
Abstract
Active brazing is a commonly used method for joining dissimilar materials with at least one non-metallic component. In the present study, joining of SiO2 glass to 316L stainless steel was performed utilizing Bi–Ag-based solders. Ti up to a concentration of 4 and Mg up to 1 wt.% were added as active elements. Microstructures of the solder alloys in the as-cast state and of cross sections of the joined compounds were analysed using scanning electron microscopy and energy-dispersive X-ray spectroscopy. In the as-cast state of the solder, Ti is found in Bi–Ti intermetallic phases; Mg is partially dissolved in the fcc-(Ag) phase and additionally contained in a ternary Ag-Bi-Mg phase. After soldering, a tight joint was generated using several alloy compositions. Ti leads to the formation of reaction products at the steel/solder and glass/solder interfaces, and Mg is exclusively accumulated at the glass/solder interface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Besides the optical transparency of SiO2 glass, its thermal stability is one of the reasons for its increasing use, e.g. as packaging material for electronic and optical devices [1, 2] or for viewing and measuring windows in vacuum applications [3, 4]. Many of such applications require joining of the SiO2 glass and a metallic substrate. Various techniques such as brazing and soldering [5], mechanical [6], adhesive [7], anodic [8] and diffusion [9] bonding are utilized for joining dissimilar materials (e.g. metal/ceramics and metal/glass joints). Each method exhibits specific advantages and drawbacks [10]. In order to solder/braze non-metallic materials, sufficient wetting of the substrate by the solder alloy is a prerequisite. Wetting may be achieved by metallization of the substrate surfaces prior to the joining process [11], but an alternative, frequently used approach is adding chemically active elements, most commonly Ti, Zr and Hf to the solder alloy [12,13,14,15]. Furthermore, the use of Mg [16,17,18], V [19, 20], Ta [21, 22], Cr [23], Nb [24] and rare earth elements such as La [25, 26] and Lu [27] is also reported in the literature. Wetting with the aid of active elements is associated with their enrichment at the substrate/solder interface, reaction with the substrate and consequently the formation of a reaction phase layer [28,29,30,31].
In order to ensure a reaction between the active elements and the substrate, activation of the solder alloy is necessary, e.g. by exposure to high temperature or by mechanical agitation utilizing ultrasound [12]. The processes of wetting, interfacial reactions and the formation mechanism of bonding between active solders and SiO2 surfaces have been investigated by various authors, mainly using Ag–Cu-Ti [32,33,34,35,36] and Sn-Ag-Ti-based alloys at relatively high brazing/soldering temperatures [37] and with ultrasonic agitation of the molten solder [38, 39], respectively.
In the present work, we focus on active solder alloys on the basis of eutectic Ag-Bi, an alloy system with an equilibrium eutectic temperature of 262.5 °C [40]. The potential of Bi-Ag alloys as a substitute material for Pb-containing solders for high soft soldering temperature applications has been demonstrated by various authors [41,42,43,44,45,46,47,48,49,50,51]. Furthermore, Koleňák et al. [25] and Šuryová et al. [52] showed the possibility of joining ceramics (Al2O3 and SiC) with Cu using Bi-Ag-based alloys with small additions of La and Ti as active elements; these authors used ultrasound to enhance wetting during the soldering process. In the present study, Ti in combination with Mg were selected as reactive elements. Three Bi-Ag-Ti and Bi-Ag-Ti-Mg alloy compositions were investigated concerning their suitability for joining stainless steel 316L and SiO2 glass. Interaction with the substrate surfaces was assessed via scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDX).
Materials and methods
Based on studies of one of the present authors [41] on mechanical properties, wetting behaviour and thermal conductivity of Bi-Ag alloys as a function of Ag content, a starting composition of the binary alloy of Bi-12 wt.% Ag was selected. Different amounts of Ti are added as active element. The maximum Ti content was below 4 wt.% in order to avoid excessive formation of intermetallic compounds at the substrate/solder interface and to maintain a sufficiently low liquidus temperature of the solder alloy. Additionally, up to 1 wt.% Mg was added due its high reactivity with the SiO2 substrate [53, 54]. Nominal compositions of the solder alloys are displayed in Table 1.
The alloys were manufactured in a two-step process, considering that the high melting point of Ti combined with the large density differences between Ti and the other components may lead to inhomogeneity, oxidation and excessive evaporation. In a first step, an Ag-Ti alloy with a composition yielding the correct final Ti content in the solder was produced via inductive levitation melting using a cold wall crucible under Ar atmosphere. In a second step, the final solder alloys were induction melted in an Al2O3 crucible in air atmosphere using the Ag-Ti alloy as master alloy and adding Bi or a combination of Bi and Mg, respectively. The solder alloys in the as-cast state were ground with SiC abrasive paper up to a grit of 4000 # and polished with 3 and 1 µm polycrystalline diamond suspension. After metallographic preparation, microstructures were analysed by SEM in the backscattered electron (BSE) mode and EDX (EVO 40, Carl Zeiss, Germany).
SiO2 glass and stainless steel 316L (Goodfellow Cambridge Limited, UK) were used as substrates. The composition of the steel substrate as determined by EDX is listed in Table 2.
Prior to the joining process, the substrate materials were laser-cut to a dimension of 10 × 10 × 2 mm, polished with 1 µm polycrystalline diamond suspension, cleaned in an ultrasonic bath with isopropanol, and rinsed with distilled water. The solder alloys were cut in plates with a size of 5 × 5 × 0.3 mm. (The smaller size of the solder plates was chosen so as to get some information of the spreading/wetting behaviour.) After ultrasonic cleaning with isopropanol, the plates were placed between the two substrate materials in an Al2O3 crucible and loaded with a piece of C45 steel (mass: 40 g) to ensure contact between the substrates and the molten solder. In order to avoid oxidation, soldering was conducted under purified Ar atmosphere (< 2 ppm O2, H2O) using a muffle furnace (LM-112, Lynn High Term, Germany) placed in a glove box. The stacked assembly steel/solder/SiO2 glass and the heat cycle curve used in the soldering experiments are displayed in Fig. 1. A joining temperature of 780 °C was chosen to achieve the necessary activity of Ti and Mg in the molten solder and consequently ensure a reaction with the substrates. Further increase in the soldering temperature led to crack formation in the SiO2 glass after cooling, caused by thermally induced stress.

Experimental set-up a, and exemplary heat cycle curve used in the soldering experiments b
After the soldering experiments, the samples were mounted in epoxy resin with added Ni filler, and cross sections of the samples were metallographically prepared following the above-mentioned procedure. The interfaces in the SiO2 glass/solder/steel assembly and the microstructures of the solder were analysed utilizing SEM in the BSE mode. Prior to SEM analysis, the samples were coated with carbon (S150B Sputter Coater, Edwards, UK) to avoid charging effects due to the poor conductivity of the SiO2 glass. The chemical composition and element distribution were investigated by EDX (EVO 40, Carl Zeiss, Germany) using an acceleration voltage 20 kV.
Results
Solder microstructure in the as-cast state
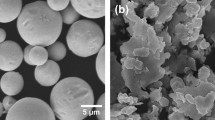
Exemplary microstructures of the solder alloys are shown in Fig. 2. The different components of the microstructure are labelled with numbers, and the compositions measured by EDX as well as the attributed phases at the marked positions are listed in Table 3.

SEM images of Bi-12 wt.% Ag-xTi (x = 0.5, 2.0 and 4.0 wt.%) (a, b, c), and Bi-12 wt.% Ag-xTi-yMg (x = 0.5 and 1.0 wt.%; y = 0.5 and 1.0 wt.%) in the as-cast state
Primary fcc-(Ag) phase and Ag-Bi eutectic are observed in all alloys. All alloys also show Bi-Ti phases, the amount of which increases with increasing Ti content. XRD structural analysis was not carried out, but according to their composition these phases can be safely assumed to be Bi2Ti and Bi3Ti2, respectively, i.e. the two most Bi-rich equilibrium phases in the Bi-Ti system [55]. The presence of the Bi3Ti2 phase is only observed in alloys with a nominal Ti content of > 1 wt.% (alloys A2, A3 and B3).
Mg in the as-cast microstructure is completely (alloy B1) or partially (alloys B2 and B3) dissolved in the Ag phase. A maximum concentration of 11 at.% Mg was found in the fcc-(Ag) phase. This is in accordance with the large solubility of Mg in Ag [56]. Alloys B2 and B3 also exhibit the formation of an Ag, Mg and Bi containing phase. This phase does not correspond to a known phase and could not be identified.
Interfaces of the SiO2 glass/solder/steel
Except for alloy A3, a solid bond between SiO2 and steel was achieved at the selected soldering temperature and time. Figures 3 and 4 display overview SEM images of cross sections of assemblies using alloys A2 and B3 as example. In addition, detailed images of the regions at the steel/solder and solder/SiO2 glass interfaces and element distributions across the boundary measured by EDX are shown.

SEM images and EDX profiles of the joint assembly using alloy A2, overview image a, high magnification image of the steel/solder interface b and high magnification image of the solder/SiO2 glass interface c; element distributions along the lines A-B d, and C-D e

SEM images and EDX profiles of the joint assembly using alloy B3, overview image a, high magnification image of the steel/solder interface b and high magnification image of the solder/SiO2 glass interface c; element distributions along the lines A-B d, and C-D e
In alloy A2, a reaction of Ti and Mg and the formation of new phases at the glass/solder and solder/steel interfaces was detected regardless of the solder composition. At the steel/solder interface, a discontinuous intermetallic layer is formed. A Ti concentration of 1 wt.%. leads to a distinctly thicker intermetallic layer (4.5 μm) as compared to that in the alloy with 0.5 wt.% (1 µm). A further increase in the Ti concentration has only a minor influence on the thickness of the interface layer, but rather on the fraction of Bi-Ti phases in the solder. Irrespective of the Mg content of the alloy, at the steel/solder interfaces EDX analysis reveals no accumulation of Mg. An exemplary EDX line scan across the solder/steel interface using alloy B3 is shown in Fig. 4d. All six solder alloys display an intermetallic phase at the steel/solder interface containing Bi, Fe and Ti (Figs. 3b and 4b) with concentrations, measured by EDX, of 33, 12 and 55 at.%, respectively. Occasionally, the occurrence of additional Ti-containing phases near the interface was observed.
At the solder/SiO2 glass interface, the solder alloys without Mg addition (Fig. 3c, e), show the formation of phases containing Ti, Si, O and Bi. The layer thickness is < 1 μm in all cases.
The Mg containing solder alloys show a significantly different microstructure in the vicinity of the solder/SiO2 glass interface (Fig. 4c, e) as compared to their Mg-free counterparts. Next to the glass substrate, a distinct increase in the Mg concentration is detected. In the adjacent region (up to a distance of 5 μm from the SiO2 glass), the occurrence of a Ti–rich phase was detected. This phase does not form a continuous layer, but is rather present as small, partially interconnected particles in a Bi-Matrix. The amount of this scattered phase increases with increasing Ti concentration.
Discussion
Bonding of SiO2 glass to 316L stainless steel could be achieved with the alloys A1, A2, B1, B2, B3 at a soldering temperature of 780 °C. At the steel/solder interface, the formation of a new phase was observed. No enrichment of Mg at the steel/solder interface was detected, and mainly Ti is responsible for the bonding with the steel. The evolution of the microstructure in the interfacial region can be attributed to a multi-stage process: after melting, in a first step interaction of Ti with the steel (e.g. adsorption of Ti at the interface [28]) leads to a concentration gradient in the solder and diffusion of Ti towards the interface, changing the activity [57] and the chemical potential of all species in the vicinity of the interface. In the second step, when a sufficient amount of Ti is present at the interface, new phases form. EDX measurements indicate the formation of Bi2FeTi4, one of the ternary equilibrium phases in the Bi-Fe-Ti system [58, 59]. Bi2FeTi4 was found in the solder mainly close to the steel/solder interface. Bi2FeTi4 particles may break off the reaction layer and are also found inside the solder. Considering that there is no enrichment in Mg at the steel/solder interface, the addition of Mg does not appear to play a role for the bonding with the steel. Prior to the soldering process, the Ti in the as-cast state is mainly found in the Bi-Ti phases. For Ti contents > 1 wt.%, large particles of Bi-Ti phases are found in the cross section of the joint, indicating incomplete melting of these intermetallic phases during the soldering. Thus, a part of the Ti is not available to enhance the bonding. Similar results have been reported by Li et al. [60] concerning the reaction layer thickness during brazing of SiC using a Sn–Ag–Cu-Ti alloy. The authors observed a decrease in the reaction layer thickness with Ti contents > 1.5 wt.%, which is attributed to the presence of Ti-Sn phases. An increase in solid fraction during soldering causes an increase in the apparent viscosity of the melt, which counteracts good wetting behaviour [60, 61]. The lack of bonding for alloy A3 may be attributed to this effect. In addition, coarse particles of intermetallic phases in the solder and a thick reaction layer at the steel/solder interface are expected to be disadvantageous for the mechanical properties of the assembly. The results in the present work indicate that the maximum Ti content in the Bi-Ag solder should be in the order of 0.5 wt.%.
In contrast to the steel/solder interface, at the solder/SiO2 glass interface a clear accumulation of Mg is observed, and an influence of the addition of Mg on the microstructure in the vicinity of the interface is evident. Without Mg additions, the reaction of Ti with the SiO2 glass substrate could also lead to bonding. According to the literature on the reaction of Ti containing solder and brazing alloys on SiO2 substrates, different reaction products may form. For Ag–Cu-Ti brazes, the formation of TiSi2 and Ti4O7 [33], Ti2O and Ti5Si3 [32] and TiSi2, Ti3O5 and Ti2O3 [34] has been reported. Similarly, Ti5Si3 and TiO at have been observed using a Sn–Ag–Cu-Ti solder alloy [37]. It is assumed that the Ti containing reaction phases at the solder/SiO2 glass interface in the present work can be assigned to one or more of these phases. A conclusive determination was not attempted due to their small size and due to the fact that Ti appears not to be responsible for the bonding.
The reaction of solid and liquid Mg with SiO2 glass has been investigated by several authors, documenting the formation of MgO and Mg2Si [54, 62,63,64,65]. Again, the formation of the new phase may occur in a two-step process [65]: in the first step, SiO2 and Mg react to a MgO layer at the interface, and the released Si reacts with Mg to Mg2Si.
Depending on the amount of added Mg, the released Si may also react with the Ti in the solder to form Si-Ti intermetallic phases. However, also in this case a reliable phase identification is not possible with reasonable effort. Fu et al. [66] investigated the wetting of Sn–Ti alloys on SiC and reported the formation of TiC and Ti5Si3 with a similar dispersion, attributed to a sequential reaction process. These authors also noted an increased fraction of the intermetallic phases with increasing Ti content.
Considering the properties of the assembly, the formation of reaction layers at both interfaces is crucial for generating strong bonding. An increase in shear strength with a larger fraction of reaction products at the interface has been observed [38, 67]. However, due to the brittle nature of the intermetallic phases and due to differences in the coefficient of thermal expansion between SiO2 glass and the reaction products, residual stresses at the interface are intensified with increasing layer thickness, potentially leading to crack formation and delamination. The addition of Mg up to 1 wt.% to the solder alloy leads to a thin reaction layer with the SiO2 and appropriate bonding.
Based on the present experiments, it can be concluded that the combination of the active elements Ti and Mg to the Bi-Ag solder alloy is suitable for joining SiO2 glass and 316L stainless steel, with Ti reacting primarily at the steel/solder interface and Mg at the solder/SiO2 glass interface.
Conclusion
Joining stainless steel 316L to SiO2 glass was realized via active soldering utilizing Bi-Ag-Ti and Bi-Ag-Ti-Mg alloys with varying Ti and Mg contents. The as-cast microstructure of the solder alloys and the microstructures of cross sections of the steel/solder/ SiO2 glass assembly after soldering at 780 °C for 10 min in a high purity Ar atmosphere were assessed by SEM and EDX analysis, leading to the following statements:
-
1.
Ti is present in Bi-Ti intermetallic phases in the as-cast alloys, and Mg is dissolved in the fcc-(Ag) phase. For Mg concentrations > 1 wt.%, additionally an Ag-Bi-Mg containing phase is formed.
-
2.
The formation of a Fe-Ti-Bi-containing reaction layer is observed at the steel/solder interface. An increasing Ti content from 0.5 to 1 wt.% leads to an increase in the layer thickness. Further Ti addition has no significant influence on layer thickness. An influence of Mg at the solder/steel interface is not visible.
-
3.
At the solder/SiO2 glass interface, the formation of Ti-rich reaction products was observed. Mg accumulates at the solder/SiO2 glass interface and forms intermetallic phases. The formation of finely dispersed Ti-containing phases was also observed.
Adding both Ti and Mg as active elements to Bi-Ag-solders allows joining of challenging material combinations such as 316L stainless steel and SiO2 glass without the need for flux and prior metallization. Thus, a post-joining cleaning process is not necessary, and contamination of the base materials resulting from the fluxes is avoided.
References
Du L, Allen MG (2019) CMOS compatible hermetic packages based on localized fusion bonding of fused silica. J Microelectromech Syst 28:656–665. https://doi.org/10.1109/JMEMS.2019.2913533
Tan CS, Fan J, Lim DF, Chong GY, Li KH (2011) Low temperature wafer-level bonding for hermetic packaging of 3D microsystems. J Micromech Microeng 21:075006. https://doi.org/10.1088/0960-1317/21/7/075006
Jacobs M, Van Oost G, Degrieck J, De Baere I, Gusarov A, Massaut V (2011) Modeling and microstructural analysis of temperature effects in fused silica viewport. Fusion Eng Des 86:2831–2838. https://doi.org/10.1016/j.fusengdes.2011.05.003
Padilla C, Fritschel P, Magaña-Sandoval F, Muniz E, Smith JR, Zhang L (2014) Low scatter and ultra-low reflectivity measured in a fused silica window. Appl Opt 53:1315–1321. https://doi.org/10.1364/AO.53.001315
Mishra S, Sharma A, Jung DH, Jung JP (2019) Recent advances in active metal brazing of ceramics and process. Met Mater Int. https://doi.org/10.1007/s12540-019-00536-4
Crane S, Ekstrom CR (2005) Nonmagnetic UHV optical viewports. In: proceedings of the 2005 IEEE international frequency control symposium and exposition, Vancouver: 297–300. Doi: https://doi.org/10.1109/FREQ.2005.1573947
Overend M, Jin Q, Watson J (2011) The selection and performance of adhesives for a steel-glass connection. Int J Adhes Adhes 31:587–597. https://doi.org/10.1016/j.ijadhadh.2011.06.001
Xiong D, Cheng J, Li H, Deng W, Ye K (2010) Anodic bonding of glass-ceramics to stainless steel coated with intermediate SiO2 layer. Microelectron Eng 87:1741–1746. https://doi.org/10.1016/j.mee.2009.10.001
Drozdowska-Rusinowicz I (1987) Diffusion bonding of glass to metals with reference to quartz-aluminium bonding. Weld Int 1:544–547. https://doi.org/10.1080/09507118709449362
Jacobs M (2007) Glass-metal joining in nuclear environment: the state of the art. External report of the belgian nuclear research center, Belgium
doNascimento RM, Martinelli AE, Buschinelli AJA (2003) Review Article: recent advances in metal-ceramic brazing. Cerâmica 49:178–198. https://doi.org/10.1590/S0366-69132003000400002
Chang SY, Huang YH, Tsao LC (2019) Active solders and active soldering. In: Patnaik A (ed) Fillers: synthesis, characterization and industrial application. IntechOpen, London. https://doi.org/10.5772/intechopen.82382
Dupák J, Ustohal V (2001) Soldering with ductile active solders. Mater Manuf Process 16:855–861. https://doi.org/10.1081/AMP-100108704
Koleňák R, Provazník M, Kostolný I (2018) Soldering by the active lead-free tin and bismuth-based solders. In: Kar A (ed) Lead free solders. IntechOpen, London. https://doi.org/10.5772/intechopen.81169
Li JG (1994) Wetting of ceramic materials by liquid silicon, aluminium and metallic melts containing titanium and other reactive elements: a review. Ceram Int 20:391–412. https://doi.org/10.1016/0272-8842(94)90027-2
Koleňák R, Kostolný I, Kusý M (2018) Charaterization of soldering alloy type Zn-In-Mg and the study of direct soldering of silicon and copper. Mater Sci Eng A 712:302–312. https://doi.org/10.1016/j.msea.2017.11.120
Koleňák R, Kostolný I, Drapala J, Zackova P, Kuruc M (2020) Direct ultrasonic soldering of AlN ceramics with copper substrate using Zn-Al-Mg solder. Metals 10:160. https://doi.org/10.3390/met10020160
Chen X, Yan J, Ren S, Wang Q, Wei J, Fan G (2014) Microstructure, mechanical properties, and bonding mechanism of ultrasonic-assisted brazed joints of SiC ceramics with ZnAlMg filler metals in air. Ceram Int 40:683–689. https://doi.org/10.1016/j.ceramint.2013.06.055
Winn AJ, Derby B, Webster JRP, Holt S (2004) In situ characterization of interfaces between liquid tin–vanadium alloys and alumina by neutron reflection spectroscopy. J Am Ceram Soc 87:279–285. https://doi.org/10.1111/j.1551-2916.2004.00279.x
Xiong HP, Dong W, Chen B, Kang YS, Kawasaki A, Okamura H, Watanabe R (2008) Wettability of Ni-V, Co-V, and Ni-Ct-V system brazing alloys on Si3N4 ceramic and interfacial reactions. Mater Sci Eng A 474:376–381. https://doi.org/10.1016/j.msea.2007.04.026
Valenza F, Gambaro S, Muolo ML, Cacciamani G, Tatarko P, Saunders TG, Reece MJ, Schmidt A, Schubert T, Weißgärber T, Passerone A (2017) Wetting and interfacial phenomena of Ni-Ta alloys CVD-SiC. Int J Appl Ceram Technol 14:295–304. https://doi.org/10.1111/ijac.12632
Martin HP, Triebert A, Matthey B (2013) Ta-Ni-braze for high temperature stable ceramic-ceramic junctions. DVS-Berichte 293:54–58
Chen B, Xiong HP, Wu X, Cheng YY, Mao W (2016) Joining of Cf/SiC composite with AuNi(Cu)-Cr brazing fillers and interfacial reactions. Weld World 60:813–819. https://doi.org/10.1007/s40194-016-0339-3
Zhang Q, Sun L, Liu Q, Zhang J, Wang T, Liu C (2017) Effect of brazing parameters on microstructure and mechanical properties of Cf/SiC and Nb-1Zr joints brazed with Ti-Co-Nb filler alloy. J Eur Ceram Soc 37:931–937. https://doi.org/10.1016/j.jeurceramsoc.2016.09.031
KoleňákHodúlová R (2018) Study of direct soldering of Al2O3 ceramics and Cu substrate by use of Bi11Ag2 La solder. Weld World 62:415–426. https://doi.org/10.1007/s40194-017-0538-6
Koleňák R, Kostolný I (2015) Study of direct bonding ceramics with metal using Sn2La solder. Adv Mater Sci Eng 2015:1–3. https://doi.org/10.1155/2015/269167
Jin S (2003) Rare-earth-enabled universal solders for microelectromechanical systems and optical packaging. J Electron Mater 32:1366–1370. https://doi.org/10.1007/s11664-003-0102-6
Eustathopoulos N, Drevet B (1994) Relationship between reactivity and wettability in metal/oxide systems. Compos Interface 2:29–42. https://doi.org/10.1163/156855494X00049
Dezellus O, Eustathopoulos N (2010) Fundamental issues of reactive wetting by liquid metals. J Mater Sci 45:4256–4264. https://doi.org/10.1007/s10853-009-4128-x
Kumar G, Prabhu KN (2007) Review of non-reactive and reactive wetting of liquids on surfaces. Adv Colloid Interface Sci 133:61–89. https://doi.org/10.1016/j.cis.2007.04.009
Eustathopoulos N, Voytovych R (2016) The role of reactivity in wetting by liquid metals: a review. J Mater Sci 51:425–437. https://doi.org/10.1007/s10853-015-9331-3
Xin C, Lib N, Jia J, Dud J, Yan J (2018) Interfacial microstructures formation mechanism between SiO2 substrate and Ag–Cu–Ti braze alloys. Ceram Int 44:17784–17791. https://doi.org/10.1016/j.ceramint.2018.06.246
Zhang LX, Wu LZ, Liu D, Feng JC, Liu HB (2008) Interface microstructure and mechanical properties of the brazed SiO2 glass ceramic and 30Cr3 high-tensile steel joint. Mater Sci Eng A 496:393–398. https://doi.org/10.1016/j.msea.2008.05.050
Ma Q, Li ZR, Niu HW, Wang ZY, Ba J, Qi JL, Feng JC, He P, Ma J (2018) The effect of crystal structure of SiO2 on the wettability of AgCuTi-SiO2f/SiO2 system. Vacuum 157:124–127. https://doi.org/10.1016/j.vacuum.2018.08.046
Xin C, Yan J, Xin C, Wang Q, Feng W, Wang H (2019) Effects of Ti content on the wetting behavior and chemical reaction in AgCuTi/SiO2 system. Vacuum 167:152–158. https://doi.org/10.1016/j.vacuum.2019.05.014
López-Cuevas J, Jones H, Atkinson HV (2000) Wettability of silica substrates by silver–copper based brazing alloys in vacuo. J Am Ceram Soc 83:2913–2918
Sui R, Wang J, Ci W, Lin Q, Yang H (2019) Reactive wetting of amorphous silica by Sn0.3Ag0.7Cu-xTi (x = 1 and 3 wt.%) alloys at 800 °C–900 °C. Ceram Int 45:12920–12925. https://doi.org/10.1016/j.ceramint.2019.03.218
Cheng LX, Liu MR, Wang XQ, Yan BH, Li GY (2017) Influence of active element on interfacial microstructure and bonding strength of SiO2/SiO2 joints soldered using Sn3.5Ag4Ti (Ce, Ga) alloy filler. Mater Sci Eng A 680:317–323. https://doi.org/10.1016/j.msea.2016.10.080
Shacklette LW, Gerrity DL, Lange MR, Beachboard JC, Smith R (2017) Interfacial studies of a metallurgical bond between "activated" ultrasonically applied solder and high purity fused silica. In: Proceedings Volume 10372, material technologies and applications to optics, structures, components, and sub-systems III https://doi.org/10.1117/12.2271722
Karakaya I, Thompson WT (1993) The Ag–Bi (Silver–Bismuth) system. J Phase Equilib 14:525–530. https://doi.org/10.1007/BF02671975
Rettenmayr M, Lambracht P, Kempf B, Graff M (2005) High melting Pb-free solder alloys for die-attach applications. Adv Eng Mater 7:965–969. https://doi.org/10.1002/adem.200500124
Zeng G, McDonald S, Nogita K (2012) Development of high-temperature solders: review. Microelectron Reliab 52:1306–1322. https://doi.org/10.1016/j.microrel.2012.02.018
Song JM, Chuang HY, Wu ZM (2007) Substrate dissolution and shear properties of the joints between Bi–Ag alloys and Cu substrates for high-temperature soldering applications. J Electron Mater 36:1516–1523. https://doi.org/10.1007/s11664-007-0222-5
Song JM, Chuang HY, Wen TX (2007) Thermal and tensile properties of Bi–Ag alloys. Metall Mater Trans A 38:1371–1375. https://doi.org/10.1007/s11661-007-9138-1
Song JM, Chuang HY, Wu ZM (2006) Interfacial reactions between Bi–Ag high-temperature solders and metallic substrates. J Electron Mater 55:1041–1049. https://doi.org/10.1007/BF02692565
Nahavandi M, Azmah Hanim MA, Ismarrubie ZN, Hajalilou A, Rohaizuan R, Shahrul Fadzli MZ (2014) Effects of silver and antimony content in lead-free high-temperature solders of Bi–Ag and Bi–Sb on copper substrate. J Electron Mater 43:579–585. https://doi.org/10.1007/s11664-013-2873-8
Koleňák R, Kostolný I (2018) Investigation of microstructure and wettability of selected lead-free solders for higher application temperatures. AIMS Mater Sci 5:889–901. https://doi.org/10.3934/matersci.2018.5.889
Shi Y, Fang W, Xia Z, Lei Y, Guo F, Li X (2010) Investigation of rare earth-doped BiAg high-temperature solders. J Mater Sci Mater Electron 21:875–881. https://doi.org/10.1007/s10854-009-0010-5
Kim B, Lee CW, Lee D, Kang N (2014) Effect of Sb addition on Bi-2.6 Ag-0.1Cu solders for high-temperature applications. J Alloy Compd 592:207–212. https://doi.org/10.1016/j.jallcom.2013.12.25
Yin L, Li D, Yao Z, Wang G, Das D, Pecht M (2018) Effects of Sn addition on the microstructure and properties of Bi-11Ag high-temperature solder. J Mater Sci Mater Electron 29:12028–12035. https://doi.org/10.1007/s10854-018-9308-5
Fima P, Gasior W, Sypien A, Moser Z (2010) Wetting of Cu by Bi–Ag based alloys with Sn and Zn additions. J Mater Sci 45:4339–4344. https://doi.org/10.1007/s10853-010-4291-0
Šuryová D, Kostolný I, Koleňák R (2020) Fluxless ultrasonic soldering of SiC ceramics and Cu by Bi–Ag–Ti based solder. AIMS Mater Sci 7:24–32. https://doi.org/10.3934/matersci.2020.1.24
Shi L, Shen P, Zhang D, Dong E, Jiang Q (2013) Reactive wetting in liquid magnesium/silica and magnesium/silicon systems. Appl Surf Sci 274:124–130. https://doi.org/10.1016/j.apsusc.2013.02.126
Shi L, Shen P, Zhang D, Dong E, Jiang Q (2016) Reactive wetting of amorphous silica by molten Al–Mg alloys and their interfacial structures. Appl Surf Sci 377:340–348. https://doi.org/10.1016/j.apsusc.2016.03.162
Okamoto H (2010) Bi–Ti (Bismuth–Titanium). J Phase Equilib Diffus 31:314–315. https://doi.org/10.1007/s11669-010-9696-6
Nayeb-Hashemi AA, Clark JB (1984) The Ag–Mg (Silver–Magnesium) system. Bull Alloy Phase Diagr 5:348–358. https://doi.org/10.1007/BF02872949
Chenglai X, Ning L, Jiazhen Y, Yongtong C (2018) Effects of Ti activity on mechanical properties and microstructures of Al2O3/Ag-Cu-Ti/Fe-Ni-Co brazed joints. Rare Metal Mat Eng 47:1031–1036. https://doi.org/10.1016/S1875-5372(18)30115-2
Huang LH, Chen Q, He Y, Tao XM, Cai GM, Liu HS, Jin ZP (2014) Thermodynamic modelling of Fe-Ti-Bi system assisted with key experiments. Calphad 46:34–41. https://doi.org/10.1016/j.calphad.2014.01.001
Kishimoto A, Uda T (2018) Thermodynamics on the Bi-Fe-Ti system and the gibbs energy of Bi9Ti8. Metall Mater Trans B 49B:2975–2985. https://doi.org/10.1007/s11663-018-1393-6
Li M, Song X, Hu S, Chen Z, Song Y, Niu C (2018) Effect of Ti addition on the wetting and brazing of Sn 0.3 Ag 0.7 Cu filler on SiC ceramic. J Am Ceram Soc 102:3318–3328. https://doi.org/10.1111/jace.16245
Mu D, Feng K, Lin Q, Huang H (2019) Low-temperature wetting of sapphire using Sn-Ti active solder alloys. Ceram Int 45:22175–22182. https://doi.org/10.1016/j.ceramint.2019.07.239
Tsuboi Y, Ura S, Takahiro K, Henmi T, Okada A, Wakasugi T, Kadono K (2017) Magnesiothermic reduction of silica glass substrate: chemical states of silicon in the generated layers. J Asian Ceram Soc 5:341–349. https://doi.org/10.1016/j.jascer.2017.06.010
Gutman I, Klinger L, Gotman I, Shapiro M (2001) Experimental observation of periodic structure formation in SiO2–Mg system. Scr Mater 45:363–367. https://doi.org/10.1016/S1359-6462(01)01043-0
Chen YC, Xu J, Fan XH, Zhang XF, Han L, Lin DY, Li QH, Uher C (2009) The mechanism of periodic layer formation during solid-state reaction between Mg and SiO2. Intermetallics 17:920–926. https://doi.org/10.1016/j.intermet.2009.04.002
Gutman I, Gotman I, Shapiro (2006) Kinetics and mechanism of periodic structure formation at SiO2/Mg interface. Acta Mater 54:4677–4684. https://doi.org/10.1016/j.actamat.2006.05.048
Fu W, Song X, Tian R, Lei Y, Long W, Zhong S, Feng J (2020) Wettability and joining of SiC by Sn-Ti: Microstructure and mechanical properties. J Mater Sci Technol 40:15–23. https://doi.org/10.1016/j.jmst.2019.08.040
Song YY, Li HL, Zhao HY, Liu D, Song XG, Feng JC (2017) Interfacial microstructure and mechanical property of brazed copper/SiO2 ceramic joint. Vacuum 141:116–123. https://doi.org/10.1016/j.vacuum.2017.03.037
Acknowledgements
Support of Johannes Wilke for metallographic sample preparation and for his assistance in the SEM analysis is gratefully acknowledged.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: David Balloy.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Weber, F., Rettenmayr, M. Joining of SiO2 glass and 316L stainless steel using Bi–Ag-based active solders. J Mater Sci 56, 3444–3454 (2021). https://doi.org/10.1007/s10853-020-05426-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-020-05426-4