
Abstract
The main aim of this work was to study the role of the acetylation process of wheat straw pulp on its ability to rheologically modify two of the most important non-polar engineering fluid: bitumen and oil. Pulp was produced by a pilot-scale kraft pulping process from local wheat straw. Pulp was functionalized with acetic anhydride and sulfuric acid as a catalyst by modifying (temperature, pulp/acetic anhydride mass ratio, and reaction time. Further, chemical, morphological and thermal changes induced by the acetylation process were properly assessed. Acetylated wheat straw pulp dispersions in oil showed gel-like behaviour, with a mechanical spectrum characterized by higher values of the storage modulus (G′) and a minimum in the loss modulus (G″) at intermediate frequencies. The complex modulus (G*) for bitumen dispersions formulated with acetylated samples was up to 4 times higher than neat bitumen, and the phase angle (δ) indicated an enhancement in the elastic behavior parameters. The rheological response of these systems was associated with the microstructural network formed by pulp fibers and the balance between the physical and chemical changes of wheat straw fibers. According to the experimental results obtained, it can be concluded that acetylation is a relevant chemical treatment to modulate the rheological properties of wheat straw pulp dispersions in non-polar fluids, improving the compatibility between pulp fibers and these engineering fluids. Accordingly, this study provides valuable insights into the development of sustainable multiphasic materials (bitumen binders and semi-solid lubricants) for industrial applications.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Renewable materials and novel process technologies could scale down the dependence on fossil fuels and enable the development of sustainable novel materials, resulting in the growing interest of researchers in new real-world applications and the development of novel, next-generation, high-tech multiphase materials (Gan et al. 2017). In this sense, both lubricant and bitumen industries have been posed with the great challenge of developing sustainable rheological modifiers that meet demanding technical specifications while adhering to numerous environmental regulations, all while keeping the cost low (El-shorbagy et al. 2019; Ng et al. 2022). Semisolid lubricants (such as greases) are generally colloidal dispersions that contain lubricating oil, generally mineral or synthetic, trapped inside a three-dimensional network of a thickener agent, traditionally metallic soaps or synthetic polymers (Núñez et al. 2012). The replacement of traditional thickeners with other more environmentally friendly constituents is much more challenging than the substitution of non-biodegradable lubricant fluid by vegetable oils or their derivatives. The thickener must form an adequate entanglement network trapping the oil and must confer physical stability and appropriate functional properties such as gel-like behavior, thermal resistance and lubrication efficiency (Martín-Alfonso et al. 2007). On the other hand, on account of its physicochemical properties, bitumen is a basic material to develop pavement binder (Cuadri et al. 2011). Bitumen should be flexible enough to withstand sudden stresses without cracking, but must also resist permanent deformations. Thus, in order to improve the reliability of bitumen, several materials of different nature are added. The goal of this modification is to yield the adequate properties to prevent asphalt pavement defects, as ‘‘rutting’’, i.e. permanent deformation due to low binder stiffness at high temperatures, and ‘‘thermal cracking’’, i.e. fracture as a consequence of its lack of flexibility at low temperatures (Cuadri et al. 2012). Traditionally, different categories of bitumen modifiers are usually regarded: (a) synthetic “passive” polymers, such as styrene–butadiene–styrene (SBS), styrene-butadiene rubber (SBR), or poly(ethylene-co-vinyl acetate) (EVA) (Fawcett et al. 1999) and (b) reactive or “active” polymers, which produce chemical bonds via reactive groups, such as terpolymers (Polacco et al. 2004) or diisocyanates (MDI, HDI, etc.) (Cuadri et al. 2014; Carrera et al. 2014). Recently, other types of nanomaterials have been reported as modifiers for improving the technological and rheological properties of bitumen and vegetable oil. In this sense, (Jahromi and Khodaii 2009) investigated the influence of the addition of nanoclays as bitumen modifiers. They found that this material enhances the performance of bitumen in terms of rutting and fatigue cracking resistance. While, Martín-Alfonso et al. (Martín-Alfonso et al. 2020, 2021) have recently explored the ability of sepiolite and montmorillonite nanoclays to produce stable gel-like dispersions in castor oil and found that their content could be used to modulate the rheological and tribological properties of these oleo-dispersions. The effect of modifying carbon nanotubes has also been investigated on the consistency and properties of bitumen binders, concluding that carbon nanotubes may improve the permanent deformations and fatigue behavior of modified bitumen (Arabani and Faramarzi 2015). In addition, the utilization of different types of natural submicronic fibers and particles from eucalyptus (Eskandarsefat et al. 2019) and sisal (Oda et al. 2012) lignocellulosic biomass and lignin (Pérez et al. 2019) have been used as additives in bitumen. To develop bitumen binders or semisolid lubricant formulations, cellulose fiber shows some advantages compared to other traditional materials, since it presents high specific properties such as its high level of filler loadings, non-abrasive nature, renewability, and being the most abundant biopolymer in the planet—constituting about 40–85% of the total dry weight of woody plant material. The principal sources of cellulose fibers are wood and crops such as flax, cotton, hemp and sisal among others. Moreover, cellulose fibers from by-products of different plants (corn, rice, wheat, barley, sorghum, sugar cane, pineapple, bananas and coconut crops) are in demand (Moura et al. 2018). Among all of crop raw material, wheat straw is one of the most underutilized potential source for pulp. This raw material is available in abundant quantity in many regions of the world with an annual global production of about 529 million tons at a low cost (Arjun et al. 2020). However, cellulose pulp has a main inherent disadvantage, mainly associated with the low capacity to form physically stable dispersions in a hydrophobic medium. Its numerous OH groups restrict its dispersibility in a non-polar medium. Nevertheless, this fact can be an asset since these OH groups can ideally be used as a platform for chemical modifications. Their derivatization can help to reduce its polarity and hydrophilicity, thus improving cellulose compatibility with oil and bitumen media and minimizing the physical instability under static conditions. Several chemical reactions have been used to increase the miscibility of cellulose fiber with other non-polar media, especially with synthetic polymers, such as graft copolymerizations (Thakur et al. 2014), treatments with silanes (Abdelmouleh et al. 2007), or other chemicals (George et al. 1996). The acetylation process represents an attractive route to change some properties of fibers such as reactivity, hydrophobicity, water interaction and other surface properties, even at low substitution degree (Zweckmair et al. 2014). Different methods to obtain acetylated cellulose fibers from traditional reactions using organic solvents (Jonoobi et al. 2010; Tripathi et al. 2018), mechanosynthesis (Huang et al. 2012; Kang et al. 2017) to more green treatments (Zweckmair et al. 2015; Abushammala et al. 2017; Beaumont et al. 2020) have been considered. In addition, the acetylation of cellulose fiber has been also investigated as a method to modify the properties of thermoplastic polyolefins composites (Mat Taib et al. 2010; Ismail et al. 2011; Hung et al. 2012; Arifuzzaman Khan et al. 2013). In this sense, it is worth saying that there have not been yet studied the impact of the acetylation process on the mechanical properties of cellulose pulp dispersions on bitumen and oil. In this work, pulp fibers were produced by the alkaline kraft pulping process in a pilot plant from wheat straw obtained from a local plantation. The wheat straw pulp was then reacted with acetic anhydride in the presence of sulphuric acid as a catalyst to synthesize a wide range of products. The influence of key parameters, i.e., temperature, pulp/acetic anhydride mass ratio, and reaction time, on the chemical, morphological and thermal properties of acetylated pulp were properly assessed. Finally, the role of the acetylation process of wheat straw pulp in the development of bitumen binders and semi-solid lubricants was investigated. The relationship between the modification degree of pulp fibers and the mechanical properties of modified oil and bitumen was investigated. A deeper understanding of the acetylation process's role in these oily/bitumen dispersions' mechanical properties might pave the way for further engineering applications of bio-based multiphasic materials.
Materials and methods
Materials and chemical
Wheat straw was kindly supplied by a local agricultural field from Huelva region (Spain). Kraft pulp produced in the laboratory and acetylated samples were used as thickeners or additives to prepare dispersions in oil and bitumen. Acetic anhydride and sulfuric acid from Merck Sigma-Aldrich were used in the acetylation process. Bitumen (penetration grade of 50/70, Eiffage, Spain) and castor oil (211 cSt at 40 °C, Guinama, Spain) were used as the non-polar fluids to disperse the wheat straw pulp. One commercial multipurpose lithium semisolid lubricant (Bellota, Spain) was used as benchmark. The reagents used for chemical analysis were analytical grade, while reagents used for chromatographic analysis were high-performance liquid chromatography (HPLC) grade.
Pulp production and acetylation of wheat straw pulp
The wheat straw was kraft pulped at pilot plant scale. The operational cooking conditions were: 17 wt.% active alkali (NaOH), 28 wt.% sulfidity (Na2S), liquor-to-wheat straw ratio of pulping 10 L/kg, cooking temperature 160 °C, 40 min interval to cooking temperature, and 60 min at cooking temperature. Then, cooked chips were washed, disintegrated, and screened to obtain the final pulp. The acetylation of kraft wheat straw pulp (KWP) was conducted via acetic anhydride catalyzed by sulfuric acid. The reaction was carried out in a round-bottomed flask immersed in oil bath to control temperature. In summary, 2 g of kraft wheat straw pulp was added to a mixture of acetic anhydride and sulfuric acid as a catalyst by modifying three reaction variables: temperature (20–100 °C), the mass ratio of pulp/acetic anhydride (1:7, 1:15, 1:30) and time (1–12 h). KWP and acetic anhydride were dissolved in a flask of 100 mL, and sulfuric acid was added, then the reaction mixture was stirred at a controlled temperature. Finally, the acetylated pulp was filtered through a Brinell funnel, washed with distilled water to a neutral pH, and dried in a vacuum oven at 50 °C for 24 h. Each experiment was performed three times to ensure the repeatability of the results.
Characterization of kraft wheat straw pulp and acetylated samples
To determine the chemical composition of the kraft wheat straw pulp, it was subjected to hydrolysis at 30 °C with 5 ml of 72 wt.% sulfuric acid for 1 h and quantitative post-hydrolysis with 4 wt.% sulfuric acid (adding water until 148.67 g) at 121 °C during 60 min in an autoclave vessel. Before HPLC analysis, the solid residue from the post-hydrolysis process was recovered by filtration and considered as Klason lignin. The resulting hydrolysates were analyzed chemically according to TAPPI T249-em-09. Monomeric sugars (xylose, arabinose and glucose) and acetyl groups in the acid hydrolysis liquor were determined by high performance liquid chromatography (HPLC), using an Aminex HPX-87H ion-exchange column at 30 °C as stationary phase and 0.05 M H2SO4 at a flow rate of 6 mL min–1 as mobile phase. Monosaccharide contents were expressed in terms of glucan, xylan and araban. The lignin content was determined following standard method (TAPPI T222 om-12), and the mass of solvent extractives pulp was calculated according to TAPPI T207 cm-08. The physicochemical and morphological changes of KWP were analyzed before and after the esterification process. Fourier transformed infrared spectroscopy (FTIR) spectra of pulp was obtained using a typical KBr method with a JASCO FT/IR- 4200 spectrometer after the samples were purged with nitrogen. Each sample was scanned 24 times at a resolution of 4 cm−1 over the wavenumber region of 4000–400 cm−1. The degree of substitution (DS) was determined using the heterogeneous saponification and back titration with the HCl method according to ASTM D871-96. Thus, 0.1 g of acetylated samples were suspended in 40 ml of ethanol and heated at 50 °C for 30 min. The suspensions were brought to a slightly basic pH by adding a few drops of 0.1 N NaOH using phenolphthalein as an indicator. Then, 40 mL of 0.1 N NaOH solution was added and heated again at 50 °C for 15 min. Finally, samples were allowed to stand tightly stoppered at room temperature for 48 h. Afterwards, the NaOH excess was back titrated with 0.1 N HCl, using phenolphthalein as the end-point indicator. Unmodified wheat straw pulp was also titrated using the same procedure as a blank sample. The acetyl group content (Acyl) and the degree of substitution (DS) achieved were then calculated as stated in Eqs. 1 and 2, respectively (Ramírez et al. 2014):
where VB (ml) is the volume of the HCl required for blank titration, VS (ml) is the volume of HCl required for titration, NHCl is the normality of the HCl solution, and W (g) is the sample mass.
X-ray diffraction (XRD) patterns of wheat straw pulp and acetylated samples were obtained on a Bruker D8 Advance X-ray diffractometer with nickel-filtered (V = 40 kV, I = 30 mA) CuKα radiation as the X-ray source (λ = 1.5418 Å). The scanning rate was 3.6 s per step with a scanning step of 0.02° to reduce the noise in the peaks. The samples were scanned within the range of 5°–30° (2θ). The curves were obtained with the raw data without data manipulation. The crystallinity index (CI) was calculated according to (Segal et al. 1959):
where I200 was the maximum intensity of the 200 peak (2θ = 22.7°), and Iam was the minimum intensity which represents the intensity of the data at 2θ = 18°–19° between the 1–10/110 (15.7°) and 200 (22.4°) peaks (French 2014).
The morphology of the samples was observed using scanning electron microscopy with a FlexSEM 1000 II microscope, after sputtering the samples with gold under vacuum, operating at 10 kV acceleration voltage and 5 mm working distance. Thermogravimetric analyses (TGA) were performed on a TA Instruments model Q-50 with a heating rate of 10 °C/min from 30 to 600 °C under a nitrogen flow of 50 mL/min.
Preparation and rheological characterization of oil/bitumen dispersions
Acetylated pulps were dispersed in castor oil at a concentration of 10 wt.%, using an IKA RW-20 mixer (Germany) with an anchor impeller geometry at room temperature (~ 23 °C) and a rotation speed of 60 rpm for 30 min in an open vessel. Then, a homogenization treatment (rotational speed: 8800 rpm), for 5 min, using a rotor–stator device (Ultra Turrax T-50, Ika) was applied. Blends of bitumen and acetylated pulps, at a concentration of 4 wt.%, were prepared in an open vessel using an IKA RW-20 mixer (Germany) equipped with a helical ribbon impeller. Blends were processed for 1 h, at 170 °C and agitation speed of 150 rpm, using silicone oil as heating fluid. The rheological characterization of acetylated pulp dispersions in oil was performed in a controlled-stress rheometer Physica MCR-301 (Anton Paar, Austria), using a roughened plate–plate geometry (25 mm diameter and 1 mm gap) to prevent possible slip phenomena and a coaxial cylinder geometry (height: 40 mm, inner diameter: 27 mm, outer diameter: 29 mm. Frequency sweep tests in the range of 0.03 and 100 rad/s, within the linear viscoelastic region, and steady flow tests, at shear rates from 0.01 to 100 s−1 at 25 °C were performed. Bitumen blends were rheologically characterized by temperature sweep tests in oscillatory shear, at a heating rate of 1 °C/min, a constant frequency of 10 rad/s, and 1% strain within the linear viscoelastic region. Steady-state viscous flow tests were also performed at 135 and 165 °C, in a shear rate range of 10–2 to 102 s−1.
In order to ensure accurate results, at least two replicates were conducted for every sample/test. Figures and tables present the average values, and the data were presented as mean ± standard deviation (SD).
Results
Influence of acetylation on chemical, morphological and thermal properties of kraft wheat straw pulp
Table 1 shows the chemical composition of the wheat straw pulp. The major fraction is cellulose (analyzed as glucan), to 75.8%, followed by the hemicelluloses fraction (calculated as the sum of xylan and arabinan) to 19.1% and Klason lignin to 1.9% (after quantitative acid hydrolysis). The higher cellulose content suggests that the acetylation of cellulose is more probable than the acetylation of hemicelluloses. However, it is expected that the hemicelluloses are completely acetylated before the acetylation of the cellulose starts because these matrix components surround the cellulose microfibrils in lignocellulose materials (Ashori et al. 2014).
FTIR was used to evaluate wheat straw pulp's chemical modification. Figure 1a shows the infrared spectra of neat pulp and acetylated samples at a temperature of 80 °C and 1/15 pulp/acetic anhydride ratio, as a function of reaction time. Neat wheat straw pulp displays the characteristic bands of its main components: cellulose, hemicellulose, and lignin (Hinterstoisser and Salmén 1999; Liu et al. 2005; Espinosa et al. 2017). Regarding the spectra of acetylated samples, the presence of a band centered at 1753 cm−1, assigned to the carbonyl C = O group, the band at 1375 cm−1, related to C-H stretching of acetate methyl group, as well as, the band at 1240 cm−1, related to C-O, stretch in ester groups corroborate the acetylation of wheat straw pulp (Popescu et al. 2012; Abushammala et al. 2017). As can be observed in Fig. 1b, the transmittance ratio for these bands normalized using the transmittance value at 1163 cm−1 (Li et al. 2019) increases with the reaction time, as an indication of progress of the acetylation process.

a FTIR spectra of: neat wheat straw pulp and acetylated samples prepared at temperature of 80 °C and ratio of pulp/acetic anhydride (1/15) as a function of reaction time, b transmittance ratio for the peak at 1753, 1375 and 1240 cm−1 acetylated samples
Based on Eq. 2, the degree of substitution (DS) of acetylated samples was estimated in order to determine the effects that reaction temperature, pulp/acetic anhydride mass ratio and reaction time play on the esterification process. The influence of these variables on DS is shown in Fig. 2. As can be seen, an increase in reaction time from 1 to 8 h resulted in an increase in DS, from 0.4 to 2.5; while from 8 to 12 h the DS decreased (see Fig. 2a). The increment of DS with the reaction time is a consequence of the favorable effect of time on diffusion and adsorption of the reactants, which leads to better contact between the acetic anhydride and the cellulose and hemicelluloses molecules (Cao et al. 2007; Hu et al. 2011; Li et al. 2013). Acetylation was relatively fast during the first 3 h (slope-1), suggesting that easily accessible surface hydroxyl groups were first modified. After 3 h, the reaction rate slowed down (slope-2). This result may be explained in terms of steric hindrance induced by the grafted acetyl groups at the fiber surface and/or by the need for acetic anhydride to diffuse into the fibers (Frisoni et al. 2001; Henry et al. 2009). However, the decrease of DS after 8 h could be attributed to the byproduct that was yielded during the reaction procedure (acetic acid). That could reduce the concentration of acetic anhydride, resulting in a reduction of the reaction rate (Rowell et al. 1990; Sun et al. 2002). In addition, the presence of acetic acid led to a partial solubilization of some highly acetylated product on the surface of the fibers. An increase in reaction temperature from 20 to 100 °C also led to an increment in DS from 0.05 to 2 (see Fig. 2b). As can be observed, DS initially increases at a slower rate (slope-1) followed by a faster one (slope-2). The reason for this enhancement of acetylation by increasing temperature could be associated with the favorable effect of temperature on the compatibility of the reaction ingredients, the expansibility of the fibers and the diffusion of the reactant molecules. An additional reason is that the esterification of cellulose is endothermic and the hydrolysis of cellulose acetate is exothermic (Tsioptsias et al. 2022), thus, according to the Le Chatielier’s principle an increase in temperature favors the direction of esterification. Finally, the influence of pulp/acetic anhydride mass ratio was studied. From Fig. 2c, can be observed that an increasing in this ratio from 1/7 to 1/30 linearly decreased the substitution degree. This fact could be explained according to the reversibility of the reaction. When the reaction between the fibers and acetic anhydride advances, the amount of the acetic acid increases, which will then drive the reaction to the opposite direction thus hampering acetylation. Hence more acetic anhydride is needed to produce the reaction, thus needing a much higher ratio. Furthermore, an excess of acetic acid resulting from the acetylation reaction may hinder the accessibility of the OH groups of cellulose fiber; therefore more acetic anhydride would be needed to react with them (Daud and Djuned 2015). As previously mentioned, fiber modification yields a significant decrease in the amount of the hydroxyl groups and the appearance of aliphatic hydroxyls due acetylation. At this point, it is worth mentioning that our purpose is not to optimize these parameters, but to study their influence on the acetylation reaction and to obtain a wide spectrum of outstanding products. The latter could be of great importance for structuring two of the most important nonpolar engineering fluids (bitumen and oil).

Evolution of the substitution degree with processing variables of acetylation: a reaction time, b reaction temperature and c mass ratio of pulp/acetic anhydride
Neat wheat straw pulp and acetylated samples were analyzed by X-ray diffraction analysis to estimate the influence of the acetylation process on the crystallinity of samples. The X-ray diffraction patterns of neat pulp and acetylated samples are shown on Fig. 3a as a function of reaction time. Neat wheat straw pulp exhibited a dominant peak about 2θ = 22.3° and an average overlapped broad peak about at 2θ = 15.7° which have been identified as corresponding to the (200) plane and the overlapped (1–10)/(110) planes for cellulose I (French and Santiago Cintrón 2013; French 2014). The crystallinity index of wheat straw pulp was 59.8% calculated by Segal’s method. This result is consistent with the previous study, using the same wheat straw pulp source material (Espinosa et al. 2017). A decrease of the main peak at 22.3° with the reaction time was observed in the patterns of the acetylated samples, indicating a reduction in its crystallinity (see Fig. 3b). Similar behavior was reported by (Yan et al. 2023) for acetylated softwood bleached kraft pulp. However, acetylated pulps submitted to shorter reaction times (1 and 2 h) showed a slight increase in their crystallinity, probably due to the loss of amorphous components such as hemicellulose and lignin in the fiber induced by the acetylation process. Further, new peaks at 2θ = 8.3°, and 10.4°, which increase with the reaction time, were observed in the diffraction patterns of acetylated pulps. Two of the possible explanations for these peaks could be the 001 and 010 peaks for a less symmetric cellulose I (the ideal 2θ values are at 8.5° and 10.9° for the cellulose I 001 and 010 peaks respectively (French 2014), or they could be from cellulose triacetate I (Sikorski et al. 2004), which has a very strong 010 peak at 7.8° and a weak 011 peak 11.5°.

XRD diffractograms a and crystallinity index b of neat wheat straw pulp and acetylated samples as a function of reaction time
Furthermore, a morphological study to evaluate the changes in physical properties of pulp fibers due to the esterification process was performed. Figure 4 shows the selected micrographs of the KWP and the acetylated samples obtained by using the SEM technique at a magnification of × 100 and × 1000, respectively. As can be observed, the neat pulp appeared to be an irregular fibrous material with smooth surface and fiber diameter in the range from 10 to 15 µm. When the acetylation process is taken, in shorter reaction times (1 and 2 h) the acetylated pulp remained its original shape, but the surface became rough and uneven, and the diameter of fibers slightly decreased. However, for higher reaction times, the acetylation process significantly modifies the morphology and surface, resulting in rough fiber and platelets with micro and nanopores in its surface. As can be observed, the roughness of the fibers surface of the sample acetylated for 8 h increased sharply after treatment by acetic anhydride (see Fig. 4i-j). Similar results have been found by other authors (Li et al. 2013; Lepetit et al. 2017) for cellulose fibers. This confirms that the acetylation process produces significant physical changes in acetylated pulp samples.

SEM micrographs of selected samples: a, b original wheat straw pulp (× 100 and × 1000), c, d acetylated 1 h (× 100 and × 1000), e, f acetylated 2 h (× 100 and × 1000), g, h acetylated 3 h (× 100 and × 1000) and i, j acetylated pulp 8 h
Thermal behavior of neat wheat straw pulp and acetylated samples as a function of acetylation time was investigated using the TGA analysis (Fig. 5). Some characteristic parameters, such as the temperature for the onset of thermal decomposition (T5%, temperature for the 5 wt.% of mass loss), the temperature at which decomposition rate is maximum (Tmax) and the percentage of non-degraded residue are reported in Table 3. As can be observed (Fig. 5a), the neat wheat straw pulp displays a mass loss of about 5.6 wt.% below 100 °C, which can be associated to the evaporation of the adsorbed water as a consequence of hydroxyl groups dehydration (Espinosa et al. 2017). This thermal event decreases when the substitution degree increases, thereby confirming the higher hydrophobic character of acetylated samples. The main decomposition step of samples occurs in the range of 200–360 °C. In this stage, the cleavage of the linkages of cellulose, hemicellulose and lignin leads to the formation of CO2, H2O and other hydrocarbon derivatives (Poletto et al. 2011; Ramírez et al. 2014). In addition, there were differences among the neat pulp and acetylated samples in terms of the carbonaceous residue yield (see Table 3), suggesting that samples do not have similar chemical composition. It is well known in literature that wheat straw pulp is rich in silica (SiO2) (Gupta et al. 2020). In this sense, the lower amount of residue in acetylated samples could be related to the partial removal of SiO2 from the wheat straw pulp during acetylation process. The derivative thermogravimetry (DTG) curve of neat pulp displays a main peak at 362 °C and a shoulder at 320 °C. Since neat pulp is mainly composed of cellulose and hemicellulose, the peak at 360 °C could be easily assigned to cellulose and the shoulder at 320 °C to holocellulose (Sebio-Puñal et al. 2012). However, acetylated samples present two distinct peaks. The increase or decrease of these peaks are influenced by the reaction time. An increase in reaction time between 3 and 12 h, results in achieving a clear increase in the second-stage degradation rate. Thus, in the first-stage the degradation rate increases as the reaction time decreases. These results could be associated in terms of a twofold effect occurred on the wheat straw pulp when the acetylation process was conducted. On the one hand, the acetylation occurs in the presence of acids (H2SO4, and CH3COOH) and thus it is conceivable that a physical change of cellulose polymeric chains is induced by the acid medium (dissociation and fibrillation of fibers, porous on surface). This in turn may affect thermal degradation, since the higher space between fibers, the higher the surface exposed to heat. On the other hand, the insertion of acetyl functional groups produces an increase in thermal stability as it has been reported previously by several works (de Freitas et al. 2017; Yan et al. 2023). Thus, acetylated samples present both peaks and its relevance depend on the relationship between physical and chemical changes.

Thermal behavior of neat wheat straw pulp and acetylated samples as a function of reaction time: a Thermogravimetric curves and b DTGA curves
Influence of acetylation process on rheological properties of oily/bitumen dispersions
Steady shear flow curves, at 23 °C, of KWP dispersions in castor oil as a function of acetylation reaction time are illustrated in Fig. 6. As can be observed, acetylated pulp dispersions in oil display a shear thinning behavior while showing different viscosity values in the low shear rate region depending on the acetylation degree. Viscous flow measurements of cellulose dispersions typically show some experimental problems, such as wall-slip, shear-banding, fracture and sample expelling (Nechyporchuk et al. 2014). In this work, wall-slip effect was avoided by using roughened plate–plate surfaces. But, on the contrary, such geometries favour the occurrence of fracture and the subsequent sample expelling (Martín-Alfonso and Valencia 2015). Unfortunately, these dispersions experienced shear-induced fracture and expelling of the sample at shear rates higher than 1 s−1, as can be seen in the picture inset in Fig. 6. Similar behavior has been previously reported for eucalyptus cellulose pulp dispersions (Ashori et al. 2014).

Steady shear flow curves of oil dispersions as a function of reaction time
Frequency sweep tests were used to probe the quiescent mechanical properties of the microstructural network formed by the acetylated pulp in the oil medium. Figure 7 displays the evolution of viscoelastic moduli with frequency, within the linear viscoelastic range (LVR) for the oleo-dispersions, as a function of time and temperature reaction; as well as commercial semisolid lubricant. As can be observed, the values of the storage modulus (G′) are higher than those found for the loss modulus (G″) in the whole frequency range studied, and the plateau region is generally noticed for both the oleo-dispersions and the commercial lubricant. However, acetylated pulps submitted to higher reaction times and temperature yielded weak gel-like dispersion with a not well-developed plateau region. In fact, the slope of the G′ versus frequency plot increases slightly as the reaction time (5 and 8 h) and temperature rises (80 and 100 °C), associated with a decrease in the values of both linear viscoelastic functions (Fig. 7a-c) and relative elastic characteristics (Fig. 7b-d). However, the dispersion formulated with the wheat straw pulp submitted to the highest reaction time (12 h) achieved similar viscoelastic moduli than those containing acetylated pulp exposed to intermediate times.

Frequency sweep test performed within the linear viscoelastic range of oil dispersions as a function of time and temperature reaction, as well as commercial semisolid lubricant
This influence of the different reaction parameters on the viscoelastic functions was also analyzed by the evolution of the “plateau” modulus, G°N,. This modulus is a characteristic parameter of the plateau zone of the mechanical spectrum and it may be defined as the extrapolation of the entanglement contribution to G′ at high frequencies, and it may be estimated from tan (δ) as follows (Ashori et al. 2014; Martín-Alfonso and Valencia 2015):
Figure 8 displays the evolution of G°N with the acetylation reaction variables: time (a), temperature (b) and pulp/acetic anhydride mass ratio (c). Oleo-dispersions formulated with acetylated pulp exhibit a gel-like response, as a consequence of the interaction among fibers and hydrocarbon molecules, where the acetyl group enhances the compatibility with the vegetable oil. In fact, the dissociation degree of fibers increases in the microstructure of acetylated samples, which suggest that the connections between microfibril had been weakened and could create a positive effect on the subsequent blend with oily medium. In general, an increase of DS, regardless of the reaction parameter, yields a decrease of the plateau modulus. This behavior could be observed clearly on the evolution of G°N with the reaction temperature (Fig. 8b). Interestingly, low-intermediate reaction times (1–3 h) achieved values of the plateau modulus similar to commercial lithium lubricating greases with NLGI-consistency number ~ 2 (NLGI, 1994). However, taking into account that oleo-dispersions prepared with acetylated samples with similar DS present different values of the plateau modulus, the morphology fibers achieved during acetylation process also impacts the rheological modification to a certain extent (see Fig. 4). Thus, the viscoelastic response of these oleo-dispersions is mainly a consequence of the balance between chemical modification (substitution degree mainly) and physical modifications of pulp fibers (i.e., size, shape, surface…). On the basis of these results, the production of acetylated fibers with lower reaction times (1–3 h), intermediate ratio of pulp/anhydride (1/15) and intermediates temperatures (60, 80 °C) could be proposed as possible suitable candidates to thicken castor oil and develop semisolid lubricants. However, these dispersions showed partial phase separation, i.e. “oil bleeding” after a period of ageing and fracture/-expelling phenomena as displayed in steady shear flow tests. While it is also remarkable that acetylation improves the physical stability of the oleo-dispersions.

Evolution of the Plateau modulus (G°N) with processing variables of acetylation: a reaction time, b reaction temperature and c mass ratio of pulp/acetic anhydride
On the other hand, viscous flow curves of bitumen dispersions formulated with acetylated samples, at two different temperatures (135 and 165 °C), are presented in Fig. 9 as a function of the acetylation reaction time. Viscosity measurements at these temperatures are of a particular interest to assess the behavior of modified bitumen at handling, lay-down and compaction temperatures (Martin-Alfonso et al. 2019). Experimentally, it was observed with the naked eye that neat wheat straw pulp could not be properly mixed with bitumen, giving rise to a heterogeneous blend, i.e. agglomerations of fibers. However, acetylated samples produce homogeneous blends with bitumen. The viscosity of the bitumen dispersions increases monotonically by 1.5 orders of magnitude at low shear rates, compared with neat bitumen when the reaction time decreases. These differences are much pronounced at higher temperature (165 °C). The dispersions exhibit a shear-thinning character which is enhanced by reducing the acetylation reaction time. This non-Newtonian behavior of these dispersions is due to the addition of the pulp fibers, since bitumen is considered a Newtonian fluid (see Fig. 9a–b). The physical interactions among fibers in the bitumen matrix are strong at small shear rates and becomes weaker at high shear rates due to fiber reorientation. Interestingly, the shear-thinning character depends on the physical and chemical modification of pulp fibers.

Steady shear flow curves, at 135 and 165 °C of bitumen dispersions as a function of reaction time
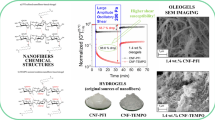
In order to investigate the thermo-rheological behavior of acetylated pulp dispersions in bitumen, temperature ramps comprising in the low/medium temperature interval under oscillatory shear were carried out. Figure 10 displays the evolution of the complex shear modulus (G*) and phase angle (δ) with temperature. Complex modulus unifies both elastic (G′) and viscous (G″) contributions of the material, while δ gives an indication of viscoelasticity degree of the material. Purely Newtonian viscous materials provide δ = 90°, whereas δ = 0° for pure elastic solids. As can be observed, in all cases, the values of G* decrease as temperature increases. On the other hand, the neat bitumen presents lower stiffness (lower G* value) over the entire temperature range in comparison to bitumen/acetylated pulp blends (see Fig. 10a). The stiffening of the acetylated pulp dispersions may be associated to the filler effect provided by the fibers (Desseaux et al. 2018). According to SEM images, acetylated pulp fibers are arranged in the form of irregular platelets and twisted filaments with rough surface textures, which is constructive to the adhesion of bitumen. With this texture, pulp fibers can also adsorb more bitumen and stabilize the asphalt mixtures more effectively. Non-modified pulp comprising fibers with smooth surface results in poor bitumen adsorption. In addition, the neat pulp fibers are more rigid than the acetylated fibers and tend to be aligned restricting entanglements and adsorption properties. However, acetylated pulp dispersions exhibit a similar thermo-rheological behavior than neat bitumen at low and medium temperatures. This fact indicates that the addition of pulp fibers do not improve the temperature susceptibility of bitumen, in terms of hardness. Opposite results attributed to different physical and -chemical properties of fibers were found by Eskandarsefat (Eskandarsefat et al. 2019) for bitumens modified with different multifunctional fibers. These differences could be associated to the fact that wheat straw pulp is a non-woody pulp that generally had inferior physical properties compared to those made of woody fibers (Laftah and Wan Abdul Rahman 2016). Figure 10b also shows that the complex modulus decreased when the substitution degree achieved in wheat straw increased, as similarly found in the oleo-dispersions. The phase angle (δ) could be considered, in terms of viscoelastic behavior, more sensitive to the chemical structure, and therefore to the modification of bitumen, than the complex modulus. As can be seen, the evolution of δ with temperature for neat bitumen displays a typical sigmoidal curve. Bitumen dispersions containing acetylated pulps show similar curves but, lower δ values, which reflects a more elastic behavior.

Temperature sweep tests in oscillatory shear of a the complex shear modulus (\(\left|{G}^{*}\right|\)) and b phase angle (δ) bitumen dispersions as a function of reaction time
r.
Concluding remarks
The influence of wheat straw pulp acetylation on the rheological properties of two important non-polar engineering fluids (bitumen and oil) was investigated in this work. The research aimed at developing sustainable bitumen binders and semisolid lubricant formulations. Thus, the current study focuses on acquiring knowledge on how modified wheat straw pulp interacts with these non-polar fluids. Results herein obtained evidenced that wheat straw acetylation extent may be tailored by modifying the reaction time, temperature and pulp/acetic anhydride mass ratio. It was also noticed that different reaction rates occurred, allowing rapid and extensive acetyl coverage of the surface of fibers. Morphological characterization also confirmed that significant physical changes were achieved in acetylated pulp fibers. The resultant acetylated pulps were validated as rheological modifiers of castor oil and bitumen. From the experimental results obtained, it can be concluded that the apparent viscosity and linear viscoelastic functions of oleo-dispersions depend on the physical and chemical modifications of pulp fibers achieved by acetylation. This rheological modification can be associated to the three-dimensional network achieved by dispersing pulp fibers in a non-polar fluid matrix. Some castor oil pulp dispersions formulated with low-medium degree of substitution (DS) showed an evolution of the linear viscoelastic functions very similar to that obtained with a commercial lithium lubricating grease. However, these dispersions showed partial separation of phases and shear-induced fracture phenomena. In contrast, acetylated wheat straw pulp samples showed good compatibility with bitumen, increasing the stiffening and elasticity of neat bitumen. Overall, the results obtained in this work could contribute to the sustainable production of rheological modifiers for bitumen binders and semisolid lubricants.
Data availability
Not applicable.
References
Abdelmouleh M, Boufi S, Belgacem MN, Dufresne A (2007) Short natural-fibre reinforced polyethylene and natural rubber composites: effect of silane coupling agents and fibres loading. Compos Sci Technol 67:1627–1639
Abushammala H, Hettegger H, Bacher M et al (2017) On the mechanism of the unwanted acetylation of polysaccharides by 1,3-dialkylimidazolium acetate ionic liquids: part 2—The impact of lignin on the kinetics of cellulose acetylation. Cellulose 24:2767–2774. https://doi.org/10.1007/s10570-017-1322-x
Arabani M, Faramarzi M (2015) Characterization of CNTs-modified HMA’s mechanical properties. Constr Build Mater 83:207–215. https://doi.org/10.1016/j.conbuildmat.2015.03.035
Arifuzzaman Khan GM, Alam Shams MS, Kabir MR et al (2013) Influence of chemical treatment on the properties of banana stem fiber and banana stem fiber/coir hybrid fiber reinforced maleic anhydride grafted polypropylene/low-density polyethylene composites. J Appl Polym Sci 128:1020–1029. https://doi.org/10.1002/app.38197
Ashori A, Babaee M, Jonoobi M, Hamzeh Y (2014) Solvent-free acetylation of cellulose nanofibers for improving compatibility and dispersion. Carbohydr Polym 102:369–375. https://doi.org/10.1016/j.carbpol.2013.11.067
Beaumont M, Winklehner S, Veigel S et al (2020) Wet esterification of never-dried cellulose: a simple process to surface-acetylated cellulose nanofibers. Green Chem 22:5605–5609. https://doi.org/10.1039/D0GC02116D
Cao Y, Wu J, Meng T et al (2007) Acetone-soluble cellulose acetates prepared by one-step homogeneous acetylation of cornhusk cellulose in an ionic liquid 1-allyl-3-methylimidazolium chloride (AmimCl). Carbohydr Polym 69:665–672. https://doi.org/10.1016/j.carbpol.2007.02.001
Carrera V, Cuadri AA, García-Morales M, Partal P (2014) Influence of the prepolymer molecular weight and free isocyanate content on the rheology of polyurethane modified bitumens. Eur Polym J 57:151–159. https://doi.org/10.1016/j.eurpolymj.2014.05.013
Cuadri AA, García-Morales M, Navarro FJ, Partal P (2012) Enhancing the viscoelastic properties of bituminous binders via thiourea-modification. Fuel 97:862–868. https://doi.org/10.1016/j.fuel.2012.03.012
Cuadri AA, García-Morales M, Navarro FJ, Partal P (2014) Processing of bitumens modified by a bio-oil-derived polyurethane. Fuel 118:83–90. https://doi.org/10.1016/j.fuel.2013.10.068
Cuadri AA, Partal P, Navarro FJ et al (2011) Influence of processing temperature on the modification route and rheological properties of thiourea dioxide-modified bitumen. Energy Fuels 25:4055–4062. https://doi.org/10.1021/ef200801h
Daud WRW, Djuned FM (2015) Cellulose acetate from oil palm empty fruit bunch via a one step heterogeneous acetylation. Carbohydr Polym 132:252–260
de Freitas RRM, Senna AM, Botaro VR (2017) Influence of degree of substitution on thermal dynamic mechanical and physicochemical properties of cellulose acetate. Ind Crops Prod 109:452–458. https://doi.org/10.1016/j.indcrop.2017.08.062
Desseaux S, dos Santos S, Geiger T et al (2018) Improved mechanical properties of bitumen modified with acetylated cellulose fibers. Compos B Eng 140:139–144. https://doi.org/10.1016/j.compositesb.2017.12.010
El-shorbagy AM, El-badawy SM, Gabr AR (2019) Investigation of waste oils as rejuvenators of aged bitumen for sustainable pavement. Constr Build Mater 220:228–237. https://doi.org/10.1016/j.conbuildmat.2019.05.180
Eskandarsefat S, Hofko B, Rossi CO, Sangiorgi C (2019) Fundamental properties of bitumen binders containing novel cellulose-based poly-functional fibres. Compos B Eng 163:339–350
Espinosa E, Sánchez R, Otero R et al (2017) A comparative study of the suitability of different cereal straws for lignocellulose nanofibers isolation. Int J Biol Macromol 103:990–999. https://doi.org/10.1016/j.ijbiomac.2017.05.156
Fawcett AH, Mcnally T, Mcnally GM et al (1999) Blends of Bitumen with Polyethylenes 40:6337–6349
French AD (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21:885–896. https://doi.org/10.1007/s10570-013-0030-4
French AD, Santiago Cintrón M (2013) Cellulose polymorphy, crystallite size, and the Segal Crystallinity Index. Cellulose 20:583–588. https://doi.org/10.1007/s10570-012-9833-y
Frisoni G, Baiardo M, Scandola M et al (2001) Natural cellulose fibers: Heterogeneous acetylation kinetics and biodegradation behavior. Biomacromology 2:476–482. https://doi.org/10.1021/bm0056409
Gan L, Liao J, Lin N et al (2017) Focus on gradientwise control of the surface acetylation of cellulose nanocrystals to optimize mechanical reinforcement for hydrophobic polyester-based nanocomposites. ACS Omega 2:4725–4736. https://doi.org/10.1021/acsomega.7b00532
George J, Janardhan R, Anand JS et al (1996) Melt rheological behaviour of short pineapple fibre reinforced low density polyethylene composites. Polymer (guildf) 37:5421–5431. https://doi.org/10.1016/S0032-3861(96)00386-2
Govumoni SP, Koti S, Kothagouni SY et al (2013) Evaluation of pretreatment methods for enzymatic saccharification of wheat straw for bioethanol production. Carbohydr Polym 91:646–650. https://doi.org/10.1016/j.carbpol.2012.08.019
Guide NLG (1994) National Lubricating Grease Institute: Kansas City. MO
Gupta S, Dey M, Javaid S et al (2020) On the design of novel biofoams using lignin, wheat straw, and sugar beet pulp as precursor material. ACS Omega 5:17078–17089. https://doi.org/10.1021/acsomega.0c00721
Henry N, Harper D, Dadmun M, Se G (2009) Acetylation of cellulose nanowhiskers with vinyl acetate under moderate conditions. 997–1003. https://doi.org/10.1002/mabi.200900073
Hinterstoisser B, Salmén L (1999) Two-dimensional step-scan FTIR: a tool to unravel the OH-valency-range of the spectrum of Cellulose I. Cellulose 6:251–263
Hu W, Chen S, Xu Q, Wang H (2011) Solvent-free acetylation of bacterial cellulose under moderate conditions. Carbohydr Polym 83:1575–1581. https://doi.org/10.1016/j.carbpol.2010.10.016
Huang P, Wu M, Kuga S et al (2012) One-Step Dispersion of cellulose nanofibers by mechanochemical esterification in an organic solvent. Chemsuschem 5:2319–2322. https://doi.org/10.1002/cssc.201200492
Hung K, Chen Y, Wu J (2012) Natural weathering properties of acetylated bamboo plastic composites. Polym Degrad Stab 97:1680–1685. https://doi.org/10.1016/j.polymdegradstab.2012.06.016
Ismail H, Abdullah AH, Bakar AA (2011) Influence of acetylation on the tensile properties, water absorption, and thermal stability of (High-density polyethylene)/(soya powder)/(kenaf core) composites. J Vinyl Addit Technol 17:132–137. https://doi.org/10.1002/vnl.20262
Jahromi SG, Khodaii A (2009) Effects of nanoclay on rheological properties of bitumen binder. Constr Build Mater 23:2894–2904
Jonoobi M, Harun J, Mathew AP et al (2010) Preparation of cellulose nanofibers with hydrophobic surface characteristics. Cellulose 17:299–307. https://doi.org/10.1007/s10570-009-9387-9
Kang X, Sun P, Kuga S et al (2017) Thin cellulose nanofiber from corncob cellulose and its performance in transparent nanopaper. ACS Sustain Chem Eng 5:2529–2534. https://doi.org/10.1021/acssuschemeng.6b02867
Laftah WA, Wan Abdul Rahman WA (2016) Pulping process and the potential of using non-wood pineapple leaves fiber for pulp and paper production: a review. J Nat Fibers 13:85–102. https://doi.org/10.1080/15440478.2014.984060
Lepetit A, Drolet R, Tolnai B et al (2017) Effect of acetylation on the properties of microfibrillated cellulose-LDPE composites. J Appl Polym Sci 134:44933. https://doi.org/10.1002/app.44933
Li D, Zhu FZ, Li JY et al (2013) Preparation and characterization of cellulose fibers from corn straw as natural oil sorbents. Ind Eng Chem Res 52:516–524. https://doi.org/10.1021/ie302288k
Li W, Cai G, Zhang P (2019) A simple and rapid Fourier transform infrared method for the determination of the degree of acetyl substitution of cellulose nanocrystals. J Mater Sci 54:8047–8056. https://doi.org/10.1007/s10853-019-03471-2
Liu R, Yu H, Huang Y (2005) Structure and morphology of cellulose in wheat straw. Cellulose 12:25–34. https://doi.org/10.1007/s10570-004-0955-8
Martin-Alfonso JE, Cuadri AA, Torres J et al (2019) Use of plastic wastes from greenhouse in asphalt mixes manufactured by dry process. Road Mater Pavement Des 20:S265–S281. https://doi.org/10.1080/14680629.2019.1588776
Martín-Alfonso JE, Martín-Alfonso MJ, Franco JM (2020) Tunable rheological-tribological performance of “green” gel-like dispersions based on sepiolite and castor oil for lubricant applications. Appl Clay Sci 192:105632. https://doi.org/10.1016/j.clay.2020.105632
Martín-Alfonso JE, Martín-Alfonso MJ, Valencia C, Cuberes MT (2021) Rheological and tribological approaches as a tool for the development of sustainable lubricating greases based on nano-montmorillonite and castor oil. Friction 9:415–428
Martín-Alfonso JE, Valencia C (2015) Tribological, rheological, and microstructural characterization of oleogels based on EVA copolymer and vegetables oils for lubricant applications. Tribol Int 90:426–434
Martín-Alfonso JE, Valencia C, Sánchez MC et al (2007) Development of new lubricating grease formulations using recycled LDPE as rheology modifier additive. Eur Polym J 43:139–149. https://doi.org/10.1016/j.eurpolymj.2006.09.020
Mat Taib R, Ramarad S, Mohd Ishak ZA, Rozman HD (2010) Effect of acetylation and MAPE on the properties of steam-exploded Acacia mangium fiber—HDPE composites. J Reinf Plast Compos 29:431–444. https://doi.org/10.1177/0731684408098004
Moura HOMA, Campos LMA, da Silva VL et al (2018) Investigating acid/peroxide-alkali pretreatment of sugarcane bagasse to isolate high accessibility cellulose applied in acetylation reactions. Cellulose 25:5669–5685. https://doi.org/10.1007/s10570-018-1991-0
Nechyporchuk O, Belgacem MN, Pignon F (2014) Rheological properties of micro-/nanofibrillated cellulose suspensions: Wall-slip and shear banding phenomena. Carbohydr Polym 112:432–439. https://doi.org/10.1016/j.carbpol.2014.05.092
Ng BYS, Ong HC, Lau HLN et al (2022) Production of sustainable two-stroke engine biolubricant ester base oil from palm fatty acid distillate. Ind Crops Prod 175:114224. https://doi.org/10.1016/j.indcrop.2021.114224
Núñez N, Martín-Alfonso JE, Valencia C et al (2012) Rheology of new green lubricating grease formulations containing cellulose pulp and its methylated derivative as thickener agents. Ind Crops Prod 37:500–507. https://doi.org/10.1016/j.indcrop.2011.07.027
Oda S, Fernandes JL Jr, Ildefonso JS (2012) Analysis of use of natural fibers and asphalt rubber binder in discontinuous asphalt mixtures. Constr Build Mater 26:13–20
Pérez IP, Pasandín AMR, Pais JC, Pereira PAA (2019) Use of lignin biopolymer from industrial waste as bitumen extender for asphalt mixtures. J Clean Prod 220:87–98
Polacco G, Stastna J, Biondi D et al (2004) Rheology of asphalts modified with glycidylmethacrylate functionalized polymers. J Colloid Interface Sci 280:366–373. https://doi.org/10.1016/j.jcis.2004.08.043
Poletto M, Pistor V, Zeni M, Zattera AJ (2011) Crystalline properties and decomposition kinetics of cellulose fibers in wood pulp obtained by two pulping processes. Polym Degrad Stab 96:679–685. https://doi.org/10.1016/j.polymdegradstab.2010.12.007
Popescu C-M, Larsson PT, Olaru N, Vasile C (2012) Spectroscopic study of acetylated kraft pulp fibers. Carbohydr Polym 88:530–536. https://doi.org/10.1016/j.carbpol.2011.12.046
Ramírez JAÁ, Suriano CJ, Cerrutti P, Foresti ML (2014) Surface esterification of cellulose nanofibers by a simple organocatalytic methodology. Carbohydr Polym 114:416–423
Reddy N, Yang Y (2007) Preparation and characterization of long natural cellulose fibers from wheat straw. J Agric Food Chem 55:8570–8575. https://doi.org/10.1021/jf071470g
Rowell RM, Simonson R, Tillman A-M (1990) Acetyl Balance for the acetylation of wood particles by a simplified procedure. Holzforschung 44:263–270. https://doi.org/10.1515/hfsg.1990.44.4.263
Sebio-Puñal T, Naya S, López-Beceiro J et al (2012) Thermogravimetric analysis of wood, holocellulose, and lignin from five wood species. J Therm Anal Calorim 109:1163–1167. https://doi.org/10.1007/s10973-011-2133-1
Segal L, Creely JJ, Martin AE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text Res J 29:786–794. https://doi.org/10.1177/004051755902901003
Sikorski P, Wada M, Heux L et al (2004) Crystal structure of cellulose triacetate I. Macromolecules 37:4547–4553. https://doi.org/10.1021/ma0498520
Sun X-F, Sun R, Sun J-X (2002) Acetylation of rice straw with or without catalysts and its characterization as a natural sorbent in oil spill cleanup. J Agric Food Chem 50:6428–6433
Thakur VK, Thakur MK, Gupta RK (2014) Raw natural fiber–based polymer composites. Int J Polym Anal Charact 19:256–271
Tripathi A, Ago M, Khan SA, Rojas OJ (2018) Heterogeneous acetylation of plant fibers into micro- and nanocelluloses for the synthesis of highly stretchable, tough, and water-resistant co-continuous filaments via wet-spinning. ACS Appl Mater Interfaces 10:44776–44786. https://doi.org/10.1021/acsami.8b17790
Tsioptsias C, Nikolaidou EG, Ntampou X et al (2022) Thermo-chemical transition in cellulose esters and other polymers. Thermochim Acta 707:179106. https://doi.org/10.1016/j.tca.2021.179106
Yan M, An B, Zai Z et al (2023) The mechanism of acetyl groups regulating the morphology and photocatalytic properties of ZnO and its cellulose composite. Cellulose 30:6869–6885. https://doi.org/10.1007/s10570-023-05344-z
Zweckmair T, Becker M, Ahn K et al (2014) A novel method to analyze the degree of acetylation in biopolymers. J Chromatogr A 1372:212–220. https://doi.org/10.1016/j.chroma.2014.10.082
Zweckmair T, Hettegger H, Abushammala H et al (2015) On the mechanism of the unwanted acetylation of polysaccharides by 1,3-dialkylimidazolium acetate ionic liquids: part 1—Analysis, acetylating agent, influence of water, and mechanistic considerations. Cellulose 22:3583–3596. https://doi.org/10.1007/s10570-015-0756-2
Acknowledgments
This work is part of GreenAsphalt project (Grant Number: 802C1800001), co-funded by FEDER European Programme (80%) and Junta de Andalucía (Consejería de Economía, Conocimiento, Empresas y Unversidades/Agencia-IDEA). It is also part of a research project (Grant Number: PY20_00751) funded by FEDER European Programme and Junta de Andalucía, and research project (Grant Number: UHU202029) funded by EPIT2020, Estrategia de Política de Investigación y Transferencia (Universidad de Huelva).
Funding
Funding for open access publishing: Universidad de Huelva/CBUA. This work was supported by GreenAsphalt project (grant number: 802C1800001), co-funded by FEDER European Programme (80%) and Junta de Andalucía (Consejería de Economía, Conocimiento, Empresas y Unversidades/Agencia-IDEA). It has been also co-funded by FEDER European Programme and Junta de Andalucía (grant number: PY20_00751), and by EPIT2020, Estrategia de Política de Investigación y Transferencia (Universidad de Huelva), Project UHU202029.
Author information
Authors and Affiliations
Contributions
MTC: Conceptualization, Methodology, software, validation, formal analysis, investigation, resources, data curation, visualization; MCS: formal analysis; JEMA: Conceptualization, Methodology, software, validation, formal analysis, investigation, resources, data curation, writing—original draft preparation, writing—review and editing, visualization, supervision, project administration, funding acquisition. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Ethical approval and consent to participate
Not applicable.
Consent for publication
Consent of publication has been taken from all authors. Authors read and understood the publishing policy, and submit this manuscript in accordance with this.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Trejo-Cáceres, M., Sánchez, M.C. & Martín-Alfonso, J.E. Assessment of the acetylation process of wheat straw pulp as sustainable rheological modifier for non-polar fluids. Cellulose 31, 2063–2078 (2024). https://doi.org/10.1007/s10570-024-05750-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-024-05750-x