
Abstract
In this paper, a new gram scale experiment with well characterised boundary conditions is proposed for pyrolysis experiments. The set-up consists of a tube furnace, based on ISO19700, with a newly designed concept for a balance within the oven, allowing for online mass loss measurements. Samples with a length up to 50 cm can be investigated in this apparatus. The oven allows for experiments at fixed temperatures or at fixed heating rates, under controlled atmosphere, w.r.t. gas composition and flow rate. A thorough characterisation of the set-up is presented, including aspects like reproducibility of the heating rate or the precision of the balance. The functionality of the balance has been demonstrated with calcium carbonate (CaCO\(_{3}\)) experiments. This material was chosen because it decomposes in a single reaction, which only releases CO\(_{2}\). This allows for comparison between the mass loss rate of the balance and the CO\(_{2}\) production rate, measured by a gas analyser. Results for two different heating rates: 3 K/min and 5 K/min and for different masses (25 g and 8.5 g) are presented. The two measurement methods are in excellent agreement. Finally, the data obtained from the new experimental set-up is compared to results from thermogravimetric analyser (TGA) experiments.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
For several decades, extensive research has been done on cable fires [1,2,3]. Cables form a potential risk in many areas, e.g. in private homes, large industrial facilities, aircrafts and nuclear power plants. For example, France reported 73 fires in nuclear power plants throughout 2014 [4]. Of those fires, 53% were caused by electrical malfunctioning. In some cases the malfunctioning started in a cable, in other cases cables were ignited as a secondary fuel. Despite the efforts being made, the fire dynamics of cables has not yet been fully understood. The conductive core surrounded by an often combustible polymer makes it a complex combined system in terms of fire safety. There is still a gap between the modelling of cable fires [5,6,7,8] and experimental work. This work presents a newly proposed bench scale experiment, particularly suited for cable fires, that could help fill this gap [9].
In order to breach the gap between experiments and modelling, experiments with well-known boundary conditions are needed. One of the most often used bench scale experiments is the cone calorimeter [10,11,12]. In this set-up, a 10 cm by 10 cm sample is placed under a radiant heater, that delivers a defined heat flux to the sample surface. Due to the lay-out of the experiment, factors like flow rate around the sample or convective cooling on the side, are not well known. Especially for cables, there are additional degrees of freedom in arranging the cables to fill a 10 cm by 10 cm square [13]. This makes the boundary conditions even more complex. Another often used small scale experiment is the thermogravimetric analyser (TGA). A TGA [14, 15] has well controlled boundary conditions, but is only meant to test very small samples (milligram range), since it is assumed that heat and mass transfer effects can be neglected. Due to the limitations on the sample size, it is very hard to take a representative sample of a cable to test in the TGA [16]. The new set-up presented in this paper aims to combine the advantages of the cone calorimeter and the TGA. It allows for larger, more representative samples, while experiments can be conducted under well-defined boundary conditions.
The tube furnace with online mass loss measurement is introduced as a new bench scale experiment. The design of the new set-up is based on the ISO 19700 [17]. The novelty of the oven lies in the enabling of an online mass loss measurement by installing a balance within the oven. This allows to obtain time resolved mass loss data under well controlled boundary conditions i.e. controlled atmosphere, temperature, flow rate. A thorough characterisation of the set-up is presented here. The functionality of the balance will be demonstrated with CaCO\(_{3}\) experiments. These experiments also serve to discuss the limitations of the oven. The aim of this paper is to carefully demonstrate the functionality of the new experiment set-up, therefore experiments with cables are out of the scope of this contribution. In the final part of this contribution, a comparison between the tube furnace and the TGA will be made. This comparison gives a first indication of heat and mass transfer effects which might have to be taken into account in the tube furnace set-up due to scaling effects.
2 Experimental Set-Up
2.1 General Lay-Out
A schematic view of the experimental set-up is outlined in Figure 1. A quartz glass tube with an inner diameter of 90 mm and a wall thickness of 2.4 mm is surrounded by a tubular oven by Carbolite Gero Limited (type SR(A)). The oven consists of eleven circular heating elements, which are distributed equally over a length of 51 cm. A photograph of the bottom half of the oven is shown in Figure 2a. The maximal temperature of the set-up is 1273 K. The maximal heating rate is 5 K/min, to avoid too high thermal tension in the quartz glass tube. In the upstream direction, here to the right of the oven, additional glass parts are installed. This allows to store the sample, while the oven is preheated, and move the sample in and out at specific oven temperatures. A step motor is used to move the sample in and out of the oven. The carrier gas is inserted at the upstream border of the set–up—about 1.50 m from the oven. Mass flow controllers allow composing an inflow mixture of air and nitrogen and adjusting the flow rate. On the downstream side of the oven, a gas mixer is installed, which will be described in more detail in the next section. Subsequently, a cone-shaped glass part reduces the diameter of the tube before it is connected to the gas analyser and the exhaust.

Schematic picture of the set-up

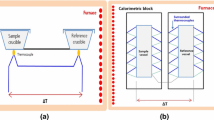
Details of the thermocouple configuration in the oven and the configuration of the gas mixer
2.2 Gas Analyser
The current apparatus is equipped with a gas analyser, (ports for) thermocouples and the newly designed balance. Additional access points are foreseen, to install extra diagnostics in the future. A more detailed description of the balance will be given in the next section. An X-stream gas analyser by Emerson, equipped with a paramagnetic sensor for O\(_{2}\) measurements and infrared sensors for CO and CO\(_{2}\) measurements, is connected to the tube at the downstream end. The analyser is calibrated before every experiment. The uncertainty on the data is specified by the manufacturer as 10% of the gas concentration used to calibrate the analyser. The zero calibration is done with 100% nitrogen. The concentrations for CO, CO\(_{2}\) and O\(_{2}\) are (9.900 ± 0.001) vol%, (9.99 ± 0.01) vol% and (20.8 ± 0.1) vol% respectively. In order to ensure that the carrier gas and the volatiles released by the sample sufficiently mix, mixing tests have been performed. These tests have shown that it is necessary to install an additional gas mixer between the oven and the exhaust. A more detailed schematic of the gas mixer is shown in Figure 2b and c. Table 1 displays the results of the mixing tests, i.e. expected vs. measured volume concentrations. For these tests, a tube was installed in the middle of the specimen region. This tube was connected with a CO\(_{2}\) bottle through a mass flow controller. The carrier gas was put to 10 l/min of nitrogen, while the amount of inserted CO\(_{2}\) gas was varied. Both for inserting gas in the sample region, as well as for inserting CO\(_{2}\) at the upstream end of the tube. Every measurement was averaged over three minutes, after a constant value was reached. As can be seen from the table, gas inserted at the N\(_{2}\) inlet is completely mixed. Due to the gas mixer, sufficient mixing is also achieved for gas mixed in the sample region.
2.3 Temperature Measurements
Thermocouples are installed at the outside of the quartz glass tube. Small quartz glass tubes are connected perpendicularly to the main glass tube so that the thermocouples remain in position (see Figure 2a). Eleven thermocouples are distributed over the heating part of the oven. These thermocouples will be used to refer to positions in the sample region and will be referred to as TO_1 to TO_11: e.g. TO_6 is the thermocouple located at the middle of the sample region and is used for most temperature references in the following analyses. Additionally, thermocouples can be installed on the inside of the glass tube for temperature measurements in the sample region. However, thermocouple measurements on the inside of the tube can not be done simultaneous with mass loss measurements.
2.4 Online Mass Loss Measurement
The balance is based on a simple seesaw mechanism, see Figure 1b. The specimen boat is connected with the load cell by the balance beam. The load cell is foreseen from a metal cylinder topped with a ball bearing to avoid any non-perpendicular forces to act on the load cell. Counterweights are installed on the load cell side to compensate for the weight of the sample and the specimen boat. The accuracy of the Sartorius WZA1203-N load cell is 1 mg.
The cantilever allows to measure the mass loss in the centre of mass. The mass loss of the sample can be determined from equating the torque on both sides of the pivot:
where \(d_s\) and \(d_{lc}\) are the distances between the middle of the sample and the pivot respectively the pivot and the load cell and \(\Delta m_s\) and \(\Delta m_{lc}\) are the mass lost by the sample, respectively the mass loss measured by the load cell and g is the gravitational constant. The CaCO\(_{3}\) experiments presented in this paper will serve as example to demonstrate how the load cell data is converted into mass loss data.
The balance beam and the sample boat are both made out of quartz glass. This material was chosen since it has a very small thermal expansion coefficient. Therefore, effects caused by thinning of the balance beam and sample boat on the apparent mass loss can be neglected.
In order to test the balance, a reference weight of 100 g was moved over a distance of 71 cm in the sample region. When plotting the mass value recorded by the load cell (\(\Delta m_{lc}\)) versus the distance (\(d_s\)) between the sample and the pivot, a linear relation is expected. Referring to Equation 1, the slope of the linear function should be given by \(\Delta m_s\)/\(d_lc\). The results of these tests are shown in Figure 3. The first measurement point (0 cm) was at a distance of 20 cm from the pivot. The blue and the red dots are the results of two repetition experiments. The green line is a linear fit through the measurement points. The fitted value is (\(-\)1.95±0.03) g/cm, compared to the expected value: \(-\)1.96 g/cm.

Apparent weight at load cell versus distance between a reference mass of 100 g and the pivot (Color figure online)
Additionally, these tests allow to determine the conversion factor between the load cell measurement and the expected sample mass. For a mass middle point in the centre of the oven, the factor is 0.888. Deviating 3 cm (5 cm) in downstream direction results in a factor of 0.84 (0.82), respectively in the upstream direction of 0.94 (0.97).
3 Characterisation of Thermal Boundary Conditions
The temperature of the oven is regulated by the electrical power of the oven. Optimisations have to be run in order to find a power versus time curve that results in the desired heating rate. The temperature measurements by TO_06 are used for the heating rate optimizations. The oven supplies the same power to all heating elements. Due to the flow through the tube and the isolation of the tube, a temperature distribution is present in the sample region. This is also the case for the furnace used in ISO19700 [18]. For all experiments presented in this contribution, the same power versus time curve was used for the same heating rate. These curves are optimised to approximately reach a constant 3 K/min or 5 K/min heating rate. For some of the experiments, the oven is kept at a constant temperature at the end of the experiment. At a temperature of 1173 K, the temperature control of the oven was set to remain constant at this temperature.
To determine the heating rate and the temperature distribution within the oven, additional thermocouples were installed in the sample region inside the oven. One thermocouple was located in the middle of the sample region. The other two thermocouples were located in the middle between the first thermocouple and the sample end, respectively up- and down stream. Small copper pieces were used to keep the thermocouples in position. The thermocouples were not in contact with the copper pieces, neither with the specimen boat. For 5 K/min four repetition experiments were conducted, for 3 K/min three repetitions were done.
Figure 4 shows the heating rate of the sample region during the experiment as function of temperature, which is chosen here as the temperature value measured by TO_6. A time derivative has been taken from the thermocouple data to present the heating rate. The temperature data was averaged over 60 s before calculating the derivative. Figure 4a and c show the evolution of the temperature at different locations through one measurement. Figure 4b and d show the heating rate in the middle for the repetition measurements.

Heating rate in the tube furnace
During the first 200 K of heating, the oven needs time to ramp up the heating rate. For 5 K/min, the middle and downstream part of the oven have a more similar heating rate than the upstream side. While for 3 K/min, the upstream and middle part are more a like. The heating rate seems more reproducible for 3 K/min than for 5 K/min. For the 3 K/min experiments, the thermocouples were installed once and three repetition experiments were run, without removing the thermocouples. For the 5 K/min experiments, the thermocouples had to be re-installed several times. Consequently, poorer reproducibility is expected for 5 K/min, as the different measurements do not have the thermocouples at the exact same location. After reaching a temperature of 520 K, the heating rates are becoming similar for all repetitions, even for 5 K/min. The materials tested for this contribution does not react before a temperature of 520 K. Therefore, less time was invested in optimising the lower temperature part of the curve. It could be considered to further optimise the heating rate if necessary.
Figure 5 shows the temperature distribution in the oven at different points throughout the heating process at 3 K/min and 5 K/min. On the x-axes, the label numbers of the outside thermocouples are shown, while the individual figures are representing selected heating states, i.e. temperature values measured by TO_6. The thermocouples are numbered from down- (TO_1) to upstream (TO_11) as seen in Figure 2a. The thermocouples on the inside are shown at locations with respect to the outside thermocouples. The results are averaged over the repetition experiments. One standard deviation is displayed as uncertainty. Only for the thermocouples at the inside of the oven for 5 K/min, the uncertainty is large enough to be visible in the figure. The first eight frames display different parts of the heating process, with increments of 110 K. The temperature distribution, after the oven remained at 1173 K for 30 min, is shown in the last frame. During sample testing, a sample would be located between TO_1 and TO_11.

Temperature distribution at the in- and outside of the oven during heating. Temperature at the inside are indicated with crosses, temperatures measured at the outside are indicated in dots. The selected temperature points, indicated at the bottom left in each subfigure, are temperature values measured by TO_6
A temperature distribution throughout the sample region is present. Upon initial heating, the gradient between the different locations grows with increase in temperature, until the temperature reaches a value of around 823 K. For lower temperatures, the discrepancy between in- and outside temperature is larger. The outside temperatures show excellent reproducibility since they are always located at the exact same location due to small glass tubes (see Figure 2a). The outside temperatures are exactly the same, independent of the heating rate. The maximal deviation in temperature in the sample region is 142 K. The most homogeneous region is between thermocouples TO_4 and TO_6.
4 Commissioning Experiments with CaCO\(_{3}\)
In order to demonstrate the functionality of the balance during heating, commissioning experiments were conducted. For these experiments, a material was selected that would release only CO\(_{2}\) or CO upon heating. This allows to compare the data from the load cell with the data from the gas analyser. Calcium-carbonate (CaCO\(_{3}\)) was chosen for these experiments. Upon heating, CaCO\(_{3}\) releases solely CO\(_{2}\) to the gas phase:
Experiments were conducted with two different amounts of CaCO\(_{3}\): 8.5 g and approx. 25 g, referred here to as small and large CaCO\(_{3}\) experiments. Throughout the experiments, CaCO\(_{3}\) powder with a purity of 99% was used. For the small experiments, powder is distributed between TO_4 and TO_6. For the large ones, the full sample holder length is used, i.e. the 51 cm where the oven heats, thus between TO_1 and TO_11. The two different layouts were chosen to study the effect of the non-homogeneous temperature distribution on the mass loss rate. (CaCO\(_{3}\)) powder was passed through a sieve, with grid size 400 \(\upmu\)m, before placing it in the specimen boat. All experiments are conducted under nitrogen atmosphere with a flow rate of 10 l/min. The set-up is purged with nitrogen, experiments are not started before the O\(_{2}\) concentration has reached 0.0%.
4.1 Data Processing
To verify the measurements from the balance, a gas analyser is utilised. As the gas analyser measures volume concentrations, here of CO\(_{2}\), this results need to be converted to a mass production rate. This is done using the total flow in the experiment. Since the concentration of CO\(_{2}\) measured during the experiment is below 1.1%, it is assumed that the total flow is the same as the nitrogen volume flow N\(_{2}\) flow (\(\dot{V}_{{N_{2}}}\)). This flow is controlled by a mass flow controller. Within the mass flow controller a volume flow is converted to a mass flow (\(\dot{m}_{{N_{2}}}\)), using the normal density of N\(_{2}\) (\(\rho _{\text {norm},{N_{2}}}\)):
The mass flow is converted to a molar flow (\(\dot{n}_{{\hbox {N}_{2}}}\)) by dividing by the molecular mass of \({\hbox {N}_{2}}\) (\(M_{{\hbox {N}_{2}}}\))
The \(\hbox {CO}_{2}\) measurement cell of the gas analyser is heated. Therefore, a temperature factor needs to be added to determine the production rate of \(\hbox {CO}_{2}\) (\(\dot{m}_{\hbox {CO}_{2}}\)) at room temperature. The exact temperature of the cell is continuously measured by the gas analyser. During an experiment its value is 341 K and varies less than 0.2 K. Therefore, an average temperature of the measurement cell \(T_{\text {gas},\text {cell}}\) can be used. Using the volume concentration of \(\hbox {CO}_{2}\) (\(y_{\hbox {CO}_{2}}\)) and the ideal gas law for the temperature correction, the production rate of \(\hbox {CO}_{2}\) (\(\dot{m}_{\hbox {CO}_{2}}\)) is given by:
where M\(_{\hbox {CO}_{2}}\) is the molar mass of \({\hbox {CO}_{2}}\) and \(T_\text {ambient}\) is the ambient temperature, which is assumed to be 293 K. The material and gas properties used for the calculation are given in Table 2.
The mass loss measured by the balance is corrected with a zero curve. This is a mass loss measurement, ran under the exact same conditions as the experiment but without sample. The empty run is subtracted from mass loss measurements to compensate for buoyancy effects. Several empty runs have been done to check the reproducibility. Figure 6 displays different zero curves for 3 K/min and 5 K/min, at a flow rate of 10 l/min. The apparent mass loss at the load cell is shown as function of temperature (TO_6 values).

Analysis of zero curves
As can be seen in Figure 6a, for 5 K/min buoyancy causes an apparent weight change up to (0.32 ± 0.03)g in the load cell. This is an apparent increase in weight of (0.28 ± 0.03)g in the middle of the sample region. For higher temperatures, the zero curves become less reproducible, with a maximal deviation of 0.05 g between the curves at 1173 K. After reaching a temperature of 1173 K, the oven was kept constant at this temperature. During this isotherm, the deviation in mass was less than 3 mg for all five zero curves, during 20 min. Therefore, experiments with an isotherm at 1173 K will be corrected with (0.32 ± 0.03)g, here no time dependent compensation is needed for the isotherm part. In Figure 6b, the zero curves for 3 K/min and 5 K/min are compared. As can be seen from the figure, buoyancy effects are similar for both heating rates. In Figure 6c, 3 K/min zero curves run under nitrogen and under air atmosphere are compared, with the conclusion, that the atmosphere does not influence the zero curves. Thus, the correction procedure is to subtract the average of one to three zero curves from the measurement data by correlating over TO_6. It is chosen to correlate over temperature rather than over time, since the starting temperature might differ due to different room temperatures for different experimental days. When results are averaged, this is done using TO_6, unless explicitly stated otherwise.
After correcting with a zero curve, a conversion factor is calculated. This factor converts the mass measured by the balance to the actual mass loss of the sample. Despite all efforts to homogeneously distribute the powder over the specimen boat, the powder will not be spread perfectly homogeneous. Therefore, it would not be accurate to calculate the conversion factor based on the distance between the pivot and the centre of mass. Instead, the factor is determined from the global mass loss of the powder. Before and after an experiment, the sample boat with the powder is measured on an external balance (\(m_{\text {start}}\) and, \(m_{\text {end}}\) respectively). A kern EW 4200-2NM balance with a resolution of 0.01 g is used. This allows to determine the conversion factor (\(c_{\text {cell}}\)) between the mass loss measured by the load cell and the mass loss in the centre of mass of the sample by
where \(m_{\text {cell},\text {start}}\) and \(m_{\text {cell},\text {end}}\) are the start and end mass, respectively, measured by the load cell after subtraction of the zero curve.
4.2 Results
Experiments are performed for two different heating rates and for two different initial masses. Figure 7 presents a comparison of these four variations with the focus on the comparison of the two independent mass loss measurement approaches. Repetition experiments have been performed in triplicate. The data of the experiments, including the repetition experiments, can be found in the following repository [22]. The mass loss data is smoothened using a Savitsky–Golay filter with a first order polynomial over 33 data points. The uncertainty on the CO\(_{2}\) production rate originates from the uncertainty of the gas analyses, specified by the manufacturer. The CO\(_{2}\) production rate was not smoothened. In all experiments, the oven was heated until 1173 K was reached and then kept constant at this temperature until no further mass loss was observed. For 8.5 g and 3 K/min the reaction was completely finished before 1173 K.

Comparison between the mass loss rate of CaCO\(_{3}\) measured by the balance and the CO\(_{2}\) production rate captured by the gas analyser. The red line indicates when 1173 K was reached (Color figure online)
From Figure 7 it can be seen that the CO\(_{2}\) production rate and the mass loss rate are in excellent agreement for all four conditions, both under isothermal conditions as under dynamic conditions. It can be concluded that the balance mechanism works.
Figure 8 shows the impact of experiment variations, here now only with the balance measurements. Note that for different masses also the distribution of the powder throughout the oven is different. The mass loss rates have been normalised, using the total lost mass. For 8.5 g of CaCO\(_{3}\) around 3.5 g is gasified and for 25 g around 10.5 g. This results in a conversion rate of 0.42. Since the theoretical conversion rate of CaCO\(_{3}\) to CO\(_{2}\) is 0.44 it can be concluded that all CaCO\(_{3}\) has been converted to CO\(_{2}\) and CaO.

Comparison between the mass loss rate of CaCO\(_{3}\) under different conditions
Figure 8a and b seem to indicate that the normalised mass loss rate in the centre of mass is the same for 8.5 g or 25 g of powder. It is important to note that the reactions are not finished at 1173 K, apart from 8.5 g heated at 3 K/min. Figure 8a indicates that differences might occur near the end of the reaction. This would be expected since the upstream part of the oven is cooler than the downstream part of the oven, resulting in non-symmetrical mass loss near the end of the experiment. However, a material that reacts at lower temperature would have to be examined to confirm this hypothesis.
Different heating rates have the same onset temperature. For a higher heating rate, the maximum mass loss rate is larger and shifts to higher temperature. Considering the general pyrolysis equations of a single reaction and varying the heating rate, this is the expected behaviour. This implies that there is no significant difference in heat transfer effects between 3 K/min and 5 K/min.
Experiments have been performed to measure the temperature in the CaCO\(_{3}\) powder for the 5 K/min experiments. For this purpose three K-type thermocouples, with a 1 mm diameter, have been installed in the powder (at 1/4, 1/2 and 3/4 sample distance). Similar as to the thermocouple measurements, the thermocouples have been fixed to a small copper piece to remain in place. Afterwards, the powder was placed in the specimen boat. The tips of the thermocouples were not in contact with the copper pieces, neither with the specimen boat. The thermocouple tips were covered with the powder, it is difficult to know the exact location of the thermocouples within the solid material since the powder can not be distributed perfectly homogeneous. Three repetition experiments were conducted. In Figure 9 the temperature measurements are presented. Both the temperatures of the thermocouples in the powder as the temperatures measured at the outside of the glass tube are shown. The temperature distribution without powder is also shown for reference. The temperature measured in the CaCO\(_{3}\) powder are higher than the temperatures measured in an empty specimen boat. This could be due to the cooling by the carrier gas flow of the thermocouples in the empty specimen boat.

Temperature distribution in the sample and at the outside of the oven during CaCO\(_{3}\) experiments
5 Comparison with TGA Measurements
In order to compare the tube furnace with TGA measurements, experiments have been run in both apparatuses with the same material. Several studies have already been done on TGA experiments with CaCO\(_{3}\) [23,24,25]. However, due to the large scatter in available literature data, new experiments with CaCO\(_{3}\) were conducted for this comparison. In these experiments, the exact same powder as for the tube furnace experiments was used. The TGA device used for these experiments was a Netsch STA449 F3 Jupiter.
CaCO\(_{3}\) powder was sieved with a 400 \(\upmu\)m sieve before filling a 85 \(\upmu\)l alumina crucible with 8.5 mg of the sample. Experiments were conducted for three different heating rates: 3 K/min, 5 K/min, 10 K/min. Additionally, the impact of pressed and non-pressed powder into the crucible was investigated for 5 K/min. The effect of pressing was studied, since it is common practise for TGA purposes to press the powder in the crucible, while this was not done with the powder in the specimen boat of the tube furnace. The results of these measurements are shown in Figure 10.

TGA results for CaCO\(_{3}\)
As can be seen from the figures, the mass loss rate of CaCO\(_{3}\) consists of one single reaction. As expected from literature, the onset temperature is the same for all heating rates and the peak mass loss rate is higher for higher heating rates. It does not make a difference whether the powder was pressed together or not in the crucible.
Figure 11 shows a comparison between the normalised mass loss rates obtained with the TGA and the tube furnace. For the tube furnace TO_6 is used as reference temperature in Figure 11a, while for Figure 11b–d the thermocouples installed in the samples were used. As can be seen in these figures, the shape of the mass loss rate is similar for the tube furnace and the TGA. The tube furnace has a wider peak in the mass loss rate. The temperature at which CaCO\(_{3}\) reacts is significantly higher in the tube furnace than in the TGA, as is expected due to the increased effect of thermal lag for a large solid sample. Nevertheless, similar temperatures at the onset of the reaction are expected. It should be noted that the sample temperature in the tube furnace is measured inside the powder. In order to determine the onset temperature, a thermocouple should be installed at the hottest point of the powder, which would be the sample surface around the location of TO_6. This was not done for the CaCO\(_{3}\) experiments because of the unreliability of installing a thermocouple at the surface of the powder. It is recommended to conduct further experiments with a solid sample to compare the onset temperature in the TGA with the tube furnace. This would allow to install a thermocouple at the sample surface.

Normalised mass loss rate in the tube furnace versus TGA for CaCO\(_{3}\) using different measurement locations as reference values
6 Conclusions and Outlook
In this paper, the tube furnace with online mass loss measurement was introduced as a new bench scale experiment for the investigation of pyrolysis processes. In the sample region of the oven, a temperature difference of maximum 142 K is present for experiments with a heating rate of 3 K/min or 5 K/min and a flow rate of 10 l/min.
Commissioning experiments with CaCO\(_{3}\) were conducted to demonstrate the validity of the balance measurements of the mass loss rate. An excellent agreement was found between the CO\(_{2}\) production rate and the mass loss rate of the samples. These results were obtained both for 8.5 g as well as for 25 g of CaCO\(_{3}\) powder and for two different heating rates 3 K/min and 5 K/min, as well as for the isothermal parts at 1173 K at the end of the experiments. This demonstrates the functionality of the balance to perform online mass loss measurement during well-defined heating conditions.
The influence of sample size and heating rate was examined with the CaCO\(_{3}\) experiments. The onset temperature of the reaction remains the same for 3 K/min and 5 K/min, while the maximum mass loss rate and its temperature are larger for the higher heating rate. The effect of different sample sizes needs to be further examined with a sample that finishes reacting before the end of the test.
Additionally, a comparison with TGA measurements was made. As expected, the temperature at the reaction peak is higher in the tube furnace than in the TGA. However, it is expected that the onset temperature of the reaction is the same. In order to accurately compare this, temperature data at the hottest point of the sample would be needed. This would be at the middle of the sample at the surface. Unfortunately, it is not feasible to accurately measure a surface temperature with powder. It should be considered to conduct experiments on solid samples to further compare mass loss measurements of the tube furnace and the TGA.
Change history
06 July 2024
The Given Name and Family Name of the author Karen De Lannoye has been corrected.
References
McGrattan K, Lock A, Marsh N, Nyden M, Bareham S, Morgan AB, Galaska M, Schenck K, Stroup D (2012) Cable heat release, ignition, and spread in tray installations during fire (CHRISTIFIRE) phase 1: horizontal trays. Technical report, National Institute of Standards and Technology Engineering Laboratory; Fire Research Division, Gaithersburg, MD 20899, July
McGrattan K, Bareham S, Stroup D (2013) Cable heat release, ignition, and spread in tray installations during fire (CHRISTIFIRE) phase 2: vertical shafts and corridors. Technical report, National Institute of Standards and Technology Engineering Laboratory; Fire Research Division, Gaithersburg, MD 20899, December
Audouin L, Rigollet L, Prétrel H, Le Saux W, Röwekamp M (2013) OECD PRISME project: fires in confined and ventilated nuclear-type multi-compartments—overview and main experimental results. Fire Saf J 62:80–101. https://doi.org/10.1016/j.firesaf.2013.07.008
ISRN (2014) Le risque indcendie dans les centrales en 2014. https://www.irsn.fr/savoir-comprendre/surete/risque-incendie-milieu-nucleaire#.Y1b72i07FhE
Alonso A, Lázaro D, Lázaro M, Alvear D (2023) Numerical prediction of cables fire behaviour using non-metallic components in cone calorimeter. Combust Sci Technol. https://doi.org/10.1080/00102202.2023.2182198
Beji T, Merci B (2019) Numerical simulations of a full-scale cable tray fire using small-scale test data. Fire Mater 43(5):486–496. https://doi.org/10.1002/fam.2687
Hehnen T, Arnold L, La Mendola S (2020) Numerical fire spread simulation based on material pyrolysis-an application to the CHRISTIFIRE phase 1 horizontal cable tray tests. Fire 3(3):33. https://doi.org/10.3390/fire3030033
Viitanen A, Hostikka S, Vaari J (2022) CFD simulations of fire propagation in horizontal cable trays using a pyrolysis model with stochastically determined geometry. Fire Technol. https://doi.org/10.1007/s10694-022-01291-6
Huang X, Nakamura Y (2020) A review of fundamental combustion phenomena in wire fires. Fire Technol 56(1):315–360. https://doi.org/10.1007/s10694-019-00918-5
ISO (2015) 5660-1:2015(E). Reaction-to-fire tests—heat release, smoke production and mass loss rate—part 1: heat release rate (cone calorimeter method) and smoke production rate (dynamic measurement). Standard, International Organization for Standardization, Geneva, CH, March
Schartel B, Hull TR (2007) Development of fire-retarded materials—interpretation of cone calorimeter data. Fire Mater 31(5):327–354. https://doi.org/10.1002/fam.949
Babrauskas V (1982) Development of the cone calorimeter—a bench-scale heat release rate apparatus based on oxygen consumption. Technical report, U.S. DEPARTMENT OF COMMERCE National Bureau of Standards Center for Fire Research, Washington, DC 20234, November. https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nbsir82-2611.pdf
Martinka J, Rantuch P, Sulová J, Martinka F (2019) Assessing the fire risk of electrical cables using a cone calorimeter. J Therm Anal Calorim 135(6):3069–3083. https://doi.org/10.1007/s10973-018-7556-5
Coats AW, Redfern JP (1963) Thermogravimetric analysis. A review. The Analyst 88(1053):906. https://doi.org/10.1039/an9638800906
Saadatkhah N, Carillo GA, Ackermann S, Leclerc P, Latifi M, Samih S, Patience GS, Chaouki J (2020) Experimental methods in chemical engineering: thermogravimetric analysis-TGA. Can J Chem Eng 98(1):34–43. https://doi.org/10.1002/cjce.23673
De Lannoye K, Trettin C, Belt A, Reinecke EA, Goertz R, Arnold L (2024) The influence of experimental conditions on the mass loss for TGA in fire safety science. Fire Saf J 144:104079. https://doi.org/10.1016/j.firesaf.2023.104079
ISO/TS 19700:2016(E) (2016) Controlled equivalence ratio method for the determination of hazardous components of fire effluents—steady-state tube furnace. Standard, International Organization for Standardization, Geneva, CH
Stec AA, Hull TR, Lebek K (2008) Characterisation of the steady state tube furnace (ISO TS 19700) for fire toxicity assessment. Polym Degrad Stab 93(11):2058–2065. https://doi.org/10.1016/j.polymdegradstab.2008.02.020
Bronkhorst (2023) Property calculation n2, 2023. https://www.fluidat.com/default.asp. Last accessed 31 Mai 2023
Bronkhorst (2023) The intrinsic properties of N2 (“Nitrogen”), 2023. https://www.fluidat.com/default.asp. Last accessed 31 Mai 2023
Bronkhorst (2023) The intrinsic properties of CO2 (“Carbon dioxide”), 2023. https://www.fluidat.com/default.asp. Last accessed 31 Mai 2023
De Lannoye K, Belt A, Reinecke E-A, Arnold L (2023) Zenodo: the tube furnace with online mass loss measurement as a new bench scale test for pyrolysis. https://doi.org/10.5281/zenodo.10277305
Chen H, Liu N (2010) Application of non-Arrhenius equations in interpreting calcium carbonate decomposition kinetics: revisited. J Am Ceram Soc 93(2):548–553. https://doi.org/10.1111/j.1551-2916.2009.03421.x
Galan I, Glasser FP, Andrade C (2013) Calcium carbonate decomposition. J Therm Anal Calorim 111(2):1197–1202. https://doi.org/10.1007/s10973-012-2290-x
Bottom R (2008) Thermogravimetric analysis, chapter 3. Wiley, Hoboken, pp 87–118. https://doi.org/10.1002/9780470697702.ch3
Allen L, O’Connell A, Kiermer V (2019) How can we ensure visibility and diversity in research contributions? How the contributor role taxonomy (credit) is helping the shift from authorship to contributorship. Learn Publ 32(1):71–74. https://doi.org/10.1002/leap.1210
Acknowledgements
The authors would like to thank Dr. Lucie Hasalová from the Technický ústav požární ochrany (Prague, Tsech Republic) for the support with the TGA experiments. We would also like to thank the student workers at the Forschungszentrum Jülich, who have supported this work: Minh Tam Würzburger, Leonie Labod and Tristan Lengeling.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
Following [26]. Karen De Lannoye: conceptualisation, data curation, formal analysis, investigation, methodology, software, validation, visualisation, writing—original draft preparation, writing—review and editing. Alexander Belt: conceptualisation, methodology, validation, writing—review and editing. Ernst-Arndt Reinecke: conceptualisation, validation, writing—review and editing. Lukas Arnold: conceptualisation, methodology, project administration, resources, supervision, writing—review and editing, funding acquisition.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
De Lannoye, K., Belt, A., Reinecke, EA. et al. The Tube Furnace with Online Mass Loss Measurement as a New Bench Scale Test for Pyrolysis. Fire Technol (2024). https://doi.org/10.1007/s10694-024-01590-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10694-024-01590-0