
Abstract
With increasing demand of thermophysical property data at high temperatures in the field e.g. of space aeronautics and manufacturing new measurement methods need to be established to guarantee reliable and SI-traceable measurements up to 3000 K. In the framework of the European Metrology Programme for Innovation and Research (EMPIR) within the joint research project Hi-Trace the dynamic emissivity measurement at PTB has been advanced to determine the specific heat up to around 2000 K. This paper outlines the necessary technical advancements such as an induction heating system, the measurement principle which utilize graphite coated samples and uncertainty evaluation using an adaptive Monte Carlo method. The specific heat of graphite and tungsten was measured in a temperature range from 1000 K to 2000 K with relative expanded uncertainties (\(k=2\)) ranging from 8 % to 12 %.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The thermophysical properties of materials at temperatures exceeding 1000 K critically affect material safety, the cost and energy use during production and use, and chemical resistance in industrial areas such as e.g. space aeronautics, fuel-based energy production (nuclear and gas) and glass production. Properties governing the thermal material behavior such as thermal diffusivity and the specific heat can be readily determined with commercially available measurement apparatus at temperatures up to 1500 K (e.g. laser-flash apparatus for thermal diffusivity and differential scanning calorimetry for specific heat). Optical properties such as the spectral emissivity play a key role in radiative energy transfer and temperature measurement via radiation thermometry and are usually difficult to measure as the surface condition is easily affected by chemical reactions at elevated temperatures. Furthermore the experimental design needs to take into account that the dominant mode of heat transfer changes from conduction to radiation as the temperature increases.
In differential scanning calorimetry (DSC) the traceability of commercial apparatus relies for the specific heat on a limited number of suitable reference materials, e.g. synthetic sapphire (\(\alpha -Al _2O _3\)) or Pt [1]. Absolute measuring setups such as a drop calorimeter are difficult to operate at elevated temperatures above 1500 K and as of this writing do not exist in Europe. For DSC the measurement uncertainties have been shown to increase with higher temperatures as radiation heat loss, low signal to noise ratio and poor repeatability of the baseline signal affect the measurement quality and lead to poor sensitivity and repeatability [2, 3].
The Joint Research Project (JRP) Hi-Trace aims to provide reliable and SI-traceable measurement techniques for thermophysical properties in the high temperature range up to 3000 K [4]. For the specific heat different techniques such as drop-calorimetry [5] and pulse heating [6,7,8] are investigated for suitability and achievable uncertainties. The here described setup realizes a complementary, novel method to measure the specific heat up to around 2000 K for materials in the solid phase.
2 Meassurement Method
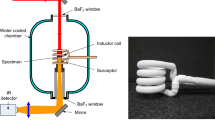
In the recent past the PTB has developed a dynamic method for measuring the spectral emissivity at temperatures above 1000 K [9, 10]. This setup is based on a modified commercial laser-flash apparatus (see Fig. 1), which is a well-established device for measuring thermal diffusivity.
In this device the sample is heated in a furnace and once the sample has reached a temperature equilibrium, a short, high-energy laser pulse (ND:YaG Laser with a pulse length of around 1 ms and an energy of roughly 1 J at the sample position) is used to further heat the frontside of the sample. The resulting temperature rise on the back side of the sample of around 1 K to 3 K is measured with a fast, absolutely calibrated radiation thermometer (Linear Pyrometer 5 by KE Technologie GmbH). By using a well characterized optical beamsplitter a defined, reflected portion of each laser pulse is measured in situ and the laser energy hitting the sample can be calculated. The measurement principle is based on the definition of the heat capacity with mass m, specific heat \(c_p\), spectral emissivity \(\varepsilon _\lambda\), laser energy at the sample position \(E_L\) and adiabatic temperature rise \(\Delta T\) (see Eq. 3).
Kirchhoff’s law for opaque materials is applied, which governs that the spectral emissivity is equal to the spectral absorption at the laser wavelength and central wavelength of the radiation thermometer of \(\lambda _0 = 1064\) nm.
While Eq. 3 describes the calorimetric part of the measurement, there are two additional equations to describe the radiometric part. Equations 1 and 2 describe the measured spectral radiances of the radiation thermometer using Planck’s law and the spectral transmissivity of the output window \(\tau _\lambda\) at \(\lambda _0\). The temperatures \(T_{0,S }\) (baseline temperature) and \((T_0 + \Delta T)_S\) are the adiabatic temperature rise measured with the radiation thermometer by using an emissivity of \(\varepsilon = 1\).
They are determined by using a mathematical model regarding the heat transfer equations for analyzing the temperature rise at the back side of the sample [11, 12] for a radially symetrical case. The model includes heat loss via radiation and conduction on the sample surface and the spacial and temporal shape of the lasepulse [13], which was investigated separately.
It is assumed, that the thermophysical properties do not change significantly due to the small heating pulse.
The direct measurands in this case are only the laser energy incident on the sample and the adiabatic temperature rise of the sample [14]. Central wavelength, transmissivity of the output window and mass of the sample are separately measured and only parameters in those equations. For determining the spectral emissivity, values for the specific heat of the sample material are needed. The emissivity, true base temperature \(T_0\) of the sample and the temperature rise \(\Delta T\) can be derived by numerically solving the system of equations.
Based on the above measurement principle the specific heat of the sample can be measured in case the spectral emissivity is known and the system of equation is solved for specific heat. In this case the emissivity needs to be determined separately or taken from literature. This can also be accomplished by coating the sample with a thin layer of graphite (C) with emissivity \(\varepsilon _{\lambda }~=~\varepsilon _{\lambda ,C }\), as is shown in a later section.
3 Measurement Setup
A new sample chamber and heating concept were designed to heat up only the sample, while reducing background radiation, which interferes with the temperature measurement. Using a conventional tube furnace instead, additional stray light regarding reflections between radiation originates at the hot furnace walls and the sample backside. Those reflections are detected by the radiation thermometer and lead to an additional signal bias. Even if this can be modelled and corrected, especially for the case of more reflective samples and at higher temperatures this is connected with higher uncertainties for the temperature measurement and the resulting emissivity and specific heat [14].

Setup of the dynamic emissivity / specific heat measurement with the new induction chamber
3.1 Inductive Heating System
Therefore, an inductive heating system was implemented in the setup and a new sample chamber was designed and manufactured at PTB, which can be seen in Fig. 1.
The sample under investigation is heated to the desired measurement temperature via an induction heating system (Ambrell "EASYHEAT", max. power of \(P = 6\) kW and \(f = 240\) kHz). The copper coil as well as the generator are internally water-cooled.
Three linear stages are used to move the induction coil in the up/down, front/back and left/right direction to accurately position the sample in the electromagnetic field. The positioning can be used to take advantage of the field gradient, thus manipulate the heating efficiency to further control the sample heating and temperature stability. Controlled heating rates of 3 K/s to 5 K/s (even greater rates are possible) are used to swiftly heat the sample and a temperature equilibrium is reached while using a constant heating power. The observed temperature drift of the sample is around \(\Delta T_{1250\,\mathrm{K}} < 150\) mK/min at 1250 K and \(\Delta T_{2250\,\mathrm{K}} < 500\) mK/min at 2250 K depending on the measurement condition and sample. The measurements can be done in an argon atmosphere or in vacuum.
The inner walls of the sample chamber are structured with a v-groove pattern and painted with Nextel (high absorption coefficient over a large spectral range [15]) in order to reduce (specular) reflections.
3.2 High Temperature Sample Holder

Newly developed high temperature sample holder for the dynamic emissivity/specific heat measurement made of isostatically pressed graphite. The sample holder is equipped with a water-cooled aperture to restrict the incoming laser profile at the sample position. (a) side-view, (b) cross-section, (c) exploded view
A new sample holder was designed for temperatures above 1500 K and can be seen in Fig. 2. It consists of an aluminum base which holds a graphite tube with two vertical slits on its top end, near the sample position. The slits stop the induced inductive currents, so the tube is only heated by convection and radiation of the sample and the sample holder that is connected to the tube.
At the bottom of the aluminum base, below the graphite tube is an aperture to restrict and form the laser profile at the sample position. It is crucial for the calculation of the specific heat (see Eq. 3) that the laser profile is slightly smaller than the sample, in order to assure that the whole laser energy hits the sample. To prevent thermal expansion of the aperture a cooling system is connected to the bottom of the aperture. This is realized by a copper plate which itself is cooled to around 15\(^{\circ }\)C by a water-cooled copper spiral soldered to it. The sample itself (disc of thickness of 2 mm to 3 mm, diameter of 10 mm) sits in a sample holder made of isostatically pressed graphite. The sample holder is designed to minimize interference with the laser pulses by only having five small contact points to the sample to also reduce heat losses by conduction.
Furthermore, there is a graphite susceptor ring that can be placed around the sample. It has a height of 6.5 mm, a wall thickness of 2 mm and locks into a groove between the surface of the sample holder and the graphite tube. Because there are no slits in the susceptor it is heated by induction and the temperature radiation is used to further heat up samples. This is especially useful for samples, which are not easily heated by induction because of a lower electrical resistivity or structural reasons.
4 Measuring Specific Heat
The described measurement setup was designed and currently operates to measure the spectral emissivity at 1064 nm at high temperatures above 1000 K. The measurement principle applied relies on the knowledge of the specific heat as shown in Eqs. 1 to 3.
It is however possible to reverse the measurement principle to obtain the specific heat while using a known spectral emissivity at 1064 nm. Unfortunately, both the spectral emissivity and the specific heat are not well-known for most sample materials above 1000 K. Furthermore, while the specific heat is mainly dependent on the material and the temperature the spectral emissivity is highly dependent on surface structure as well. Therefore, it is necessary to prepare the samples in a specific way to provide a known emissivity for different sample materials.
4.1 Sample Preparation
The following procedure can be applied to samples with unknown emissivity. The samples are disc shaped and have a height of 3 mm and a diameter of 10 mm. To allow for better bonding and to smooth the surfaces the samples were polished with 280 grid sandpaper on front and back side. Afterwards the samples were cleaned in an ultrasonic bath for 15 minutes using ethanol.
To give the sample a defined spectral emissivity it is coated with a graphite spray (Kontakt Chemie Graphit 33 by CRC Industries Deutschland GmbH).Footnote 1 One layer of graphite coating is applied using a Teflon sample holder in which the sample can be mounted, so only the desired surface is exposed. After hardening the graphite coating above 100 \(^\circ\)C all paint resin evaporates and only a thin graphite layer remains [16].
The mass of a coated tungsten sample is \(m = 4.370\) g. By weighing the sample before and after spray coating the weight of the graphite coating was determined to be roughly \(m_\mathrm{C} = 0.0005\) g. It is assumed that only the emissivity of the sample changes and the other thermophysical properties stay the same due to the small mass and thinness of the graphite coating. Looking at literature values for the specific heat for graphite [17] and tungsten (W), the effect of the graphite layer on the overall heat capacity can be approximated as following [14]:
The approximated deviation \(< 0.3\,\%\) for the simplification is more than 10 times smaller than the expected overall uncertainty for the specific heat measurement.
4.2 Emissivity of the Graphite Coating
Given the case graphite coated samples are used for the specific heat measurement, the spectral emissivity of the graphite coating at 1064 nm needs to be known. Different measurements were carried out to determine the emissivity of the graphite coating as seen in Fig. 3.

Both solid graphite samples (C) and graphite coated tungsten samples (\(\mathrm{W} - \mathrm{C} \Vert \mathrm{C}\)) were investigated using the dynamic emissivity measurement (red, yellow, green and blue) and at the facilities for measuring the spectral emissivity under air of PTB (grey). An emissivity for the graphite coated samples of \(\varepsilon _{\lambda , \mathrm{C} } = 0.97 \pm 0.03\) is determined for temperatures below 2250 K (Color figure online)
A well-known tungsten reference sample (with regards to the specific heat) was coated with graphite spray (\(\mathrm{W} - \mathrm{C} \Vert \mathrm{C}\)) as described earlier for a dynamic emissivity measurement using a previous version of the here described setup equipped with a tube furnace instead of the induction heating system (yellow). The same sample was cleaned and the graphite coating was re-applied for a dynamic emissivity measurement with the here described induction furnace setup (green). Furthermore, a sample of isostatically pressed graphite was investigated using the setup for the spectral emissivity measurement (red) [14]. The measurement was repeated with the induction heating setup for higher temperatures (blue). Finally a graphite sample from the same material was investigated at lower temperatures at the measurement facilitiy for spectral emissivity under air at PTB (grey) from 1150 nm to 1800 nm [18]. Those values needed to be extrapolated to 1064 nm.
Considering the measurement uncertainties for the different samples and measurement methods all emissivity measurements are in good agreement with each other. No systematic difference is observed for solid graphite samples and graphite coated tungsten samples considering the measurement uncertainty for the spectral emissivity. There seems to be no noticeable trend with temperature.
A fixed spectral emissivity of \(\varepsilon _{\lambda , \mathrm{C} } = 0.97 \pm 0.03\) is estimated for the following specific heat measurements up to 2250 K. The uncertainty is approximated to encompass most of the measurement values for the spectral emissivity as well as the uncertainty of those values.
5 Uncertainty Evaluation
A Monte Carlo method is used to calculate the uncertainties regarding the specific heat according to the modified GUM S1 adaptive scheme described in [19] by Wübbeler et al. It is applied to the model shown in Eqs. 1 to 3 with the input parameters being the adiabatic temperature rise \(\Delta T_\mathrm{S}\), black (\(\varepsilon _\mathrm{S} = 1\)) baseline temperature \(T_{0,\mathrm{S} }\), laser energy \(E_\mathrm{L}\), calibration factor for the laser power meter \(f_k\), beamsplitter ratio b, mass m, measurement wavelength of the radiation thermometer \(\lambda _0\), transmissivity of the output window \(\tau _\lambda\), and emissivity of the coating \(\varepsilon _{\lambda ,\mathrm{C} }\). The output parameters are the specific heat \(c_p\), \(T_\mathrm{L} = T_0\) and \(T_\mathrm{H} = T_0 + \Delta T\) and the according standard deviations.
For each Monte Carlo trial a set of input parameters is randomly drawn from the individual values distribution (usually normally distributed, as seen in Table 1) that is described by the measurand and the corresponding uncertainty. A set of values for \(c_p\), \(T_\mathrm{L}\) and \(T_\mathrm{H}\) is calculated by solving the system of Eqs. 1 to 3. An example for the input and output parameters for a graphite coated tungsten sample can be seen in Table 1.
The adaptive Monte Carlo scheme makes use of so-called batches which groups trials together. An initial \(h_1 = 10\) batches each of size 5000 are calculated. An average and a standard deviation are calculated for each batch and each parameter \(c_p\), \(T_\mathrm{L}\) and \(T_\mathrm{H}\). By looking at those batch values as part of a t-distribution a number of \(h_2\) additionally needed batch values can be derived for a given confidence level (0.95 in this case) and the desired numerical tolerance.
After calculating \(h_2\) additional batches the output parameters are determined as the average and standard deviation overall batch values N for \(c_p\), \(T_\mathrm{L}\) and \(T_\mathrm{H}\). Each output parameter is calculated from at least 50000 Monte Carlo trials (if \(h_2 = 0\)) and often times more (if \(h_2 > 0\)). The resulting \(c_p\) distribution (Fig. 4) follows a gaussian standard distribution function. The same kind of distribution holds true for \(T_\mathrm{L}\) and \(T_\mathrm{H}\).

Distribution of the results for \(c_p\) of all Monte Carlo trials over \(h_1\) + \(h_2\) batches for a graphite coated tungsten sample. The \(N = 65000\) values can be described by a gaussian fit function and resemble a normal distribution. Mean and standard deviation are marked by vertical lines (solid and dashed, respectively)
Furthermore, individual uncertainty components can be derived for each input parameter by doing Monte Carlo trials while keeping all but one input parameter fixed and only drawing random values for the input parameter of interest. The quadratic summation of the individual uncertainty components adds up to be the overall uncertainty for the specific heat (see also Figs. 4 and 8).
6 Proof of Concept: Specific Heat of Graphite
As an evaluation of the measurement principle the specific heat of an unknown graphite sample can be determined. A sample made of isotropic graphite, which is very fine grained and purified, was selected as a test material.
The spectral emissivity was estimated to be \(\varepsilon _{\lambda , \mathrm{C} } = 0.97 \pm 0.03\) as described earlier in Sect. 4.2. A total of six measurements were carried out with varying conditions as described in Table 2. Five different samples were investigated with thicknesses of 3 mm and 2 mm. Five measurements were done in an argon atmosphere (flushed or without gasflow), one under vacuum. Most temperature profiles lead with the lowest temperature, which was increased in increments of 250 K to the maximum temperature (and back down). The profile was altered for one measurement leading with the highest temperature and then decreasing. One measurement was repeated with same measurement conditions and sample.
The results for the specific heat of graphite as function of temperature are shown in Fig. 5. The \(c_p\) values were averaged for each measurement and temperature step (4-9 values) with an according uncertainty propagation.

Specific heat for isotropic graphite measured under different conditions and on different samples (the datapoints are spread out for each temperature step for better visibilty). The results are reproducible with regard to the uncertainties as demonstrated by the good agreement between the different measurement data and also the literature data (Color figure online)
The uncertainty budget (\(k=1\)) for a typical individual measurement can be seen in Table 3, where the 4 dominant uncertainty components are displayed. The dominant contribution comes from the uncertainty of the estimated emissivity of the sample, as expected. For higher temperatures, the evaluation of the adiabatic temperature rise is associated with increased uncertainties, because of a worse temperature equilibrium leading to higher residuals in the fit. The mass loss of the sample is considered by weighing before and after the measurement.
The results for the specific heat are very consistent with regards to the uncertainties even considering the different measurement conditions. Measurements M1 and M2 show a good repeatability for the same sample and unchanged measurement conditions. No significant systematic trends are apparent for a change in atmosphere, but generally a more stable temperature equilibrium is reached in a static argon athmosphere (M5, M6) compared to an argon flushed environment (M1, M2, M4). An even better equilibrium can be achieved in vacuum (M3) but this also leads to an increased mass loss due to sublimation (or degradation of the coating for coated samples), which can be associated with higher uncertainties. Overall, the \(c_p\) values are in good agreement with literature data from Butland et al. [17] (isostatically pressed graphite) as a general reference.
7 Specific Heat of Tungsten
The samples under investigation are made of tungsten with purity greater than 99.99 %. They were manufactured by Plansee SE out of a metal powder sintered into tungsten rods, which were turned and cut into discs of the required dimensions. The samples were treated as described earlier to prepare the specific heat measurement. The sample thickness was 3 mm and the measurements were carried out in an argon (flushed) environment.
The results for the specific heat measurement as a function of temperature can be seen in Fig. 6. All individual measurement values are shown in blue with the uncertainties indicated by grey lines. The yellow dots represent an average for the corresponding temperature point. Both individual uncertainties as well as the repeatability of the data contribute of the overall uncertainties, whereas the relative uncertainties (\(k = 1\)) are displayed next to the averages. The relative uncertainties were found between 4.1 % at 1075 K to 5.6 % at 1900 K.

Specific heat of tungsten as a function of temperature. Individual measurements are depicted in blue, the average across each temperature step in yellow with according uncertainty (\(k = 1\)). The results show good agreement with the literature data from Righini et al. (red) and White (green) et al. (Color figure online)
Three separate measurements on two different samples were carried out and combined for the final result for the specific heat. This is due to the degradation of the graphite coating over time, caused by the high temperatures. Graphite typically starts to slowly sublimate at temperatures above 1000 K and the effect increases towards higher temperatures. Therefore, the stability of the coating depends on the thickness of the coating, the underlying bulk material, the max temperature and temporal duration of the measurement. A good indicator for the coating degradation, where a measurement is not feasibly anymore, is the adiabatic temperature rise. While also being dependent of the sample temperature and the laser energy (mostly constant across the whole measurement) a drop in the temperature rise can be seen, when the coating has degraded.
It might also be of use to evaluate the measurement for spectral emissivity using a generic specific heat for a similar material. The relative development of the emissivity also indicates when the coating is damaged, because there are no sudden or even gradual changes to be expected in a narrow temperature range. Changes in emissivity are also linked to a deviation in sample temperature, while at constant heating power.

Temporal development of the adiabatic temperature rise (left), the baseline temperature (middle) and the effective emissivity (right) for the case of a degrading graphite coating on a tungsten sample at 1550 K. The behaviour can be explained by a full degradation of the coating on the front side of the sample and is supported by the \(T_0(t)\) function based on Eqs. 6 and 7
Figure 7 shows the temporal development of the adiabatic temperature rise \(\Delta T\), the baseline temperature \(T_0\) and the effective emissivity \(\varepsilon _\mathrm{eff}\), which can be understood as a mean emissivity of all sample sides, for a graphite coated tungsten sample at 1550 K. After the measurement the graphite coating on the frontside of the sample (facing the laserpulse) was completely degraded, while the coating on the backside was still intact. This process can be seen in and be explained by the data.
As the evaluation of the emissivity (with a generic \(c_p\) value from literature [20]) suggests, the starting emissivity is roughly \(\varepsilon _1=0.97\). If we assume that the emissivity of the back side of the sample does not change, the drop in effective emissivity to around \(\varepsilon _2=0.725\) leads to an emissivity of the front side of the sample of 0.5. The base temperature increases gradually from \(T_{0,1}~=~1530\) K to \(T_{0,2}~=~1610\) K.
The total power radiated by the sample \(P_0\) can be calculated using the Stefan-Boltzmann law and is roughly equal to the heating power of the induction heating system (thermal conduction is neglected and supposedly low at 1550 K).
The surface area A is the sum of front-, backside and mantle of the disc shaped sample. While the induction power is constant across all measurements the increase in baseline temperature can be calculated when using the appropriate emissivity for each side of the sample (the mantle is uncoated with \(\varepsilon _\mathrm {side}~=~\varepsilon _2\)). To model a gradual increase in baseline temperature the emissivity decrease is assumed to be a linear change.
and
with \(t_1=7\) min at \(T_{0,1}\) and \(t_2=21\) min at \(T_{0,2}\).
The resulting function outlines and explains the increase in baseline temperature of the sample. Though this being a rather drastic example for the degradation of the graphite coating even smaller deviations can be monitored by analyzing these quantities. Measurements with supposedly damaged coating were excluded from the results for \(c_p\).
For the temperature range between 1200 K and 1900 K the results for the specific heat of tungsten are presented and compared to literature data [20, 21]. The here described method is in good agreement with both literature data regarding the uncertainties. Furthermore, the measurement method shows consistent results for different samples and between measurement cycles.
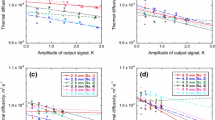
The uncertainty budget for the individual measurements is shown in Table 4 and Fig. 8 and was derived as described earlier. For temperatures up to 1675 K the relative uncertainty \(u_{c_p,\mathrm{rel} }\) is 4.1 % (\(k = 1\)) and slightly increases (4.4 %) at higher temperatures. The composition of the \(u_{c_p}\) however does not change dramatically, as can be seen in Fig. 8, where the relative part on the overall uncertainty of each uncertainty component is shown for each individual measurement (sorted by temperature from low to high). The dominant contribution is the emissivity of the coating \(u_{c_p}(\varepsilon _{\lambda , \mathrm{C} })\) with almost 80 % followed by the adiabatic temperature rise \(u_{c_p}(\Delta T)\) and the beamsplitter ratio \(u_{c_p}(b)\) across the whole temperature range. For some measurements, where it is harder to evaluate the adiabatic temperature rise, the according increases to around 40 %, which leads to a slightly higher \(u_{c_p}\). All other uncertainty contributions are around 1 % or less.

Relative uncertainty components as part of the overall uncertainty for the specific heat for each individual measurement (for a graphite coated tungsten sample). The uncertainty budget is dominated by the influence of the emissivity of the coating \(u_{c_p}(\varepsilon _{\lambda , \mathrm{C} })\). The measurements are sorted by temperature from low to high (Color figure online)
8 Discussion
First measurements of the specific heat of graphite and tungsten with this novel measurement technique show a good agreement with literature data, are reproducible and consistent with regards to the expanded relative uncertainties of around 8 % to 12 % (\(k = 2\)). This uncertainty is largely due to the uncertainty in emissivity (of the coating) and is aimed to be improved in the future. The here proposed measurement method uses sample dimensions, that are easy to manufacture and needs only simple sample preparation by coating it with a graphite spray. Furthermore the specific heat can potentially be determined at multiple temperatures per measurement cycle in a fast manner using the induction heating system.
But the temperature range of measurement method presented here is limited to around 2000 K due to the fragility of the graphite coating at this point. The rigidity of these coatings needs to be investigated more closely as it relates to the temperature and measurement duration and even different base materials. Different coating methods might be considered such as sputtering or painting processes. This may lead to thicker, more resistant coatings that would enable measurements at higher temperatures. It may also influence other thermophysical properties, which would need to be considered. Several reference materials (graphite, tungsten, molybdenum) will be characterized for the specific heat as well as the emissivity within the framework of the Hi-Trace project with a wide range of measurement techniques. This will give a good basis for further investigating the emissivity of the graphite coating by using those reference sample with known specific heat for the dynamic emissivity measurement. This could reduce the uncertainty for the emissivity of the coating and also take a temperature dependence into account. Vice versa, the known emissivity can be used to further investigate and improve upon the dynamic specific heat measurement in general.
Notes
This is a standard procedure for determining the thermal diffusivity with the laser-flash method because a high emissivity leads to a lower signal to noise ratio.
References
G W.H. Hoehne, W. Hemminger, H.J. Flammersheim, Differential Scanning Calorimetry: An Introduction for Practitioners, C. Messerschmidt, Ed. (Springer, Berlin, 1996)
S.M. Sarge, W. Poeßnecker, The influence of heat resistances and heat transfers on the uncertainty of heat-capacity measurements by means of differential scanning calorimetry (DSC). Thermochim Acta 329(1), 17–21 (1999)
B. Wilthan, Uncertainty budget for high temperature heat flux DSCs. J. Therm. Anal. Calorim. 118(2), 603–611 (2014). https://doi.org/10.1007/s10973-014-3671-0
(2021, Oct.). [Online]. Available: https://hi-trace.eu/
R. Razouk, O. Beaumont, J. Hameury, B. Hay, Towards accurate measurements of specific heat of solids by drop calorimetry up to 3000 \(^\circ\)C. Thermal Sci. Eng. Prog. 26, 101130 (2021)
A. Cezairliyan, A millisecond-resolution pulse heating system for specific-heat measurements at high temperatures. In: Compendium of Thermophysical Property Measurement Methods: Volume 2 Recommended Measurement Techniques and Practices, K.D. Maglić, A. Cezairliyan, and V.E. Peletsky, Eds. Boston, MA: Springer US, 1992, pp. 483–517. https://doi.org/10.1007/978-1-4615-3286-6_17
E. Kaschnitz, P. Reiter, G. Pottlacher, Specific heat, electrical resistivity, and linear thermal expansion of the magnesium alloy AE42 measured by subsecond pulse heating. Int. J. Thermophys. 26(4), 1229–37 (2005)
N.D. Milošević, G.S. Vuković, D.Z. Pavičić, K.D. Maglić, Thermal properties of tantalum between 300 and 2300 K. Int. J. Thermophys. 20(4), 1129–1136 (1999)
D. Urban, S. Krenek, K. Anhalt, D.R. Taubert, Improving the dynamic emissivity measurement above 1000 K by extending the spectral range. Int. J. Thermophys. 39(1), 10 (2017). https://doi.org/10.1007/s10765-017-2339-y
S. Krenek, D. Gilbers, K. Anhalt, D.R. Taubert, J. Hollandt, A dynamic method to measure emissivity at high temperatures. Int. J. Thermophys. 36(8), 1713–1725 (2015). https://doi.org/10.1007/s10765-015-1866-7
W.J. Parker, R.J. Jenkins, C.P. Butler, G.L. Abbott, Flash method of determining thermal diffusivity, heat capacity, and thermal conductivity. J. Appl. Phys. 32(9), 1679–1684 (1961)
J.A. Cape, G.W. Lehman, Temperature and finite pulse-time effects in the flash method for measuring thermal diffusivity. J. Appl. Phys. 34(7), 1909–1913 (1963)
J. Blumm, J. Opfermann, Improvement of the mathematical modeling of flash measurements. High Temperatures High Pressures 34(5), 515–521 (2002)
S. Krenek, Dynamische Emissionsgradmessung im Hochtemperaturbereich. Ph.D. dissertation, Technische Universität Berlin (2016)
A. Adibekyan, E. Kononogova, C. Monte, J. Hollandt, High-Accuracy Emissivity Data on the Coatings Nextel 811–21, Herberts 1534, Aeroglaze Z306 and Acktar Fractal Black. Int. J. Thermophys. 38(6), 89 (2017)
CRC Industries Deutschland GmbH, “Technisches Merkblatt: Graphit 33,” (2004)
A.T.D. Butland, R.J. Maddison, The specific heat of graphite: an evaluation of measurements. J. Nucl. Mater. 49(1), 45–56 (1973)
C. Monte, J. Hollandt, The determination of the uncertainties of spectral emissivity measurements in air at the PTB. Metrologia 47(2), 172–181 (2010)
G. Wübbeler, P.M. Harris, M.G. Cox, C. Elster, A two-stage procedure for determining the number of trials in the application of a Monte Carlo method for uncertainty evaluation. Metrologia 47(3), 317 (2010)
F. Righini, J. Spisiak, G.C. Bussolino, A. Rosso, J. Haidar, Measurement of thermophysical properties by a pulse-heating method: thoriated tungsten in the range 1200 to 3600 K. Int. J. Thermophys. 15, 1311–1322 (1994). https://doi.org/10.1007/BF01458839
G.K. White, S.J. Collocott, Heat capacity of reference materials: Cu and W. J. Phys. Chem. Ref. Data 13(4), 1251–1257 (1984)
Acknowledgements
This project (17IND11) Hi-Trace has received funding from the EMPIR programme co-financed by the Participating States and from the European Union’s Horizon 2020 research and innovation programme.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Urban, D., Anhalt, K. Dynamic Measurement of Specific Heat Above 1000 K. Int J Thermophys 43, 77 (2022). https://doi.org/10.1007/s10765-022-03005-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10765-022-03005-0