm) or SiC500 (gnm© #SiC-110 irregular angular-shaped β-SiC 500 nm). The pretreatment of the particles was based on nitric acid and defined in Pinate et al. [15].
The preparation of the cathode (3 cm × 5 cm) was identical for all samples. First, the substrate was mechanically ground with SiC grade #1000, followed by ultrasonic cleaning in a diluted 5% solution of degreaser (TICKOPUR R 33; DR H STAMM GmbH), and finally, activated by pickling for 8 min in 2.5 M H2SO4. A rotating magnet continuously stirred the bath suspension before electroplating to prevent the agglomeration of particles. The samples were ultrasonically washed for 1 min in water after plating. Table 2 summarizes the samples and the reference to previous studies where a full characterization is published.
Characterization of samples
The characterization was conducted using two samples for each condition. The surface and the cross section of the sample were analyzed by scanning electron microscopy (SEM, TESCAN Lyra 3). jViewer image analyzer was used to measure the interparticle distance, center to center between neighboring particles, and the particle size. The analysis was performed for four images under two magnifications (18.5 kx and 138 kx).
Wavelength dispersive X-ray spectroscopy (WDS, EDAX-TSL) was used to quantify the SiC particles in the samples from previous studies, as summarized in Table 2. The weight % (wt.%) of Si was calculated based on pure Si standards, and the volume content of SiC was calculated from the Si wt% and by considering the particles to be stochiometric with a density of 3.22 g cm−3 at 25 °C. The analysis of the standard and each specimen was performed using an acceleration voltage of 10 kV and a beam current ranging from 13 to 20 nA.
Electron backscattered diffraction (EBSD, EDAX-TSL) analysis of the cross section was used to calculate the grain size of the deposits (Table 2). The EBSD maps were analyzed in the growth direction of the coating. The measurements were performed with an electron probe current ranging from 4 to 5 nA at an acceleration voltage of 15 kV. The grain size was calculated from the number of data points contained in a region with at least three similarly oriented (< 10°) connected points. The twin boundaries were excluded from the calculations. The grain area average was calculated by weighting the value of the area fraction of each grain, and the grain diameter was extracted from the area by considering the grain as a circle.
The microhardness and reduced elastic modulus (Er) of the deposits were obtained from load–displacement curves by microindentation with a Berkovich pyramidal-shaped diamond tip (NanoTestTM Vantage). Fifteen indentations were performed on the cross section with a load of 100 mN for a dwell time of 10 s. The measurements were performed on two samples for each condition, and the values were expressed as the average and standard deviation. The diagonal lengths of the indentations were larger than 5 μm in all cases. Thus, the indentation covered a representative section of metal and reinforcer.
The tribological tests were performed by pin-on-disk tests (NanoTestTM Vantage) under dry conditions. The load was set at 1 N and applied over a sliding distance of 1.32 m. The as-deposited coated sample was rotated at 70 RPM against a diamond ball (diameter 100 μm) acting as a counter material. The friction coefficient was recorded continuously and automatically during the wear tests by a friction probe connected to the tip.
The wear track profiles for all samples were analyzed by a surface profilometer (Surtronic® S-100 Taylor Hobson®) and SEM. The wear resistance was assessed by the decrease in the volumetric wear factor (mm3 Nm−1). The factor was calculated by dividing the worn volume (mm3), determined by profilometry, by the applied load (N) and the total sliding distance (m). The surface roughness was measured by profilometry, and Ra was the average value of eight measurements, each with a length of 1 mm.
Results and discussion
Electrodeposit characterization
The surface morphology of the deposits was directly related to the electrocrystallization of nickel. The samples from previous studies (Table 2) showed preferential crystal <100> orientation growth independent of the current density and agitation type. They differed only in the composites containing SiC500, where random orientation growth was dominant instead of preferential crystal orientation growth [14]. The change in texture in the deposits led to a variation in the surface morphology, from a pyramidal-shaped surface observed in deposits dominated by the <100> orientation to globular-shaped structures in Ni/SiC500 composites. Winand [29] described microstructures that varied according to the intensity of the inhibition. The <100> crystal orientation was associated with uninhibited nickel growth [30], where large columnar grains grew uninterrupted from the substrate and resulted in pyramidal-shaped surface structures. In contrast, inhibited nickel growth might produce equiaxial-like microstructures with globular surface morphology, as was observed in the composites containing SiC500. Pavlatou et al. [31] observed the same changes in the surface morphology of Ni-SiC composites due to inhibition.
The surface roughness of the deposits (Ra, Table 3) varied as a result of the different current densities, surface morphologies, and agitation types. Therefore, deposits with the same surface morphologies produced under similar conditions showed comparable Ra values. For instance, under DC4 and stirring, the pure Ni and nanocomposites coatings showed similar values. Analogously, pure Ni and composites prepared using stirring and DC10 or PR showed equivalent Ra values. Whereas, the US agitation caused a reduction in the roughness of the deposits. The codeposition of SiC500 particles and the resulting change in morphology from pyramidal- to globular-shaped led to differences between Ra values even in deposits produced under the same conditions.
The addition of particles increased the values of the reduced Young's modulus (Er) compared to that of pure nickel (Table 3), which was approximately 165 GPa in this study, similar to the value reported by Fritz et al. [32] for electrodeposited pure nickel. The increase in Er in the composites was expected, considering the rule of mixture of the composites, where an increase in the fraction of the reinforcer with a higher Young’s modulus, as in the case of β-SiC (427 ± 2 GPa [33]), would increase the total value.
Particles codeposition and hardness
The particles codeposition rate varied differently for each particle size and was influenced by the agitation mode and the current type and density chosen for each study (Table 1). The lowest particles content (≈ 0.8 vol%) was observed for Ni-SiC50 produced using DC4 [13]. The same study showed an improvement in the codeposition of SiC50 by increasing the current density (DC10 ≈1.9 vol%) or changing the current type (PR, ≈ 4 vol%). The more rapid metal growth under DC10 facilitated the entrapment of particles, while the PR waveform was tailored based on the particle size to improve the codeposition rate. The design of the PR waveform improved the residence time of particles, thus increasing their probability of entrapment, as demonstrated by a previous study [34].
The codeposition of SiC60 was richer than that of SiC50 even under the same DC4 deposition. The variations in the codeposition rate of particles with nominally the same size were due to the differences in the particle surface state, as shown in a previous study [15]. A particle surface treatment was developed in the mentioned study to control variations in the surface state of particles independent of the powder's supplier and production route. Due to such treatment, surface-treated SiC50 and SiC60 resulted in a similar codeposition rate [15]. The decrease in powder load of as-produced SiC60 from 20 to 10 g L−1 reduced the particle content to 1.6 vol% [16] from 4.5 vol% [15], showing the importance of the role of particles load in the plating bath in codeposition, as was also observed in previous studies [35,36,37].
The use of US agitation promoted an increase in the codeposition of nanoparticles. The US cavitation facilitated particle transport, aiding their movement through the diffusion layer, enriching the vicinity of the cathode, permitting a higher nanoparticles entrapment rate [14, 17], and resulting in an increase in content for both SiC50 and SiC60. In addition, US agitation substantially improved particles dispersion (Fig. 1), which was also observed by Tudela et al. [25]. Under magnetic agitation, SiC60 particles codeposited as agglomerates (Fig. 1a), whereas under US, particles were finely dispersed (Fig. 1b).

Cross-sectional SEM (SE detector) images of the SiC60-DC4 coatings prepared using a stirring or b US agitation and SiC500-DC4 using c stirring or d US agitation. Some of the SiC particle agglomerates are encircled in yellow, and the well-dispersed SiC particles are circles in white
SiC500 particles reported a high particle content of approximately 11 vol.% in the as-produced state; after surface treatment, the codeposition was improved up to 19.3 vol.% [15]. However, the US agitation negatively impacted the codeposition rate, provoking a decrease in the content [14] due to the bounce-off effect in the particles. Nonetheless, comparable to SiC60 particles, the US agitation provided better particle dispersion, from agglomerates (Fig. 1c) to well and uniform dispersion (Fig. 1d).
Figure 2 shows the average particles volume content and hardness of the deposits for each condition, with an apparent linear relationship between terms. Nevertheless, despite the similar content of particles, the hardness values varied depending on the depositing process parameters. Comparable hardness values were achieved in composites with different codeposition rates. Thus, distinct strengthening mechanisms were present in each deposit, and they varied differently as a result of the process and codeposition parameters: particle size, dispersion and volume content.

Microhardness versus SiC volume content (%) of the deposits listed in Table 1 (two samples per electrodeposition condition)
Strengthening mechanisms
The microhardness test results in relation to the average grain diameter (μm−1/2) are shown in Fig. 3. Considering the relationship between hardness and ultimate tensile strength (H ≈ 3.3 σUTS) analyzed by Ebrahim et al. [38] for nickel, the Hall–Petch relationship for pure Ni was established by a linear fit calculated from the pure deposits produced using DC4, DC10 and PR. The hardening effect present in these deposits was assumed to be due only to grain size strengthening (HHP(i)), where the electric current density drove the grain refinement. Since other factors, such as the electrolyte composition or agitation, might also cause hardening in the material. The samples produced using US agitation were not considered in the linear fitting because of the work hardening induced by ultrasound [39], which caused additional strengthening in the nickel deposits in addition to grain size strengthening [24]. As a result of immersing the US horn directly into the bath, the cathode was exposed to direct US cavitation, causing strain rate deformation to the crystallizing metal. Zhou et al. [40] showed that the dislocation density of nickel increased with strain. Thus, the strain rate deformation by the US cavitation might have caused an increase in the dislocation density, providing an added strengthening effect (Hdd(US)) to the material. This additional strengthening effect present in Ni-US was evident as the experimental hardness data were displaced above the Hall–Petch relationship, although the samples were produced under the same electric current regime (Fig. 3).

Microhardness vs. grain size diameter (μm−1/2) of the deposits listed in Table 1 (two samples per electrodeposition condition). The Hall–Petch relationship for pure Ni using DC4, DC10 and PR is indicated by the black dashed line
The Hall–Petch relationship extracted from pure Ni (Fig. 3) defines σ0 as the resistance to dislocation motion by the crystalline nature of the lattice, while k is the measure of the local stress needed at a grain boundary for the transmission of plastic flow [41]. Therefore, for identical materials with the same grain size, these terms are expected to be similar [42]. However, the anisotropy of electrodeposited metals makes the comparison between studies challenging, even in the same metal deposits, due to differences in grain morphology and crystal orientation. For instance, Godon et al. [19] identified changes in the Hall–Petch slope (k) of electrodeposited pure nickel due to preferential crystal growth. Indeed, nickel deposits dominated by the <100> crystal orientation k showed similar values (GPa μm−1/2): in Godon et al. [19], k was 2.1, and Miguel et al. [43] reported a k ≈ 2.2, both in agreement with the present study (2.54 ± 0.66). In contrast, for deposits dominated by <110> , k was 0.2 [19] and 0.1 [44], and in random deposits, k was 0.7 [19] and 0.9 [45]. These crystal structure differences caused reductions in the strengthening effects, separating the grain size hardening (Hall–Petch relationship) into groups depending on the texture of the nickel deposit. For instance, when nickel electrodeposits showed similar grain morphologies and a dominant crystal orientation, such as in the present study and that of Miguel et al. [43], the pure Ni deposits exhibited overlapping H0 values, 1.01 ± 0.41 GPa and 0.77 GPa, respectively.
Figure 4 shows the grain size reduction in the matrix (∆d/dm) as a function of the particle content. The grain size reduction was calculated from the average grain size of the composite matrix minus the average grain size of the pure Ni sample produced using the same depositing conditions: DC4, DC10, PR, or US agitation. This allowed the direct comparison of the metal refinement between the matrix microstructures of composites despite the differences in the electrodeposition parameters. A linear relationship between samples containing nano-SiC was extracted by considering the standard deviation of the data and zero as the intercept. The graph in Fig. 4 suggests that the matrix grain size decreases linearly as the nanoparticle content increased. A similar observation was made by Sanaty-Zadeh et al. [4] in the study of cast nanocomposites. In the case of the submicron particles, there was no effect in the grain refinement due to the increase in codeposition content. The grain size of the matrix remained constant with almost no variation in grain size even when the particle content increased from 3.9 to 22.8 vol%. The linear relationship between samples containing submicron-SiC was extracted considering the standard deviation of the data; however, the nonzero intercept was considered the initial theoretical refinement caused by the submicron particles.

Grain size reduction (∆d/dm) vs. SiC vol. content (%) where ∆d was calculated by the average grain size of the matrix composite (dc) minus the grain size of the equivalent pure Ni sample (dm). The solid line represents the grain refinement caused by the codeposition of nanoparticles, while the dotted line represents submicron particles. The linear relationships were constructed by a linear relationship considering the standard deviation of the data
The effect of particle addition was evident not only in the resulting microstructure but also in the strengthening mechanisms since all composite hardness values were above the Hall–Petch relationship (Fig. 3), showing the hardening effect due to particle codeposition. The overall composite hardness can be defined as the sum of strengthening contributions of each factor present in the composite that influenced the hardness of the matrix [4]:
However, the sums of contribution method neglects the synergies among process parameters for the different mechanisms, and in electrodeposited composites, some factors are heavily interdependent to particle codeposition. For instance, grain refinement might result from particle codeposition [10], current density [23], or ultrasound agitation [24]. Therefore, grain size hardening (Hall–Petch relationship) can have separate components driven by particle content (HHP(SiC)), current density (HHP(i)) or ultrasound (HHP(US)).
Similarly, dislocation density strengthening might result from ultrasonication (Hdd(US)), as previously discussed, or due to particle codeposition (Hdd(SiC)). The Taylor relationship [4] can be used to calculate the enhanced dislocation density strengthening effect as the result of the difference between the coefficients of thermal expansion of the metal and particles. However, in electrodeposition, the temperature of the process is constant, and therefore, the Taylor relationship is not applicable. Nevertheless, changes in the metal crystal structure, i.e., increase in dislocations, might occur due to changes in the current field due to the presence of particles on the surface of the cathode. Stappers et al. [46] showed changes in the current density around codepositing microscale glassy polymethyl methacrylate (PMMA) and graphite particles in nickel–iron multilayers. Nevertheless, to the best of the author's knowledge, there have been no similar studies on SiC or nanosized particles. Therefore, the contribution of the enhanced dislocation density by particles was excluded from the calculations in the present study.
Other strengthening mechanisms, such as Orowan strengthening, also depend on the characteristics of the reinforcer, e.g., particle size and dispersion within the matrix [3, 4]. Furthermore, the particle hardening effect in electrodeposited composites, which is related to the composite rule of the mixture [47, 48], is also influenced by particle codeposition. To consider the interdependencies between strengthening factors and particle codeposition, the modified Clyne method [4] can be employed to calculate the hardness of the composite. Similar to the sums of contribution method, each mechanism is combined separately except the interrelated factors, which are expressed as the root of the sum of the squares. By using the modification of the Clyne method [4] and considering the strengthening mechanism present in electrodeposited composites, the composite hardness equation is expressed as:
where
where H0 and k correspond to the electrodeposited metal (Fig. 3), and dm is the grain size of the pure Ni sample produced under the same electrodeposition parameters, e.g., DC4, DC10, PR, or US agitation.
where ∆d is the grain size reduction in the matrix due to particle codeposition, calculated by linear fitting (Fig. 4), and dm is the grain size of the pure Ni sample produced under the same electrodeposition parameters, e.g., DC4, DC10, PR, or US agitation.
where Gm is the shear modulus of the nickel matrix (75 GPa [49]), b is the Burgers vector (0.249 nm for nickel [50]), dp is the average diameter of codeposited particles, and λ is the interparticle separation measured by SEM imaging.
where Vp is the volume fraction of particles and Hp is their hardness (20 ± 0.5 GPa for β-SiC [33]).
The load-bearing strengthening (Hlb) was considered negligible because of the minor influence of the effect compared to the rest of the effects in nanocomposites [3, 4].
Figure 5 shows a selection of samples taken from Table 2, produced using the same current density (DC4) and representative of each condition. The circles represent the experimental hardness data, and the bars depict the calculated hardness by the sum of the contribution of each of the strengthening factors present in the deposits.

Microhardness vs. grain size diameter (μm−1/2) of deposits produced under the same current density (DC4) selected from Table 2, representing each condition. Circles show the experimental data, and bars depict the calculated sums of the contributions of each of the strengthening factors present in the deposits
The grain size strengthening, driven by the current density (DC4), was approximated by the Hall–Petch relationship (Eq. 3). The value (≈ 2.43 GPa) was considered the base value (HHP(i)) for the rest of the deposits produced using the same current density (DC4). The base value for deposits produced with different current densities, e.g., DC10 or PR, was calculated using the same approach.
Ni-DC4/US was used to extrapolate the strengthening effects due to US agitation. The Ni-DC4/US hardness value was displaced above the Hall–Petch relationship (Fig. 3) due to the additional hardening effects caused by the US agitation resulting in grain refinement and an increase in dislocation density [40]. The grain size strengthening effect due to US agitation (HHP(US)) was calculated by the difference between the base value (HHP(i)) and the hardness value calculated by the Hall–Petch relationship (Eq. 3) for pure Ni-DC4/US, resulting in an approximate value of 0.05 GPa. The enhanced dislocation density strengthening by US (Hdd(US)) was calculated by the difference between the value calculated by the Hall–Petch relationship for pure Ni-DC4/US and the experimental values, yielding an approximate value of 0.2 GPa. The values were assumed to be equal for the calculations in all samples produced using US agitation. In practice, the value varies depending on the US power and frequency and the distance between the submerged US horn and cathode.
The nanocomposites SiC50/ST and SiC60/ST, produced using DC4, showed grain size strengthening (HHP(SiC)) as the result of the microstructure refinement caused by particle codeposition, in addition to strengthening by particles (Hp) approximated by the rule of mixture. The Orowan strengthening in these deposits was considered negligible because of the poor dispersion of the particles within the matrix due to agglomeration (Fig. 6a). All the nanocomposites produced using stirring showed an interparticle separation of several micrometers between agglomerates (Fig. 1a), limiting any strengthening by the Orowan mechanism according to Eq. (4). In contrast, the US agitation improved the dispersion of the particles (Fig. 1b) and promoted deagglomeration (Fig. 6b). For instance, SiC60-DC4/US showed an average interparticle distance of 280 ± 177 nm. Therefore, in this deposit, the factors that contributed to the total hardness of the composite were the different amounts of grain size strengthening resulting from refinement driven by current density (HHP(i)), US agitation (HHP(US)), particle codeposition (HHP(SiC)), in addition to dislocation density strengthening by US agitation (Hdd(US)), particle strengthening (Hp) and Orowan strengthening (Eq. 4). Nevertheless, despite particle deagglomeration in SiC50-DC4/US, the interparticle spacing in the deposit was quite large (> 1 µm), resulting in negligible Orowan strengthening and close to zero according to Eq. (4).

Cross-sectional SEM images (SE detector) of SiC60-DC4 using a stirring or b US agitation and SiC500-DC4 using c stirring or d US agitation. SiC particles are encircled in yellow. The white particles are residues observed after polishing
The hardness value for SiC500/ST-DC4 was overestimated by the method (Eq. 1). This may be attributed to the differences between codeposited particle sizes, ranging from micrometers to nanometers (Figs. 1c, 6c), since different particle sizes or agglomerations are not considered by the calculation method. Sanaty-Zadeh et al. [4] also observed overestimation in the theoretical calculation, reporting an increase in discrepancy in the sums of contribution method compared to others methods. The US agitation caused selective entrapment of submicron particles [14]; only the smaller particles (245 ± 55 nm average diameter) codeposited in SiC500-DC4/US. The US caused a good and uniform dispersion of particles within the matrix, resulting in an interparticle spacing of 116 ± 57 nm (Figs. 1d, 6d). Therefore, the Orowan strengthening was higher than that in SiC60-DC4/US due to the smaller interparticle spacing. The underestimation in the hardness values of SiC500-DC4/US (Fig. 5) might be attributed to an unidentified dislocation density strengthening mechanism, resulting from altering the crystal structure by depositing well-distributed particles with an approximate size (≈ 250 nm in mean diameter size) that represented aroundone-fifth of the grain size (≈ 1300 nm in mean diameter size).
Table 4 compares the microhardness of the deposits measured experimentally and the values calculated by the sum of contributions method or the modified Clyne method, considering the content of particles and their effect in the deposit. The values predicted by the calculation methods are in good agreement with the experimental values; the discrepancy was greater for the sum of contribution method than the modified Clyne method, as observed by Sanaty-Zadeh et al. [4].
Tribological characterization
The coefficient of friction (COF) and wear track depth of each electrodeposit are reported as averages for each condition in Table 5. The COFs of all pure Ni deposits were independent of the current density and agitation type and somewhat similar, ranging between 0.1 and 0.2. 'Stick–slip,' which is associated with adhesive events [51], was visible in these deposit wear tracks (Fig. 7a, b). The detachment of material as debris was visible inside the tracks due to plowing and pile-up during the tests. Ductile materials, such as nickel, are prone to adhesive wear, exhibiting these physical events after contacting the moving counter material [52].

SEM images of the wear tracks Ni-DC4 using a stirring or b US agitation, SiC60-DC4 using c stirring or d US agitation, and SiC500-DC4 using e stirring or f US agitation
The appearance of the wear tracks in the composites was comparable to that of pure Ni, showing similar plowing and formation of pile-ups (Fig. 7c). The codeposition of nano-SiC increased the COF compared to that of pure Ni, ranging from 0.2 to 0.3. Provided that the surface morphology and roughness remained similar, the increase in friction might have been due to an increase in resistance against the motion, causing adhesive events that increased the average COF due to the codeposition of particles. For instance, SiC60 10 g L−1-DC4/US [17] showed flake-like debris with partial detachment (Fig. 7d), recognized as significant adhesive events and causing an increase in the COF. Gyftou et al. [53] also reported increased friction after particle addition in Ni-SiC composites with pyramidal-shaped surface morphology. In contrast, in previous studies [54, 55], a decrease in the COF in nickel globular-shaped structures was observed.
SiC500 composites produced using stirring showed a higher COF than the rest of the samples. However, SiC500-DC4/US showed a significant reduction in friction as a result of the selective entrapment prompted by the US agitation where the number of large, microsized particles was reduced not incorporated. Agreeing with the observation done by Lanzutti et al. [56] describing an increase in COF after codepositing microsized particles. The larger particles presented a more significant force against the movement of the counter material. The lack of these larger particles in SiC500-DC/US led to COF values comparable to those of the nanocomposites.
The decrease in wear track depth was evidently connected to the strengthening mechanisms of the deposits. Previous studies [53,54,55,56,57] of SiC-based nickel composites also reported a decrease in wear with increasing hardness, showing the established [12, 58, 59] indirect relationship between high hardness and low wear.
For pure Ni, the wear track was the deepest for the softest deposit, Ni-DC4; in contrast, the wear track was shallower for Ni-DC10, which was harder as a result of grain size strengthening. Furthermore, the addition of particles promoted additional strengthening effects in the deposits, which resulted in higher hardness values of the coatings and further reduction in surface wear by pin-on-disc measurements.
The use of stirring to prepare SiC500 deposits exemplifies one of the drawbacks of codepositing large particles as the reinforcer phase in composites. The type of wear was modified from adhesive to abrasive due to the micrometer size of the particles. The particles acted as third-body abrasives, excavating deeper into the material during the movement of the counter material. For the SiC500 deposits prepared using stirring, formation of minor material pile-ups or debris in the wear tracks occurred (Fig. 7e). However, due to third-body abrasion, the track depth was somewhat similar to that of softer deposits, e.g., SiC50-DC10 and SiC60-DC4. In contrast, there was almost no visible material debris for SiC500-DC/US (Fig. 7f), and the depth of the track was decreased, which was consistent with the high hardness values and absence of larger microparticles.
According to Leyland et al. [26], the ratio between the microhardness and the elastic modulus is a suitable parameter for predicting wear resistance in a coating. A sufficiently high ratio (H/E), i.e., elastic strain to failure, is considered an indicator of a material that will better withstand the action of the counter material during the pin-on-disc test, as the pin would deform the surface by plowing and forming pile-ups of the material [52]. The H/Er ratio and wear relationship are shown in Fig. 8 by correlating the ratio to the volumetric wear factor of each deposit averaged for each condition. High H/Er ratios exhibited improved resistance to plastic deformation, resulting in decreased volume of the material removed by wear. The H/Er ratio to wear of SiC60-DC4/US and SiC500-DC4/US showed that the additional strengthening mechanisms present in these deposits increased the wear protection, highlighting that although a high content of particles is desired to increase hardness, aspects of the codeposition, particle dispersion and particle size, are also critical characteristics.

Elastic strain to failure, i.e., H/Er ratio vs. the volumetric wear factor × 10–4 (mm3 Nm−1) averaged from two samples for each electrodeposition condition listed in Table 2
The relationship between less wear and high H/Er was evident, i.e., high hardness resulting from multiple strengthening mechanisms. Góral et al. [60] also observed the exact relation in additive-free nickel-based composites. Liang et al. [61] proved the same relationship in Ni–B coatings, concluding too that the ratio of hardness to elastic modulus is a more appropriate fitting parameter to reflect the wear resistance.
Conclusions
The total hardness of the electrodeposited composites was related to different strengthening effects: grain size, enhanced dislocation density, Orowan strengthening and particle incorporation. Two methods, the sum of contribution and modified Clyne, were used to predict the hardness based on the contribution of each strengthening effect. The parameters of the process and particle codeposition had different influences on the magnitude of these strengthening factors:
-
1.
Grain size strengthening resulted from three distinct components due to the separate effects of the current density, US agitation and particles codeposition on the grain refinement. The particle size and volume content influenced the significance of grain refinement, leading to differences in the strengthening magnitude.
-
2.
The average grain size of the microstructure decreased linearly with increasing nanoparticles content.
-
3.
Dislocation density strengthening was linked to work hardening by US cavitation. The approximate value of the strengthening was obtained from that of pure nickel samples and assumed to be constant for the rest of the US composites.
-
4.
Orowan strengthening was affected by particle agglomeration and incorporation rate. The strengthening was negligible in the composites produced using stirring due to micrometer-scale interparticle separation. In contrast, codeposited particles were uniformly dispersed within the matrix due to US agitation, which prompted Orowan strengthening.
-
5.
Hardening by the incorporation of particles was the dominant strengthening effect in the deposits.
Both methods used to predict the hardness of the composites were in good agreement with the experimental data. However, the modified Clyne method provided more accurate predictions than the sum of contribution method because the modified Clyne method considered the interdependency between strengthening mechanisms. In future studies, this relationship will allow researchers to choose appropriate deposition parameters to tailor the final hardness.
The tribological tests indicated that adhesive wear occurred on the nanocomposites, whereas SiC500-based deposits underwent abrasive wear. The elastic strain to failure, i.e., the H/Er ratio, was used to predict the wear behavior of the deposits. The combined effect of the strengthening mechanisms present in the deposit influenced the wear resistance. The ratio of hardness to elastic modulus proved to be a fitted parameter that reflected the wear resistance. Coatings with a higher ratio of hardness to elastic modulus exhibited a smaller volume of material lost due to wear.
The results showed that although particles content was a dominant factor in the hardening of the nanocomposites, a high particles content did not ensure the best performance regarding hardness and wear resistance. Aspects of the particle codeposition, such as particle size and especially dispersion promoted by ultrasonic agitation, were essential to promote additional strengthening effects. Thus, these results highlighted the importance of considering production methods that exploit multiple strengthening mechanisms to fully unlock the potential of nanocomposites.
References
Hogmark S, Jacobson S, Larsson M (2000) Design and evaluation of tribological coatings. Wear 246:20–33. https://doi.org/10.1016/S0043-1648(00)00505-6
Mahidashti Z, Aliofkhazraei M, Lotfi N (2018) Review of nickel-based electrodeposited tribo-coatings. Trans Indian Inst Metals 71:257–295. https://doi.org/10.1007/s12666-017-1175-x
Zhang Z, Chen DL (2008) Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater Sci Eng A 483–484:148–152. https://doi.org/10.1016/j.msea.2006.10.184
Sanaty-Zadeh A, Rohatgi PK (2012) Comparison between current models for the strength of particulate-reinforced metal matrix nanocomposites with emphasis on consideration of Hall–Petch effect. Mater Sci Eng A 531:112–118. https://doi.org/10.1016/j.msea.2011.10.043
Vaezi MR, Sadrnezhaad SK, Nikzad L (2008) Electrodeposition of Ni–SiC nano-composite coatings and evaluation of wear and corrosion resistance and electroplating characteristics. Colloids Surf A Physicochem Eng Asp 315:176–182. https://doi.org/10.1016/j.colsurfa.2007.07.027
Thiemig D, Bund A (2008) Characterization of electrodeposited Ni–TiO2 nanocomposite coatings. Surf Coat Technol 202:2976–2984. https://doi.org/10.1016/j.surfcoat.2007.10.035
Lampke T, Leopold A, Dietrich D, Alisch G, Wielage B (2006) Correlation between structure and corrosion behaviour of nickel dispersion coatings containing ceramic particles of different sizes. Surf Coat Technol 201:3510–3517. https://doi.org/10.1016/j.surfcoat.2006.08.073
Zanella C, Lekka M, Bonora PL (2009) Influence of the particle size on the mechanical and electrochemical behaviour of micro- and nano-nickel matrix composite coatings. J Appl Electrochem 39:31–38. https://doi.org/10.1007/s10800-008-9635-y
Wang S, Ma C, Walsh FC (2020) Alternative tribological coatings to electrodeposited hard chromium: a critical review. Trans IMF 98:173–185. https://doi.org/10.1080/00202967.2020.1776962
Low CTJ, Wills RGA, Walsh FC (2006) Electrodeposition of composite coatings containing nanoparticles in a metal deposit. Surf Coat Technol 201:371–383. https://doi.org/10.1016/j.surfcoat.2005.11.123
Walsh FC, Wang S, Zhou N (2020) The electrodeposition of composite coatings: diversity, applications and challenges. Curr Opin Electrochem 20:8–19. https://doi.org/10.1016/j.coelec.2020.01.011
Mahidashti Z, Aliofkhazraei M, Lotfi N (2017) Review of nickel-based electrodeposited tribo-coatings. Trans Indian Inst Met 258:6550. https://doi.org/10.1007/s12666-017-1175-x
Pinate S, Leisner P, Zanella C (2019) Electrocodeposition of nano-SiC particles by pulse-reverse under an adapted waveform. J Electrochem Soc 166:D804–D809. https://doi.org/10.1149/2.0441915jes
Pinate S, Eriksson F, Leisner P, Zanella C (2021) Effects of SiC particles codeposition and ultrasound agitation on the electrocrystallisation of nickel-based composite coatings. J Mater Sci 56:18463–18476. https://doi.org/10.1007/s10853-021-06483-z
Pinate S, Ispas A, Leisner P, Zanella C (2021) Electrocodeposition of Ni composites and surface treatment of SiC nano-particles. Surf Coat Technol 406:126663. https://doi.org/10.1016/j.surfcoat.2020.126663
Pinate S, Zanella C (2020) Wear behavior of Ni-based composite coatings with dual nano-SiC: graphite powder mix. Coatings 10:1060. https://doi.org/10.3390/coatings10111060
Pinate S, Leisner P, Zanella C (2021) Wear resistance and self-lubrication of electrodeposited Ni–SiC:MoS2 mixed particles composite coatings. Surf Coat Technol 421:127400. https://doi.org/10.1016/j.surfcoat.2021.127400
Zhang Z, Chen DL (2006) Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: a model for predicting their yield strength. Scripta Mater 54:1321–1326. https://doi.org/10.1016/j.scriptamat.2005.12.017
Godon A, Creus J, Cohendoz S, Conforto E, Feaugas X, Girault P, Savall C (2010) Effects of grain orientation on the Hall–Petch relationship in electrodeposited nickel with nanocrystalline grains. Scripta Mater 62:403–406. https://doi.org/10.1016/j.scriptamat.2009.11.038
Spanou S, Pavlatou EA, Spyrellis N (2009) Ni/nano-TiO2 composite electrodeposits: textural and structural modifications. Electrochim Acta 54:2547–2555. https://doi.org/10.1016/j.electacta.2008.06.068
Lampke T, Wielage B, Dietrich D, Leopold A (2006) Details of crystalline growth in co-deposited electroplated nickel films with hard (nano)particles. Appl Surf Sci 253:2399–2408. https://doi.org/10.1016/j.apsusc.2006.04.060
Ortolani M, Zanella C, AzanzaRicardo CL, Scardi P (2012) Elastic grain interaction in electrodeposited nanocomposite Nickel matrix coatings. Surf Coat Technol 206:2499–2505. https://doi.org/10.1016/j.surfcoat.2011.10.056
Rashidi AM, Amadeh A (2008) The effect of current density on the grain size of electrodeposited nanocrystalline nickel coatings. Surf Coat Technol 202:3772–3776. https://doi.org/10.1016/j.surfcoat.2008.01.018
Tudela I, Zhang Y, Pal M, Kerr I, Mason TJ, Cobley AJ (2015) Ultrasound-assisted electrodeposition of nickel: effect of ultrasonic power on the characteristics of thin coatings. Surf Coat Technol 264:49–59. https://doi.org/10.1016/j.surfcoat.2015.01.020
Tudela I, Zhang Y, Pal M, Kerr I, Cobley AJ (2014) Ultrasound-assisted electrodeposition of composite coatings with particles. Surf Coat Technol 259:363–373. https://doi.org/10.1016/j.surfcoat.2014.06.023
Leyland A, Matthews A (2000) On the significance of the H/E ratio in wear control: a nanocomposite coating approach to optimised tribological behaviour. Wear 246:1–11. https://doi.org/10.1016/S0043-1648(00)00488-9
Dao M, Lu L, Asaro RJ, De Hosson JTM, Ma E (2007) Toward a quantitative understanding of mechanical behavior of nanocrystalline metals. Acta Mater 55:4041–4065. https://doi.org/10.1016/j.actamat.2007.01.038
Watts OP (1916) Rapid nickel plating. Trans Am Electrochem Soc 29:395–403
Winand R (1992) Electrocrystallization-theory and applications. Hydrometall 29:567–598. https://doi.org/10.1016/0304-386X(92)90033-V
Macheras J, Vouros D, Kollia C, Spyrellis N (1996) Nickel electrocrystallization: influence of unsaturated organic additives on the mechanism of the oriented crystal growth. Trans Inst Met Finish 74(2):55–58
Pavlatou EA, Stroumbouli M, Gyftou P, Spyrellis N (2006) Hardening effect induced by incorporation of SiC particles in nickel electrodeposits. J Appl Electrochem 36:385–394. https://doi.org/10.1007/s10800-005-9082-y
Fritz T, Griepentrog M, Mokwa W, Schnakenberg U (2003) Determination of Young’s modulus of electroplated nickel. Electrochim Acta 48:3029–3035. https://doi.org/10.1016/S0013-4686(03)00370-0
Magnani G, Galvagno S, Sico G, Portofino S, Freda C, Burresi E (2016) Sintering and mechanical properties of β-SiC powder obtained from waste tires. J Adv Ceram 5:40–46. https://doi.org/10.1007/s40145-015-0170-0
Pinate S, Nefzi N, Zanella C (2021) Role of anodic time in pulse-reverse electrocodeposition of nano-SiC particles. J Electrochem Soc 168:62509. https://doi.org/10.1149/1945-7111/ac0a27
Nowak P, Socha RP, Kaisheva M, Fransaer J, Celis J-P, Stoinov Z (2000) Electrochemical investigation of the codeposition of SiC and SiO2 particles with nickel. J Appl Electrochem 30:429–437. https://doi.org/10.1023/A:1003979117146
Hou KH, Ger MD, Wang LM, Ke ST (2002) The wear behaviour of electro-codeposited Ni–SiC composites. Wear 253:994–1003. https://doi.org/10.1016/S0043-1648(02)00222-3
Gül H, Kılıç F, Uysal M, Aslan S, Alp A, Akbulut H (2012) Effect of particle concentration on the structure and tribological properties of submicron particle SiC reinforced Ni metal matrix composite (MMC) coatings produced by electrodeposition. Appl Surf Sci 258:4260–4267. https://doi.org/10.1016/j.apsusc.2011.12.069
Ebrahimi F, Bourne GR, Kelly MS, Matthews TE (1999) Mechanical properties of nanocrystalline nickel produced by electrodeposition. Nanostruct Mater 11:343–350. https://doi.org/10.1016/S0965-9773(99)00050-1
Walker CT, Walker R (1973) New explanation for the hardening effect of ultrasound on electro-deposits. Nat Phys Sci 244:141–142. https://doi.org/10.1038/physci244141a0
Zhou W, Ren X, Yang Y, Tong Z, Chen L (2020) Dislocation behavior in nickel and iron during laser shock-induced plastic deformation. Int J Adv Manuf Technol 108:1073–1083. https://doi.org/10.1007/s00170-019-04822-8
Armstrong RW (2014) 60 Years of Hall–Petch: past to present nano-scale connections. Mater Trans 55:2–12. https://doi.org/10.2320/matertrans.MA201302
Cordero ZC, Knight BE, Schuh CA (2016) Six decades of the Hall–Petch effect—a survey of grain-size strengthening studies on pure metals. Int Mater Rev 61:495–512. https://doi.org/10.1080/09506608.2016.1191808
Miguel FL, Müller R, Mathur S, Mücklich F (2015) Microstructure and mechanical properties of electrodeposited Ni and Ni-matrix-nanocomposite thin films. Mater Sci Eng A 646:254–262. https://doi.org/10.1016/j.msea.2015.08.069
Shakibi Nia N, Savall C, Creus J, Bourgon J, Girault P, Metsue A, Cohendoz S, Feaugas X (2016) On the implication of solute contents and grain boundaries on the Hall–Petch relationship of nanocrystalline Ni–W alloys. Mater Sci Eng A 678:204–214. https://doi.org/10.1016/j.msea.2016.09.097
Knapp JA, Follstaedt DM (2004) Hall–Petch relationship in pulsed-laser deposited nickel films. J Mater Res 19:218–227. https://doi.org/10.1557/jmr.2004.19.1.218
Stappers L, Fransaer J (2006) Growth of metal around particles during electrodeposition. J Electrochem Soc 153:C472. https://doi.org/10.1149/1.2198090
Galvan D, Pei YT, de Hosson JTM (2006) Influence of deposition parameters on the structure and mechanical properties of nanocomposite coatings. Surf Coat Technol 201:590–598. https://doi.org/10.1016/j.surfcoat.2005.12.007
Farrokhzad MA, Khan TI (2015) A study on hardness of nickel-based cermet coatings composed of α-Al2O3 and TiO2 nanoparticles. Adv Compos Mater 24:141–159. https://doi.org/10.1080/09243046.2014.882537
Merita F, Umemoto D, Yuasa M, Miyamoto H, Goto T (2018) Electrodeposition of nanocrystalline nickel embedded with inert nanoparticles formed via inverse hydrolysis. Appl Surf Sci 458:612–618. https://doi.org/10.1016/j.apsusc.2018.07.123
Hou F, Wang W, Guo H (2006) Effect of the dispersibility of ZrO2 nanoparticles in Ni–ZrO2 electroplated nanocomposite coatings on the mechanical properties of nanocomposite coatings. Appl Surf Sci 252:3812–3817. https://doi.org/10.1016/j.apsusc.2005.05.076
Berman AD, Ducker WA, Israelachvili JN (1996) Experimental and theoretical investigations of stick-slip friction mechanisms. In: Persson BNJ, Tosatti E (eds) Physics of sliding friction. Springer, Dordrecht, pp 51–67
Holmberg K, Ronkainen H, Laukkanen A, Wallin K (2007) Friction and wear of coated surfaces—scales, modelling and simulation of tribomechanisms. Surf Coat Technol 202:1034–1049. https://doi.org/10.1016/j.surfcoat.2007.07.105
Gyftou P, Stroumbouli M, Pavlatou EA, Asimidis P, Spyrellis N (2005) Tribological study of Ni matrix composite coatings containing nano and micro SiC particles. Electrochim Acta 50:4544–4550. https://doi.org/10.1016/j.electacta.2004.10.090
Benea L, Bonora PL, Borello A, Martelli S (2002) Wear corrosion properties of nano-structured SiC–nickel composite coatings obtained by electroplating. Wear 249:995–1003. https://doi.org/10.1016/S0043-1648(01)00844-4
Zhou Y, Zhang H, Qian B (2007) Friction and wear properties of the co-deposited Ni–SiC nanocomposite coating. Appl Surf Sci 253:8335–8339. https://doi.org/10.1016/j.apsusc.2007.04.047
Lanzutti A, Lekka M, de Leitenburg C, Fedrizzi L (2019) Effect of pulse current on wear behavior of Ni matrix micro-and nano-SiC composite coatings at room and elevated temperature. Tribol Int 132:50–61. https://doi.org/10.1016/j.triboint.2018.12.011
Gyawali G, Joshi B, Tripathi K, Lee SW (2017) Effect of ultrasonic nanocrystal surface modification on properties of electrodeposited Ni and Ni-SiC composite coatings. J Mater Eng Perform 26:4462–4469. https://doi.org/10.1007/s11665-017-2891-4
Kerr C, Barker D, Walsh F, Archer J (2000) The electrodeposition of composite coatings based on metal matrix-included particle deposits. Trans IMF 78:171–178. https://doi.org/10.1080/00202967.2000.11871333
Donnet C, Erdemir A (2004) Historical developments and new trends in tribological and solid lubricant coatings. Surf Coat Technol 180–181:76–84. https://doi.org/10.1016/j.surfcoat.2003.10.022
Góral A, Lityńska-Dobrzyńska L, Kot M (2017) Effect of surface roughness and structure features on tribological properties of electrodeposited nanocrystalline Ni and Ni/Al2O3 coatings. J Mater Eng Perform 26:2118–2128. https://doi.org/10.1007/s11665-017-2662-2
Liang Y, Li Y-S, Yu Q-Y, Zhang Y-X, Zhao W-J, Zeng Z-X (2015) Structure and wear resistance of high hardness Ni-B coatings as alternative for Cr coatings. Surf Coat Technol 264:80–86. https://doi.org/10.1016/j.surfcoat.2015.01.016
Acknowledgements
The research was partially funded by the project FunDisCo (Project Reference Number 20310117) supported by Stiftelsen för Kunskaps-och Kompetensutveckling, Sweden, and their support is gratefully acknowledged.
No conflict of interest exists.
Funding
Open access funding provided by Jönköping University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Handling Editor: Maude Jimenez.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pinate, S., Ghassemali, E. & Zanella, C. Strengthening mechanisms and wear behavior of electrodeposited Ni–SiC nanocomposite coatings. J Mater Sci 57, 16632–16648 (2022). https://doi.org/10.1007/s10853-022-07655-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-07655-1