
Abstract
Timber cladding has been used since historical times as a locally available, affordable weather protection option. Nowadays, interest in timber cladding is again increasing because of ecological reasons as well as naturalistic viewpoints. This review presents a comprehensive report on timber cladding in a European context, beginning with a brief overview of the history before considering contemporary use of timber cladding for building envelopes. The basic principles of good design are considered, paying attention to timber orientation, fixings and environmental risk factors. The relationship of timber with moisture is discussed with respect to sorption behaviour, dimensional instability and design methods to minimise the negative consequences associated with wetting. The behaviour of timber cladding in fires, the effects of environmental stresses and weathering, as well as the cladding properties and the variation thereof with different types of wood and anatomical factors (including exposure of different timber faces), are examined. The review then moves on to considering different methods for protecting timber, such as the use of coatings, preservatives, fire retardants and wood modification. A brief discussion of various environmental considerations is also included, including life cycle assessment, embodied carbon and sequestered atmospheric carbon. The review finishes by making concluding remarks, providing a basis for the selection of appropriate cladding types for different environments.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The use of timber for cladding and other building functions was originally driven by a need to use what was locally available and affordable for the purpose, rather than any aesthetic, or other, consideration, and was therefore much more prevalent in forested regions. Before the advent of brick as a cheap building material, timber was the material of choice for weather protection in many regions of Europe. The use of timber as a building material confers many logistical advantages in construction, since it is readily adaptable to off-site and automated construction methods, considerably reducing on-site construction time and materials wastage [1,2,3,4]. There is also great interest in using timber cladding systems for retro-fitting and refurbishment of old buildings to improve energy performance [5,6,7,8,9,10]. Furthermore, there has been a renewed interest in using timber in construction for environmental reasons, linked to the ability to store atmospheric carbon and the reduced environmental impact associated with producing timber compared with other construction materials.
The building sector accounts for more than 40% of global primary energy demand, and 36% of global greenhouse gas (GHG) emissions are due to operational energy demands of buildings in industrialised countries. This impact is even larger if the embodied energy associated with the building materials is included [11]. Embodied energy is the primary energy that is used in the manufacture and transportation of materials, but may also include maintenance and installation [12]. Embodied energy is not to be confused with operational energy, which is the primary energy that is used to maintain the functional services of the building, such as heating and lighting. The embodied energy associated with the materials used in a building can be as much as 30% of the total lifetime energy demand. This inevitably means that more attention is currently paid to operational energy use, but there is increasing interest in the whole lifetime energy use, including the embodied energy associated with materials used. As building efficiency increases, the embodied energy of the fabric will come under increasing scrutiny [13]. Given the concern regarding the impact of human activities upon the global climate, much attention has been given to the increasing use of timber in construction as a potential climate change mitigation strategy, due to potential reductions in environmental impact and because it can be used as a long-term store of sequestered atmospheric carbon dioxide [14,15,16,17,18,19,20,21].
The use of timber cladding in the domestic housing sector has seen a renaissance in Europe over the past 20 years [22], but tends to be much less common in non-residential and large multi-storey residential buildings [23,24,25]. The reasons for this include perceptions regarding the need for recurring maintenance, durability, the regulatory environment (especially concerning fire), aesthetics and lack of technical knowledge regarding detailing and installation [26, 27]. The non-uniformity of the material confers advantages, in that the aesthetics of a building structure may be improved [28, 29], as well as disadvantages associated with variable (and potentially, unpredictable) performance. The use of timber cladding on low-rise buildings poses fewer technical challenges, but still requires specialist knowledge to ensure optimum performance in service [30]. Moisture sensitivity is an important issue that affects the behaviour and durability of wood cladding materials [31, 32] and requires particular attention to be given to design details, such as openings, overhangs and corners [33, 34]. Unfortunately, it is all too easy to find examples, where the necessary considerations have not been given to material properties or design principles, resulting in poor aesthetics or expensive remedial measures having to be undertaken.
Protection of wooden cladding materials has often relied upon the use of coatings, particularly in traditional buildings [30]. However, there has been an increasing trend to use uncoated wood in cladding applications, because this has much reduced (or zero) maintenance requirements and consequently a reduced environmental impact [35]. Uncoated wood is obviously susceptible to weathering, which includes biotic (moulds, fungi) and abiotic (water, solar radiation) degradation [36]. The changes that weathering processes cause are inevitable and good design will take these into account, by avoiding (as far as is possible), any uneven weathering effects, such as shadowing, local microclimates encouraging mould growth, as well as taking account of prevailing winds [29]. As wooden surfaces weather, they erode and develop cracks, but with appropriate choice of timber species and orientation it is possible to minimise these effects [37]. In the past, protection systems against biological attack have relied upon the use of preservatives, but there are increasing quantities of modified wood used for cladding materials, because of enhanced performance resulting in lower maintenance costs, which compensates for the higher ‘up-front’ costs [38].
Increased interest in the use of timber as a cladding material in the built environment has directed attention to ensuring that technical specification is correctly managed. At a national level, this has resulted in the development of many country-specific standards [30]. At a pan-European level, the use of solid wood for external cladding comes within the scope of the European Standard EN 14,915 [39]. EN 14,915 describes the information required for CE marking and labelling to comply with the EU Construction Product Regulations (EU 305/2011) which came into force on 1 July 2013.
An extensive search of the literature has revealed the need for an up-to-date review of the subject area, and the results for this are reported herein. Search terms used were:
-
[WOOD, or TIMBER] plus [CLADDING, COATING, DIMENSIONAL STABILITY, DURABILITY, FIRE, REFERENCE SERVICE LIFE, WEATHERING],
-
[WOOD plus CLADDING] plus [FIXING, DESIGN, FIXING, HERITAGE, LIFE CYCLE ASSESSMENT].
Databases searched were Google Scholar and Web of Science. The context was restricted to a European geographical error, but much of the information reviewed is generic and for this reason references were not restricted to European in origin. Specifically excluded from the search was information on wood-based composites.
Historical perspectives
The main problem with tracing the origins of the use of timber cladding in buildings is the perishability of the material, with the preservation of organic material in an archaeological context requiring charring or water-logging [40]. Nonetheless, examples for the use of cleaved timbers for external walls have been found which date back to the Stone Age. The Neolithic settlement at Niederwil (about 3600 Before Common Era, BCE) in Switzerland had walls constructed of horizontal planks, which were held in place by upright posts [41]. A Stone-Age house over 5000 years old was excavated at Horton, near Windsor in the UK, which provided evidence of external walls made from cleaved timbers [42]. There are many surviving historical structures where timber has been used as a cladding. The Anglo-Saxon church at Greensted-juxta-Ongar in the UK, dating back to 1000 After Common Era (ACE), uses vertical oak staves for the external walls, acting both as cladding and having a support function (Fig. 1) [43]. Timber cladding was also used in Norwegian stave churches dating from the 12th Century, an example being the Borgund stave church dated between 1180 and 1250 ACE (Fig. 1) [44]. Many surviving examples of historical buildings having horizontal, or vertical cladding boards can be found across Europe. Originally, these boards would have been riven, that is, vertically split from the trunk, to produce feather-edged planks having a wedge-shaped section, with the thin edge fitted upwards and the thicker section at the bottom to shed water (with horizontal boards). These planks would have been fixed to the timber framework, using wooden dowels, or metal nails when these became more common. This labour-intensive technology might be supposed to restrict the use of timber cladding to high-status buildings, but there is extensive evidence of use in more ‘common’ dwellings. For example, the Grubenhäuser excavated at the site of the Anglo-Saxon village of West Stow in the UK showed clear evidence of the use of cleaved timber for wall cladding as well as flooring [45]. The advent of powered sawmills saw the demise of the wedge-shaped planks produced by cleaving, although many sawmills produced the characteristic feather-edged cladding boards by using radial (quarter) sawing patterns. As mineral-based and metal-based materials became more available, the use of timber cladding declined in Europe, although some countries (especially Finno-Scandinavia) continue to have a strong tradition of using timber for such applications, especially for family dwellings. However, there is currently a European revival in the use of timber elements for building envelopes underway.

Borgund stave church (left) (Penn State Libraries picture collection, CC-BY-NC-2.0) and the Greensted church (Fenners1984, CC-BY-NC-ND-2.0)
The use of solid timber for building envelopes
Design considerations for timber cladding
Most timber cladding uses long straight boards that are oriented vertically or horizontally (sometimes diagonally), using tongue and groove, overlapping or a planned gap with a backing screen (Fig. 2). Vertical timber cladding is extensively used in Scandinavian countries, was common in urban Scotland in the sixteenth century [46] and is often used to facilitate the run-off of driving rain. Vertical cladding employs board-on-board geometries where the alternate boards may be the same or different dimensions, or sometimes a ‘shiplap’ configuration. A disadvantage with the vertical cladding system is that any decay occurring at the bottom of the board (the most susceptible region) requires that the entire length of cladding board is replaced, whereas with the horizontal oriented boards, only the lower few boards need to be replaced.

Graphical presentation of common cladding profiles: a tongue and groove; b rectangular; c feather edge (only horizontal); d shiplap; e parallelogram. For horizontal installation, the upper side is on left and the lower side on right
Detailing is a very important factor that affects moisture performance of timber elements in exterior environments [47,48,49] and the development of microclimates due to design features, such as overhangs must be taken into consideration when predicting performance [50]. Defects, piercings and other disturbances in the envelope are very important considerations when designing cladding details [51, 52], since such discontinuities in the envelope present a high risk of degradation or disfigurement of the cladding [33] and potentially create water-trapping contact faces [31]. Good design will take into account how water will behave when it encounters door and window openings, etc., and make suitable provision for sealing/preventing water ingress and/or ensuring effective drainage and ventilation. Shadowing effects should be taken account of, as well a possible staining ‘tide-marks’ caused by the movement of water-soluble extractives. The microenvironment in the vicinity of the timber cladding is important for determining the durability of the material as well as influencing the growth of mould [53]. Paying insufficient attention to these openings and transitions in building envelopes can lead to premature failure with additional environmental burdens associated with maintenance or replacement [54]. Water traps at joints present high-risk areas for the onset of decay (duration of wetness is a major risk factor) [55]. Ensuring that cladding elements are a sufficient distance from the ground to avoid water-splashing, or direct contact with liquid water is important and sometimes overlooked in modern constructions [34]. Allowances for timber movement should also be made when designing, specifying and installing timber cladding. Provided these principles are adhered to, timber cladding can provide a reliable and durable means of providing weather protection for a building [29].
Irrespective of what cladding material is used for the outer skin of buildings, there needs to be a system for fixing and restraining the facing materials to ensure that they are not damaged by wind loadings [56, 57]. Lower-density softwoods are often fixed to the wall by nailing, but pre-drilling and screw fixing is commonly used for higher-density and higher-value applications. Modified woods (such as thermally modified timber, TMT) tend to be brittle and require pre-drilling to prevent splitting if nails are employed [38], although the use of screws is to be preferred. Corrosion is an issue that needs to be taken account of when specifying the composition of the metal fixings to be used for timber cladding [58]. Untreated wood contains chemical compounds that can react with metal fixings and flashings, and treatment with biocides, fire retardants or other substances can also increase the corrosion risk [59,60,61,62]. Some modified woods, such as TMT, or acetylated wood, contain residual acids which can result in corrosion of fixings, or leachates that can react with metal flashings [63, 64], making the use of stainless steel fasteners essential. Rates of corrosion of the metals are determined by wood species, wood moisture content, temperature, any wood treatments used and depth into the wood [65], and chloride aerosols near the sea or air pollution will accelerate the degradation reactions [62]. The staining of oak (and other species, e.g. cypress, cedar) with iron due to reaction with tannins is very well known as a problem, but although it is often recognised that stainless steel fixings should be used with oak cladding, it is sometimes overlooked that the proximity of steel scaffolding during erection can result in staining on the envelope due to rain splash. This may require expensive remedial treatment using oxalic acid washing. Western red cedar yields water-soluble extractives that can react with copper and zinc [66]. Apart from staining, corrosion products from metals can also contribute to degradation of the wood material. But, interactions of timber cladding with metals can also be exploited as part of the design. For example, treatment with iron (II) sulphate can be used to treat wood surfaces to produce an artificial weathering effect, which eliminates problems caused by shadowing effects [67].
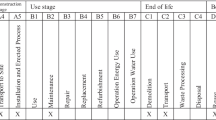
Timber is a material that lends itself to off-site prefabrication construction methods [68], but cladding is often added at a later stage in the construction process, necessitating the installation of scaffolding with associated disruption. There has accordingly been interest in the development of an off-site construction system where the cladding is installed in the factory [4] (Table 1).
Timber cladding and moisture
The environment in which timber is exposed has a major influence on its performance in service conditions. In particular, the exposure of timber to water or water vapour has a profound influence on performance. Timber durability for exterior cladding is defined according to the intended Use Class, which is defined in EN 335 [69] (Table 2) and is Use Class 3 (above ground) using either coated or uncoated timber. Use Class 3 is divided into Use Class 3.1, where the wood will not remain wet for long periods and where water will not accumulate, or Use Class 3.2, where the wood will remain wet for long periods and water may accumulate. With timber cladding, it is important to ensure that Use Class 3.1 conditions are obtained through good design, something that is regrettably not always realised in practice. In building envelope applications, Use Class 3.2 may be encountered if the cladding boards are too close to the ground, or there is risk of extended exposure to water in situations such as leaking gutters or downpipes. Careful design is required in order to avoid moisture traps, which can often occur as a result of poor detailing, or bad construction techniques.
Wood is a hygroscopic material due to the abundance of hydroxyl groups associated with the cell wall polymers, and the material exhibits dimensional changes with variation in moisture content (MC) and atmospheric relative humidity (RH) [70, 71]. In order to minimise the effects of movement after installation, timber for external cladding is normally dried to a MC of around 15%, although unseasoned ‘green oak’ may sometimes be specified and allowances made in the design for subsequent movement upon drying in situ. Correct timber selection for cladding applications is important. Wood species exhibit differing movement when the moisture content varies and the presence of reaction wood (compression, or tension wood) and juvenile wood, as well as other anatomical factors all affect movement behaviour. The type of movement that occurs in the cladding depends upon the grain orientation, which is determined by the sawing pattern of the board (i.e. through sawing, or quarter sawing), as well as grain spacing [72]. Selection of wood for cladding should attempt to ensure that the grain is oriented as nearly as possible parallel to the long direction of the board, but due to the variable nature of the material, this is not always possible in practice. Depending on the grain orientation, a board may deform by crooking, twisting, bowing and cupping (Fig. 3) [73,74,75,76]. Swelling in the longitudinal direction of the wood is normally insignificant and changes in dimension mainly occur across the grain, with tangential movement exceeding radial [77, 78] and cladding installation needs to allow for this movement. Selection to minimise distortion and defects inevitably leads to higher costs, but this leads to an overall lower life cycle cost because it eliminates (or reduces) the need to replace distorted cladding boards in service, which can have significant costs.

Board deformations
Modification of wood (thermal or chemical—discussed later in this paper) [38], or some wood treatments (such as reactive fire retardants) can improve the dimensional stability of wood [79]. Correct design such as ensuring that end grain is not exposed and allowing for dimensional movement of the cladding board are essential to ensure good performance and end grain sealing should always be undertaken. Allowing for dimensional movement is a particular concern with tongue and groove cladding systems, and if sufficient gap is not provided, the boards will be forced off the wall. Despite the importance of understanding and designing for the dimensional changes in wood elements in response to environmental changes, there is no agreed standard for measuring and reporting this behaviour [71].
When studying the relationship of wood with water vapour, laboratory experiments are generally limited to the measurement of sorption isotherms under carefully controlled conditions by determining the equilibrium moisture content (EMC) at different stable RH steps, with a constant temperature throughout the experiment [80]. Such experiments establish boundary curves showing the relationship between EMC and RH. However, these are not conditions that are encountered by timber cladding material in the real world. Instead, there can be very rapid changes in temperature and atmospheric RH, with the relationship between wood MC and RH being better represented by scanning curves (although with constantly changing temperature and relative humidity, equilibrium will seldom be established) [81].
With exposed wood, fluctuating environmental exposure conditions lead to concomitant changes in wood moisture content and dimensions, a response that is most pronounced at the wood surface [37]. Wood below the surface is not subject to such rapid changes and acts to restrain shrinkage at the surface. This creates tensile stresses with a magnitude depending upon the moisture content difference between the surface and sub-surface layers of the wood. Furthermore, there are differences in the sorption behaviour between earlywood and latewood in some species, which can vary depending on where the rings were located within the tree [82], plus an influence on swelling behaviour due to the presence and orientation of rays cells [83]. As a result of this, differential shrinkage at the micro-scale is experienced at the wood surface.
As a consequence of fluctuating environmental conditions, micro-checks occur in the wood cell walls, which grow to form surface cracks [84], very often at points of discontinuity in the surface structure, such as earlywood–latewood boundaries, or areas around knots. These cracks then provide points of entry of water further into the wood, which may then lead to localised regions of higher moisture content below the surface, potentially allowing for microbiological decay to occur. Weathering of a wood surface also has a major influence on its propensity to hold water for extended periods of time, which negatively affects the durability [85].
Water uptake in the interior of wood is a function of the combination of diffusion and capillary flow processes, and the capillary structure of the wood has a major influence on the permeability [75], since in wood above the fibre saturation point (FSP), free water is transported in the cell lumens or pores by capillary flow. The rate of penetration of water into the wood material and the residence time of this water is affected by the permeability of the wood and has a major influence upon the durability of timber cladding in service [86, 87]. The diffusion of water molecules in cell lumens is much more rapid than in the cell wall, and wood permeability is a function of the density of the wood and the geometry of the interconnections between the different void spaces within the wood structure [88,89,90]. In some softwoods (such as spruces), bordered pits between adjacent tracheids become aspirated when the wood is dried and permeability is markedly reduced, making the wood ‘refractory’. The heartwood of many species exhibits high resistance to the transport of water. Refractory species and heartwood are therefore to be preferred for cladding applications.
Approximate moisture contents of timber building products in Europe are listed in the European Standard EN 942 [91]. For external joinery, an average moisture content of 12–19% is to be expected. However, there are many variables that can affect this ‘expected’ value, including detailing [92], but especially fluctuations in outer few mm of uncoated wood (i.e. surface region) which occur due to rapidly changing weather conditions.
The prevalence of wind driven rain (WDR) at an exposure site is especially important for building envelopes, and in a European context, the sites with the highest risk of exposure are situated in (or close to) western coastal regions with prevailing westerly winds. Wind-driven rain is rain that has a horizontal velocity component and has a much greater potential for penetrating a building envelope compared with rain falling vertically [93].
Although the impact of climate change on the thermal performance of buildings has received considerable attention in the scientific literature, the effects of wind, rain and other climatic factors which influence water penetration of building envelopes have, until recently, received less comment. It has been shown that higher amounts of moisture will accumulate in walls in the future, due to the increased occurrence of WDR as a result of climate change [94], encouraging studies of the influence of cladding design upon the rain tightness of different wooden cladding systems [51]. It is good practice to ensure that rainscreen cladding systems are designed on the assumption that WDR will always penetrate the envelope to some extent and that the penetrating water will run down the inner face of the cladding. Provision should therefore be made to allow for escape of this water at the bottom of the cladding. There is always a risk that water accumulation behind the rainscreen cladding will result in localised high relative humidity (RH), making mould growth and fungal attack at the rear face of the cladding likely. For this reason, cavity ventilation behind the rainscreen is considered essential. Historically, this was understood where horizontal cladding was used in older buildings in Norway. By using fixings at the top of the planks and choosing the appropriate orientation of the wood, this allowed for the structure to ventilate in dry weather and close in wet weather as the boards reversibly distorted with changes in moisture content (Fig. 4). In order for this principle to work, the grain orientation of the boards should ensure that they will distort by cupping.

Traditional Norwegian wooden panelling utilising cupping distortion for ventilation a: drying causes the boards to cup outwards, allowing air into construction. Wet weather causes reverse cup, closing the gap. Modern wooden panelling b with nails close to the lower end leaves the structure weather tight in all conditions. Reproduced with permission from [95]
A common method of estimating the moisture content of wood in service conditions is to determine conductivity, by using pin electrodes connected to a resistance meter [96], (EN 13,183–2 [97]), or by capacitance (EN 13,183–3 [98]). Although the use of resistance or capacitance methods can be subject to error and require correct calibration [99], embedded electrodes in wood are often used for long-term determination of moisture behaviour in cladding systems [100]. However, conductometric techniques are not suitable for determining the moisture content at mm length scales. For this reason, the potential for studying the variation of moisture content in the underlying surface of wood has been explored using nuclear magnetic resonance [101, 102]. The use of X-ray computed tomography (CT) also shows promise for the determination of three-dimensional moisture distribution in wood panels [103].
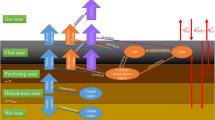
Cavity ventilation
As noted above, although ideally, a rainscreen cladding should completely prevent penetration of water, this is very unlikely to be achieved in practice, especially under conditions of driving rain. In order to provide a capillary break and to allow for drying of the inner surface of the rainscreen of a building envelope, a cavity between the envelope and wall is usually provided (Fig. 5). Heat and moisture can transfer into the region between the external façade and main wall of the construction from the exterior or interior of the building. The relative contributions from the interior and exterior depend on a number of factors. The transfer of heat from the interior will occur when the outside ambient temperature is lower than the temperature of the internal space and vice versa. The transfer of heat and moisture through the wall structure and into the region between the timber cladding and wall is a particular problem in the winter, and there is a risk of interstitial condensation occurring if moisture is able to travel from the warm interior towards the outside of the building. This risk can be minimised by reducing the vapour pressure in the living space by, for example, ensuring good indoors ventilation or by using a barrier with high vapour resistance and/or high thermal resistance near the colder side of the wall [34, 92]. The exact details of the behaviour of ventilated cavities are complex and difficult to model [104].

Cavity ventilation installation depending on cladding orientation. Left: vertical boarding; right: horizontal boarding
The presence of moisture within the cavity requires ventilation to limit, or preferably prevent, interstitial condensation which can lead to mould growth or fungal attack [105]. Ventilation (where there is an airflow) is to be preferred to a vented cavity (where there is a connection to the exterior air, but no airflow) [106], but the drying behaviour of the cavity needs to take account of the sorption behaviour of the wood as well as air exchange properties [107]. However, cavity ventilation may result in a decrease in the overall thermal insulation efficiency of the building envelope. In order to maximise thermal efficiency, the inner wall is usually covered with a relatively impermeable layer (vapour control layer, VCL). In this way, it is possible to ensure adequate ventilation of the interior surface of the cladding, but also allow for air-tightness of the building.
It is important to note that drying of the cavity will only occur if the exchange occurs with air that has a lower relative humidity compared with the air in the cavity [108]. Consequently, long periods of rainfall can result in the risk of high moisture levels developing in the cavity, even when adequate ventilation is provided. Thus, under some circumstances, cavity ventilation systems may actually lead to interstitial condensation being worse. Air exchange of the cavity is enhanced by the use of vertical cladding boards and ventilation provision at the top and bottom of the cladding [109], and thermal bridging is considerably reduced and airflow enhanced if horizontal battens are fixed to vertical battens allowing for vertical external cladding boards (Fig. 5). Other factors affecting the air change rate behind a timber rainscreen cladding are the orientation and the area of the ventilation openings [109]. Ventilation rates can be determined using pressure differences, tracer gas methods [110, 111], pressure measurements, airflow (anemometers) [112], or temperature and relative humidity determination [113, 114].
Modern energy efficient buildings have high levels of insulation and air-tightness which makes them prone to over-heating, but passive cooling methods can be used to avoid the use of air-conditioning systems [115]. These are broadly classified into solar and heat protection, heat modulation using thermal storage materials and thermal dissipation using evaporative, radiative or convective cooling. Ventilative cooling can be achieved by the use of double skin facades [116], but there is a lack of consensus on what the optimum air gap should be to achieve optimum airflow rates, although it is known that smaller gaps reduce airflow and lead to a greater risk of over-heating [117].
A ventilated cavity may be required to prevent condensation occurring at the interior face of timber cladding, especially where exposure to WDR is likely. However, there has been, and continues to be, interest in the development of systems with no cavity, since the walls are thinner, cost less to build and the risk of a two-sided fire is much reduced [108]. There has been some research on the performance of a timber cladding systems using a capillary break rather than a ventilated cavity [118]. In traditional timber-clad log houses (e.g. in Finland), the timber cladding was fixed directly to the log walls with no cavity being provided, although a vapour-proof barrier of tar-coated paper was placed between the cladding and the log wall. The functioning of this kind of wall relies on sufficient vapour penetration through the coating, in practice necessitating the use of traditional oil paints instead of film-forming coatings. This ensures that any rain that penetrates into the timber itself will subsequently be removed through evaporation in dry conditions. The tar-coated paper is intended to provide both a vapour- and water-proof barrier below the timber cladding. It is unlikely that such a system would function well in a maritime climate.
Fire performance
The fire performance of timber cladding is a subject of particular interest when used in multi-storey buildings. Fire can spread on external walls due to an adjacent building being on fire, a fire directly outside of the building, or due to fire in a room with an opening through the cladding. Depending on the distance between the timber cladding and the adjacent fire, the external wall may be exposed to heat radiation and burning embers and possibly direct flame if close enough. Fire can spread on the external cladding if it is flammable, or has a flammable coating, with the presence of cavities behind the cladding also providing a ‘chimney’ effect if horizontal barriers are not provided [119,120,121].
The combustion process of wood can be considered to involve three distinct phases [122]. During heating of a wood sample, the initial stage is an endothermic process which mainly involves evaporation of sorbed water, plus the more volatile extractives (such as monoterpenes) if these are present. When wood reaches a temperature of around 200 °C, it starts to pyrolyse, producing gases that comprise a mixture of organic compounds (e.g. acetaldehyde, propenal, methanol, butanedione, acetic acid) [123] that will produce a burning flame if the ignition temperature is reached, or there is a source of ignition such as a burning ember [124]. Timber above approximately 12 mm thickness cannot support self-sustaining combustion and burning will only continue if there is a constant radiant heat input, such as an adjacent fire [125]. Below 250 °C, the decomposition reactions are endothermic, but above this temperature, exothermic reactions occur accompanied by the formation of a char layer [126], and above 300 °C, rapid pyrolysis occurs [127]. The low thermal conductivity and slow rate of charring of wood provide a degree of fire protection that is exploited in the use of wood in fire protection applications, such as fire doors [128]. The char layer will tend to self-extinguish, but will undergo smouldering, or flaming combustion, depending on heat flux, availability of oxygen and airflow characteristics around the combustion zone [129,130,131]. The char layer acts to protect the interior of the wood from radiant heat and limits oxygen flow, but its effectiveness in limiting or extinguishing combustion depends upon the density of the wood [132, 133]. Furthermore, the development of cracks in the char layer increases the rate of penetration of heat into the pyrolysis zone [134]. Oxidative erosion of the char layer can also occur if the heat flux continues, even with the absence of flaming combustion [135].
The Construction Products Regulation (CPR, EU 305/2011) ensures that there are harmonised rules for the use and marketing of construction products throughout the EU. The standards covering the use of timber in construction are embodied within Eurocode 5 (EN 1995 [136]). As stated in EN 14915 [39], the fire performance of solid wood cladding must be classified in accordance with EN 13501–1 [137]. If the cladding product meets the requirements stated in EN 14915, it may be classified without the need for further testing.
Fire performance is often determined by the use of small-scale tests, but these may not be directly applicable to real-life fire conditions [138]. The only way to be certain about how cladding materials will behave in service is through the use of full-scale tests, which are expensive. There is particular concern regarding the use of timber cladding for multi-storey buildings [139]. The fire regulations regarding the use of timber as a cladding material vary from country to country and are in state of flux. Many countries place restrictions upon the use of timber cladding for multi-storey buildings, or if there are neighbouring dwellings closer than a specified distance, unless the timber has been treated such that it meets specified requirements and there has been revised guidance published by the European Commission recently [140].
Timber properties affecting cladding behaviour
Species choice
Factors that are considered when specifying wood species for cladding applications include durability, dimensional stability, price, availability, ease of processing and sustainable sourcing.
The most durable species used for timber cladding in Europe are considered to be western red cedar (Thuja plicata), European larch (Larix decidua), Siberian larch (Larix sibirica), Douglas fir (Pseudotsuga menziesii) and European oak (Quercus robur). Other species, such as fir (Abies spp.), spruce (Picea spp.) and pine (Pinus spp.), are usually considered to be insufficiently durable for use unless they are treated in some way to protect or preserve them. However, with spruces, the drying process causes the bordered pits in the tracheid walls to irreversibly close (pit aspiration), which significantly reduces the permeability. Thus, although spruces are not suitable for ground contact applications, they generally perform well in Use Class 3.1 (Table 1) cladding applications.
The main European-grown timbers used for cladding are spruce, larch and pine. Norway spruce (Picea abies) is commonly used in Scandinavia. Slow-grown Norway spruce is considered preferable to fast-grown, but this is becoming less readily available with changes in forestry practices. The refractory nature of dried spruce can be an advantage because it limits the uptake of moisture in uncoated cladding materials. Scots pine (Pinus sylvestris) has a more durable heartwood, but the sapwood is more permeable and is less resistant to decay [90] and is more susceptible to cupping and to developing cracks compared with Norway spruce [76]. This permeability allows for treatment of the timber with biocides, but the permeability varies and hence the uptake of biocides is, as a consequence, also variable [89].
The dimensional stability of wood is a factor that must be taken into account when installing timber cladding, and this applies even to modified wood, although the dimensional stability of modified wood is superior to unmodified. Failure to take account of this fact can result in very expensive remedial work having to be undertaken to rectify issues related to distortion [34, 92]. It is essential that adequate allowance is made for the cladding boards to change dimension and that the fixings employed also allow for this movement. The dimensional changes and type of distortion depend on wood species, wood treatment (especially wood modification), grain orientation and presence of reaction wood.
Price and availability are closely related and an important factor in deciding what timber is most suitable for a given purpose [141]. Higher-quality timber, which has been selected specifically for purpose, or is more durable, or has desirable aesthetic qualities, will command a higher price, and this has to be balanced against the requirements of the client and what the overall life cycle cost of the installation will be [142]. Modified wood is more expensive than unmodified in many cases, but may have reduced maintenance costs, especially if coatings are applied. Apart from economic factors affecting availability, there are also geopolitical factors. Witness the recent embargo on Siberian larch by many countries of the world.
Ease of processing of wood is affected by density, occurrence of reaction wood and in some species the presence of silica (especially tropical hardwoods). In general, softwoods are easier to process than hardwoods, which is a major factor affecting the speed at which the cladding boards are processed, which will also affect the economics [78, 125].
Although much timber used for cladding in Europe is derived from the EU, there is also a reliance on imported timber from other parts of the world, including Siberian larch (from Russia) and western red cedar from the USA and Canada. The importation of timber into the EU is subject to strict controls. Although the EU Forest Law Enforcement Governance and Trade (FLEGT) Action Plan introduced in 2003 tackled illegal logging, it did not deal with deforestation. A key element of FLEGT is the EU Timber Regulation (EUTR), which came into force in March 2013, with the purpose of preventing the import of illegal timber products. This requires ‘operators’ to exercise due diligence in ensuring that the timber originates from legal sources. In November 2021, the European Commission also adopted a proposal to develop regulations that would curb deforestation caused by EU demand for agricultural products (resulting in land-use change), but also including demand for wood and wood products. The new EU forest strategy for 2030 includes as one of its objectives, promotion of the sustainable forest bioeconomy for long-lived forest products. It is, therefore, essential that timber used for cladding (and indeed, all) applications should be procured from sustainable sources, which requires effective certification of forest management practices as well as transparent and auditable supply chains [143,144,145,146].
Wood anatomical factors
Timber for cladding requires selection by visual grading to ensure that it is fit for purpose [147]. As noted previously, grain orientation is a very important factor influencing crack development during weathering [84, 148], with cladding timber ideally having annual ring orientation perpendicular to the exposed wood surface, thereby minimising crack formation and reducing distortion. This is achieved by the use of quarter sawing or cleaving, but this is not economically viable for high-throughput sawmills and poor practice exists where timber that has not been graded specifically for cladding purposes is used in service. Obtaining good quality boards with parallel grain is further complicated by the presence of spiral grain in trees [149, 150], presenting further challenges for the recovery of good quality timber from the forest resource. Tangential surfaces show a much greater susceptibility to crack formation compared with radial surfaces and a greater tendency to undergo cupping deformation [84]. Cupping is also more prevalent in sapwood, due to higher moisture uptake [76]. Growth stresses in trees also contribute to distortion of sawn wood [151].
The presence of reaction wood (compression wood in softwoods, tension wood in hardwoods) affects the dimensional behaviour of wood [152]. For example, with Norway spruce the ratio between tangential and longitudinal shrinkage was 49 in normal wood, but this reduced to 13 when compression wood was present [153]. Compression wood exhibits higher lignin contents and higher microfibrillar winding angles in the S2 layer of the cell wall, the latter contributing to much higher-dimensional changes in the longitudinal direction [154].
According to EN 14915 [39], if sapwood is not excluded from cladding material, it must be identified. For some wood species (e.g. spruce, ash), visual differentiation of heartwood and sapwood is problematical. There are laboratory methods, which use different dyes, or spectroscopy, but heartwood is rarely separated from sapwood in modern high-throughput sawmills for economic reasons. Nonetheless, there is an advantage to doing this for timber cladding from the point of view of performance in service, in order to enhance durability. If it is present in the cladding boards, it is preferable to ensure that the sapwood is located on the non-exposed face. With radially sawn timber, it is unlikely that sapwood can be entirely excluded, whereas a board that presents a tangential face is more likely to exhibit cupping. With a tangential oriented board, orienting the outer-exposed surface in the opposite orientation as in the tree (i.e. pith-side outwards) would minimise the sapwood content on the external face, but cupping may be an issue to consider when deciding on placing of fixings. The only way to ensure the absence of sapwood is through careful visual selection where this is possible; some information on visual grading of cladding is given in the European Standards EN 15146 [155], EN 14519 [156] and EN 14951 [157], but if heartwood is not distinguishable no guidance is available.
Depending upon the design employed, the thermal conductivity of the outer skin of the building may have a significant influence upon the energy efficiency of the building. If there is a ventilated cavity behind the exterior envelope, then the thermal conductivity of the timber cladding is not of major influence. However, if there is thermal bridging, or the outer envelope is otherwise closely connected to the inner core of the building, then the thermal conductivity of the timber cladding is of greater significance. The thermal conductivity of timber is related to the density, structure and moisture content [158,159,160] and varies depending upon the direction of heat flow, being greater in the longitudinal compared with the radial direction [161]. Since the heat flow occurs through the wood material, the presence of voids in the structure will reduce the thermal conductivity. Thermal modification of wood reduces its thermal conductivity [162,163,164], an effect that is partly related to the lower MC of the thermally modified wood compared with unmodified wood when conditioned in the same environment, as well as the lower density after modification.
As the trunk of the tree expands in girth with new material being laid down by the vascular cambium each growing season, it will envelop branches. If the branches are composed of living wood, the sawn timber will show features which are referred to as live knots (or, sound knots), which are bound into the structure of the wood, whereas if the branch was dead, a dead knot will result. Because they remain fixed in the wood, live knots present less of a problem than dead knots, although they are likely to show through coatings, due to resin-bleed and they can contribute to distortion due to rapid changes in grain angle around the knot, as well as being more susceptible to forming cracks. Dead knots are not bound to the wood and will always fall out in service allowing routes for water behind the cladding, which must be avoided. Ideally, timber cladding boards should not exhibit any knots, but this can be very difficult to achieve in practice. The production of high-quality, knot-free timber requires expensive forestry management interventions to prune branches at various stages of the growth of a tree and is normally only economically justified for the production of high-grade veneer logwood [165, 166]. Juvenile wood is associated with the interior and upper parts of a tree and is particularly prone to distortion on drying, and its presence in timber is to be avoided [167].
Since modern high-throughput sawmills are optimised to maximise volume conversion of logs to timber for economic reasons [78], it is very unlikely that sawing patterns will be customised to produce boards which meet all the criteria required for cladding applications. The only option is therefore to select the best boards through a process known as grading [125]. This inevitably means that high-quality cladding boards will have a higher price.
Durability
The property of durability is not simply related to resistance to attack by biological agents. Indeed, ISO 15686–1 [168] defines durability as the ‘capability of a building or its parts to perform its required function over a specified period of time under the influence of the agents anticipated in service’. This is clearly a much broader definition and is related purely to performance. This chapter begins with considering biological degradation and natural durability before considering other aspects, such as photodegradation and weathering. Finally, the chapter considers how all of this information can be used in predictive models to estimate service life.
Biological degradation of wood
Under suitable conditions, wood can be colonised by bacteria, fungi or moulds, or a combination of these microbiological agents [169,170,171]. Bacterial degradation of wood exposed under conditions commonly experienced by cladding materials is minor and of little consequence. Mould growth occurs on surfaces of materials that are moist for extended periods of time, and although it does not damage the wood, it can lead to a poor surface appearance. Moulds can usually be removed by vigorous washing and brushing of the surface. Although these staining fungi cause only minor damage to the wood, they may adversely affect permeability. From a structural perspective, decay by xylophagous fungi is much more serious and involves direct metabolism of the wood polymeric constituents. Regions of high risk of decay are associated with moisture trapping or continuous wetting.
Fungal decay is loosely classified into white rot, brown rot and soft rot attack. Wood inhabiting fungi require the presence of moisture, oxygen, a favourable temperature range (15–45 °C), a favourable pH range (about 3–6), a digestible substrate (wood) and the ability to access or translocate nitrogen compounds and other essential elements. There are various reports of a minimum wood moisture content required by such fungi, often expressed in terms of water potential [169]. The minimum MC is invariably quoted as being 20%, although the reliability of this assumed threshold may be in doubt and different values have been quoted [172]. Irrespective of the actual MC value, there is a requirement for the threshold to be exceeded for a period of time for decay to be initiated and for decay to proceed this threshold MC needs to be maintained.
Factors affecting colonisation and growth of moulds on wood surfaces include wood species, moisture dynamics of the wood, relative humidity and temperature [173]. Mould fungi mainly belong to the fungi imperfecti group and do not affect the strength of wood, although they have a negative impact upon the aesthetics of the surface. Mould spores are easily dispersed and will colonise many types of surfaces if the conditions are favourable [174, 175]. The optimal growth of mould fungi occurs at a wood MC between 30 to 150% and temperatures between 0 °C and 40 °C [176, 177], and heavy colonisation of surfaces can occur within a few years of installation under favourable growing conditions [178]. Heartwood is less susceptible to mould growth compared with sapwood [179], presumably because the heartwood generally has a lower MC, but there can be a large variation between different wood samples of the same species when exposed under identical conditions. Sapwood is also particularly susceptible to being colonised by sap-staining fungi [180], which preferentially metabolise accessible and non-structural wood components, such as starch [181]. Thermally modified timber (TMT) is less susceptible to moulds and stains, which is probably due to a lack of nutrients (due to thermal degradation) and which also may be related to the reduced hygroscopicity of the TMT [182]. The moisture content of the top 3 mm of the surface is an important factor indicating prevalence of mould colonisation [53]. The length of time that the wood is wet is a significant factor in determining the likelihood of growth of mould or stains and surfaces that are rapidly dried because of prevailing winds are much less likely to show mould growth. Sheltered parts of a building where there is little airflow and a high humidity microclimate are areas of high mould susceptibility [183].
Although uncoated wood is more susceptible to mould growth because the porous wood material can act as a moisture reservoir, coated wood can also be colonised by moulds, especially if the coating does not contain biocides [178]. With the declining use of biocides in coating products as a result of the introduction of the Biocidal Products Regulation, there is an increased risk of coatings being susceptible to mould growth [184]. There are differences in the rate and extent of mould growth between different coating systems (e.g. solvent-based, water-based), surface roughness and hardness are also important factors [185]. Moulds can penetrate some coatings and colonise the interface between the paint film and the substrate [186].
Natural durability
The natural durability of timber is defined according to the European standards as being ‘the inherent resistance of wood to attack by wood-destroying organisms’ EN 350 [187] and is determined based upon field tests (EN 252 [188], EN 330 [189], DD CEN/TS 12,037 [190]), or laboratory tests against basidiomycete fungi in pure culture (EN 113 [191]) or fungal cellar (ENV 807 [192]), against insects (EN 20–1 [193], EN 20–2 [194], EN 46–1 [195], EN 46–2 [196], EN 49–1 [197], EN 49–2 [198], EN 118 [199]) or marine organisms (EN 275 [200]) [201, 202]. Natural durability against biological agents is determined from these experimental tests by comparison to a reference wood species, and the durability is calculated, based upon a ratio of the property changes of the test species against the reference species using methodologies explained in EN 350. Classifications of natural durability to wood-destroying fungi are given using a five-class system (EN 350). It is important to note that these Durability Classes relate to heartwood only and that the sapwood of all species should be considered to be in Durability Class 5 (non-durable) unless there are specific data indicating otherwise. It is also necessary to be aware that the classification of the durability of species gives an indication of the performance of the wood in ground contact situations (Use Class 4 as defined in EN 335 [69]). In terms of insect attack, species are classified as being durable or susceptible. For resistance to marine organisms, species are classified as durable (D), moderately durable (M) or susceptible (S). The use of standards which determine performance in conditions which are more appropriate to ground contact situations is not readily applicable to building envelope situations, and there is a need to develop tests which are more representative of the actual exposure conditions and hazards encountered [203, 204].
Wood in service is subject to microbiological attack, and the risk of decay is increasing as the effects of climate change become more influential [205]. Although there is clearly a link between the moisture content of wood and susceptibility to decay, the relationship is complex and not fully understood [172]. In order to properly understand and predict the durability of wood in service conditions, it is necessary to take account not only the inherent durability of the wood, but also environmental conditions and the ability of wood to take up and hold water [206]. The modelling of durability using a dose–response model requires knowledge of the daily averages of wood temperature and wood moisture content [86]. The exposure dose depends upon factors describing the effects of driving rain, local climate, shadowing effects, distance from ground, as well as design features. Moisture content fluctuations, especially in the surface layers, are particularly influenced by driving rain conditions, but these data require hourly rainfall and mean wind speed data, which are not usually obtainable from weather observing stations [207]. Service life prediction is one of the most important research challenges in this subject area, especially developing predictive methods that do not require constant monitoring of the structure.
Photodegradation
Of the macromolecular constituents of wood (cellulose, hemicellulose, lignin), only lignin strongly absorbs UV and visible light [208]. Lignin contains a number of chromophoric groups that are responsible for this sorption behaviour (α-carbonyl, biphenyl and ring conjugated double bonds) [209, 210] (Fig. 6).

Chromophoric groups associated with the lignin polymer [211]
Although lacking chromophores initially, the oxidation of carbohydrate content in the wood leads to the gradual yellowing of these components due to the presence of the created carbonyl chromophores. Nonetheless, the principal photodegradation pathways of wood involve the lignin [212], although extractives can also participate in photodegradation reactions in ways that are not fully understood [213]. Irradiation of lignin with UV light creates long-lived radicals which are able to migrate through the structure [214]. The principal species created are phenoxy radicals which readily transform into quinoid structures [215]. Photodegradation is accompanied by cleavage of β-O-4 linkages, resulting in the creation of lignin fragments; this reaction is accelerated in the presence of oxygen [216]. Chain scission results in the formation of a lignin network with higher mobility, which accounts for the observation that photo-degraded lignin exhibits increased fluorescence compared with undegraded [217]. Water sorption behaviour is also affected by UV exposure or outdoor weathering [218]. The simplest way of protecting wood from photodegradation is to apply opaque coatings, but this conceals the appearance of the underlying wood, which is often used as part of the design aesthetics of the building. There is an unfulfilled demand for clear coatings which preserve the appearance of the underlying wood for extended periods of time without regular maintenance. Furthermore, there is currently much more interest in using uncoated timber for building envelopes.
Weathering of wood
Weathering is a combination of biotic and abiotic degradation mechanisms acting on the wood surface. Although during initial stages of outdoor exposure the wood may darken and the colour move towards yellower or browner hues, this is only a temporary development and the wood will begin to bleach after a few months’ exposure to solar radiation. The rate at which these changes occur depends very much upon the location of the wood (e.g. shaded, full-sunlight, vertical, angled), the species, the intensity (e.g. location with respect to latitude, altitude, as well as effects due to clouds or mist, etc.) and time of exposure to solar radiation (including seasonal factors) [219]. Continued exposure to solar radiation leads to degradation of the lignin with the production of fragments which act as nutrients for moulds and disfiguring fungi [220] and also leads to an increase in crack formation in the exposed wood [37]. As weathering progresses, the bleached surface region of the wood develops a grey colour as the wood is colonised by moulds and staining fungi (e.g. Aureobasidium pullulans, Sclerophoma pithyophila). The extent to which this occurs depends upon exposure conditions. As was previously noted, in early stages of exposure, the starches remaining in the parenchyma cells of fresh wood can act as a nutrient source for blue stain fungi, leading to characteristic discolouration of the sapwood.
As photodegradation of the wood proceeds, the loss of lignin from the wood surface results in the loosening of cellulose-rich wood fibres leading to gradual erosion of the wood surface. This erosion process is accelerated somewhat by the removal of the loosened wood fibres by wasps which use the fibres for the material for nests [221] as well as abiotic factors, such as rainfall and wind erosion, including wind-blown sand in maritime and desert regions [222]. In colder climates, surface erosion occurs through the abrasive action of wind-blown ice particles. The rate of erosion is higher in softwoods (5 to 10 mm a century) compared with hardwoods (2 to 5 mm a century) [223] and leads to ‘grain raising’, especially in softwoods, where the earlywood is eroded faster than the latewood [224]. Vertically oriented boards show lower rates of erosion, compared with horizontally or angled boards [225].
The overall result of weathering is the creation of what is often referred to as a silvery-grey driftwood appearance of the wood; an aesthetic that is sometimes deliberately encouraged, especially if a low environmental impact cladding system is required. However, achieving even weathering may be challenging and often the surface remains a mix of different shades of brown, grey and black (Fig. 7).

Examples of uncoated timber structures that have been exposed to the effects of weathering for near a century
Mould growth on wood surfaces is a very important factor which can negatively affect the appearance of wood cladding and does not normally feature as part of accelerated weathering tests, which is a major disadvantage, especially when relying on such tests for prediction of service life [226]. Mould growth is discussed in detail earlier in this chapter in the section ‘Biological degradation of wood’.
Constant wetting and drying cycles result in the formation of surface cracks which permits the ingress of water further into the material. In uncoated wood, changes in moisture content of the surface occur rapidly with varying weather conditions, but deeper layers are not subject to such rapid changes, resulting in stresses between the surface and bulk. Depending upon the geometry of the wood element [84], these cracks can eventually penetrate quite deep into the wood and provide pathways for moisture ingress and microenvironments for the development of fungi. The formation of checks in exterior exposed wood can be moderated by the application of micro-machined grooves of a specific geometry [227], which reduces the strains that develop at wood surfaces during wetting and drying cycles [228].
Service life prediction
When choosing building cladding systems, it is important to have knowledge of the performance implications so that this can be factored into life cycle costing (LCC) and life cycle analysis (LCA). In order to inform these choices, it is necessary to have reliable predictive models. The prediction of service life of timber products requires the use and interpretation of accelerated tests, where the risk factors, such as moisture content and temperature, can be combined with timber durability indices to determine performance [31, 229]. There is considerable variation in the predicted service life for timber claddings, and many factors can influence the performance, with wide variations reported. For example, estimated service lives of timber cladding have been quoted which vary from ‘more than 10 years’ to ‘more than 60 years’ [27]. These uncertainties will inevitably negatively impact the accuracy of LCC and LCA. This may cause specifiers to choose other materials which have more predictable performance.
Estimates of service life can be made by the use of accelerated tests and applying the appropriate correction factors [230]. Such models are based upon the known durability properties of the material, environmental factors and design considerations. Simple approaches to determining the service life of building elements include the factor method, as described in ISO 15686–1 [168], which are readily applied [231]. However, factor-based methods have been criticised because they do not adequately consider nonlinear relationships between such things as detail design and climatic variation. For this reason, a study was conducted on the development of a semi-empirical moisture model for service life prediction of wooden elements. A model based upon Fick’s second law was developed to predict the moisture content of rain-exposed wood [232], and the onset of decay was determined by using two dose–response models.
More realistic and complex predictive tools adopt probabilistic approaches, which may be too complex to apply in real-life situations. In both cases, the relevant information may not be available, or available in sufficient detail to make accurate predictions. In Europe, the WOODEXTER project developed a useable performance-based model taking into account climatic conditions and material durability [48]. In this model, a limit state was defined which represents the onset of wood decay. Using this approach, the exposure can be expressed in a function that takes into account the local and global climate, the design of the element and the surface treatment employed. Meanwhile, the material resistance can be represented as a response to the exposure conditions independent of the design, using a dose–response model [233]. These attempts to predict service life by applying dose–response models consider wood moisture content and temperature as factors influencing wood decay [234]. However, the fluctuating moisture content of cladding boards in real-life service conditions does not necessarily reflect assumptions made about durability, which are based upon laboratory conditions of constant moisture [92]. Furthermore, differences in moisture content in exterior cladding depend on factors such as roof overhang and distance from ground [50], and these details must be incorporated into the models. Other predictive models for wood structures have been developed in the European project ‘DuraTB’ (Durable timber bridges) and the Swedish ‘WoodBuild’ project. These models are very much influenced by the wetting behaviour (influenced by weather and specifics of design) and susceptibility to moisture of different wood species and treatments; although for timber bridges, other factors, such as dynamic and static loads, are also important [235].
Wood degradation can be affected by many other factors than biological agents, and these can influence the ability of a wood-based product to perform its required function. Once the product cannot fulfil its required function, it is taken out of service. This defines its service life. This is a much broader and more appropriate definition of durability. The wood may be susceptible to the effects of moisture, which can lead to decay, or warping, resulting in the loss of function of a floor covering, or cladding (for example). The wood may weather in such a way that it is no longer aesthetically pleasing. The owner of a property may simply not wish to repaint the house every few years and timber cladding may be replaced for aesthetic reasons even though it remains fit for purpose. This is a major factor in determining service life. The use of a product may be terminated long before its designed service life because of a decision based upon a qualitative appraisal by the owner of the product [234]. The main criteria leading to a poor perception of wooden cladding materials subjected to weathering are the development of mould and colour changes, especially where the visual changes are localised or uneven [226].
The long-term decay risk of timber products is often predicted through the use of a climate index, which will change as a result of global warming [236,237,238,239,240]. However, when modelling of weathering was undertaken using a climate index, poor correlation was found using most indices for different sites in Europe in a round robin study for nine different locations in Europe [241]. Although a climate index may potentially be used to predict an overall decay risk in a population of buildings in a country or region, and undoubtedly has an influence, much more detailed approaches are actually required in order to accurately predict the decay risk in a building, due to many confounding factors [242]. The importance of design details and location is hugely influential.
As noted earlier, the choice of material for a building envelope has to take into account many factors apart from up-front economic costs. The whole life cycle cost includes issues, such as service life, maintenance and replacement, influence on building energy performance, as well as environmental burdens associated with these choices. For this reason, there has been research conducted into the potential for the use of multi-criteria decision-making (MCDM) tools in order to inform these decisions [243]. Factors influencing the choice include cost of materials, installation costs, availability, maintenance requirements, aesthetics, environmental impact, end of life and energy performance of the building [244]. Although, in principle, the use of such tools leads to an optimal decision regarding the façade system that is chosen, in fact it has been shown that different MCDM methods can produce different ranking outcomes, so that value judgement still plays a role [245].
Methods for protecting wood
Coatings to protect against weathering
Moisture content of the wood is an important factor affecting the durability, and one way of moderating moisture uptake of wood in service is to apply a protective coating [246], preferably prior to installation, but as soon as possible thereafter if this is not possible [247]. Fluctuations in MC in coated wood cladding systems are influenced by the film thickness, porosity, durability and colour of the coating systems employed [248]. According to EN 971–1 [249] (superseded by ISO 4618 [250]) a coating is defined as: ‘a product, in liquid, in paste, or powder form, that, when applied to a substrate, forms a film possessing protective, decorative and/or other specific properties’. Coatings may be broadly divided into paints, varnishes and lacquers, stains and lasures, oils, polishes and patinas [251]. Coatings on exterior wood surfaces have two main functions: (i) to give an aesthetically acceptable appearance and (ii) to provide protection of the wood against degradative agents. The ideal coating for a wood surface in exterior conditions should have the following properties [252]:
-
be permanently flexible but tack-free,
-
show excellent blocking resistance and hardness (or ‘stackability’),
-
exhibit good adhesion to the wood surface in both wet and dry conditions,
-
ease of formulation,
-
low environmental impact,
-
long-term weathering stability,
-
have high resistance to blushing in the case of clear coatings,
-
have low maintenance requirements.
Raw materials for wood coatings comprise natural resins/oils/waxes, cellulosic-based film formers, alkyds, isocyanates, amino resins, polyester resins, acyclic resins, vinyl resins and epoxy resins/esters, which are used as binders [251].
Modern formulations used for exterior wood coatings are often based upon water-borne acrylic dispersions, water-borne alkyd emulsions, or high solids (low volatile organic compound, VOC) alkyd systems and oil-based paints [253]. High VOC solvent-based systems have been mostly replaced in many European countries [254], because of environmental and health concerns [255]. The use of VOCs in paints and varnishes is covered in European Directive 2004/42/CE (on the limitation of emissions of volatile organic compounds due to the use of organic solvents in certain paints and varnishes and vehicle refinishing products and amending Directive 1999/13/EC). This requires that the VOC content of paints and varnishes should: ‘be reduced as much as is technically and economically feasible taking into account climatic conditions’. Use of high VOC paints is not banned, but it is mainly restricted to use in industrial applications with controlled environments.
In order to prevent cracking of the film, the coating should be able to cope with dimensional changes of the wood substrate, but this can be a challenge. If the coating is sufficiently flexible, then it will be able to follow the dimensional changes in the wood. However, there is a risk that a more flexible film will be softer (low glass transition temperature, Tg), less resistant to abrasion and tacky or exhibit blocking (where overpainting results in removal of a lower painted layer), so there is a balance to be struck. To some extent, the contradictory requirements can be met by introducing some cross-linking in the film structure, but this can increase costs and adversely affect pot life. Furthermore, exposure to environmental stressors, such as solar radiation and rain, will lead to irreversible changes in the properties of the coatings, which may consequently lose flexibility over time.
Acrylic binders for wood coatings are usually synthesised from a ‘soft’ (e.g. ethyl acrylate) and a ‘hard’ monomer (e.g. methyl methacrylate). By appropriate selection of the monomer composition, it is possible to control the polarity of the binder. Low polarity binders exhibit good water resistance, but the introduction of functional groups which are capable of hydrogen bonding will improve adhesion to the wood substrate [256, 257]. Adhesion is also promoted by the use of small particle sizes (smaller than 100 nm) which allows for penetration into the wood surface to some extent. By appropriate design of particle morphology, it is possible to include both ‘hard’ and ‘soft’ polymers in a core/shell system. Other particle structures are also available [252]. Film forming in acrylic systems occurs by evaporation of water followed by coalescence of the particles accompanied by interdiffusion of the polymers [258].
Alkyd paint systems are based upon polyester backbones, produced from difunctional carboxylic acids and polyfunctional alcohols, which have pendant fatty acids attached. Film forming in alkyd systems is due to solvent evaporation and oxidative cross-linking to form a polymeric network, which takes place due to the presence of bound unsaturated fatty acid ester moieties [259]. However, this cross-linking process is slow and to produce acceptable drying times various catalysts are added to the paint formulation, of which cobalt (II) carboxylates are widely used. However, these compounds are under investigation due to health concerns [260], prompting paint manufacturers to seek alternatives [261]. Modified alkyd hybrid systems are also available, phenolic resins or poly-siloxanes are grafted onto the polyester. Substitution of the fatty acid tails with styrene, acrylates or isocyanates is also used to produce modified alkyds [262, 263].
Historically, most paint systems used naturally derived oils which were delivered in a solvent-based system and an example of this is the use of linseed oil in combination with starch, in Falun red paint (Falu Rodfarg), which is still used for painting wooden clad buildings in Finno-Scandinavian countries. These naturally derived oils still find considerable use today in applications for exterior use. Oils for paints are derived from triglycerides from seed oils which are composed of a glycerol backbone to which are attached unsaturated fatty acids, containing various number of double bonds [264,265,266,267] (Fig. 8). These glyceride esters are characterised by three main properties:
-
The chain length of the fatty acids,
-
The number of double bonds on the fatty acids,
-
The conjugation between the double bonds.

Representative triglyceride found in linseed oil
The oils contain differing amounts of various fatty acids, and depending on the composition (number and location of double bonds), they are classified as drying oils, semi-drying oils and non-drying oils. Only drying oils are capable of forming cohesive paint films on wood, of which the most commonly used is linseed oil, which can be used alone, or as an ingredient in alkyd or polyurethane paint systems. Tung oil is a very reactive oil that is used in exterior varnishes and penetrating oil systems. The drying process with these oil systems involves reaction with oxygen to form hydroperoxides and radicals, which then participate in film-forming cross-linking reactions. [259]. Because the air-drying is a slow process, catalysts (primary driers) are added, which are usually based upon cobalt carboxylates, with the same environmental concerns noted previously [259,260,261].
Apart from the solvent (water, or organic) and drying agents (if used), all paint formulations contain a range of additives to improve performance. These include additives to improve the ‘in-can’ performance and application performance of the coating system (e.g. anti-skinning agents, anti-foaming agents, wetting agents, rheology modifiers, coalescing agents, biocides, pH modifiers and buffers) and additives to improve the coating film performance (matting agents, levelling agents, radical scavengers, biocides, flame retardants, plasticisers, UV absorbers, UV filters, pigments) [251, 268].
Factors that affect the performance of coatings include: dimensional stability of the wood, photostability of the wood surface (with clear coatings), moisture ingress through the coating, coating flexibility (crack formation), coating photostability, coating thickness, bio-resistance, and penetration into the wood surface [269,270,271,272,273,274,275]. Coating performance can also be significantly affected by prior preservative treatment of the wood [276]. In general, solvent-based coatings show lower water-surface contact angles and water uptake compared with water-based coatings [277]. Moisture permeability of the coating is a significant factor since a less permeable coating will reduce the rate of diffusion of moisture into the underlying substrate and thereby slow the rate of dimensional changes.
Clear coatings present additional difficulties. Although much research has been conducted on the development of photo-stabilised clear coatings on wood, it has been increasingly apparent that this is of little benefit unless the underlying substrate is also protected [278, 279]. The transparency of clear coatings allows the passage of UV light to the underlying substrate which causes a breakdown of adhesion between the coating and the wood surface due to photodegradation of the lignin [280]. Where the coatings are not sufficiently protected, they are also degraded as well as the underlying substrate. A particular problem here can be the loss of coating flexibility, leading to cracking which in turn results in water penetration behind the coating. Once water penetration occurs, delamination of the coating is rapidly accelerated, as well as dimensional changes in the wood, which places further stresses on the coating, especially at the earlywood latewood boundary. To some extent, the use of semi-transparent penetrating stains on wood overcome the problems associated with dimensional changes of the substrate [281]. An alternative strategy is to modify the surface layers of the wood [282]. For example, there has been interest in the use of plasma modification of wood to produce hydrophobic surfaces [283,284,285,286,287]. There is also considerable interest in exploiting silicon chemistry (metal silicates, silicones, silanes) to both impregnate the surface layers of the wood and to provide UV-stable coating systems [288,289,290] or super-hydrophobic surfaces [291], and there are several silicate or silane-based commercial products on the market for cladding and decking applications.
Nanoparticles can be used to profoundly change the surface structure to produce desirable properties, such as super-hydrophobic surfaces [292,293,294,295,296,297]. For example, the chemical bonding of graphitic carbon nitride rods to the wood surface has been investigated as a means for providing a self-cleaning and UV-resistant wood surface [298]. Silica or titanium dioxide nanoparticles have been used in combination with vinyl triethoxy silane to produce super-hydrophobic surfaces [299]. In an interesting development, photocontrol of the wettability of wood surface based on a TiO2 film modified with octadecyl trichlorosilane was achieved [300]. When illuminated with UV light, the wood surface became super-hydrophilic, but when placed in the dark the surface became super-hydrophobic. This allows for the possibility of producing reactive ‘smart’ surfaces. This topic has been comprehensively reviewed recently [301]. Other potential applications of nanotechnology include the use of nanoparticles to limit thermal over-heating of building envelopes [302]. There are many other examples of the use of nanoparticles for various purposes in coating technology in the literature, and this is an area that has been extensively reviewed [303, 304]. Although of huge potential interest, the long-term stability of such tailored surfaces in exterior exposure conditions is an issue that needs addressing, especially given the dimensional instability and poor UV resistance of the substrate.
In an attempt to improve photostability, clear coatings containing inorganic UV absorbers have be produced by using particle sizes below 40 nm so that coating transparency is not affected [305, 306]. Although titanium dioxide nanoparticles can provide protection through absorption and scattering, TiO2 is also capable of radical production when irradiated which can lead to photodegradation of the organic coating [307,308,309], a property that is enhanced by the high surface area of nanoparticles. The problem of degradation of the organic coating is dealt with by doping to change the band gap of the TiO2, or stabilising the particles with a non-reactive coating (e.g. tetraethoxy silane) [310]. Transparent titanium dioxide films can be obtained through combination with cerium oxide to form a xerogel, which provides UV protection to the wood surface [311], or in combination with clay nanoparticles [312]. Alternatively, the photocatalytic activity of TiO2 can be exploited to produce self-cleaning films. For example, deposition of TiO2/ZnO nanoparticles onto the surface of thermally treated larch was found to make the surface self-cleaning, as well as super-hydrophobic [313], and the use of Ag/TiO2 particles produced a self-cleaning surface with anti-bacterial properties [314].
Since a major cause of failure of coatings on wood is delamination at the wood coating interface, there has been interest in the grafting of polymers to the wood surface in an attempt to improve surface properties [315,316,317,318]. Alternative strategies to ensuring longevity of coatings include the use of self-repairing bio-based living coating system [319].
Coatings have a finite lifetime, and it is important to determine how the use of coatings affects the whole life environmental and economic performance of a building envelope. For this reason, it is important to define and determine limit states in order to model what interventions will be necessary to maintain performance [320]. The types of intervention and their frequency can have a very important influence upon the whole life costs of a building, especially if timber cladding is used for multi-storey buildings. It is very likely that the service life of a wood coating will be much less than that of the timber component and therefore the issue of maintenance and/or recoating needs to be part of the design considerations. When determining maintenance cycles, it is important to optimise the inspection routine in order to minimise overall costs. If inspections are not carried out soon enough, complete failure of the coating and cladding system may require expensive replacement rather than just recoating. If inspections are carried out too frequently, then this results in an unnecessary cost to the owner of the building. The simplest method is to carry out visual inspection, but there is increasing interest in the use of multispectral scanning tools for this purpose [321, 322].
Protection of wood against weathering
Since the photodegradation of wood under clear coatings has been identified as being the ‘Achilles Heel’ of the protection system, there has been increasing attention given to the potential use of photostabilisation systems within the substrate [212, 301]. The options are to employ: (i) a UV screening system, (ii) an antioxidant system and (iii) a free-radical trapping agent. UV screening agents are best employed within the coating rather than in the wood substance in order to prevent the light from reaching the underlying substrate. Examples include benzophenones [323] as well as inorganic UV absorbers, such as titanium dioxide and ferric oxide nanoparticles (see section on coatings) (Fig. 9).

Structure of a benzophenone UV filter and a hindered amine light stabiliser radical scavenger
Hindered amine light stabilisers (HALS; Fig. 9) can be employed to protect the lignin from photo-oxidation [324, 325], but in order to act effectively it is important that they penetrate the cell wall structure and in particular the middle lamella region, so that they are in contact with the lignin network. Good results are found when clear coatings containing UV screening agents are combined with a wood substrate that has been pre-treated with HALS lignin stabilising agents [326,327,328]. Alternative approaches have been investigated, such as surface delignification using peracetic acid prior to coating application, which show promise in a laboratory context, but are not readily transferable to a commercial environment [279, 329]. Other approaches have also been investigated, including the modification of the wood surface regions with acetic anhydride [301], aromatic vinyl esters [330], reaction with benzoyl chloride [331], reaction with succinic, maleic or phthalic anhydride [332] and butyrylation [333] (Fig. 10). Surface modification of wood by grafting of UV stabilisers such as benzophenones has also been studied [334, 335]. Deposition of TiO2 nanoparticles onto the wood surface to give improved stability to UV light has been reported [336], although such an approach is questionable since titanium dioxide catalyses the photodegradation of lignin [337].

Examples of chemical wood modification reactions: a reaction with vinyl ester, b acetic anhydride, c succinic anhydride, d benzoyl chloride
Preservatives
Biocidal preservatives against moulds and fungi have been developed which use mechanisms such as denaturation of proteins, cell membrane disruption or the inhibiting of protein synthesis [170]. Until recently, issues of durability were dealt with by the application of broad-spectrum wood preservatives, of which one of the most commonly used was chromated copper arsenic (CCA) [338]. Although this proved to have many advantages in service, the use of CCA presents severe problems of disposal at the end of life and is no longer used commercially to any significant extent within Europe [339]. Environmentally motivated legislation within Europe is making it increasingly difficult to introduce new wood preservatives and the requirements to register chemicals to meet the conditions of Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) legislation, causing many companies to remove long-established products from the market. The costs involved in complying with REACH mean that relatively low volume products, which have small margins of profitability, are not commercially viable. The European Commission has also issued legislation, such as the Biocidal Products Directive (BPD) (98/8/EC) and regulations regarding reviewing the safety of biocidal active products under Commission Regulation 2032/2003/EC (amended by 1849/2006/EC and replaced by 1451/2007/EC). The European Commission Directive 2003/02/EC placed restrictions on the use and marketing of arsenic, restricting the use of CCA-treated wood to certain applications. Regulations such as this have resulted in the withdrawal of support for a number of biocidal products used in wood preservatives, including tributyl tin oxide (TBTO), deltamethrin, cyfluthrin and fipronil. The Marketing and Use Directive (76/769/EC) regulates the marketing and use of dangerous substances and has led to major restrictions on wood treated with creosote, pentachlorophenol and CCA. Commission Regulation (EC) No. 552/2009 amending Regulation (EC) No. 1907/2006 on the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as regards Annex XVII states that arsenic compounds ‘shall not be used in the preservation of wood. Furthermore, wood so treated shall not be placed on the market’. However, certain specified applications are permitted for industrial or agricultural uses, provided that the wood so treated has appropriate labelling as defined in the document. Given that neither arsenic nor chromium has been registered as active ingredients for wood preservatives in Annex 1 of the BPD, this effectively led to a ban on the use of CCA in the European Union. The authorisation of biocidal products in the EU is now subject to the EU Biocidal Products Regulation 528/2012 (EU BPR), with wood preservatives covered in Part 8. Only wood preservatives that are registered under the BPR can now be used, and an up-to-date list (Article 95 list) of approved biocides can be found on the website of the European Chemicals Agency. As of 1 September 2015, a biocidal product cannot be made available on the EU market unless either the substance supplier or the product supplier is included in the Article 95 list. There are toxicological properties that will result in automatic exclusion from the Article 95 list, which include: carcinogens, mutagens, endocrine disruptors, persistent, bioaccumulative and toxic substances, very persistent and bioaccumulative substances, although there are certain derogations to the above. There is considerable activity investigating the potential for using nanomaterials for wood preservation [340, 341], and although the BPR has provisions that deal with nanomaterials, there are still areas which need addressing [342, 343]. Due to increasingly stringent legislation, there is considerable interest in developing preservative systems based upon natural products [344,345,346] such as tannins [347, 348].
Ideally, the use of wood with a sufficient level of durability and good design to ensure that the wood is not at risk of decay should ensure that wood preservatives are not needed in cladding. However, if there is a requirement for preservatives to be applied, it is important to consider the permeability and treatability of the wood [349]. The European Standard EN 351–1 [350] defines penetration classes for wood of varying geometries and different amounts of sapwood. With refractory species, incising is often used to improve penetration of preservatives [351], but this is not a method that is commonly used for cladding applications. However, laser incising of wood may prove to be a useful technology for increasing the permeability of refractory species in the future [352].
Fire retardants
Fire retardants (FR) use a number of strategies in order to suppress the spread of fire in timber products [353,354,355,356]. The FR can be impregnated into the wood substance where it can act to suppress the spread of flame, and/or encourage the formation of a char layer, or it can stay on the wood surface and act as a barrier. FRs used for timber cladding are classified as additive and reactive. Additive retardants are applied to the wood by dip, spray, vacuum or brush application, but do not react with the wood and therefore are more likely to migrate out of the material in service. Reactive fire retardants are more expensive because they have the chemical functionality to react with the wood, but they are less likely to be lost during the service lifetime of the material. FRs can be further divided into organic and inorganic materials. Inorganic FRs generally offer lower cost and lack of toxic by-products, but their effectiveness is relatively poor, requiring high levels of inorganic FR additives to achieve the desired level of effectiveness. Although the effectiveness of organic fire retardants is much greater, they often give off toxic by-products in a fire and there are also other environmental concerns associated with their use. Another approach is to use fire-proof coatings, which are classified as intumescent or non-intumescent. An intumescent coating has the ability to form a three-dimensional char layer on top of the substrate when exposed to fire. Traditional intumescent systems have a carbon source (carbonific) that acts as the char former, an acid source that acts as a dehydrating agent and a blowing agent (spumific) that helps to form the porous (foam) barrier. Non-intumescent systems do not swell up, but work in two different ways. Where a non-intumescent penetrates the wood, it works by increasing the rate of char formation inside the wood, which then acts to protect the underlying material. Alternatively, if the non-intumescent is applied as a paint, it works by forming a barrier to the spread of flame, but importantly, it does not produce a carbonaceous foam, which is the characteristic of an intumescent system. Fire retardants may have negative effects upon the properties of wood, such as increased hygroscopicity, reduced strength, dimensional instability, corrosion of fixings, coating adhesion, as well as loss of efficacy due to leaching [357, 358]. Where a surface coating is applied, it may be removed by abrasion, or simply crack and lose adhesion to the underlying wood substrate.
There is an extremely wide range of phosphorus-containing fire retardants available (phosphines, phosphine oxides, phosphonium compounds, phosphonates, phosphites and phosphates are all used as FRs). Phosphorus-containing FRs usually function through increasing the amount of carbonaceous residue (char), which is encouraged by accelerating the dehydration of wood (i.e. loss of water of constitution) during the pyrolysis process prior to combustion. Ammonium phosphate is an effective FR, but has to be applied in high amounts and can be leached out of the wood [359]. Ammonium polyphosphate has been used as a fire retardant, especially in intumescent systems, but requires high amounts (20 wt%) to be effective. It is possible to use melamine phosphates, which are less soluble or to prepare the melamine phosphate in situ. Long-chain ammonium polyphosphates have a low solubility in water, which leads to high leaching resistance, but affects the ability to deliver using an aqueous formulation. However, the use of ammonium polyphosphates in wood can lead to high moisture contents in service [355]. Due to the leachability issues encountered with phosphates, amino resins and amino resins combined with phosphate have been studied [360].
Chlorine- and bromine-containing organic compounds can act as effective fire retardants. Although many such compounds are delivered to the wood, they can be combined with a wood coating, e.g. using tetrabromophthalic anhydride in a fire-resistant alkyd resin for wood coating [361]. However, halogen-based fire retardants are coming under increasing scrutiny due to environmental concerns regarding bioaccumulation and toxicity [362].
Boron compounds are used as FRs, such as borax and boric acid [363], which may be combined with phosphorus, nitrogen, or inorganic salt-based fire retardants [364]. Due to concerns about leachability of boron-based salts, combinations with amino resins have been investigated [365]. The proposal to classify boron compounds as substances of very high concern by the European Chemicals Agency appears to raise questions about their future use as FRs in cladding applications, although the evidence is contradictory and disputed [366].
Metal silicates have been investigated as potential FRs for wood [367,368,369], but due to concerns regarding leachability, they are usually used in combination with other substances [289, 370]. Other silicate minerals, such as nano-wollastonite, have been studied as a potential fire-retardant treatment [357].
Metal hydroxides, such as aluminium hydroxide and magnesium hydroxide, are used as FRs, but they have to be used in high quantities to be effective [371, 372]. Various nano-structuring approaches on the wood surface, such as use of zinc quaternary pyridinium-type porous aromatic frameworks [373], layer-by-layer self-assembly of chitosan/sodium phytate/magnesium oxide [374], or intumescent fire retardants in combination with inorganic layered materials [375], use of nano-clays [376], nano-silver [377] and silsesquioxanes [362], have been studied. Other novel approaches include the use of plasma technology to impregnate wood with fire retardants using plasmas of phosphoric acid, boric acid, hydrogen or nitrogen plasmas [378].
Wood modification used for cladding applications
Modified wood materials can extend service life compared with unmodified wood not just because of increases in durability, but importantly, also because of improvements in dimensional stability [379,380,381,382,383]. As a consequence, there are also expected to be extensions in periods between maintenance cycles and a longer service life. Both of these factors will impact positively upon the environmental profile of these materials, although this has to be balanced against any impacts caused by the modification process itself [35, 384, 385]. Wood modification is broadly defined as a process which changes the properties of wood to improve performance in a desired way, but without introducing toxicity into the wood or creating toxic residues when the wood is disposed of at the end of life [386]. A series of definitions has been given to differentiate between chemical, thermal, impregnation and surface modification [38]. An essential characteristic of a modified wood is that the property changes that are conferred remain throughout the lifetime of the timber product and do not change. Although research into the modification of wood has a long history, it was only in the mid-1990s that the technologies started to gain traction in a commercial sense.
Thermal modification continues to be the most popular technology in terms of volume of modified wood produced in Europe [387], and there has been considerable use of thermally modified timber (TMT) for cladding applications [388, 389]. Although TMT is used for cladding due to its superior dimensional stability and reduced hygroscopicity, it may also perform better in fires [390] and shows improved resistance to mould, as noted earlier [182]. TMT is generally produced using temperatures in excess of 150 °C using a steam blanket, inert atmosphere or vacuum conditions [391]. The process involves degradation of the most thermally labile components of the cell wall polymers (primarily the hemicelluloses), which are also the most hygroscopic. The improved dimensional stability makes TMT attractive as a choice for cladding systems, although attention is required in order to ensure that the correct fixing systems are employed and that sufficient allowance is made for wood movement, which still occurs to some extent. TMT exhibits lower MC compared with unmodified wood under the same atmospheric conditions [392], but wettability (as determined by contact angle) can increase with TMT modified at lower temperatures [393] and in some cases sorption has been found to increase [394]. Although thermal modification does reduce the hygroscopicity of wood, water uptake properties of TMT are species dependent. For example, thermal treatment of pine sapwood was found to increase water sorption, whereas thermally treated spruce sapwood and heartwood showed much lower water uptake in flotation tests [395]. The modified wood can be used uncoated or with coating systems, although it is necessary to take account of the different surface wettability of the TMT when choosing an appropriate coating system [388, 396]. Weathering of uncoated TMT still occurs, although the rate at which degradation takes place appears to be somewhat slower than with unmodified wood [210, 397,398,399]. There have been attempts to reduce the rate of photodegradation by treating the TMT with a HALS system [400]. Despite the lower MC, cracking of TMT is observed during external exposure [401], although the degree to which this occurs varies between studies and depends on treatment parameters [396]. Fixing of TMT to battens requires pre-drilling and the use of corrosion-resistant fasteners [402]. Screws and nails in TMT exhibit a markedly reduced withdrawal resistance compared with unmodified wood [403, 404].
Chemical modification requires that chemical reactions occur with the cell wall polymers and the only currently available commercial process that can unambiguously be called a chemical modification is acetylation using acetic anhydride (Accoya™) [405]. Acetic anhydride reacts with the wood cell wall polymers to increase the concentration of ester-bonded acetyl groups, with the production of acetic acid as a by-product. The acetyl groups take up space within the cell wall (bulking), which results in expansion of the cell wall and also denies that volume to water molecules resulting in improved checking resistance compared with unmodified wood [406]. The improved dimensional stability that results is due to a combination of these two factors. Acetylated wood also shows enhanced resistance to fungal degradation, which is attributed to the much-reduced moisture content of the wood cell wall [407]. During weathering, acetylated wood goes through a stage where it is photobleached prior to colonisation by staining microorganisms [408, 409], but shows superior performance when coated [410]. Acetylation increases the combustibility of wood, and this has be taken into consideration when it is used in cladding applications [411].
Technologies that involve impregnation of the wood with monomers and subsequent polymerisation thereof within the wood material are referred to as impregnation modification systems. There may also be reaction of the monomers with the wood polymers, but this is not necessary provided the polymers themselves are non-leachable in service. Impregnation of the wood cell wall is necessary to ensure that the wood exhibits improved dimensional stability. The properties of the polymer determine whether the wood exhibits a reduced hygroscopicity compared with the unmodified wood. Thus, if the polymer contains many hydroxyl groups, it will attract water molecules and may also have a plasticising effect on the wood cell wall polymers. Since the main purpose of an impregnation modification is to improve the dimensional stability of the wood and reduce hygroscopicity, the polymers of interest are designed to not attract water molecules. The main commercial technology in production at the time of writing this paper is the Kebony process, which is based on furan chemistry [412, 413]. Other impregnation modification systems which have been commercialised for external use include the use of phenol–formaldehyde (PF) (Lignia) [414], dimethyloldihydroxyethyleneurea (DMDHEU, Belmadur, now called HartHolz) [382, 415], neither of which are in production at the time of writing (March 2022). Clear coatings on phenol–formaldehyde-modified pine were found to perform very well [269], although wood modified with PF resin still photo-bleaches when exposed to UV light, but this change is masked somewhat by the formation of new chromophores in the PF network [416]. Tannin-based polyphenolic resins have been studied as potential FRs [417]. Treatment of wood with DMDHEU directly does not improve the fire resistance of wood, prompting studies of its combination with guanyl urea phosphate and boric acid, which showed promise as a strategy [418].
Yakisugi (also called Shou-Sugi-Ban) is a traditional Japanese surface modification where the surface of the cladding boards are charred, which provides protection against moisture ingress and against photodegradation of the underlying wood [419]. The charring of the wood surface also provides a degree of protection against fire [420, 421], exhibits reduced hygroscopicity [422, 423] and is considered to be maintenance-free [424]. The charring extends for a few mm into the bulk of the wood and is thought to increase durability by the removal of carbohydrates and producing a hydrophobic surface layer. There is also a degree of anti-fungal protection achieved because some of the volatile pyrolysis products that are released during the charring process diffuse deeper into the wood material. In the traditional process, three Japanese cedar (Cryptomeria japonica) planks are tied together to form a triangular shape and then wood shavings are placed at the bottom of this tube and ignited [425]. Once a good flame is burning, the tube is set up vertically to allow the flame to run up the chimney, with the airflow controlled to ensure that the flame runs up at an optimal rate. Once the interior of the boards has been treated correctly, ties are cut and water is introduced to extinguish the flames. Industrial production often uses charring by an applied gas flame, with the feed rate of the wood under the flame controlling the modification result. After charring is complete, the wood may be brushed with wire brushes to remove the soft carbon layer, the extent depending upon the intended application of the treated wood. Further treatment of the wood may then take place with, for example, coating with oils or waxes. Some examples of cladding systems using modified wood are shown in Fig. 11.

Different modified claddings in use, age at time of imaging in parenthesis. From left: Thermally modified pine siding (3 y), uncoated Accoya siding (2 y), Kebony siding (5 y), charred spruce siding (7 y)
Environmental considerations
Making appropriate choices for construction materials requires consideration of economic, social and environmental factors. Life cycle assessment is the methodology used to determine environmental impact. When conducting a life cycle assessment (LCA) or making comparative assessments between different products, it is vital that the correct functional unit is used. This includes not only a description of the cladding in units describing the function (such as an area of external wall covering), but also a reference service life. Modelling of in-service phase of the life cycle (e.g. maintenance [426], replacement, other performance criteria) as well as end-of-life scenarios also needs to be included in the analysis [427]. Refurbishment as a means of extending overall building lifetime needs to be considered [428]. This should also give due consideration to end-of-life and incorporation of sound principles of material flow circularity [429]. In order to correctly calculate the life cycle costs and burdens of the use of construction materials, it is also necessary to take account of potential failure and replacement of parts, which requires a probabilistic approach [54]. Multi-criteria selection has been used in order to rationalise choices for façade systems based upon sustainability considerations and with the aim of minimising overall carbon emissions [430, 431].
It is vital to ensure that the study is transparent and the separation of the reported environmental burdens into different phases of the life cycle is an important contribution to ensuring that the analysis is understandable and comparable. A significant improvement in the process of making LCAs more transparent and allowing for comparisons has been the introduction of environmental product declarations (EPDs) with their associated product category rules (PCRs) [11] and more recently product environmental footprints (PEFs) [432]. Product category rules specify how the LCA should be conducted and ensure that by following the rules EPDs (or PEFs) that are produced allow for product comparability. The core PCRs for building products are described in the European Standard EN 15,804:2012 + A2:2019 (Sustainability of construction works—Environmental product declarations—Core rules for the product category of construction products).
Comparisons of materials choices and the resulting environmental burdens can use various approaches, such as embodied carbon [433], whole-life carbon emissions [434] and/or payback time [435,436,437,438,439]. The use of a timber façade on a building can make a substantial contribution to the reduction in the environmental footprint of the construction phase [440, 441]. A comparison of embodied energy and carbon of a timber structure constructed using off-site panels versus masonry structure built using conventional means showed that the masonry structure had a 51% greater impact [442]. An integrated LCA of different building façade systems showed that a cross-laminated timber system had the lowest global warming potential compared with steel-based options [443]. An LCA study of four functionally equivalent single-family dwellings was conducted to include the whole life cycle from cradle to grave, very clearly showing the environmental benefits associated with the use of wood and wood-based materials [444]. Apart from the potential environmental advantages of enhanced use of timber in construction from a substitution perspective [11, 445], the climate change mitigation potential associated with the storage of atmospheric carbon in timber products in the built environment has also received attention [440, 446, 447]. To avoid overlooking environmental trade-offs the increase in timber production for construction purposes needs to be sustainable. To more reliably analyse this, a consequential approach with the focus on the future may be used. In addition, accounting for the biogenic carbon in products is increasing in LCA studies, aiding in producing even more accurate analyses on material choices [447].
Conclusions
There is a renaissance taking place in the use of timber for construction and considerable renewed interest in the use of timber for building envelopes. Timber is a very versatile material that serves as a (long-term) temporary storage for atmospheric carbon and has considerable potential for producing buildings with favourable environmental credentials. Wood can be used in several applications from single-family dwellings to large multi-storey buildings. However, timber does suffer from a number of disadvantages as a cladding material, mainly because the wood material interacts with moisture through absorption and desorption of water molecules, resulting in dimensional changes and above a certain moisture content it is susceptible to microbiological degradation or disfigurement. For this reason, the choice of proper façade material needs to be considered from several perspectives to ensure as long a service life as possible. The consideration begins with location attributes that have a major effect on weathering. The prevailing wind direction affects WDR, local humidity has an effect on discoloration and distortions, and the direction of walls dictates weathering patterns. Heavier erosion can be expected on south-facing walls, although the shaded walls may be subject to very different moisture conditions depending on the environment and microclimate. Interaction with moisture is possibly the most important factor to take into account when designing a wooden façade. The behaviour is affected by wood species, grain angle of timber, annual ring width and sawing pattern, the drying method, felling season, choice of coating and possible wood modifications all affect this relationship with water. These factors, in turn, heavily affect the susceptibility to mould and decay.
The problems imposed by humidity, microbes and weathering can be at least partly overcome through modification, or the use of coatings, although there are potential long-term maintenance issues associated with dimensional changes in the underlying substrate. Additionally, with clear coatings, the UV stability of the underlying wood is a concern, prompting ongoing investigations to ensure the substrate is protected and not just the coating. Biological durability is an issue that can be dealt with through the appropriate use of preservatives, although modified wood (thermal and chemical) has been increasingly used in cladding applications, with and without coatings. There is considerable promise in applications of nanotechnology to improve the properties of wood and coatings in various ways, and there will undoubtedly be increasing applications in this field. There are many ways in which the properties of the material can be improved, but above all else, what is most important is the application of good design principles and an understanding of how this material behaves in the environment [448]. Selection of the correct wood species and cladding type and orientation of the boards for optimal performance form a part of a functioning façade, but the protective measures achieved by design potentially affect the service life of the whole building envelope. Some of the vital measures include ensuring appropriate ventilation, properly directing splashing water and rainfall and avoiding trapping of moisture. Only through applying good design principles in combination with appropriate interventions to improve material properties will the desirable outcome of life extension be achieved. An outcome is essential to ensure the most efficient use of this beautiful, renewable and sustainable material.
References
Orlowski K (2020) Automated manufacturing for timber-based panelised wall systems. Autom Constr 109:102988. https://doi.org/10.1016/j.autcon.2019.102988
Patlakas P, Menendez J, Hairstans R (2015) The potential, requirements, and limitations of BIM for offsite timber construction: Int J 3-D Inf Model 4(1):54–70. https://doi.org/10.4018/IJ3DIM.2015010104
Duncheva T, Bradley FF (2019) Multifaceted productivity comparison of off-site timber manufacturing strategies in Mainland Europe and the United Kingdom. J Constr Eng Manage 145:04019043. https://doi.org/10.1061/(ASCE)CO.1943-7862.0001641
Gasparri E, Aitchison M (2019) Unitised timber envelopes. A novel approach to the design of prefabricated mass timber envelopes for multi-storey buildings. J Build Eng 26:100898. https://doi.org/10.1016/j.jobe.2019.100898
Callegari G, Spinelli A, Bianco L et al (2015) NATURWALL© - A solar timber façade system for building refurbishment: optimization process through in field measurements. Energy Procedia 78:291–296. https://doi.org/10.1016/j.egypro.2015.11.641
Malacarne G, Monizza GP, Ratajczak J et al (2016) Prefabricated timber façade for the energy refurbishment of the Italian building Stock: the Ri.Fa.Re. Proj Energy Procedia 96:788–799. https://doi.org/10.1016/j.egypro.2016.09.141
Ochs F, Siegele D, Dermentzis G, Feist W (2015) Prefabricated timber frame façade with integrated active components for minimal invasive renovations. Energy Procedia 78:61–66. https://doi.org/10.1016/j.egypro.2015.11.115
Garay Martinez R, Benito Ayucar J, Arregi Goikolea B (2017) Full scale experimental performance assessment of a prefabricated timber panel for the energy retrofitting of multi-rise buildings. Energy Procedia 122:3–8. https://doi.org/10.1016/j.egypro.2017.07.288
Caniato M, Marzi A, Monteiro da Silva S, Gasparella A (2021) A review of the thermal and acoustic properties of materials for timber building construction. J Build Eng 43:103066. https://doi.org/10.1016/j.jobe.2021.103066
Ivanović-Šekularac J, Čikić-Tovarović J, Šekularac N (2016) Application of wood as an element of façade cladding in construction and reconstruction of architectural objects to improve their energy efficiency. Energy and Buildings 115:85–93. https://doi.org/10.1016/j.enbuild.2015.03.047
Hill CAS (2019) The environmental consequences concerning the use of timber in the built environment. Front Built Environ 5:129. https://doi.org/10.3389/fbuil.2019.00129
Dixit MK, Culp CH, Fernández-Solís JL (2013) System boundary for embodied energy in buildings: a conceptual model for definition. Renew Sustain Energy Rev 21:153–164. https://doi.org/10.1016/j.rser.2012.12.037
Treloar GJ, Love PED, Holt GD (2001) Using national input/output data for embodied energy analysis of individual residential buildings. Constr Manag Econ 19:49–61. https://doi.org/10.1080/014461901452076
Pilli R, Fiorese G, Grassi G (2015) EU mitigation potential of harvested wood products. Carb Balance Manag 10:6. https://doi.org/10.1186/s13021-015-0016-7
Brunet-Navarro P, Jochheim H, Muys B (2016) Modelling carbon stocks and fluxes in the wood product sector: a comparative review. Glob Change Biol 22:2555–2569. https://doi.org/10.1111/gcb.13235
Brunet-Navarro P, Jochheim H, Muys B (2017) The effect of increasing lifespan and recycling rate on carbon storage in wood products from theoretical model to application for the European wood sector. Mitig Adapt Strateg Glob Change 22:1193–1205. https://doi.org/10.1007/s11027-016-9722-z
Gustavsson L, Pingoud K, Sathre R (2006) Carbon dioxide balance of wood substitution: comparing concrete- and wood-framed buildings. Mitig Adapt Strat Glob Change 11:667–691. https://doi.org/10.1007/s11027-006-7207-1
Gustavsson L, Sathre R (2011) Energy and CO2 analysis of wood substitution in construction. Clim Change 105:129–153. https://doi.org/10.1007/s10584-010-9876-8
Lehmann S (2013) Low carbon construction systems using prefabricated engineered solid wood panels for urban infill to significantly reduce greenhouse gas emissions. Sustain Cities Soc 6:57–67. https://doi.org/10.1016/j.scs.2012.08.004
Xu H, Li J, Wu J, Kang J (2019) Evaluation of wood coverage on building facades towards sustainability. Sustainability 11:1407. https://doi.org/10.3390/su11051407
Woodard AC, Milner HR (2016) Sustainability of timber and wood in construction. Sustainability of Construction Materials. Elsevier, Amsterdam, pp 129–157
Wilson P (2017) The modern timber house in the UK: new paradigms and technologies. Arcamedia, Cambridge
Guy-Plourde S, De Blois M, Blanchet P et al (2017) Wood cladding in non-residential construction: overcoming the barriers to leverage the opportunities. BioResources 13:462–476. https://doi.org/10.15376/biores.13.1.462-476
Sandak A, Brzezicki M, Sandak J (2020) Trends and perspectives in the use of timber and derived products in building façades. New materials in civil engineering. Elsevier, Amsterdam, pp 333–374
Gosselin A, Blanchet P, Lehoux N, Cimon Y (2016) Main motivations and barriers for using wood in multi-story and non-residential construction projects. BioResources 12:546–570. https://doi.org/10.15376/biores.12.1.546-570
Žegarac Leskovar V, Premrov M (2021) A review of architectural and structural design typologies of multi-storey timber buildings in Europe. Forests 12:757. https://doi.org/10.3390/f12060757
Silva A, de Brito J (2021) Service life of building envelopes: a critical literature review. J Build Eng 44:102646. https://doi.org/10.1016/j.jobe.2021.102646
Asdrubali F, Ferracuti B, Lombardi L et al (2017) A review of structural, thermo-physical, acoustical, and environmental properties of wooden materials for building applications. Build Environ 114:307–332. https://doi.org/10.1016/j.buildenv.2016.12.033
Forster W (1997) Tradition and innovation: timber as rainscreen cladding. Archit Res Q 2:54–63. https://doi.org/10.1017/S1359135500001597
Davies I (2015) Development of performance-based standards for external timber cladding. Energy Procedia 78:183–188. https://doi.org/10.1016/j.egypro.2015.11.137
Brischke C, Meyer-Veltrup L, Bornemann T (2017) Moisture performance and durability of wooden façades and decking during six years of outdoor exposure. J Build Eng 13:207–215. https://doi.org/10.1016/j.jobe.2017.08.004
Brischke C, Meyer L, Bornemann T (2013) The potential of moisture content measurements for testing the durability of timber products. Wood Sci Technol 47:869–886. https://doi.org/10.1007/s00226-013-0548-5
Kaila A-M, Heikkinen P (2020) Designing for durability: helsinki central library’s wood facade. Technol Archit Des 4:24–34. https://doi.org/10.1080/24751448.2020.1705713
Davies I, Wood JB (2010) External timber cladding: design, installation and performance. Arcamedia, Cambridge
Hill C, Hughes M, Gudsell D (2021) Environmental impact of wood modification. Coatings 11:366. https://doi.org/10.3390/coatings11030366
Evans P, Chowdhury MJ, Mathews B et al (2005) Weathering and surface protection of wood. Handbook of environmental degradation of materials. Elsevier, Amsterdam, pp 277–297
Evans PD, Urban K, Chowdhury MJA (2008) Surface checking of wood is increased by photodegradation caused by ultraviolet and visible light. Wood Sci Technol 42:251–265. https://doi.org/10.1007/s00226-007-0175-0
Hill CAS (2006) Wood modification: chemical, thermal and other processes. John Wiley & Sons Ltd, Chichester
EN 14915+A2 (2020) Solid wood panelling and cladding – characteristics, requirements and marking
Broda M, Hill CAS (2021) Conservation of waterlogged wood—past. Present Future Perspect For 12:1193. https://doi.org/10.3390/f12091193
Kirleis W, Klooß S, Kroll H, Müller J (2012) Crop growing and gathering in the northern German Neolithic: a review supplemented by new results. Veget Hist Archaeobot 21:221–242. https://doi.org/10.1007/s00334-011-0328-9
Sheridan A (2013) Early neolithic habitation structures in britain and ireland: a matter of circumstance and context. In: Hofmann D, Smyth J (eds) Tracking the neolithic house in Europe. Springer, New York, pp 283–300
Vandesande A, Verstrynge E, van Balen K et al (2020) Preventive conservation: from climate and damage monitoring to a systemic and integrated approach. CRC Press, Boca Raton
Jensenius JH (2015) Wooden churches in viking and medieval norway: two geometric and static strategies. In: Khodakovsky E, Lexau SS (eds) Historic wooden architecture in europe and russia: evidence, study and restoration. DE GRUYTER, pp 18–27. https://doi.org/10.1515/9783035605426-002
West SE (1969) The Anglo-saxon village of west stow: an interim report of the excavations 1965–8. Mediev Archaeol 13:1–20. https://doi.org/10.1080/00766097.1969.11735313
Walker B (2006) The use of vertical timber cladding in conjunction with the platform frame. Trans Anc Monum Soc 50:69–110
Niklewski J, Isaksson T, Frühwald Hansson E, Thelandersson S (2018) Moisture conditions of rain-exposed glue-laminated timber members: the effect of different detailing. Wood Mat Sci Eng 13:129–140. https://doi.org/10.1080/17480272.2017.1384758
Isaksson T, Thelandersson S (2013) Experimental investigation on the effect of detail design on wood moisture content in outdoor above ground applications. Build Environ 59:239–249. https://doi.org/10.1016/j.buildenv.2012.08.023
JA Taylor DP Kuivanen 2008 The importance of proper detailing and design on the performance of wood assemblies exposed to the environment In: Structures Congress 2008. American Society of Civil Engineers Vancouver, British Columbia, Canada 1 15
Brischke C, Rapp AO, Bayerbach R et al (2008) Monitoring the “material climate” of wood to predict the potential for decay: results from in situ measurements on buildings. Build Environ 43:1575–1582. https://doi.org/10.1016/j.buildenv.2007.10.001
Rüther P, Time B (2015) External wood claddings—performance criteria, driving rain and large-scale water penetration methods. Wood Mat Sci Eng 10:287–299. https://doi.org/10.1080/17480272.2015.1063688
Tietze A, Boulet S, Ott S, Winter S (2016) Consideration of disturbances and deficiencies in the moisture safety design of tall timber facades. In: Verlag TU (ed) World Conference on Timber Engineering (WCTE 2016). IMWS & ITI, Vienna University of Technology, Vienna, Austria, pp 2819–2828
Thiis TK, Burud I, Kraniotis D, Gobakken LR (2015) The role of transient wetting on mould growth on wooden claddings. Energy Procedia 78:249–254. https://doi.org/10.1016/j.egypro.2015.11.629
Fufa SM, Skaar C, Gradeci K, Labonnote N (2018) Assessment of greenhouse gas emissions of ventilated timber wall constructions based on parametric LCA. J Clean Prod 197:34–46. https://doi.org/10.1016/j.jclepro.2018.06.006
Fredriksson M, Wadsö L, Johansson P (2013) Methods for determination of duration of surface moisture and presence of water in gaps in wood joints. Wood Sci Technol 47:913–924. https://doi.org/10.1007/s00226-013-0549-4
Wilson M (1983) Cladding 1 — types and techniques. Struct Surv 1:362–369. https://doi.org/10.1108/eb006168
Mehta KC, Cheshire RH, McDonald JR (1992) Wind resistance categorization of buildings for insurance. J Wind Eng Ind Aerodyn 44:2617–2628. https://doi.org/10.1016/0167-6105(92)90053-D
Baker A (1980) Corrosion of metal in wood products. In: Sereda P, Litvan G (eds) Durability of building materials and components. ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, pp 981-98–13
Lin L-D, Chen Y-F, Wang S-Y, Tsai M-J (2009) Leachability, metal corrosion, and termite resistance of wood treated with copper-based preservative. Int Biodeterior Biodegradation 63:533–538. https://doi.org/10.1016/j.ibiod.2008.07.012
Zelinka SL, Sichel RJ, Stone DS (2010) Exposure testing of fasteners in preservative treated wood: gravimetric corrosion rates and corrosion product analyses. Corros Sci 52:3943–3948. https://doi.org/10.1016/j.corsci.2010.08.014
Zelinka SL, Rammer DR (2009) Corrosion rates of fasteners in treated wood exposed to 100% relative humidity. J Mater Civ Eng 21:758–763. https://doi.org/10.1061/(ASCE)0899-1561(2009)21:12(758)
Nürnberger U, Köse EC (2020) Durability of galvanised fasteners in timber construction. Mater Corros 71:834–848. https://doi.org/10.1002/maco.201911489
Zelinka S, Passarini L, Matt F, Kirker G (2019) Corrosiveness of thermally modified wood. Forests 11:50. https://doi.org/10.3390/f11010050
Zelinka SL, Passarini L (2020) Corrosion of metal fasteners embedded in acetylated and untreated wood at different moisture contents. Wood Mat Sci Eng 15:182–189. https://doi.org/10.1080/17480272.2018.1544171
Zelinka SL, Derome D, Glass SV (2011) Combining hygrothermal and corrosion models to predict corrosion of metal fasteners embedded in wood. Build Environ 46:2060–2068. https://doi.org/10.1016/j.buildenv.2011.04.017
Baker S, Carr E, Laithwaite EH et al (1957) Copper • Zinc • Aluminium • Ferrous Metals • Concrete: Corrosion of Metals in Buildings London Symposium, March 1957. Anti-Corrosion Meth & Material 4:170–173. https://doi.org/10.1108/eb019328
Hundhausen U, Mai C, Slabohm M et al (2020) The staining effect of iron (ii) sulfate on nine different wooden substrates. Forests 11:658. https://doi.org/10.3390/f11060658
Sandberg K, Orskaug T, Andersson A (2016) Prefabricated wood elements for sustainable renovation of residential building façades. Energy Procedia 96:756–767. https://doi.org/10.1016/j.egypro.2016.09.138
EN 335 (2013) Durability of wood and wood-based products — Use classes: definitions, application to solid wood and wood-based products
Engelund ET, Thygesen LG, Svensson S, Hill CAS (2013) A critical discussion of the physics of wood–water interactions. Wood Sci Technol 47:141–161. https://doi.org/10.1007/s00226-012-0514-7
Sargent R (2019) Evaluating dimensional stability in solid wood: a review of current practice. J Wood Sci 65:36. https://doi.org/10.1186/s10086-019-1817-1
Hittmeier ME (1967) Effect of structural direction and initial moisture content on swelling rate of wood. Wood Sci Technol 1:109–121. https://doi.org/10.1007/BF00353383
Sandberg D (2005) Distortion and visible crack formation in green and seasoned timber: influence of annual ring orientation in the cross section. Holz Roh Werkst 63:11–18. https://doi.org/10.1007/s00107-004-0546-2
Johansson M, Perstorper M, Kliger R, Johansson G (2001) Distortion of Norway spruce timber—Part 2. Modelling twist. Holz als Roh- und Werkstoff 59:155–162. https://doi.org/10.1007/s001070100199
Virta J, Koponen S, Absetz I (2006) Modelling moisture distribution in wooden cladding board as a result of short-term single-sided water soaking. Build Environ 41:1593–1599. https://doi.org/10.1016/j.buildenv.2005.06.007
Virta J, Koponen S, Absetz I (2005) Cupping of wooden cladding boards in cyclic conditions—a study of boards made of Norway spruce (Picea abies) and Scots pine sapwood (Pinus sylvestris). Wood Sci Technol 39:431–438. https://doi.org/10.1007/s00226-005-0023-z
Yamamoto H, Sassus F, Ninomiya M, Gril J (2001) A model of anisotropic swelling and shrinking process of wood. Wood Sci Technol 35:167–181. https://doi.org/10.1007/s002260000074
Walker JCF (2006) Primary wood processing: principles and practice, 2nd edn. Springer, Dordrecht
Jiang J, Li J, Gao Q (2015) Effect of flame retardant treatment on dimensional stability and thermal degradation of wood. Constr Build Mater 75:74–81. https://doi.org/10.1016/j.conbuildmat.2014.10.037
Thybring EE, Boardman CR, Zelinka SL, Glass SV (2021) Common sorption isotherm models are not physically valid for water in wood. Colloids Surf, A 627:127214. https://doi.org/10.1016/j.colsurfa.2021.127214
Salin J-G (2011) Inclusion of the sorption hysteresis phenomenon in future drying models. some basic considerations. Maderas, Cienc tecnol 13:173–182. https://doi.org/10.4067/S0718-221X2011000200005
Hill CAS, Ramsay J, Gardiner B (2015) Variability in water vapour sorption isotherm in Japanese Larch (Larix kaempferi Lamb.)—earlywood and latewood influences. Int Wood Prod J 6:53–59. https://doi.org/10.1179/2042645314Y.0000000090
Patera A, Van den Bulcke J, Boone MN et al (2018) Swelling interactions of earlywood and latewood across a growth ring: global and local deformations. Wood Sci Technol 52:91–114. https://doi.org/10.1007/s00226-017-0960-3
Sandberg D (1999) Weathering of radial and tangential wood surfaces of pine and spruce. Holzforschung 53:355–364. https://doi.org/10.1515/HF.1999.059
Niklewski J, Brischke C, Frühwald Hansson E, Meyer-Veltrup L (2018) Moisture behavior of weathered wood surfaces during cyclic wetting: measurements and modeling. Wood Sci Technol 52:1431–1450. https://doi.org/10.1007/s00226-018-1044-8
Brischke C, Alfredsen G, Humar M et al (2021) Modelling the material resistance of wood—part 2: validation and optimization of the meyer-veltrup model. Forests 12:576. https://doi.org/10.3390/f12050576
Alfredsen G, Brischke C, Marais BN et al (2021) Modelling the material resistance of wood—Part 1: utilizing durability test data based on different reference wood species. Forests 12:558. https://doi.org/10.3390/f12050558
Zimmer K, Treu A, McCulloh KA (2014) Anatomical differences in the structural elements of fluid passage of Scots pine sapwood with contrasting treatability. Wood Sci Technol 48:435–447. https://doi.org/10.1007/s00226-014-0619-2
Zimmer KP, Høibø OA, Vestøl GI, Larnøy E (2014) Variation in treatability of Scots pine sapwood: a survey of 25 different northern European locations. Wood Sci Technol 48:1049–1068. https://doi.org/10.1007/s00226-014-0660-1
Sivertsen MS, Vestøl GI (2010) Liquid water absorption in uncoated Norway spruce ( Picea abies ) claddings as affected by origin and wood properties. Wood Mat Sci Eng 5:181–193. https://doi.org/10.1080/17480272.2010.503939
EN 942 (2007) Timber in joinery—general requirements
Davies I, Fairfield C, Stupart A, Wilson P (2012) Moisture conditions in timber cladding: field trial data for sitka spruce. Proc Inst Civ Eng Constr Mater 165:263–278. https://doi.org/10.1680/coma.11.00033
Orr SA, Young M, Stelfox D et al (2018) Wind-driven rain and future risk to built heritage in the United Kingdom: novel metrics for characterising rain spells. Sci Total Environ 640–641:1098–1111. https://doi.org/10.1016/j.scitotenv.2018.05.354
Nik VM, Mundt-Petersen SO, Kalagasidis AS, De Wilde P (2015) Future moisture loads for building facades in Sweden: climate change and wind-driven rain. Build Environ 93:362–375. https://doi.org/10.1016/j.buildenv.2015.07.012
Larsen KE, Marstein N Conservation of Historic Timber Structures: An Ecological Approach
Dietsch P, Franke S, Franke B et al (2015) Methods to determine wood moisture content and their applicability in monitoring concepts. J Civil Struct Health Monit 5:115–127. https://doi.org/10.1007/s13349-014-0082-7
EN 13183–2/AC:2003 (2002) Moisture content of a piece of sawn timber—Part 2: Estimation by electrical resistance method
EN 13183–3 (2005) Moisture content of a piece of sawn timber—Part 3: Estimation by capacitance method
Brischke C, Lampen SC (2014) Resistance based moisture content measurements on native, modified and preservative treated wood. Eur J Wood Prod 72:289–292. https://doi.org/10.1007/s00107-013-0775-3
Brischke C, Rapp AO, Bayerbach R (2008) Measurement system for long-term recording of wood moisture content with internal conductively glued electrodes. Build Environ 43:1566–1574. https://doi.org/10.1016/j.buildenv.2007.10.002
Dvinskikh SV, Furó I, Sandberg D, Söderström O (2011) Moisture content profiles and uptake kinetics in wood cladding materials evaluated by a portable nuclear magnetic resonance spectrometer. Wood Mat Sci Eng 6:119–127. https://doi.org/10.1080/17480272.2010.543288
Johansson J, Blom Å, Dvinskikh S (2013) NMR-measurements for determination of local moisture content of coated wood. J Coat Technol Res 10:601–607. https://doi.org/10.1007/s11998-013-9484-4
Lindgren O, Seifert T, Du Plessis A (2016) Moisture content measurements in wood using dual-energy CT scanning – a feasibility study. Wood Mat Sci Eng 11:312–317. https://doi.org/10.1080/17480272.2016.1201863
Van Belleghem M, Steeman M, Janssens A, De Paepe M (2015) Heat, air and moisture transport modelling in ventilated cavity walls. J Building Phys 38:317–349. https://doi.org/10.1177/1744259114543984
Viljanen K, Lü X, Puttonen J (2020) Hygrothermal behaviour of ventilation cavities in highly insulated envelopes. E3S Web Conf 172:07003. https://doi.org/10.1051/e3sconf/202017207003
Karagiozis AN, Kuenzel HM, Hardman B et al (2009) The effect of air cavity convection on the wetting and drying behavior of wood-frame walls using a multi-physics approach. J ASTM Int 6:101455. https://doi.org/10.1520/JAI101455
Bassett MR, Overton G, McNeil S (2015) Water management in walls with direct-fixed claddings. J Building Phys 38:560–576. https://doi.org/10.1177/1744259114527808
Jan de Place Hansen E, Brandt E (2010) Thermal performance of the exterior envelopes of whole buildings XI proceedings, In: Buildings XI Conference, Dec. 5–9, 2010, Clearwater Beach, Florida; [includes 7 workshops
Langmans J, Desta TZ, Alderweireldt L, Roels S (2016) Field study on the air change rate behind residential rainscreen cladding systems: a parameter analysis. Build Environ 95:1–12. https://doi.org/10.1016/j.buildenv.2015.09.012
Bassett M, McNeil S (2009) Ventilation measured in the wall cavities of high moisture risk buildings. J Building Phys 32:291–303. https://doi.org/10.1177/1744259108093681
Simonson CJ, Salonvaara M, Ojanen T (2004) Heat and mass transfer between indoor air and a permeable and hygroscopic building envelope: part i—field measurements. J Therm Envelope Build Sci 28:63–101. https://doi.org/10.1177/1097196304044395
Falk J, Sandin K (2013) Ventilated rainscreen cladding: Measurements of cavity air velocities, estimation of air change rates and evaluation of driving forces. Build Environ 59:164–176. https://doi.org/10.1016/j.buildenv.2012.08.017
Langmans J, Roels S (2015) Experimental analysis of cavity ventilation behind rainscreen cladding systems: a comparison of four measuring techniques. Build Environ 87:177–192. https://doi.org/10.1016/j.buildenv.2015.01.030
Bassett MR, Overton G, McNeil S (2015) Air infiltration in walls with direct-fixed claddings. J Building Phys 38:517–530. https://doi.org/10.1177/1744259114527807
Bhamare DK, Rathod MK, Banerjee J (2019) Passive cooling techniques for building and their applicability in different climatic zones—The state of art. Energy Build 198:467–490. https://doi.org/10.1016/j.enbuild.2019.06.023
Valachova D, Badurova A, Skotnicova I (2021) Thermal technical analysis of lightweight timber-based external wall structures with ventilated air gap. Sustainability 13:378. https://doi.org/10.3390/su13010378
Girma GM, Tariku F (2021) Experimental investigation of cavity air gap depth for enhanced thermal performance of ventilated rain-screen walls. Build Environ 194:107710. https://doi.org/10.1016/j.buildenv.2021.107710
Tariku F, Iffa E (2019) Empirical model for cavity ventilation and hygrothermal performance assessment of wood frame wall systems: experimental study. Build Environ 157:112–126. https://doi.org/10.1016/j.buildenv.2019.04.020
Chen T, Yuen A, Yeoh G et al (2019) Fire risk assessment of combustible exterior cladding using a collective numerical database. Fire 2:11. https://doi.org/10.3390/fire2010011
Dhima D, Gaillard J-M (2017) Experimental study of the fire behaviour of wooden facades. In: Harada K, Matsuyama K, Himoto K et al (eds) Fire science and technology 2015. Springer, Singapore, pp 193–203
Drean V, Schillinger R, Auguin G (2018) Assessment of an insulating air layer model of façade external system: contribution to fire simulation of facade performance fire test. J Phys: Conf Ser 1107:042004. https://doi.org/10.1088/1742-6596/1107/4/042004
Popescu C, Pfriem A (2020) Treatments and modification to improve the reaction to fire of wood and wood based products—An overview. Fire Mater 44:100–111. https://doi.org/10.1002/fam.2779
Rowell RM (2021) Handbook of wood chemistry and wood composites
Nazare S, Leventon I, Davis R (2021) Ignitibility of structural wood products exposed to embers during wildland fires: a review of literature. National Institute of Standards and Technology, Gaithersburg
Desch HE, Dinwoodie JM, Desch HE, Dinwoodie J (1996) Timber: structure, properties, conversion and use, 7th edn. Macmillan, Basingstoke
Lee CK, Chaiken RF, Singer JM (1977) Charring pyrolysis of wood in fires by laser simulation. Symposium (Int) Combust 16(1):1459–1470. https://doi.org/10.1016/S0082-0784(77)80428-1
Bartlett AI, Hadden RM, Bisby LA (2019) A review of factors affecting the burning behaviour of wood for application to tall timber construction. Fire Technol 55:1–49. https://doi.org/10.1007/s10694-018-0787-y
Östman B, Boström L (2015) Fire protection ability of wood coverings. Fire Technol 51:1475–1493. https://doi.org/10.1007/s10694-014-0452-z
Lin S, Huang X, Gao J, Ji J (2021) Extinction of wood fire: a near-limit blue flame above hot smoldering surface. Fire Technol. https://doi.org/10.1007/s10694-021-01146-6
Weng W, Hasemi Y, Fan W (2006) Predicting the pyrolysis of wood considering char oxidation under different ambient oxygen concentrations. Combust Flame 145:723–729. https://doi.org/10.1016/j.combustflame.2005.12.016
Schmid J, Santomaso A, Brandon D et al (2018) Timber under real fire conditions—the influence of oxygen content and gas velocity on the charring behavior. JSFE 9:222–236. https://doi.org/10.1108/JSFE-01-2017-0013
Gan W, Chen C, Wang Z et al (2019) Dense, self-formed char layer enables a fire-retardant wood structural material. Adv Funct Mater 29:1807444. https://doi.org/10.1002/adfm.201807444
White RH, Nordheim EV (1992) Charring rate of wood for ASTM E 119 exposure. Fire Technol 28:5–30. https://doi.org/10.1007/BF01858049
Frangi A, Fontana M (2003) Charring rates and temperature profiles of wood sections. Fire Mater 27:91–102. https://doi.org/10.1002/fam.819
Spearpoint MJ, Quintiere JG (2000) Predicting the burning of wood using an integral model. Combust Flame 123:308–325. https://doi.org/10.1016/S0010-2180(00)00162-0
EN 1995 (2004) Eurocode 5: Design of timber structures—Part 1–1: General—Common rules and rules for buildings
EN 13501–1 (2018) Fire classification of construction products and building elements—Classification using data from reaction to fire tests
Engel T, Brunkhorst S, Steeger F et al (2020) TIMpuls Grundlagenforschung zum Brandschutz im Holzbau: Abbrandraten, Schutzzeiten von Bekleidungen und Nachbrandverhalten von Holz. Bautechnik 97:97–107. https://doi.org/10.1002/bate.202000043
Hakkarainen T, Oksanen T (2002) Fire safety assessment of wooden facades. Fire Mater 26:7–27. https://doi.org/10.1002/fam.780
Merk M (2020) Die Muster HolzBauRichtlinie—erweiterte Regelungen für das Bauen mit Holz bis zur Hochhausgrenze. Bautechnik 97:583–588. https://doi.org/10.1002/bate.202000069
Peck T (2001) The international timber trade. Woodhead, Cambridge
Tam VWY, Senaratne S, Le KN et al (2017) Life-cycle cost analysis of green-building implementation using timber applications. J Clean Prod 147:458–469. https://doi.org/10.1016/j.jclepro.2017.01.128
Komdeur EFM, Ingenbleek PTM (2021) The potential of blockchain technology in the procurement of sustainable timber products. Int Wood Prod J 12:249–257. https://doi.org/10.1080/20426445.2021.1967624
Dieguez L, Sotirov M (2021) FSC sustainability certification as green-lane for legality verification under the EUTR? Changes and policy learning at the interplay of private governance and public policy. Forest Policy Econ 131:102568. https://doi.org/10.1016/j.forpol.2021.102568
Cole MT, Doremus JM, Hamilton SF (2021) Import restrictions by eco-certification: quantity effects on tropical timber production. J Environ Econ Manag 107:102423. https://doi.org/10.1016/j.jeem.2021.102423
Maniak-Huesser M, Tellnes LGF, Zea Escamilla E (2021) Mind the gap: a policy gap analysis of programmes promoting timber construction in nordic countries. Sustainability 13:11876. https://doi.org/10.3390/su132111876
Watts A (2011) Cladding panels and rainscreens. In: Watts A (ed) Modern construction envelopes. Springer Vienna, Vienna, pp 274–283
Sandberg D, Söderström O (2006) Crack formation due to weathering of radial and tangential sections of pine and spruce. Wood Mat Sci Eng 1:12–20. https://doi.org/10.1080/17480270600644407
Ekevad M (2005) Twist of wood studs: dependence on spiral grain gradient. J Wood Sci 51:455–461. https://doi.org/10.1007/s10086-004-0679-2
Harris JM (1989) Spiral grain and wave phenomena in wood formation. Springer, Heidelberg
Ormarsson S, Dahlblom O, Johansson M (2009) Finite element study of growth stress formation in wood and related distortion of sawn timber. Wood Sci Technol 43:387–403. https://doi.org/10.1007/s00226-008-0209-2
Ormarsson S, Petersson H, Dahlblom O (2000) Numerical and experimental studies on influence of compression wood timber distortion. Drying Technol 18:1897–1919. https://doi.org/10.1080/07373930008917817
Perstorper M, Johansson M, Kliger R, Johansson G (2001) Distortion of norway spruce timber. Holz als Roh- und Werkstoff 59:94–103. https://doi.org/10.1007/s001070050481
Wilson K, White DJB (1986) The anatomy of wood, its diversity and variability. Stobart, London
EN 15146 (2006) Solid softwood panelling and cladding—Machined profiles without tongue and groove
EN 14519 (2005) Solid softwood panelling and cladding—Machined profiles with tongue and groove
EN 14951 (2006) Solid hardwood panelling and cladding—Machined profiles elements
Pelaz B, Blanco JM, Cuadrado J et al (2017) Analysis of the influence of wood cladding on the thermal behavior of building façades; characterization through simulation by using different tools and comparative testing validation. Energy and Buildings 141:349–360. https://doi.org/10.1016/j.enbuild.2017.02.054
Sonderegger W, Niemz P (2009) Thermal conductivity and water vapour transmission properties of wood-based materials. Eur J Wood Prod 67:313–321. https://doi.org/10.1007/s00107-008-0304-y
Suleiman BM, Larfeldt J, Leckner B, Gustavsson M (1999) Thermal conductivity and diffusivity of wood. Wood Sci Technol 33:465–473. https://doi.org/10.1007/s002260050130
Vay O, De Borst K, Hansmann C et al (2015) Thermal conductivity of wood at angles to the principal anatomical directions. Wood Sci Technol 49:577–589. https://doi.org/10.1007/s00226-015-0716-x
Čabalová I, Výbohová E, Igaz R et al (2021) Effect of oxidizing thermal modification on the chemical properties and thermal conductivity of Norway spruce (Picea abies L.) wood. Wood Mater Sci Eng. https://doi.org/10.1080/17480272.2021.2014566
Kol HŞ, Sefil Y (2011) The thermal conductivity of fir and beech wood heat treated at 170, 180, 190, 200, and 212 °C. J Appl Polym Sci 121:2473–2480. https://doi.org/10.1002/app.33885
Pásztory Z, Horváth N, Börcsök Z (2017) Effect of heat treatment duration on the thermal conductivity of spruce and poplar wood. Eur J Wood Prod 75:843–845. https://doi.org/10.1007/s00107-017-1170-2
Bowyer JL, Shmulsky R, Haygreen JG (2002) Forest products and wood science: an introduction, 4th edn. Iowa State Press, Ames Iowa
Hart CR (1994) Practical forestry for the agent and surveyor, 3rd ed., repr. with amendments. Sutton, Stroud
Cown D, Haslett A, Kimberley M, McConchie D (1996) The influence of wood quality on lumber drying distortion. Ann For Sci 53:1177–1188. https://doi.org/10.1051/forest:19960611
ISO 15686–1 (2017) Buildings and constructed assets—Service life planning
Zabel RA, Morrell JJ (2014) Wood Microbiology: decay and its prevention. Elsevier, Saint Louis
Eaton RA, Hale MDC (1993) Wood: decay, pests, and protection, 1st edn. Chapman & Hall, New York
Ridout B (2001) Timber decay in buildings: the conservation approach to treatment. APT Bull 32(1):58. https://doi.org/10.2307/1504694
Brischke C, Alfredsen G (2020) Wood-water relationships and their role for wood susceptibility to fungal decay. Appl Microbiol Biotechnol 104:3781–3795. https://doi.org/10.1007/s00253-020-10479-1
Lie SK, Thiis TK, Vestøl GI et al (2019) Can existing mould growth models be used to predict mould growth on wooden claddings exposed to transient wetting? Build Environ 152:192–203. https://doi.org/10.1016/j.buildenv.2019.01.056
Johansson P, Svensson T, Ekstrand-Tobin A (2013) Validation of critical moisture conditions for mould growth on building materials. Build Environ 62:201–209. https://doi.org/10.1016/j.buildenv.2013.01.012
Johansson S, Wadsö L, Sandin K (2010) Estimation of mould growth levels on rendered façades based on surface relative humidity and surface temperature measurements. Build Environ 45:1153–1160. https://doi.org/10.1016/j.buildenv.2009.10.022
Imken AAP, Brischke C, Kögel S et al (2020) Resistance of different wood-based materials against mould fungi: a comparison of methods. Eur J Wood Prod 78:661–671. https://doi.org/10.1007/s00107-020-01554-5
Gradeci K, Labonnote N, Time B, Köhler J (2017) Mould growth criteria and design avoidance approaches in wood-based materials—a systematic review. Constr Build Mater 150:77–88. https://doi.org/10.1016/j.conbuildmat.2017.05.204
Gobakken LR, Høibø OA, Solheim H (2010) Factors influencing surface mould growth on wooden claddings exposed outdoors. Wood Mat Sci Eng 5:1–12. https://doi.org/10.1080/17480270903511642
Lie SK, Vestøl GI, Høibø O, Gobakken LR (2019) Surface mould growth on wood: a comparison of laboratory screening tests and outdoor performance. Eur J Wood Prod 77:1137–1150. https://doi.org/10.1007/s00107-019-01444-5
Pfeffer A, Hoegger PJ, Kües U, Militz H (2012) Fungal colonisation of outside weathered modified wood. Wood Sci Technol 46:63–72. https://doi.org/10.1007/s00226-010-0386-7
Schirp A, Farrell R, Kreber B, Singh A (2003) Advances in understanding the ability of sapstaining fungi to produce cell wall-degrading enzymes. Wood Fiber Sci 35:434–444
Frühwald E, Li Y, Wadsö L (2008) Image analysis study of mould susceptibility of spruce and larch wood dried or heat-treated at different temperatures. Wood Mat Sci Eng 3:55–61. https://doi.org/10.1080/17480270802607889
Lie SK, Vestøl GI, Høibø O, Gobakken LR (2019) Surface mould growth on wooden claddings—effects of transient wetting, relative humidity, temperature and material properties. Wood Mat Sci Eng 14:129–141. https://doi.org/10.1080/17480272.2018.1424239
Podgorski L, Reynaud C, Montibus M (2019) Fungal growth on coated wood exposed outdoors: influence of coating pigmentation, cardinal direction, and inclination of wood surfaces. Coatings 9:27. https://doi.org/10.3390/coatings9010027
Gobakken LR, Høibø OA, Solheim H (2010) Mould growth on paints with different surface structures when applied on wooden claddings exposed outdoors. Int Biodeterior Biodegrad 64:339–345. https://doi.org/10.1016/j.ibiod.2009.11.005
Gobakken LR, Westin M (2008) Surface mould growth on five modified wood substrates coated with three different coating systems when exposed outdoors. Int Biodeterior Biodegrad 62:397–402. https://doi.org/10.1016/j.ibiod.2008.03.004
EN 350 (2016) Durability of wood and wood-based products—Testing andclassification of the durabilityto biological agents of woodand wood-based materials
EN 252 (2014) Field test method for determining the relative protective effectiveness of a wood preservative in ground contact
EN 330 (2014) Wood preservatives—Determination of the relative protective effectiveness of a wood preservative for use under a coating and exposed out-of-ground contact - Field test: L-joint method
DD CEN/TS 12037 (2014) Wood preservatives. Field test method for determining the relative protective effectiveness of a wood preservative exposed out of ground contact. Horizontal lap-joint method
EN 113–1 (2020) Durability of wood and wood-based products - Test method against wood destroying basidiomycetes—Part 1: Assessment of biocidal efficacy of wood preservatives
ENV 807 (2001) Wood preservatives—Determination of the effectiveness against soft rotting micro-fungi and other soil inhabiting micro-organisms
EN 20–1 (1992) Wood preservatives—Determination of the protective effectiveness against Lyctus Brunneus (Stephens)—Part 1: Application by surface treatment (laboratory method)
EN 20–2 (1993) Wood preservatives—Determination of the protective effectiveness against Lyctus brunneus (Stephens) - Part 2: Application by impregnation (Laboratory method)
EN 46–1 (2016) Wood preservatives—Determination of the preventive action against recently hatched larvae of Hylotrupes bajulus (Linnaeus) - Part 1: Application by surface treatment (laboratory method)
EN 46–2 (2016) Wood preservatives - Determination of the preventive action against recently hatched larvae of Hylotrupes bajulus (Linnaeus)—Part 2: Ovicidal effect (laboratory method)
EN 49–1 (2016) Wood preservatives - Determination of the protective effectiveness against Anobium punctatum (De Geer) by egg-laying and larval survival - Part 1: Application by surface treatment (Laboratory method)
EN 49–2 (2015) Wood preservatives - Determination of the protective effectiveness against Anobium punctatum (De Geer) by egg-laying and larval survival—Part 2: Application by impregnation (Laboratory method)
EN 118 (2013) Wood preservatives—Determination of preventive action against Reticulitermes species (European termites) (Laboratory method)
EN 275 (1992) Wood preservatives—Determination of the protective effectiveness against marine borers
Kutnik M, Suttie E, Brischke C (2014) European standards on durability and performance of wood and wood-based products—trends and challenges. Wood Mat Sci Eng 9:122–133. https://doi.org/10.1080/17480272.2014.894574
Råberg U, Edlund M-L, Terziev N, Land CJ (2005) Testing and evaluation of natural durability of wood in above ground conditions in Europe—an overview. J Wood Sci 51:429–440. https://doi.org/10.1007/s10086-005-0717-8
Meyer L, Brischke C, Preston A (2016) Testing the durability of timber above ground: a review on methodology. Wood Mat Sci Eng 11:283–304. https://doi.org/10.1080/17480272.2014.983163
Brischke C, Meyer L, Bornemann T et al (2013) Service life of timber components: prognosis based on 3 years high-frequency monitoring. Eur J Wood Prod 71:79–90. https://doi.org/10.1007/s00107-012-0640-9
Almås A-J, Lisø KR, Hygen HO et al (2011) An approach to impact assessments of buildings in a changing climate. Build Res Inf 39:227–238. https://doi.org/10.1080/09613218.2011.562025
Meyer-Veltrup L, Brischke C, Alfredsen G et al (2017) The combined effect of wetting ability and durability on outdoor performance of wood: development and verification of a new prediction approach. Wood Sci Technol 51:615–637. https://doi.org/10.1007/s00226-017-0893-x
Rydock JP, Lisø KR, Førland EJ et al (2005) A driving rain exposure index for Norway. Build Environ 40:1450–1458. https://doi.org/10.1016/j.buildenv.2004.11.018
George B, Suttie E, Merlin A, Deglise X (2005) Photodegradation and photostabilisation of wood—the state of the art. Polym Degrad Stab 88:268–274. https://doi.org/10.1016/j.polymdegradstab.2004.10.018
Teacă C-A, Bodîrlău R (2016) Photochemical behavior of wood based materials. In: Rosu D, Visakh PM (eds) Photochemical behavior of multicomponent polymeric-based materials. Springer International Publishing, Cham, pp 91–107
Srinivas K, Pandey KK (2012) Photodegradation of thermally modified wood. J Photochem Photobiol, B 117:140–145. https://doi.org/10.1016/j.jphotobiol.2012.09.013
Fengel D, Wegener G Wood—Chemistry, Ultrastructure, Reactions. Walter de Gruyter
Evans PD (2009) Review of the weathering and photostability of modified wood. Wood Mat Sci Eng 4:2–13. https://doi.org/10.1080/17480270903249391
Chang T-C, Chang H-T, Wu C-L, Chang S-T (2010) Influences of extractives on the photodegradation of wood. Polym Degrad Stab 95:516–521. https://doi.org/10.1016/j.polymdegradstab.2009.12.024
Patil SV, Argyropoulos DS (2017) Stable organic radicals in lignin: a review. Chemsuschem 10:3284–3303. https://doi.org/10.1002/cssc.201700869
Leary G (1968) Photochemical production of quinoid structures in wood. Nature 217:672–673. https://doi.org/10.1038/217672b0
Argyropoulos DS, Sun Y (1996) Photochemically induced solid-state degradation, condensation, and rearrangement reactions in lignin model compounds and milled wood lignin. Photochem Photobiol 64:510–517. https://doi.org/10.1111/j.1751-1097.1996.tb03098.x
Cogulet A, Blanchet P, Landry V (2016) Wood degradation under UV irradiation: a lignin characterization. J Photochem Photobiol, B 158:184–191. https://doi.org/10.1016/j.jphotobiol.2016.02.030
Sharratt V, Hill CAS, Zaihan J, Kint DPR (2010) Photodegradation and weathering effects on timber surface moisture profiles as studied using dynamic vapour sorption. Polym Degrad Stab 95:2659–2662. https://doi.org/10.1016/j.polymdegradstab.2010.07.011
Kropat M, Hubbe M, Laleicke F (2020) Natural, accelerated, and simulated weathering of wood: a review. BioResources 15:9998–10062
Davis K, Leavengood S, Morrell JJ (2021) Performance of exterior wood coatings in temperate climates. Coatings 11:325. https://doi.org/10.3390/coatings11030325
Schmolz E, Brüders N, Daum R, Lamprecht I (2000) Thermoanalytical investigations on paper covers of social wasps. Thermochim Acta 361:121–129. https://doi.org/10.1016/S0040-6031(00)00553-0
Williams RS, Knaebe MT, Sotos PG, Feist WC (2001) Erosion rates of wood during natural weathering. Part I. Effects of grain angle and surface texture. Wood Fiber Sci 33:31–42
Sell J, Feist WC (1986) Role of density in the erosion of wood during weathering. For Prod J 36:57–60
Williams RS, Knaebe MT, Feist WC (2001) Erosion rates of wood during natural weathering. Part II. Earlywood and latewood erosion rates. Wood Fiber Sci 33:43–49
Williams RS, Knaebe MT, Evans JW, Feist WC (2001) Erosion rates of wood during natural weathering. Part III. Effect of exposure angle on erosion rate. Wood Fiber Sci 33:50–57
Kržišnik D, Lesar B, Thaler N, Humar M (2018) Influence of natural and artificial weathering on the colour change of different wood and wood-based materials. Forests 9:488. https://doi.org/10.3390/f9080488
Heshmati S, Mazloomi M, Evans P (2018) Optimizing surface micro grooving to reduce the checking and cupping of douglas fir, western hemlock and white spruce decking exposed to natural weathering. JMMP 2:67. https://doi.org/10.3390/jmmp2040067
Mallet J, Kalyanasundaram S, Evans P (2018) Digital image correlation of strains at profiled wood surfaces exposed to wetting and drying. J Imaging 4:38. https://doi.org/10.3390/jimaging4020038
van Niekerk PB, Brischke C, Niklewski J (2021) Estimating the service life of timber structures concerning risk and influence of fungal decay—a review of existing theory and modelling approaches. Forests 12:588. https://doi.org/10.3390/f12050588
Gupta BS, Jelle BP, Per Jostein H, Rüther P (2011) Studies of wooden cladding materials degradation by spectroscopy. In: Proceedings of the Institution of Civil Engineers - Construction Materials 164:329–340. https://doi.org/10.1680/coma.2011.164.6.329
Silva A, Prieto AJ (2021) Modelling the service life of timber claddings using the factor method. J Build Eng 37:102137. https://doi.org/10.1016/j.jobe.2020.102137
Niklewski J, Fredriksson M, Isaksson T (2016) Moisture content prediction of rain-exposed wood: test and evaluation of a simple numerical model for durability applications. Build Environ 97:126–136. https://doi.org/10.1016/j.buildenv.2015.11.037
Isaksson T, Brischke C, Thelandersson S (2013) Development of decay performance models for outdoor timber structures. Mater Struct 46:1209–1225. https://doi.org/10.1617/s11527-012-9965-4
Bornemann T, Brischke C, Alfredsen G (2014) Decay of wooden commodities—moisture risk analysis, service life prediction and performance assessment in the field. Wood Mat Sci Eng 9:144–155. https://doi.org/10.1080/17480272.2014.904431
Meyer-Veltrup L, Brischke C, Niklewski J, Frühwald Hansson E (2018) Design and performance prediction of timber bridges based on a factorization approach. Wood Mat Sci Eng 13:167–173. https://doi.org/10.1080/17480272.2018.1424729
Robert Lisø K, Olav Hygen H, Kvande T, Vincent Thue J (2006) Decay potential in wood structures using climate data. Building Research & Information 34:546–551. https://doi.org/10.1080/09613210600736248
Curling SF, Ormondroyd GA (2020) Observed and projected changes in the climate based decay hazard of timber in the United Kingdom. Sci Rep 10:16287. https://doi.org/10.1038/s41598-020-73239-1
Grøntoft T (2019) Observed recent change in climate and potential for decay of norwegian wood structures. Climate 7:33. https://doi.org/10.3390/cli7020033
Morris PI, Wang J (2011) Scheffer index as preferred method to define decay risk zones for above ground wood in building codes. Int Wood Prod J 2:67–70. https://doi.org/10.1179/2042645311Y.0000000012
Carll CG (2009) Decay hazard (Scheffer) index values calculated from 1971–2000 climate normal data. U.S Department of Agriculture, Forest Service, Forest Products Laboratory, Madison
Creemers J, de Meijer M, Zimmermann T, Sell J (2002) Influence of climatic factors on the weathering of coated wood. Holz als Roh- und Werkstoff 60:411–420. https://doi.org/10.1007/s00107-002-0338-5
Bradford MA, Warren RJ II, Baldrian P et al (2014) Climate fails to predict wood decomposition at regional scales. Nature Clim Change 4:625–630. https://doi.org/10.1038/nclimate2251
Høseggen R, Wachenfeldt BJ, Hanssen SO (2008) Building simulation as an assisting tool in decision making. Energy Build 40:821–827. https://doi.org/10.1016/j.enbuild.2007.05.015
Moghtadernejad S, LucE C, Mirza MS (2018) Multi-criteria decision-making methods for preliminary design of sustainable facades. J Build Eng 19:181–190. https://doi.org/10.1016/j.jobe.2018.05.006
Zavadskas EK, Antucheviciene J, Šaparauskas J, Turskis Z (2013) Multi-criteria assessment of facades’ alternatives: peculiarities of ranking methodology. Procedia Eng 57:107–112. https://doi.org/10.1016/j.proeng.2013.04.016
de Meijer M, Militz H (2000) Moisture transport in coated wood. Part 1: analysis of sorption rates and moisture content profiles in spruce during liquid water uptake. Holz als Roh- und Werkstoff 58:354–362. https://doi.org/10.1007/s001070050445
Ahola P (1995) Adhesion between paints and wooden substrates: effects of pre-treatments and weathering of wood. Mater Struct 28:350–356. https://doi.org/10.1007/BF02473151
Grüll G, Truskaller M, Podgorski L et al (2013) Moisture conditions in coated wood panels during 24 months natural weathering at five sites in Europe. Wood Mat Sci Eng 8:95–110. https://doi.org/10.1080/17480272.2013.771212
EN 971–1 (1996) Paints and varnishes—Terms and definitions for coating materials—Part 1: General terms
ISO 4618 (2015) Paints and varnishes—Terms and definitions (ISO 4618:2014)
Bulian F, Graystone J (2009) Wood coatings: theory and practice, 1st edn. Elsevier, Amsterdam
Baumstark R, Tiarks F (2002) Studies for a new generation of acrylic binders for exterior wood coatings. Macromol Symp 187:177–186. https://doi.org/10.1002/1521-3900(200209)187:1%3c177::AID-MASY177%3e3.0.CO;2-1
de Meijer M (2001) Review on the durability of exterior wood coatings with reduced VOC-content. Prog Org Coat 43:217–225. https://doi.org/10.1016/S0300-9440(01)00170-9
Learner T (2000) A review of synthetic binding media in twentieth-century paints. The Conservator 24:96–103. https://doi.org/10.1080/01410096.2000.9995156
Dick FD (2006) Solvent neurotoxicity. Occup Environ Med 63:221–226. https://doi.org/10.1136/oem.2005.022400
Geurts J, Bouman J, Overbeek A (2008) New waterborne acrylic binders for zero VOC paints. J Coat Technol Res 5:57–63. https://doi.org/10.1007/s11998-007-9036-x
Jiao C, Sun L, Shao Q et al (2021) Advances in waterborne acrylic resins: synthesis principle, modification strategies, and their applications. ACS Omega 6:2443–2449. https://doi.org/10.1021/acsomega.0c05593
Eckersley ST, Rudin A (1994) Drying behavior of acrylic latexes. Prog Org Coat 23:387–402. https://doi.org/10.1016/0033-0655(94)87007-1
Honzíček J (2019) Curing of air-drying paints: a critical review. Ind Eng Chem Res 58:12485–12505. https://doi.org/10.1021/acs.iecr.9b02567
Leyssens L, Vinck B, Van Der Straeten C et al (2017) Cobalt toxicity in humans—A review of the potential sources and systemic health effects. Toxicology 387:43–56. https://doi.org/10.1016/j.tox.2017.05.015
de Boer JW, Wesenhagen PV, Wenker ECM et al (2013) The quest for cobalt-free alkyd paint driers. Eur J Inorg Chem 2013:3581–3591. https://doi.org/10.1002/ejic.201300205
Nabuurs T, Baijards RA, German AL (1996) Alkyd-acrylic hybrid systems for use as binders in waterborne paints. Prog Org Coat 27:163–172. https://doi.org/10.1016/0300-9440(95)00533-1
Heiskanen N, Jämsä S, Paajanen L, Koskimies S (2010) Synthesis and performance of alkyd–acrylic hybrid binders. Prog Org Coat 67:329–338. https://doi.org/10.1016/j.porgcoat.2009.10.025
Sharmin E, Zafar F, Akram D et al (2015) Recent advances in vegetable oils based environment friendly coatings: A review. Ind Crops Prod 76:215–229. https://doi.org/10.1016/j.indcrop.2015.06.022
Derksen JTP, Petrus Cuperus F, Kolster P (1996) Renewable resources in coatings technology: a review. Prog Org Coat 27:45–53. https://doi.org/10.1016/0300-9440(95)00518-8
Hutchinson GH (2002) Traditional and new uses for vegetable oils in the surface coatings and allied industries. Surf Coat Int Part B: Coat Trans 85:1–8. https://doi.org/10.1007/BF02699736
Athawale VD, Nimbalkar RV (2011) Waterborne Coatings based on renewable oil resources: an overview. J Am Oil Chem Soc 88:159–185. https://doi.org/10.1007/s11746-010-1668-9
Reinprecht L, Tiňo R, Šomšák M (2020) The impact of fungicides, plasma, uv-additives and weathering on the adhesion strength of acrylic and alkyd coatings to the norway spruce wood. Coatings 10:1111. https://doi.org/10.3390/coatings10111111
Evans P, Vollmer S, Kim J et al (2016) Improving the performance of clear coatings on wood through the aggregation of marginal gains. Coatings 6:66. https://doi.org/10.3390/coatings6040066
Bardage SL, Bjurman J (1998) Adhesion of waterborne paints to wood. J Coatings Tech 70:39–47. https://doi.org/10.1007/BF02697810
de Meijer M, Thurich K, Militz H (1998) Comparative study on penetration characteristics of modern wood coatings. Wood SciTechnol 32:347–365. https://doi.org/10.1007/BF00702791
Van den Bulcke J, Rijckaert V, Van Acker J, Stevens M (2003) Quantitative measurement of the penetration of water-borne coatings in wood with confocal lasermicroscopy and image analysis. Holz Roh Werkst 61:304–310. https://doi.org/10.1007/s00107-003-0394-5
Hook JW, Jacox PJ, Spence JW (1994) Acid rain effects on the exterior durability of architectural coatings on wood. Prog Org Coat 24:175–188. https://doi.org/10.1016/0033-0655(94)85013-5
Rowell R, Bongers F (2017) Role of Moisture in the Failure of Coatings on Wood. Coatings 7:219. https://doi.org/10.3390/coatings7120219
de Meijer M, Nienhuis J (2009) Influence of internal stress and extensibility on the exterior durability of wood coatings. Prog Org Coat 65:498–503. https://doi.org/10.1016/j.porgcoat.2009.04.011
Nejad M, Cooper P (2011) Exterior wood coatings. Part-2: modeling correlation between coating properties and their weathering performance. J Coat Technol Res 8:459–467. https://doi.org/10.1007/s11998-011-9331-4
Gibbons MJ, Nikafshar S, Saravi T et al (2020) Analysis of a wide range of commercial exterior wood coatings. Coatings 10:1013. https://doi.org/10.3390/coatings10111013
Evans P, Haase J, Seman A, Kiguchi M (2015) The search for durable exterior clear coatings for wood. Coatings 5:830–864. https://doi.org/10.3390/coatings5040830
Dawson BSW, Singh AP, Kroese HW et al (2008) Enhancing exterior performance of clear coatings through photostabilization of wood. Part 2: coating and weathering performance. J Coat Technol Res 5:207–219. https://doi.org/10.1007/s11998-008-9090-z
Singh AP, Dawson BSW (2003) The mechanism of failure of clear coated wooden boards as revealed by microscopy. IAWA J 24:1–11. https://doi.org/10.1163/22941932-90000316
Nejad M, Cooper P (2011) Exterior wood coatings. Part-1: Performance of semitransparent stains on preservative-treated wood. J Coat Technol Res 8:449–458. https://doi.org/10.1007/s11998-011-9332-3
Blanchet P, Pepin S (2021) Trends in chemical wood surface improvements and modifications: a review of the last five years. Coatings 11:1514. https://doi.org/10.3390/coatings11121514
Denes AR, Tshabalala MA, Rowell R et al (1999) Hexamethyldisiloxane-plasma coating of wood surfaces for creating water repellent characteristics. Holzforschung 53:318–326. https://doi.org/10.1515/HF.1999.052
Hardy J-M, Vlad M, Vandsburger L et al (2015) Effect of extractives in plasma modification of wood surfaces. Surf Innov 3:196–205. https://doi.org/10.1680/jsuin.15.00009
Riedl B, Angel C, Prégent J, Blanchet P, Stafford L (2014) Effect of wood surface modification by atmospheric-pressure plasma on waterborne coating adhesion. BioResources. https://doi.org/10.15376/biores.9.3.4908-4923
Dimitrakellis P, Gogolides E (2018) Hydrophobic and superhydrophobic surfaces fabricated using atmospheric pressure cold plasma technology: a review. Adv Coll Interface Sci 254:1–21. https://doi.org/10.1016/j.cis.2018.03.009
Rowell RM (2021) Understanding wood surface chemistry and approaches to modification: a review. Polymers 13:2558. https://doi.org/10.3390/polym13152558
Mai C, Militz H (2004) Modification of wood with silicon compounds. inorganic silicon compounds and sol-gel systems: a review. Wood Sci Technol 37:339–348. https://doi.org/10.1007/s00226-003-0205-5
Yona AMC, Žigon J, Matjaž P, Petrič M (2021) Potentials of silicate-based formulations for wood protection and improvement of mechanical properties: a review. Wood Sci Technol 55:887–918. https://doi.org/10.1007/s00226-021-01290-w
Ghosh SC, Militz H, Mai C (2009) The efficacy of commercial silicones against blue stain and mould fungi in wood. Eur J Wood Prod 67:159–167. https://doi.org/10.1007/s00107-008-0296-7
Lu Y, Xiao S, Gao R et al (2014) Improved weathering performance and wettability of wood protected by CeO2 coating deposited onto the surface. Holzforschung 68:345–351. https://doi.org/10.1515/hf-2013-0119
Wang S, Shi J, Liu C et al (2011) Fabrication of a superhydrophobic surface on a wood substrate. Appl Surf Sci 257:9362–9365. https://doi.org/10.1016/j.apsusc.2011.05.089
Yan YY, Gao N, Barthlott W (2011) Mimicking natural superhydrophobic surfaces and grasping the wetting process: A review on recent progress in preparing superhydrophobic surfaces. Adv Coll Interface Sci 169:80–105. https://doi.org/10.1016/j.cis.2011.08.005
Liu F, Du H, Han Y et al (2021) Recent progress in the fabrication and characteristics of self-repairing superhydrophobic surfaces. Adv Mater Interfaces 8:2100228. https://doi.org/10.1002/admi.202100228
Nikolic M, Lawther JM, Sanadi AR (2015) Use of nanofillers in wood coatings: a scientific review. J Coat Technol Res 12:445–461. https://doi.org/10.1007/s11998-015-9659-2
Marzi T (2015) Nanostructured materials for protection and reinforcement of timber structures: a review and future challenges. Constr Build Mater 97:119–130. https://doi.org/10.1016/j.conbuildmat.2015.07.016
Ding X, Zhou S, Gu G, Wu L (2011) A facile and large-area fabrication method of superhydrophobic self-cleaning fluorinated polysiloxane/TiO2 nanocomposite coatings with long-term durability. J Mater Chem 21:6161. https://doi.org/10.1039/c0jm04546b
Yuan B, Guo M, Murugadoss V et al (2021) Immobilization of graphitic carbon nitride on wood surface via chemical crosslinking method for UV resistance and self-cleaning. Adv Compos Hybrid Mater 4:286–293. https://doi.org/10.1007/s42114-021-00235-y
Wu Y, Jia S, Qing Y et al (2016) A versatile and efficient method to fabricate durable superhydrophobic surfaces on wood, lignocellulosic fiber, glass, and metal substrates. J Mater Chem A 4:14111–14121. https://doi.org/10.1039/C6TA05259B
Gao L, Lu Y, Cao J et al (2015) Reversible photocontrol of wood-surface wettability between superhydrophilicity and superhydrophobicity based on a TiO 2 film. J Wood Chem Technol 35:365–373. https://doi.org/10.1080/02773813.2014.984078
Jirouš-Rajković V, Miklečić J (2021) Enhancing weathering resistance of wood—a review. Polymers 13:1980. https://doi.org/10.3390/polym13121980
Veloso RC, Souza A, Maia J et al (2021) Nanomaterials with high solar reflectance as an emerging path towards energy-efficient envelope systems: a review. J Mater Sci 56:19791–19839. https://doi.org/10.1007/s10853-021-06560-3
Xiang Lv, Wei, et al (2019) Superhydrophobic civil engineering materials: a review from recent developments. Coatings 9:753. https://doi.org/10.3390/coatings9110753
Das S, Kumar S, Samal SK et al (2018) A review on superhydrophobic polymer nanocoatings: recent development and applications. Ind Eng Chem Res 57:2727–2745. https://doi.org/10.1021/acs.iecr.7b04887
Aloui F, Ahajji A, Irmouli Y et al (2007) Inorganic UV absorbers for the photostabilisation of wood-clearcoating systems: comparison with organic UV absorbers. Appl Surf Sci 253:3737–3745. https://doi.org/10.1016/j.apsusc.2006.08.029
Althues H, Henle J, Kaskel S (2007) Functional inorganic nanofillers for transparent polymers. Chem Soc Rev 36:1454. https://doi.org/10.1039/b608177k
Haider AJ, Jameel ZN, Al-Hussaini IHM (2019) Review on: Titanium dioxide applications. Energy Procedia 157:17–29. https://doi.org/10.1016/j.egypro.2018.11.159
Winkler J (2014) Titandioxid: Produktion, Eigenschaften und effektiver Einsatz. 2. überarbeitete Auflage. Vincentz Network
Forsthuber B, Müller U, Teischinger A, Grüll G (2014) A note on evaluating the photocatalytical activity of anatase TiO2 during photooxidation of acrylic clear wood coatings by FTIR and mechanical characterization. Polym Degrad Stab 105:206–210
Scalarone D, Lazzari M, Chiantore O (2012) Acrylic protective coatings modified with titanium dioxide nanoparticles: Comparative study of stability under irradiation. Polym Degrad Stab 97:2136–2142. https://doi.org/10.1016/j.polymdegradstab.2012.08.014
Guo H, Klose D, Hou Y et al (2017) Highly efficient uv protection of the biomaterial wood by a transparent TiO 2 /Ce xerogel. ACS Appl Mater Interfaces 9:39040–39047. https://doi.org/10.1021/acsami.7b12574
Fufa SM, Jelle BP, Hovde PJ (2013) Durability, reaction to fire properties, and environmental impact of treated and untreated wooden claddings. Wood Mat Sci Eng 8:175–187. https://doi.org/10.1080/17480272.2013.803500
Xing D, Zhang Y, Jianpeng H, Yao L (2020) Highly hydrophobic and self-cleaning heat-treated larix spp. Prepared by TiO2 and ZnO particles onto wood surface. Coatings 10(10):986. https://doi.org/10.3390/coatings10100986
Gao L, Gan W, Xiao S et al (2016) A robust superhydrophobic antibacterial Ag–TiO2 composite film immobilized on wood substrate for photodegradation of phenol under visible-light illumination. Ceram Int 42:2170–2179. https://doi.org/10.1016/j.ceramint.2015.10.002
Wang C, Piao C, Lucas C (2011) Synthesis and characterization of superhydrophobic wood surfaces. J Appl Polym Sci 119:1667–1672. https://doi.org/10.1002/app.32844
Wang K, Dong Y, Yan Y et al (2017) Highly hydrophobic and self-cleaning bulk wood prepared by grafting long-chain alkyl onto wood cell walls. Wood Sci Technol 51:395–411. https://doi.org/10.1007/s00226-016-0862-9
Hill CAS, Cetin NS, Quinney RF et al (2001) An investigation of the potential for chemical modification and subsequent polymeric grafting as a means of protecting wood against photodegradation. Polym Degrad Stab 72:133–139. https://doi.org/10.1016/S0141-3910(01)00007-6
Petrič M (2013) Surface modification of wood. Rev Adhes Adhes 1(2):216–247. https://doi.org/10.7569/RAA.2013.097308
Poohphajai F, Sandak J, Sailer M et al (2021) Bioinspired living coating system in service: evaluation of the wood protected with biofinish during one-year natural weathering. Coatings 11:701. https://doi.org/10.3390/coatings11060701
Grüll G, Truskaller M, Podgorski L et al (2011) Maintenance procedures and definition of limit states for exterior wood coatings. Eur J Wood Prod 69:443–450. https://doi.org/10.1007/s00107-010-0469-z
Dingemans LM, Papadakis VM, Liu P, et al. (2015) Optical coherence tomography complemented by hyperspectral imaging for the study of protective wood coatings. In: Pezzati L, Targowski P (eds.), Munich, p 952708
Lerma JL (2005) Automatic plotting of architectural facades with multispectral images. J Surv Eng 131:73–77. https://doi.org/10.1061/(ASCE)0733-9453(2005)131:3(73)
Kiguchi M, Evans PD (1998) Photostabilisation of wood surfaces using a grafted benzophenone UV absorber. Polym Degrad Stab 61:33–45. https://doi.org/10.1016/S0141-3910(97)00124-9
Pánek M, Oberhofnerová E, Zeidler A, Šedivka P (2017) Efficacy of hydrophobic coatings in protecting oak wood surfaces during accelerated weathering. Coatings 7:172. https://doi.org/10.3390/coatings7100172
Oberhofnerová E, Pánek M, Podlena M et al (2019) Color stabilization of siberian and european larch wood using UVA, HALS, and nanoparticle pretreatments. Forests 10:23. https://doi.org/10.3390/f10010023
Forsthuber B, Grüll G (2010) The effects of HALS in the prevention of photo-degradation of acrylic clear topcoats and wooden surfaces. Polym Degrad Stab 95:746–755. https://doi.org/10.1016/j.polymdegradstab.2010.02.016
Hayoz P, Peter W, Rogez D (2003) A new innovative stabilization method for the protection of natural wood. Prog Org Coat 48:297–309. https://doi.org/10.1016/S0300-9440(03)00102-4
Schaller C, Rogez D (2007) New approaches in wood coating stabilization. J Coat Technol Res 4:401–409. https://doi.org/10.1007/s11998-007-9049-5
Dawson BSW, Singh AP, Kroese HW et al (2008) Enhancing exterior performance of clear coatings through photostabilization of wooden surfaces. Part 1: treatment and characterization. J Coat Technol Res 5:193–206. https://doi.org/10.1007/s11998-008-9089-5
Jebrane M, Sèbe G, Cullis I, Evans PD (2009) Photostabilisation of wood using aromatic vinyl esters. Polym Degrad Stab 94:151–157. https://doi.org/10.1016/j.polymdegradstab.2008.11.013
Evans PD, Owen NL, Schmid S, Webster RD (2002) Weathering and photostability of benzoylated wood. Polym Degrad Stab 76:291–303. https://doi.org/10.1016/S0141-3910(02)00026-5
Chang S-T, Chang H-T (2001) Comparisons of the photostability of esterified wood. Polym Degrad Stab 71:261–266. https://doi.org/10.1016/S0141-3910(00)00171-3
Chang H-T, Su Y-C, Chang S-T (2006) Studies on photostability of butyrylated, milled wood lignin using spectroscopic analyses. Polym Degrad Stab 91:816–822. https://doi.org/10.1016/j.polymdegradstab.2005.06.010
Williams RS (1983) Effect of grafted UV stabilizers on wood surface erosion and clear coating performance. J Appl Polym Sci 28:2093–2103. https://doi.org/10.1002/app.1983.070280621
Kiguchi M, Evans P, Ekstedt J et al (2001) Improvement of the durability of clear coatings by grafting of UV-absorbers on to wood. Surface Coatings International Part B: Coatings Transactions 84:263–270. https://doi.org/10.1007/BF02700407
Rassam G, Abdi Y, Abdi A (2012) Deposition of TiO 2 nano-particles on wood surfaces for UV and moisture protection. J Exp Nanosci 7:468–476. https://doi.org/10.1080/17458080.2010.538086
Machado AEH, Furuyama AM, Falone SZ et al (2000) Photocatalytic degradation of lignin and lignin models, using titanium dioxide: the role of the hydroxyl radical. Chemosphere 40:115–124. https://doi.org/10.1016/S0045-6535(99)00269-6
Schultz TP, Nicholas DD, Preston AF (2007) A brief review of the past, present and future of wood preservation. Pest Manag Sci 63:784–788. https://doi.org/10.1002/ps.1386
Mai C, Militz H (2004) Modification of wood with silicon compounds. Treatment systems based on organic silicon compounds? A review. Wood Sci Technol 37:453–461. https://doi.org/10.1007/s00226-004-0225-9
Moya R, Berrocal A, Rodriguez-Zuñiga A et al (2014) Effect of silver nanoparticles on white-rot wood decay and some physical properties of three tropical wood species. Wood Fiber Sci 46:527–538
Civardi C, Schwarze FWMR, Wick P (2015) Micronized copper wood preservatives: An efficiency and potential health risk assessment for copper-based nanoparticles. Environ Pollut 200:126–132. https://doi.org/10.1016/j.envpol.2015.02.018
Brinch A, Hansen S, Hartmann N, Baun A (2016) EU regulation of nanobiocides: challenges in implementing the biocidal product regulation (BPR). Nanomaterials 6:33. https://doi.org/10.3390/nano6020033
Mackevica A, Revilla P, Brinch A, Hansen SF (2016) Current uses of nanomaterials in biocidal products and treated articles in the EU. Environ Sci: Nano 3:1195–1205. https://doi.org/10.1039/C6EN00212A
Singh T, Singh AP (2012) A review on natural products as wood protectant. Wood Sci Technol 46:851–870. https://doi.org/10.1007/s00226-011-0448-5
Broda M (2020) Natural compounds for wood protection against fungi—a review. Molecules 25:3538. https://doi.org/10.3390/molecules25153538
Barbero-López A, Akkanen J, Lappalainen R et al (2021) Bio-based wood preservatives: Their efficiency, leaching and ecotoxicity compared to a commercial wood preservative. Sci Total Environ 753:142013. https://doi.org/10.1016/j.scitotenv.2020.142013
Li J, Li B, Zhang J, Zhou X (2019) Tannin Resins for Wood Preservatives: A Review. Res Appl Mater Sci 1:45–48. https://doi.org/10.33142/msra.v1i1.667
Hu J, Thevenon M-F, Palanti S, Tondi G (2017) Tannin-caprolactam and Tannin-PEG formulations as outdoor wood preservatives: biological properties. Ann For Sci 74:18. https://doi.org/10.1007/s13595-016-0606-x
Tarmian A, Zahedi Tajrishi I, Oladi R, Efhamisisi D (2020) Treatability of wood for pressure treatment processes: a literature review. Eur J Wood Prod 78:635–660. https://doi.org/10.1007/s00107-020-01541-w
EN 351–1 (2007) Durability of wood and wood-based products - Preservative-treated solid wood—Part 1: classification of preservative penetration and retention
Evans PD (2016) The effects of incising on the checking of wood: a review. Int Wood Prod J 7:12–25. https://doi.org/10.1080/20426445.2015.1112936
Nath S, Waugh DG, Ormondroyd GA et al (2020) CO2 laser interactions with wood tissues during single pulse laser-incision. Opt Laser Technol 126:106069. https://doi.org/10.1016/j.optlastec.2020.106069
LeVan S, Winandy J (1990) Effects of fire retardant treatments on wood strength: a review. Wood Fiber Sci 22:113–131
Marney DCO, Russell LJ (2008) Combined fire retardant and wood preservative treatments for outdoor wood applications—a review of the literature. Fire Technol 44:1–14. https://doi.org/10.1007/s10694-007-0016-6
Lowden L, Hull T (2013) Flammability behaviour of wood and a review of the methods for its reduction. Fire Sci Rev 2:4. https://doi.org/10.1186/2193-0414-2-4
Östman B, Voss A, Hughes A et al (2001) Durability of fire retardant treated wood products at humid and exterior conditions review of literature: durability of fire retardant wood products. Fire Mater 25:95–104. https://doi.org/10.1002/fam.758
Soltani A, Hosseinpourpia R, Adamopoulos S, Taghiyari HR, Ghaffari E (2016) Effects of heat-treatment and nano-wollastonite impregnation on fire properties of solid wood. BioResources. https://doi.org/10.15376/biores.11.4.8953-8967
Östman BA-L, Tsantaridis LD (2017) Durability of the reaction to fire performance of fire-retardant-treated wood products in exterior applications—a 10-year report. Int Wood Prod J 8:94–100. https://doi.org/10.1080/20426445.2017.1330229
Stefansson P, Burud I, Thiis T, Gobakken L, Larnøy E (2018) Estimation of phosphorus-based flame retardant in wood by hyperspectral imaging—a new method. J Spectr Imaging. https://doi.org/10.1255/jsi.2018.a3
Lin C-F, Karlsson O, Mantanis GI, Sandberg D (2020) Fire performance and leach resistance of pine wood impregnated with guanyl-urea phosphate/boric acid and a melamine-formaldehyde resin. Eur J Wood Prod 78:107–111. https://doi.org/10.1007/s00107-019-01483-y
Abd El-Wahab H, Abd El-Fattah M, Abd El-Khalik N, Kazlauciunas A (2015) Synthesis and performance of new modified reactive flame-retardant alkyd resin based on tetrabromophthalic anhydride as varnish for surface coatings. J Coat Technol Res 12:97–105. https://doi.org/10.1007/s11998-014-9615-6
Lu S-Y, Hamerton I (2002) Recent developments in the chemistry of halogen-free flame retardant polymers. Prog Polym Sci 27:1661–1712. https://doi.org/10.1016/S0079-6700(02)00018-7
Tomak ED, Baysal E, Peker H (2012) The effect of some wood preservatives on the thermal degradation of Scots pine. Thermochim Acta 547:76–82. https://doi.org/10.1016/j.tca.2012.08.007
Dogan M, Dogan SD, Savas LA et al (2021) Flame retardant effect of boron compounds in polymeric materials. Compos B Eng 222:109088. https://doi.org/10.1016/j.compositesb.2021.109088
Guo C, Wang S, Wang Q (2018) Synergistic effect of treatment with disodium octaborate tetrahydrateand guanyl urea phosphate on flammability of pine wood. Eur J Wood Prod 76:213–220. https://doi.org/10.1007/s00107-017-1171-1
Bolt HM, Başaran N, Duydu Y (2020) Effects of boron compounds on human reproduction. Arch Toxicol 94:717–724. https://doi.org/10.1007/s00204-020-02700-x
Pereyra AM, Giudice CA (2009) Flame-retardant impregnants for woods based on alkaline silicates. Fire Saf J 44:497–503. https://doi.org/10.1016/j.firesaf.2008.10.004
Jin E, Chung Y-J (2020) Fire risk assessment of cypress wood coated with metal oxide and metal silicate flame retardant using cone calorimeter. J Fire Sci 38:504–521. https://doi.org/10.1177/0734904120948215
Kazmina O, Lebedeva E, Mitina N, Kuzmenko A (2018) Fire-proof silicate coatings with magnesium-containing fire retardant. J Coat Technol Res 15:543–554. https://doi.org/10.1007/s11998-017-0010-y
Zhang X, Mu J, Chu D, Zhao Y (2016) Synthesis of fire retardants based on N and P and poly(sodium silicate-aluminum dihydrogen phosphate) (PSADP) and testing the flame-retardant properties of PSADP impregnated poplar wood. Holzforschung 70:341–350. https://doi.org/10.1515/hf-2014-0362
Hu X, Sun Z (2021) Nano CaAlCO3-layered double hydroxide-doped intumescent fire-retardant coating for mitigating wood fire hazards. J of Buil Eng 44:102987. https://doi.org/10.1016/j.jobe.2021.102987
Xu Z, Deng N, Yan L (2020) Flame retardancy and smoke suppression properties of transparent intumescent fire-retardant coatings reinforced with layered double hydroxides. J Coat Technol Res 17:157–169. https://doi.org/10.1007/s11998-019-00249-8
Ma T, Li L, Wang Q, Guo C (2020) Targeted synthesis of Zn-based porous aromatic framework for enhancing fire safety and anti-corrosion performance of wood substrate. Compos B Eng 183:107697. https://doi.org/10.1016/j.compositesb.2019.107697
Zhao F, Tang T, Hou S, Fu Y (2020) Preparation and synergistic effect of chitosan/sodium phytate/mgo nanoparticle fire-retardant coatings on wood substrate through layer-by-layer self-assembly. Coatings 10:848. https://doi.org/10.3390/coatings10090848
Hu X, Luo Y, Liu W, Sun Z (2022) Synergistic interaction between inorganic layered materials and intumescent fire retardants for advanced fire protection. Carbon 187:290–301. https://doi.org/10.1016/j.carbon.2021.11.025
Xu Z, Zhou H, Yan L, Jia H (2020) Comparative study of the fire protection performance and thermal stability of intumescent fire-retardant coatings filled with three types of clay nano-fillers. Fire Mater 44:112–120. https://doi.org/10.1002/fam.2780
Taghiyari HR (2012) Fire-retarding properties of nano-silver in solid woods. Wood Sci Technol 46:939–952. https://doi.org/10.1007/s00226-011-0455-6
Pabeliña KG, Lumban CO, Ramos HJ (2012) Plasma impregnation of wood with fire retardants. Nucl Instrum Methods Phys Res, Sect B 272:365–369. https://doi.org/10.1016/j.nimb.2011.01.102
Sandberg D, Kutnar A, Mantanis G (2017) Wood modification technologies—a review. iFor Biogeosci For 10(6):895–908. https://doi.org/10.3832/ifor2380-010
Jones D, Sandberg D (2020) A review of wood modification globally—updated findings from COST FP1407. Interdiscip Perspect Built Environ. https://doi.org/10.37947/ipbe.2020.vol1.1
Gérardin P (2016) New alternatives for wood preservation based on thermal and chemical modification of wood—a review. Ann For Sci 73:559–570. https://doi.org/10.1007/s13595-015-0531-4
Spear MJ, Curling SF, Dimitriou A, Ormondroyd GA (2021) Review of functional treatments for modified wood. Coatings 11:327. https://doi.org/10.3390/coatings11030327
Xie Y, Fu Q, Wang Q et al (2013) Effects of chemical modification on the mechanical properties of wood. Eur J Wood Prod 71:401–416. https://doi.org/10.1007/s00107-013-0693-4
Petrovski A, Petrovska-Hristovska L, Ivanovic-Sekularac JA, Sekularac ND (2020) Assessment of the sustainability of facade refurbishment. Therm Sci 24:991–1006. https://doi.org/10.2298/TSCI190218307P
Búryová D, Sedlák P (2021) Life cycle assessment of coated and thermally modified wood façades. Coatings 11:1487. https://doi.org/10.3390/coatings11121487
Sandberg D, Kutnar A, Karlsson O, Jones D (2021) Wood modification technologies: principles, sustainability, and the need for innovation, 1st edn. CRC Press/Taylor & Francis Group, Boca Raton
Jones D, Sandberg D, Goli G, Todaro L (eds) (2020) Wood modification in europe: a state-of-the-art about processes, products and applications. Firenze University Press, Florence
Herrera R, Sandak J, Robles E et al (2018) Weathering resistance of thermally modified wood finished with coatings of diverse formulations. Prog Org Coat 119:145–154. https://doi.org/10.1016/j.porgcoat.2018.02.015
Herrera R, Arrese A, de Hoyos-Martinez PL et al (2018) Evolution of thermally modified wood properties exposed to natural and artificial weathering and its potential as an element for façades systems. Constr Build Mater 172:233–242. https://doi.org/10.1016/j.conbuildmat.2018.03.157
Čekovská H, Gaff M, Osvald A, Kačík F, Kubš J, Kaplan L (2016) Fire resistance of thermally modified spruce wood. BioResources. https://doi.org/10.15376/biores.12.1.947-959
Hill C, Altgen M, Rautkari L (2021) Thermal modification of wood—a review: chemical changes and hygroscopicity. J Mater Sci 56:6581–6614. https://doi.org/10.1007/s10853-020-05722-z
Humar M, Lesar B, Kržišnik D (2020) Moisture performance of façade elements made of thermally modified norway spruce wood. Forests 11:348. https://doi.org/10.3390/f11030348
Metsä-Kortelainen S, Viitanen H (2012) Wettability of sapwood and heartwood of thermally modified Norway spruce and Scots pine. Eur J Wood Wood Prod 70:135–139q. https://doi.org/10.1007/s00107-011-0523-5
Metsä-Kortelainen S, Antikainen T, Viitaniemi P (2006) The water absorption of sapwood and heartwood of Scots pine and Norway spruce heat-treated at 170 °C, 190 °C, 210 °C and 230 °C. Holz Roh Werkst 64:192–197. https://doi.org/10.1007/s00107-005-0063-y
Metsä-Kortelainen S, Viitanen H (2011) Wettability of sapwood and heartwood of thermally modified Norway spruce and Scots pine. Eur J Wood Wood Prod 70(1–3):135–139. https://doi.org/10.1007/s00107-011-0523-5
Jirouš-Rajković V, Miklečić J (2019) Heat-treated wood as a substrate for coatings, weathering of heat-treated wood, and coating performance on heat-treated wood. Adv Mater Sci Eng 2019:1–9. https://doi.org/10.1155/2019/8621486
Altgen M, Militz H (2016) Photodegradation of thermally-modified Scots pine and Norway spruce investigated on thin micro-veneers. Eur J Wood Wood Prod 74:185–190
Ayadi N, Lejeune F, Charrier F et al (2003) Color stability of heat-treated wood during artificial weathering. Eur J Wood Wood Prod 61:221–226. https://doi.org/10.1007/s00107-003-0389-2
Huang X, Kocaefe D, Kocaefe Y et al (2012) Changes in wettability of heat-treated wood due to artificial weathering. Wood Sci Technol 46:1215–1237. https://doi.org/10.1007/s00226-012-0479-6
Cirule D, Sansonetti E, Andersone I et al (2021) Enhancing thermally modified wood stability against discoloration. Coatings 11:81. https://doi.org/10.3390/coatings11010081
Jämsä S, Ahola P, Viitaniemi P (2000) Long-term natural weathering of coated ThermoWood. Pigm Resin Technol 29:68–74
Hughes M, Hill C, Pfriem A (2015) The toughness of hygrothermally modified wood. Holzforschung 69(7):851–862. https://doi.org/10.1515/hf-2014-0184
Gašparík M, Barcík Š, Borůvka V, Holeček T (2015) Impact of thermal modification of spruce wood on screw direct withdrawal load resistance. BioResources. https://doi.org/10.15376/biores.10.1.1790-1802
Barcík Š, Gašparík M, Horejš P (2014) Influence of thermal modification on nail withdrawal strength of spruce wood. BioResources. https://doi.org/10.15376/biores.9.4.5963-5975
Rowell RM, Dickerson JP (2014) Acetylation of Wood. In: Schultz TP, Goodell B, Nicholas DD (eds) ACS Symposium Series. American Chemical Society, Washington, DC, pp 301–327
Dunningham EA, Plackett DV, Singh AP (1992) Weathering of chemically modified wood. Holz als Roh-und Werkstoff 50:429–432. https://doi.org/10.1007/BF02662780
Hill CAS (2009) Why does acetylation protect wood from microbiological attack? Wood Mat Sci Eng 4:37–45. https://doi.org/10.1080/17480270903249409
Lie SK, Vestøl GI, Høibø O, Gobakken LR (2019) Visual appearance of unpainted wood: mould coverage, lightness and uniformity. Int Wood Prod J 10:9–15. https://doi.org/10.1080/20426445.2019.1569299
Mitsui K (2010) Acetylation of wood causes photobleaching. J Photochem Photobiol, B 101:210–214. https://doi.org/10.1016/j.jphotobiol.2010.07.005
Sandak A, Földvári-Nagy E, Poohphajai F et al (2021) Hybrid approach for wood modification: characterization and evaluation of weathering resistance of coatings on acetylated wood. Coatings 11:658. https://doi.org/10.3390/coatings11060658
Rabe S, Klack P, Bahr H, Schartel B (2020) Assessing the fire behavior of woods modified by N-methylol crosslinking, thermal treatment, and acetylation. Fire Mater 44:530–539. https://doi.org/10.1002/fam.2809
Lande S, Westin M, Schneider M (2008) Development of modified wood products based on furan chemistry. Mol Cryst Liq Cryst 484(1):1/[367]-12/[378]. https://doi.org/10.1080/15421400801901456
Thygesen LG, Ehmcke G, Barsberg S, Pilgård A (2020) Furfurylation result of Radiata pine depends on the solvent. Wood Sci Technol 54:929–942. https://doi.org/10.1007/s00226-020-01194-1
Biziks V, Bicke S, Militz H (2019) Penetration depth of phenol-formaldehyde (PF) resin into beech wood studied by light microscopy. Wood Sci Technol 53:165–176. https://doi.org/10.1007/s00226-018-1058-2
Emmerich L, Bollmus S, Militz H (2019) Wood modification with DMDHEU (1.3-dimethylol-4.5-dihydroxyethyleneurea)—state of the art, recent research activities and future perspectives. Wood Mat Sci Eng 14:3–18. https://doi.org/10.1080/17480272.2017.1417907
Evans PD, Kraushaar Gibson S, Cullis I et al (2013) Photostabilization of wood using low molecular weight phenol formaldehyde resin and hindered amine light stabilizer. Polym Degrad Stab 98:158–168. https://doi.org/10.1016/j.polymdegradstab.2012.10.015
Basak S, Raja ASM, Saxena S, Patil PG (2021) Tannin based polyphenolic bio-macromolecules: creating a new era towards sustainable flame retardancy of polymers. Polym Degrad Stab 189:109603. https://doi.org/10.1016/j.polymdegradstab.2021.109603
Jiang T, Feng X, Wang Q et al (2014) Fire performance of oak wood modified with N-methylol resin and methylolated guanylurea phosphate/boric acid-based fire retardant. Constr Build Mater 72:1–6. https://doi.org/10.1016/j.conbuildmat.2014.09.004
Sandak A, Sandak J, Brzezicki M, Kutnar A (2019) Best Practices. Bio-based Building Skin. Springer, Singapore, pp 99–125
Hasburgh LE, Zelinka SL, Bishell AB, Kirker GT (2021) Durability and fire performance of charred wood siding (Shou Sugi Ban). Forests 12:1262. https://doi.org/10.3390/f12091262
Buksans E, Laiveniece L, Lubinskis V (2021) Solid wood surface modification by charring and its impact on reaction to fire performance
Kymäläinen M, Hautamäki S, Lillqvist K et al (2017) Surface modification of solid wood by charring. J Mater Sci 52:6111–6119. https://doi.org/10.1007/s10853-017-0850-y
Kymäläinen M, Turunen H, Čermák P et al (2018) Sorption-related characteristics of surface charred spruce wood. Materials 11:2083. https://doi.org/10.3390/ma11112083
Morozovs A, Laiveniece L, Lubinskis V (2021) Wood one-side surface charring of timber for claddings or recycled wood
Ebner DH, Barbu M-C, Klaushofer J, Čermák P (2021) Surface modification of spruce and fir sawn-timber by charring in the traditional Japanese method—yakisugi. Polymers 13:1662. https://doi.org/10.3390/polym13101662
Blom I, Itard L, Meijer A (2010) Environmental impact of dwellings in use: maintenance of façade components. Build Environ 45:2526–2538. https://doi.org/10.1016/j.buildenv.2010.05.015
Prieto AJ, Silva A, de Brito J, Macias-Bernal JM (2018) Serviceability of facade claddings. Build Res Inf 46:179–190. https://doi.org/10.1080/09613218.2016.1264808
Häkkinen T (2012) Systematic method for the sustainability analysis of refurbishment concepts of exterior walls. Constr Build Mater 37:783–790. https://doi.org/10.1016/j.conbuildmat.2012.07.084
Finch G, Marriage G, Pelosi A, Gjerde M (2021) Building envelope systems for the circular economy; evaluation parameters, current performance and key challenges. Sustain Cities Soc 64:102561. https://doi.org/10.1016/j.scs.2020.102561
Moussavi Nadoushani ZS, Akbarnezhad A, Ferre Jornet J, Xiao J (2017) Multi-criteria selection of façade systems based on sustainability criteria. Build Environ 121:67–78. https://doi.org/10.1016/j.buildenv.2017.05.016
Anastaselos D, Oxizidis S, Papadopoulos AM (2011) Energy, environmental and economic optimization of thermal insulation solutions by means of an integrated decision support system. Energy Build 43:686–694. https://doi.org/10.1016/j.enbuild.2010.11.013
Minkov N, Lehmann A, Finkbeiner M (2020) The product environmental footprint communication at the crossroad: integration into or co-existence with the European Ecolabel? Int J Life Cycle Assess 25:508–522. https://doi.org/10.1007/s11367-019-01715-6
Marsh R, Nygaard Rasmussen F, Birgisdottir H (2018) Embodied carbon tools for architects and clients early in the design process. In: Pomponi F, De Wolf C, Moncaster A (eds) Embodied carbon in buildings. Springer International Publishing, Cham, pp 167–190
Pomponi F, D’Amico B (2017) Holistic study of a timber double skin façade: whole life carbon emissions and structural optimisation. Build Environ 124:42–56. https://doi.org/10.1016/j.buildenv.2017.07.046
Bhandari KP, Collier JM, Ellingson RJ, Apul DS (2015) Energy payback time (EPBT) and energy return on energy invested (EROI) of solar photovoltaic systems: a systematic review and meta-analysis. Renew Sustain Energy Rev 47:133–141. https://doi.org/10.1016/j.rser.2015.02.057
Hesser F, Wohner B, Meints T et al (2017) Integration of LCA in R&D by applying the concept of payback period: case study of a modified multilayer wood parquet. Int J Life Cycle Assess 22:307–316. https://doi.org/10.1007/s11367-016-1173-y
Hossain Y, Marsik T (2019) Conducting life cycle assessments (lcas) to determine carbon payback: a case study of a highly energy-efficient house in rural alaska. Energies 12:1732. https://doi.org/10.3390/en12091732
Pingoud K, Ekholm T, Savolainen I (2012) Global warming potential factors and warming payback time as climate indicators of forest biomass use. Mitig Adapt Strateg Glob Change 17:369–386. https://doi.org/10.1007/s11027-011-9331-9
Zhang C, Hu M, Laclau B et al (2021) Energy-carbon-investment payback analysis of prefabricated envelope-cladding system for building energy renovation: Cases in Spain, the Netherlands, and Sweden. Renew Sustain Energy Rev 145:111077. https://doi.org/10.1016/j.rser.2021.111077
Tellnes LGF, Gobakken LR, Flæte PO, Alfredsen G (2014) Carbon footprint including effect of carbon storage for selected wooden facade materials. Wood Mat Sci Eng 9:139–143. https://doi.org/10.1080/17480272.2014.904432
Ramage MH, Burridge H, Busse-Wicher M et al (2017) The wood from the trees: the use of timber in construction. Renew Sustain Energy Rev 68:333–359. https://doi.org/10.1016/j.rser.2016.09.107
Monahan J, Powell JC (2011) An embodied carbon and energy analysis of modern methods of construction in housing: a case study using a lifecycle assessment framework. Energy Build 43:179–188. https://doi.org/10.1016/j.enbuild.2010.09.005
Kovacic I, Waltenbereger L, Gourlis G (2016) Tool for life cycle analysis of facade-systems for industrial buildings. J Clean Prod 130:260–272. https://doi.org/10.1016/j.jclepro.2015.10.063
Pajchrowski G, Noskowiak A, Lewandowska A, Strykowski W (2014) Wood as a building material in the light of environmental assessment of full life cycle of four buildings. Constr Build Mater 52:428–436. https://doi.org/10.1016/j.conbuildmat.2013.11.066
Petersen AK, Solberg B (2005) Environmental and economic impacts of substitution between wood products and alternative materials: a review of micro-level analyses from Norway and Sweden. Forest Policy Econ 7:249–259. https://doi.org/10.1016/S1389-9341(03)00063-7
Pingoud K, Perälä A-L, Pussinen A (2001) Carbon dynamics in wood products. Mitig Adapt Strat Glob Change 6:91–111. https://doi.org/10.1023/A:1011353806845
Tellnes LG, Ganne-Chedeville C, Dias A, Dolezal F, Hill C, Zea Escamilla E (2017) Comparative assessment for biogenic carbon accounting methods in carbon footprint of products: a review study for construction materials based on forest products. iFores Biogeosci Fores 10(5):815–823. https://doi.org/10.3832/ifor2386-010
Larsson M, Wålinder M, Falk A (2018) Teleodynamic timber façades. front. Built Environ 4:37. https://doi.org/10.3389/fbuil.2018.00037
Acknowledgements
The authors wish to thank the anonymous referees who gave their time voluntarily conducting thorough reviews and who made many useful suggestions for improving the original manuscript.
Funding
Open Access funding provided by Aalto University.
Author information
Authors and Affiliations
Contributions
MK and LR were involved in the conceptualisation of the paper and development of the structure. CASH wrote the first draft and produced chemical formulae. MK reviewed, corrected and rewrote sections of the first draft to produce the second draft. MK also produced the figures unless otherwise stated. CASH produced the final draft after corrections of second draft by LR. CH and MK undertook the revisions requested by the referees.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Stephen Eichhorn.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hill, C., Kymäläinen, M. & Rautkari, L. Review of the use of solid wood as an external cladding material in the built environment. J Mater Sci 57, 9031–9076 (2022). https://doi.org/10.1007/s10853-022-07211-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-07211-x