
Abstract
Nowadays, a high percentage (> 50%) of the paper produced in Europe uses recovered paper (secondary fibers) as raw material. In order to improve the mechanical properties of the paper produced, different kinds of additives are usually incorporated into the paper. Emerging renewable materials based on agricultural or forest residues, such as cellulose nanomaterials, have recently proved good capacities as reinforcing agents for different applications. In this work, pulp from wheat straw with a content of cellulose nanomaterial has been produced and tested as a mechanical reinforcing agent for paper production. A soda semi-chemical process was applied for the delignification of straw, to produce pulp with high cellulose content. Posteriorly, pulps with cellulose nanofibers were obtained in a high-pressure homogenizer, applying three different pretreatments to the cellulose pulp (acid hydrolysis, enzymatic hydrolysis and thermal treatment with glycerol) in order to facilitate the obtention of cellulose nanomaterial. Handsheets of paper were prepared from two sources of secondary fiber (fluting paper and old corrugated containers), adding different percentages of wheat straw derivatives (0, 3.5, 5 and 7%). The fibers' morphology and the papers' mechanical properties were investigated. Noticeable improvement rates (up to 25%) were observed for some mechanical properties of paper containing nanocellulose produced after the enzymatic and acid pretreatments. The quality of the secondary fibers source also affected the improvement rates achieved, with higher percentage changes for the lower-quality recycled paper.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The use of secondary fibers (recovered paper) in the pulp and paper industry has been overgrown in recent years. In fact, the current use of recovered paper as raw material for the paper industry is almost 50% in CEPI countries (Confederation of European Paper Industries) and represents a higher percentage (next to 70%) in the production of paper for corrugated cardboard industry (CEPI 2018). Although the reuse of cellulose fibers allows for saving wood resources and increases the circular economy, the properties of pulp and paper produced from secondary fibers are worse than those of papers produced from virgin fibers because of the degradation of the fibers during physical operations (Yan et al. 2016). Increasing the recycling cycles decreases most of the mechanical properties of the paper, such as tensile index, tear index or burst index and increases the hornification (Kermanian et al. 2013).
To solve this problem, paper mills using recovered paper as raw material incorporates a part of virgin fibers (usually in the form of Kraft paper) and/or additives along with the secondary fibers to improve the properties of paper for cardboard production. These additives are usually synthetic resins or, to a greater extent, starch (García et al. 2016). Replacing these additives, either non-renewable or edible products, with others produced from agricultural or forestry residues increases the process's sustainability. For many years, the pulp has been produced industrially from these materials, mainly by means of semi-chemical soda processes, obtaining a product that, mixed in high percentages (> 20%), allowed increasing the mechanical properties of the paper produced from secondary fibers. However, introducing these waste pulps hindered the water loss capacity of the final pulp, negatively affecting production (Gonzalo et al. 2017). Against this background, some emerging cellulose-based materials, such as cellulose nanocrystals, cellulose microfibers or cellulose nanofibers, could play an important role in searching for such renewable additives. All of these materials have very interesting physicochemical properties that make them suitable for a large number of applications, including as reinforcement materials in pulp and paper production. Most of these materials are obtained by destructuring the cellulose fibers, either by applying shear forces or by carrying out hydrolysis reactions on cellulose pulp, the main differences between these materials being sizes and morphologies. According to ISO/TS 20477:2017, cellulose nanofibers have lengths up to 100 μm and widths between 3 and 100 nm.
In recent years, different raw materials for the production of cellulose nanomaterial have been reported in the bibliography, including wood and its residues, crops like bamboo or jute, different agricultural residues such as rice straw or coconut husk, or even secondary fibers from recovered paper (Balea et al. 2018). An extensive review about the sources and technologies used by different authors for cellulose nanomaterial production can be found elsewhere (García et al. 2016). The incorporation of these nanomaterials in the paper production process has resulted in the improvement of some paper quality parameters. For instance, Balea et al. used cellulose nanofibers obtained from pine and eucalyptus residues (virgin fiber), managing to reduce printing problems by up to 40% and increasing the traction index of paper by up to 32% (Balea et al. 2018).
Cellulose nanofibers have also been manufactured from both broke streams (from newsprint production) and corrugated paper and subsequently incorporated into the original secondary fibers pulp (Balea et al. 2019), thus leading to an improvement in the paper traction index between 30% (newsprint nanofibers) and 60% (corrugated paper nanofibers). In addition, the tear index, short compression test (SCT) and burst index increased by 15–20% when the nanofibers from the corrugated paper were added.
Cellulose nanofibers have also been produced from agricultural residues. Espinosa et al. obtained nanocellulose from semi-chemical treatment of wheat straw, and these nanofibers were subsequently added to the wheat straw pulp itself to produce paper (Espinosa et al. 2016). With this addition, improvements of up to 28% in the breaking length and up to 50% in the burst index were obtained. However, the air permeance of the paper was linearly reduced with the addition of nanofibrillated cellulose.
The objective of the present work is to furtherly assess the use of an agricultural residue, such as wheat straw, to produce a straw-derivative with cellulose nanofiber (CNF) content that could improve the mechanical properties of cardboard paper produced from secondary fibers. Straw pulp was obtained by semi-chemical processing of wheat straw through the soda process, and posteriorly, the CNFs were obtained by high-pressure homogenization (Pääkkö et al. 2007). In order to facilitate this process, three different treatments previous to homogenization were tested and compared: acid hydrolysis, enzymatic hydrolysis and thermal treatment with glycerol.
Afterward, CNFs were incorporated into cardboard paper produced from two different sources of secondary fibers (fluting papers and old corrugated containers), aiming at making an initial assessment of the effect of the recycled fibers quality on the performance of the wheat straw pulp addition.
Materials and methods
Materials
For the straw-derivative production, wheat straw collected in the northeast of Spain (Sobás, Huesca, 42°29′15″N–0°15′39″W) was used. Prior to digestion, the straw was washed with tap water to remove dust and particles, and dried at room conditions for one week. Table 1 depicts the analysis results of the wheat straw after washing and drying. The elemental analysis was carried out using a LECO CHN628 Analyzer combined with the sulfur add-on 628-S, while the proximate analysis, involving ash content, moisture content and volatile matter, was determined according to standard procedures (EN 14775:2010, EN 14774-3:2010 and EN 15148-2010, respectively). The higher heating value (HHV) was measured using a bomb calorimeter (IKA C2000 basic). The organic extractives content was determined by the Soxhlet's extraction method using dichloromethane as a solvent for 6 h. Hemicellulose, cellulose and lignin contents were defined by the Van Soest analysis methodology based on subsequent digestion stages in different detergents (neutral detergent, acid detergent and sulfuric acid 72%) (Godin et al. 2011).
Sodium hydroxide (98% assay, purchased from Sigma-Aldrich) was used for the delignification process; endo-β-1,4-glucanase enzyme (purchased from SERTEC20), sulfuric acid (98% assay, purchased from Labkem) and glycerol (99.5% assay, purchased from Panreac) were used for the CNFs production. Cationic polyacrylamide (c-PAM) (purchased from KEMIRA) was used as a retention agent to avoid the loss of the nanocellulose in the production of paper handsheets.
For the preparation of pulp from secondary fibers, two different raw materials were used: old corrugated containers (OCC), with quality 1.05.01 according to UNE-EN 643:2014, and commercial fluting paper (FP) produced from 100% recovered paper.
Delignification and size reduction of straw
Soda semi-chemical process was used for the delignification of wheat straw. The digestion of the straw was carried out in a stainless-steel batch digester (capacity of 30 L, externally heated). Up to 1 kg of straw (washed and air dried) and 10 L of soda solution (95 g of NaOH) were mixed. The reaction occurred for 3 h at a temperature of 98 ± 2 °C and atmospheric pressure. These experimental conditions were set according to previous experiences in the field and are similar to those used industrially for the semi-chemical production of paper using non-woody materials (Lora et al. 2000; Marín et al. 2009; Gonzalo et al. 2017). The result of this process was a lignin-rich liquor (black liquor), which was discarded, and pulp with a high content of cellulose. The pulp obtained was washed with an excess of tap water in different batches, until no appreciable change in color was observed in the washing water, and a pH lower than 8.5 was reached. After the semichemical process a partial defibration of wheat stems, and a clear loss of rigidity of the material was observed, due to the elimination of part of the lignin, which has an important role as structural support. Subsequently, the pulp was air dried for 15 days. This semichemical pulping of wheat straw yielded 57.6% of pulp, with an ash content of 2.87 ± 0.02 wt% (determined according to EN 14775:2010 standard) and a residual lignin content of 10.65 ± 0.02 wt% (determined by the last digestion step of Van Soest’s method).
After the delignification step and before the preparation of the straw-derivatives with cellulose nanomaterial, the size of the produced material was reduced using milling equipment with rotary blades and temperature control.
CNF production and characterization
Wheat straw pulp containing nanofibers was produced using a high-pressure homogenizer (PANDA, Niro Soavi) to extract the nanofibers after 5 stages of processing, in which the pulp was passed through the equipment at different pressures: one pass at 250 bar, another pass at 500 bar and 3 more passes at 1000 bar (Pääkkö et al. 2007; Delgado-Aguilar et al. 2015; Rahikainen et al. 2019).
In order to facilitate the process, three different treatments previous to the homogenization were tested according to the literature: (i) mild acid hydrolysis, (ii) enzymatic hydrolysis and (iii) thermal treatment with glycerol.
Production of nanocellulose from wheat pulp using acid hydrolysis (CNF-A)
For the preparation of the CNF-A, the pulp was pretreated using concentrated sulfuric acid (98%) as a reagent, and according to the method described by Delgado-Aguilar et al. (Delgado-Aguilar et al. 2015). A beaker with 730 mL of milli-Q water and 70 mL of sulfuric acid (15 wt%) was placed in a heating plate (C-MAG HS7, IKA), with constant stirring (RW 20, IKA), then 45 g of dry wheat straw pulp were loaded into the beaker. The reaction temperature was maintained at 60 °C for 10 h.
Once the reaction time had elapsed, the suspension was diluted with tap water and centrifuged several times until neutralizing its pH. The precipitate was diluted to 3 L and homogenized in a rotor–stator dispersion equipment (Dispermat, VMA) at 10,000 rpm for 4 h. Finally, the pulp was processed in the high-pressure homogenizer, as commented before.
Production of nanocellulose from wheat pulp using enzymatic hydrolysis (CNF-E)
Forty five grams of dry semi-chemical pulp were diluted with tap water until reaching a consistency of 5% (wt% of solid content), and the resulting pulp was disintegrated in a wet crusher during 60 min. Then, the enzymatic treatment was carried out at 3% consistency with a dosage of 2 g of endo-β-1,4-glucanase per kg of dry pulp, maintaining the reaction in mild agitation for 6 h at a temperature of 50 °C. After this period, the reaction temperature was increased to 90 °C for 30 min in order to ensure the end of the reaction (Delgado-Aguilar et al. 2015). Then, the consistency of the pulp was adjusted to 0.69%, and the resulting mixture was homogenized in the rotor–stator dispersion system at 10,000 rpm for 4 h. Finally, the pulp was processed in the high-pressure homogenizer.
Production of nanocellulose from wheat pulp using thermal treatment with glycerol (CNF-G)
The pretreatment using glycerol at high temperature was conducted according to the method described elsewhere (Ramakrishnan et al. 2019). For this procedure, 1620 g of glycerol were added to a beaker and heated up to a temperature of 200 °C while slowly adding 54 g of wheat straw dry pulp during the heating period. Once the reaction temperature was reached, the mixture was maintained under stirring for 4 h. Then, the pulp was cooled and centrifuged three times (4100 rpm for 10 min) so that glycerol was removed as a supernatant and the pulp remained as a precipitate at the bottom of the centrifuge tube. This precipitate was homogenized in the same dispersion equipment as the other samples and processed in the high-pressure homogenizer.
The three CNFs suspensions were characterized by scanning electron microscopy (SEM) using a SEM EDX Hitachi S-3400 N microscope in order to assess the morphology and the structure of the produced materials. The morphology of the samples was also characterized by transmission electron microscopy (TEM) using a FEI Tecnai T20 microscope. To carry out the observation of each sample, a drop of the nanocellulose dispersion was placed in a Holey Carbon Supported Copper Grid (Merck), with a grid size are of 300 mesh and hole average diameter of 100 nm.
A fiber measuring equipment (Kajaani FS5, Valmet) was also used to analyze the produced fibers' dimensions and the fraction of fines. Specifically, this equipment measures particle lengths between 0.01 and 7.6 mm and widths between 1 and 1000 μm, and its software classifies the results in different fractions according to the particles size (Padberg et al. 2016).
Sheet preparation and characterization
For the preparation of the pulp from both sources of secondary fibers (OCC and FP), each material was chopped and disintegrated in a high-consistency laboratory pulper (Laboratory helical rotor pulper, LICAR), using tap water to adjust the consistency of the pulp to 10%. The pulp was processed following three stages: (i) 750 rpm for 4 min; (ii) 500 rpm for 20 min; (iii) 750 rpm for 10 min. Posteriorly, the amount of CNFs necessary for each experimental condition tested was dispersed at 4,000 rpm for 5 min in the dispersion equipment (Dispermat, VMA), using a “cowles” disc and then added to the pulp along with 20 mL of retention agent (FennoPol K 6330 T from KEMIRA, a cationic polyacrylamide (c-PAM) prepared at 0.05 wt%).
Finally, 130 g/m2 (an intermediate grammage between those produced industrially for fluting and liner papers, usually ranging between 75 and 200 g/m2) paper handsheets made of secondary fibers (OCC or FP) with different concentrations of the three kinds of CNFs produced (0, 3.5, 5 and 7 wt%), as well as handsheets from 100% CNFs, were produced according to the UNE-EN-ISO 5269–2 standard in a Rapid-Köthen Sheet Former (PTI), and posteriorly conditioned according to UNE-EN 20187 standard (at 23 ± 1 °C and 50 ± 2% humidity for at least 4 h). Due to the difficulty of removing water in the handsheets obtained from 100% CNFs, it was necessary to manufacture them with a lower grammage than the rest (60 g/m2).
The paper sheets were characterized. The thickness determination was performed according to ISO 534, and the average weight was according to ISO 536, both parameters were used to calculate the density of the paper. Tensile strength (ISO 1924-3) and compressive strength (ISO 9895) tests were also performed in a universal testing machine (Zwick Roell) provided with a 5 kN load cell; air permeance (Gurley porosimetry, ISO 5636-5), water absorptiveness (Cobb60, ISO 535), bursting strength (ISO 2758) and tear strength (ISO 1974) were also determined for the characterization of the sheets. Each characterization test was repeated with 10 samples of paper, except for water absorptiveness (Cobb60, 2 samples). A summary of the different paper samples produced is listed in Table 2 while.
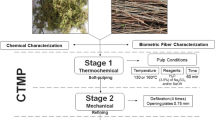
Figure 1 shows a summary scheme of the experimental work and characterization analyses carried out throughout this study.

Scheme of the experimental work carried out
Results and discussion
Characterization of CNFs
Scanning electron microscopy (SEM)
The morphology of the CNFs suspensions was characterized by scanning electron microscopy (SEM). Micrographs were taken at different magnifications in order to show differences in the material surface and to prove the existence of nanofibers. The images obtained to characterize the CNFs films surface are shown in Fig. 2.

SEM images. a Washed Straw (× 500), b Washed Straw (× 1000), c Soda Pulp (× 500), d CNF-E (× 500), e CNF-A (× 500), f CNF-G (× 500)
In the microphotographs corresponding to the original material (2a and 2b) the fibrous structure of the original material can be perfectly appreciated, a structure that partially disappears with the partial elimination of the lignin, after the semichemical treatment of the straw with soda (2c). In the micrographs of CNFs obtained at 500 magnifications (2d, 2e and 2f), it is possible to observe a flat and homogeneous surface with some long fibers, which could be due to a fraction of wheat straw not well defibrated. In any case, the amount of observed macrofibers was more significant for the nanocellulose obtained by the thermal treatment with glycerol (CNF-G).
Transmission electron microscopy (TEM)
The morphology of the CNFs suspensions was analyzed by transmission electron microscopy (TEM). Images obtained by means of this technique are shown in Fig. 3, which displays cellulose fibers deposited over a carbon film with gaps (darker in color).

TEM images of straw nanocellulose (CNFs) at different magnifications. a CNF-E 500 nm, b CNF-A 500 nm, c CNF-G 500 nm, d CNF-E 50 nm, e CNF-A 200 nm, f CNF-G 500 nm
Micrographs obtained by TEM allow to check the appearance of cellulose nanofibers. In some of the pictures, diameters of some of the elementary microfibrils have been marked, showing that all of them display branching of fibrils in nanoscale, although these are somewhat less visible in the suspension manufactured by acid hydrolysis (CNF-A), where a more compact sample is observed.
According to the morphology characterization carried out, the production of some nanostructured materials in the three kinds of CNFs produced is confirmed, being their surface and microfibril size are slightly different depending on the pretreatment used.
Kajaani fiber analysis
Finally, the fibers' morphology and dimensions were analyzed using Kajaani measuring equipment. Thus, the number-averaged fiber length (parameter “Lc (n)”) and the length-averaged fiber length (parameter “Lc (l)”), as well as the amount and distribution of fines (small length fibers), were determined for the original OCC pulp and the three different CNFs suspensions prepared from wheat straw. These results can be observed in Table 3.
When comparing the CNFs results with those obtained for the OCC paper pulp, lower values of fiber average length can be observed with all the pretreatments used. In Table 3, it can be noticed that the maximum value for the average fiber length in CNFs (both in number and length) corresponds to thermal treatment with glycerol (CNF-G), while the nanocellulose produced by acid hydrolysis (CNF-A) is the material with the most reduced fiber length. Therefore, it can be concluded that the pretreatment applied to cellulose pulp significantly affects the fiber length. Such differences can also be observed in pictures taken in the Kajaani equipment (Fig. 4), showing shorter fibers for the acid suspension.

Kajaani images of CNFs suspensions. a CNF-E, b CNF-A, c CNF-G
Regarding the percentage of fines present in the samples (particles with < 10 μm width), the equipment shows a greater number of fines for the suspension produced by acid hydrolysis (CNF-A), which again indicates that a greater size reduction has been achieved by this pretreatment. Meanwhile, cellulose nanofibers fabricated by thermal treatment (CNF-G) present the lowest percentage of fines, which means that this method results less aggressive for CNFs preparation. This last value of fines is even lower than the value of fines contained in the pulp used as raw material for the production of paper (OCC). The percentage of fines obtained in all cases (OCC pulp and CNFs) is shown in Fig. 5a with 90% confidence intervals. Figure 5b shows the fiber size distribution (with > 10 μm width). As seen in the figure, more than 80% of these fibers have lengths between 10 and 200 μm (fraction 1) in the case of CNF-A, confirming that the acid hydrolysis has been the most aggressive pretreatment for the straw pulp.

a Percentage of fines (in number), b Distribution of fibers length (in number).
Characterization of paper handsheets produced from OCC as a secondary fiber source
The main properties measured in the different samples of paper sheets produced from OCC and CNFs mixtures are shown in Figs. 6 and 7 and Table S1 in Supplemetary information section. Results are shown with a 95% confidence interval.

Properties of the produced paper sheets with OCC as a secondary fiber source: a Density, b Gurley air permeance, c Young’s modulus, d Tensile Index

Properties of the produced paper sheets with OCC as secondary fiber source: a Elongation, b iSCT, c Burst Index, d Water absorptiveness Cobb60, e Tear Index
Paper characterization results show that the three different nanocelluloses obtained after the different pretreatments allow to improve most of the properties to a greater or lesser extent, except the paper porosity, which has been reduced, as occurred with the additives (starch or synthetic resins) that are usually incorporated during the commercial production of paper to improve its mechanical properties.
As can be seen in Fig. 6a, the density of the papers slightly increased between 2 and 6% when adding such low percentages of CNFs. Experimental variability probably hinders the expected result of measuring higher densities when adding a higher amount of any of the CNFs. In the case of the sheets made of pure CNFs, this parameter has almost doubled the value of the OCC paper. The results stated in the literature (Taipale et al. 2010; González et al. 2013; Su et al. 2013; Djafari Petroudy et al. 2014; Espinosa et al. 2016) established that paper density increases with CNFs addition as nanofibers fill the gaps between fibers, also decreasing the porosity of the paper. The analysis of the Gurley porosity of the sheets has also confirmed this trend, showing a significant reduction of porosity when increasing the dosage of CNFs. This rise in the Gurley (which means a reduction of paper porosity), as shown in Fig. 6b, is sharper for the addition of enzymatic and acid nanofibers, increasing Gurley porosity value by 165% (CNF-A and CNF-E, dosage of 7%), while the CNFs suspension fabricated by the thermal treatment, which is a less degraded material, barely modifies it.
The effect of CNFs addition on the modulus of elasticity (or Young’s modulus) is shown in Fig. 6c, where important increments of the average value of this property can be observed with the addition of some of the CNFs prepared. Thus, nanofibers produced after enzymatic (CNF-E) and acid hydrolysis (CNF-A) increase Young’s modulus by 9% and 18%, respectively, when added at a dosage of 7%. Comparing these results with those obtained for the pure CNFs sheets, it is found that the modulus of elasticity virtually doubles its value in the latter case. These differences are similar or slightly lower than those reported by other authors that used different additives and secondary fibers sources for paper sheets production (Lee et al. 2014; Keplinger et al. 2019).
On the other hand, as shown in Fig. 6d, only slight increases in the tensile index are observed when adding to the paper sheets a dosage of 7% of CNF-E and CNF-A, while the addition of CNF-G does nothing to improve this parameter. In the case of pure nanocellulose sheets, their tensile index doubles the value of those sheets prepared without CNFs. By comparing these values with, for example, the results reported by Balea et al. (Balea et al. 2018), who prepared and used nanofibers manufactured from triticale straw by a mechanical pretreatment, similar improvement rates have been obtained in the case of adding CNF-A from wheat straw.
The effect of adding nanofibers on paper elongation was also assessed, as shown in Fig. 7a. This parameter measures the percentage increase in length that a paper sample, with specific dimensions, undergoes before breaking, so this parameter is directly related to the elasticity of paper. No differences are observed with the addition of CNFs to the OCC pulp at dosages of 7%, whereas the elongation of pure CNFs sheets, especially those prepared with CNF-A, shows an apparent reduction in comparison with the paper sheets prepared without CNFs. This decrease indicates a major fragility of the material generated by the disintegration of the cellulose fibers down to nanometric sizes.
The compressive strength index (iSCT) of paper is an important property related to the resistance of cardboard boxes to stacking. Changes in this property of the sheets were also measured (Fig. 7b), this being one of the most improved properties with the addition of nanofibers obtained by acid and enzymatic methods but not for nanofibers fabricated by the thermal treatment. More in detail, adding 7% of CNF-E increased the iSCT by 16%, while CNF-A improved it by up to 11%. Similar improvements were achieved by Balea et al. (Balea et al. 2018, 2019), who used different materials for CNFs manufacturing. These authors reported improvements in iSCT of up to 11 and 17% with the addition of 2 and 3%, respectively, of CNFs manufactured from the corrugated paper by TEMPO (2,2,6,6-Tetramethylpiperidine 1-oxyl) pretreatment.
The burst index is another relevant property, especially for liner papers in corrugated cardboard, and its value is related to the value of the tensile index, as well as shear and flexural strength. The effects of CNFs on burst index were also measured, as shown in Fig. 7c, and the best results are obtained with the addition of CNF-E; nevertheless, the experimental results present a high dispersion, which is common in the analysis of this type of materials (Gonzalo et al. 2017). In any case, the improvements achieved are up to 9% when adding acid and enzymatic nanofibers.
Concerning paper water absorptiveness, which is an important property in papers to be used in high moisture environments (i.e., fruit boxes), the Cobb60 is a good indicator. Lower values of this parameter indicate better behavior of the paper at humidity conditions. Figure 7d shows that, again, nanofibers obtained after enzymatic and acid hydrolysis are the only ones that lead to greater improvements: CNF-E decreases the value of water absorptiveness (Cobb60) up to 14% and CNF-A up to 8%, while CNF-G increases it up to 9%.
Finally, variations in the tear index with the addition of nanofibers were also rated. The tear resistance is due to fiber bonding and can be increased, for example, by beating the pulp. For this property, as can be seen in Fig. 7e, a high dispersion in the experimental results was obtained, so clear differences between the values obtained for all the paper sheets can hardly be observed. In any case, some studies in the literature point that intense refining of pulp together with the addition of short fibers may cause decreases in tearing (Nurul Husna Mohd Hassan 2014; Monga et al. 2017) so, in this sense, the tear index could be reduced by adding ultra-refined pulps, such as the straw-derivative produced in this work. In the same way, other authors, such as Balea et al. (2018) found an uncertain relationship between CNFs addition and its effect on tearing.
In summary, it can be concluded that the addition of the CNFs produced after the acid and enzymatic hydrolysis pretreatments (CNF-A and CNF-E) has improved most of the properties of the sheets: paper’s tensile and compressive strength, burst index, and water absorptiveness (Cobb60). Nevertheless, the presence of these nanofibers also decreases the paper porosity. CNF-A and CNF-E suspensions have linearly upgraded paper properties with their additional dose, a trend also reflected in the decrease in the porosity of the sheet. In contrast, CNFs manufactured by thermal treatment with glycerol have only improved the modulus of elasticity of the paper sheets, so this can be considered an ineffective pretreatment in the conditions tested for the purpose of reinforcing recycled paper.
The contribution of CNFs to mechanical properties can be explained by two mechanisms (González et al. 2013). On the one hand, the nanofibers act as promoters of the unions between the adjacent macrofibers, favoring the fiber–fiber union and increasing the bonded area. The second mechanism implies that the microfibers generate a network of microfibers with unions between them, being located between the largest fibers, thus contributing to increasing the resistance of the paper, and decreasing the porosity (Salmi et al. 2009).
The CNF-G is the derivative that presents, according to Kajaani, the average length most similar to that of the original fibers, with a lower content of fines and a higher content of macrofibers (as observed in the SEM). The treatment with glycerol at high temperature facilitates the intensive refining of the fibers, without reducing their length, resulting in a lower production yield of CNFs. This means that, when incorporated into the paper, it has less of a positive effect on properties such as the tensile index or the iSCT, noting that its incorporation modifies the Gurley porosity very little, since it does not occlude the pores between the OCC fibers.
Regarding the other two materials, according to the analysis carried out with the Kajaani, CNF-A is the material with the lowest average fiber length, with a high percentage of fines, which can be associated with the highest CNFs production. In both materials (CNF-A and CNF-E), the presence of nanofibers is clearly observed in the TEM photographs, as well as a homogeneous appearance in the SEM, with few large fibers, especially in the CNF-E.
Acid hydrolysis treatment has been more aggressive than enzymatic hydrolysis. This can be seen in the value of the Young's modulus of the handsheet made exclusively from CNF-A, which shows the highest value among the three derivatives produced. This high value indicates a higher stiffening, as can be seen in the low elongation value of the paper produced. This increase in rigidity is probably due to the removal of the amorphous part of the cellulose by the acid (Pääkkö et al. 2007).
Effect of secondary fiber quality and storage time on mechanical properties
As commented before, besides the experiments carried out using 1.05.01 quality cardboard (OCC) as a source of secondary fibers, which also contained a percentage of high-quality kraftliner-type paper in its composition. Some additional experiments were done using a lower-quality raw material, specifically corrugated paper made entirely of recovered paper (FP: fluting paper). The results of these tests are summarized in Table 4. Besides the characterization of the paper handsheets produced with this source of secondary fibers and 5% of CNF-E, some of them were stored under controlled conditions of moisture and temperature (23 ± 1 °C and 50 ± 2% humidity) for 30 days, repeating the analyses after this period of time in order to test the stability of the paper properties over time.
As shown in Table 4, all the measured properties are also improved when adding 5% of CNF-E to the fluting paper paste, except Gurley Air Permeance which increases its value, as expected. Regarding the possible deterioration of paper properties with storage time, no significant differences are observed in the results obtained just after preparing the handsheets and after 30 days of storage, so it seems that the properties improvement provided by nanocellulose to the FP secondary fibers stay for an extended period of time.
In order to compare the performance of CNFs addition when being incorporated into different sources of secondary fibers, Table 5 summarizes the percentage changes observed in the paper properties with the addition of CNF-E to OCC and FP pulp (calculated with respect to the properties of papers prepared without the incorporation of nanocellulose).
As shown in Table 5, higher improvement rates of the paper properties were obtained when adding the CNF-E to the fluting paper (FP) than when adding it to the paper coming from corrugated boxes (OCC). These better results are even observed when comparing experimental results obtained with a lower dosage of CNF-E in the case of FP pulp (5% in FP vs. 7% in OCC). Improvement rates of up to 25% have been found in some of the fluting paper properties (Young’s modulus and tensile strength) after adding 5% of CNF-E.
Thus, since the CNFs applied were the same in both cases, the main difference was the quality of the secondary fibers used to produce handsheets. The properties of the papers produced exclusively from both types of raw materials, FP-0 and OCC-0, can be seen and compared in the first row of Tables S1 and 4. All the properties tested, except the Gurley air permeance, are better for the paper produced using OCC. Specifically, Young’s modulus is 13% higher, Tensile strength 21% higher, Breaking length 19% higher, and water absorptiveness (Cobb60) 68% lower.
These results highlight that the effect of the addition of nanofibers on the paper properties could depend not only on the type of CNFs, but also to a great extent on the quality of the source of secondary fibers used, showing a greater impact when the quality of the support material is lower, and making the comparison of the results obtained by different authors more difficult. In any case, this issue must be confirmed in future work.
Conclusions
In this work, the production of straw-derivative with cellulose nanomaterial content (CNFs) from an agricultural residue (wheat straw) and its use for improving the mechanical properties of two recycled paper sources have been studied. For that purpose, three CNFs manufacturing pretreatments were followed: enzymatic hydrolysis, acid hydrolysis and thermal treatment with glycerol, after which the CNFs suspension was furtherly processed in a high-pressure homogenizer. Paper sheets were manufactured by: (i) adding these produced CNFs to secondary fibers at three dosages (3.5, 5 and 7 wt%), and (ii) using only these CNFs as raw material for the paper sheets preparation. All these sheets were characterized. Thus, the main findings of the work are the following:
-
Cellulose nanofibers were produced through the three pretreatments applied, as it was proved by the micrographs taken by SEM and TEM, as well as by the Kajaani fiber analysis. Cellulose nanofibers with smaller diameters between 7 and 100 nm have been observed in all the straw-derivatives produced, although their contents in the final products have not been determined.
-
The acid hydrolysis was the pretreatment that led to the greatest reduction of particle size, as this is a more aggressive process. At the same time, the thermal treatment with glycerol was the softest process, with a minor reduction of particles size, as it was clearly proved by the morphology fiber analysis. This decrease in the particle sizes has been directly related to the improvement of most of the mechanical properties tested.
-
Nanofibers produced by acid and enzymatic hydrolysis were the most effective in improving tensile and compressive strength, burst index and water absorptiveness of the paper, showing improvement rates between 8 and 16%. This type of CNFs also decreased paper porsity more severely.
-
The mechanical properties of the pure CNFs sheets obtained were not especially high in comparison with those values reported in the literature for similar materials, so that the severity of the mechanical treatment could be increased in order to get higher improvement rates in these parameters, although the cost of the process would also be increased.
-
The quality of the secondary fibers involved in paper manufacturing has significantly influenced the performance of the CNFs produced by enzymatic hydrolysis. Higher improvement rates (up to 25% for some properties) were obtained in the case of papers prepared with lower-quality secondary fibers.
-
Good stability over time (after one month of storage) has been observed for the mechanical properties of paper sheets prepared with enzymatic CNFs.
Data availability and materials
The datasets generated during and/or analyzed during the current study are available from the corresponding author upon reasonable request.
Abbreviations
- CEPI Countries:
-
Confederation of European Paper Industries
- CNF:
-
Wheat straw derivative containing cellulose nanofibers
- FP:
-
Fluting paper
- OCC:
-
Old corrugated containers
- SCT:
-
Short compression test
- SEM:
-
Scanning electron microscopy
- TEM:
-
Transmission electron microscopy
References
Balea A, Merayo N, Fuente E, Negro C, Delgado-Aguilar M, Mutje P, Blanco A (2018) Cellulose nanofibers from residues to improve linting and mechanical properties of recycled paper. Cellulose 25(2):1339–1351
Balea A, Sanchez-Salvador JL, Monte MC, Merayo N, Negro C, Blanco A (2019) In situ production and application of cellulose nanofibers to improve recycled paper production. Molecules 24(9):1800
CEPI Key Statistics 2018, CEPI, (2019)
Delgado-Aguilar M, González TI, Tarrés Q, Alcalá M, Pèlach MÀ, Mutjé P (2015) Approaching a low-cost production of cellulose nanofibers for papermaking applications. BioResources 10(3):11
Espinosa E, Tarrés Q, Delgado-Aguilar M, González I, Mutjé P, Rodríguez A (2016) Suitability of wheat straw semichemical pulp for the fabrication of lignocellulosic nanofibres and their application to papermaking slurries. Cellul 23(1):837–852
García A, Gandini A, Labidi J, Belgacem N, Bras J (2016) Industrial and crop wastes: a new source for nanocellulose biorefinery. Ind Crops Prod 93:26–38
Godin B, Agneessens R, Gofflot S, Lamaudière S, Sinnaeve G, Gerin PA, Delcarte J (2011) Revue bibliographique sur les méthodes d’analyse des polysaccharides structuraux des biomasses lignocellulosiques. Biotechnol Agron Soc 15(1):165–182
González I, Vilaseca F, Alcalá M, Pèlach MA, Boufi S, Mutjé P (2013) Effect of the combination of biobeating and NFC on the physico-mechanical properties of paper. Cellul 20(3):1425–1435
Gonzalo A, Bimbela F, Sánchez JL, Labidi J, Marín F, Arauzo J (2017) Evaluation of different agricultural residues as raw materials for pulp and paper production using a semichemical process. J Clean Prod 156:184–193
Hassan NHM, Muhammed S, Ibrahim R (2014) Properties of gigantochloa scortechinii paper enhancement by beating revolution. J Tropical Resour Sustain Sci (JTRSS) 2(2):59–67
Keplinger T, Wang X, Burgert I (2019) Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. J Mater Chem 7(7):2981–2992
Kermanian H, Razmpour Z, Ramezani O, Mahdavi S, Rahmaninia M, Ashtari H (2013) The influence of refining history of waste NSSC paper on its recyclability. BioResources 8(4):11
Lee K-Y, Aitomäki Y, Berglund LA, Oksman K, Bismarck A (2014) On the use of nanocellulose as reinforcement in polymer matrix composites. Compos Sci Technol 105:15–27
Lora J, Escudero E (2000) Soda pulping of agricultural fibres for boardmaking applications. Pap Technol 41:37–42
Marín F, Sánchez JL, Arauzo J, Fuertes R, Gonzalo A (2009) Semichemical pulping of Miscanthus giganteus. Effect of pulping conditions on some pulp and paper properties. Bioresour Technol 100(17):3933–3940
Monga S, Thapliyal BP, Tyagi S, Naithani S (2017) Relationship between strength properties and fiber morphological characteristics of S. officinarum—part-1: regression and artificial neural networks analysis. Int J Sci Res 6(1):1549–1556
Pääkkö M, Ankerfors M, Kosonen H, Nykänen A, Ahola S, Österberg M, Ruokolainen J, Laine J, Larsson PT, Ikkala O, Lindström T (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromol 8(6):1934–1941
Padberg J, Gliese T, Bauer W (2016) The influence of fibrillation on the oxygen barrier properties of films from microfibrillated cellulose. Nord Pulp Pap Res J 31(4):548–560
Petroudy SRD, Syverud K, Chinga-Carrasco G, Ghasemain A, Resalati H (2014) Effects of bagasse microfibrillated cellulose and cationic polyacrylamide on key properties of bagasse paper. Carbohyd Polym 99:311–318
Rahikainen J, Ceccherini S, Molinier M, Holopainen-Mantila U, Reza M, Väisänen S, Puranen T, Kruus K, Vuorinen T, Maloney T, Suurnäkki A, Grönqvist S (2019) Effect of cellulase family and structure on modification of wood fibres at high consistency. Cellullose 26(8):5085–5103
Ramakrishnan A, Ravishankar K, Dhamodharan R (2019) Preparation of nanofibrillated cellulose and nanocrystalline cellulose from surgical cotton and cellulose pulp in hot-glycerol medium. Cellul 26(5):3127–3141
Salmi J, Nypelö T, Österberg M, Laine J (2009) Layer structures formed by silica nanoparticles and cellulose nanofibrils with cationic polyacrylamide (C-PAM) on cellulose surface and their influence on interactions. BioResources 4:602–625
Su J, Mosse WKJ, Sharman S, Batchelor WJ, Garnier G (2013) Effect of tethered and free microfibrillated cellulose (MFC) on the properties of paper composites. Cellul 20(4):1925–1935
Taipale T, Österberg M, Nykänen A, Ruokolainen J, Laine J (2010) Effect of microfibrillated cellulose and fines on the drainage of kraft pulp suspension and paper strength. Cellul 17(5):1005–1020
Yan L-Y, Li S-Y, Song X-L (2016) Preparation of paper strengthening agent by esterification of cellulosic fines. BioResources 12(1):9
Acknowledgments
The authors express their gratitude to Mr. Enrique Escudero for his collaboration in this work.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. This work was supported by the Aragón Government [Research Group Ref. T22_23R]; FEDER 2014–2020 "Construyendo Europa desde Aragón"; and Agencia Estatal de Investigación in Spain (Project PID2020-114936RB-I00).
Author information
Authors and Affiliations
Contributions
IS: Investigation. ZA: Investigation, data acquisition, writing-original draft and editing. NS-Paniagua: Investigation. PG: Investigation, methodology, writing-original draft and editing. AB: Investigation.NG-L: Investigation, methodology, writing-reviewing and editing. AG: Conception, investigation, writing-reviewing and editing. JA: Supervision and funding acquisition.CC: Interpretation of data. supervisión, reviewing.JLS: Reviewing, editing, supervision and funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no financial or non-financial competing interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Serrano, I., Afailal, Z., Sánchez-Paniagua, N. et al. Production of derivatives from wheat straw as reinforcement material for paper produced from secondary fibers. Cellulose 31, 2541–2556 (2024). https://doi.org/10.1007/s10570-024-05731-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-024-05731-0