
Abstract
Hornification, a complex phenomenon occurring during drying of lignocellulosic materials because of formation of irreversible chemical bonds, remains a subject of scientific interest. This study aims to shed light on the underlying mechanisms of hornification by investigating interactions between the liquid and solid phases through a solvent exchange treatment. The treatment involved replacing water with various solvents in suspensions of never-dried cellulose samples, including alcohols (methanol, ethanol, isopropanol) capable of forming hydrogen bonds, albeit to a lesser extent than water, as well as non-alcohol solvents (acetone, ethyl acetate, toluene, heptane) that do not possess the ability to form chain of hydrogen bond, and no hydrogen bond between each other. The impact of solvents on the hornification process was evaluated using WRV measurements. Our findings reveal that water, as a solvent, plays a dominant role in the hornification process, primarily due to its excellent capability to form bridges of hydrogen bonds. In comparison, hornification with alcohols was considerably lower than with water, likely attributed to the smaller ability of alcohols to engage in such interactions. Furthermore, our results indicate a tendency for reduced hornification also when using non-hydrogen bond solvents with decreased polarity. This strengthens the hypothesis related to chains of hydrogen bonds. Additionally, the interaction between hydrophobic surfaces on cellulose through hydrophobic interactions could provide another plausible explanation.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Cellulose is a biopolymer that is extremely abundant in nature and boasts several characteristics, such as renewability, biodegradability, and non-toxicity (Song et al. 2011; Peng et al. 2020; Zhang et al. 2021; Hashemzehi et al. 2022). The excellent physical and mechanical properties of the polysaccharide have led to broad technical applications (Dhar et al. 2014; Karimian et al. 2019; Peng et al. 2020; Zhang et al. 2021). Thus, the physical and mechanical properties of cellulose are critical factors that determine its quality and suitability for industrial applications. These characteristics are significantly impacted by the interaction between cellulose and water (Salem et al. 2022). Since cellulose and water possess polar and hydrophilic properties, they exhibit a strong interaction when cellulose is dispersed in water (Aghajanzadeh et al. 2023). The regulation of the interaction between cellulose and water is crucial in the paper industry, particularly during pulp drying, paper dewatering and drying, use of recycled papers, nanocellulose, swelled and reactive cellulose derivatives, where hornification poses a significant challenge due to the several physical and chemical phenomena occurring (Salem et al. 2022). In other words, the removal of water from cellulose fibers using techniques ranging from dewatering on a sheet former to thermal drying can result in considerable stiffening of fibers, less fiber wall porosity and lower swelling capacity, commonly referred to as hornification (Jayme 1944; Laivins and Scallan 1993). This phenomenon has become a major obstacle to reusing recycle paper materials, and researchers have identified it as the most significant challenge for the sustainable development of cellulose materials (Fu et al. 2023). Therefore, understanding the mechanisms underlying hornification is crucial for improving industrial processes. To gain a comprehensive understanding of this phenomenon, a series of investigations has been undertaken to explore the influence of diverse factors on hornification, encompassing a wide range from drying conditions to fiber components (Wan et al. 2010; Chen et al. 2011; Pönni et al. 2014). Salmén and Stevanic suggested that hornification appears to be connected to the mobility of cellulose molecules or chains, which is greater at higher temperatures and in moist conditions (Salmén and Stevanic 2018). Sellman et al. (2023) introduced a conceptual model highlighting the importance of water diffusion in the hornification process. When water is removed at higher temperatures, close connections are established through intermolecular interactions among cellulose molecules. The reentry of water and the exchange of these bonds necessitate simultaneous exchanges of multiple weak intermolecular interactions, which, though improbable, will slowly occur over an extended period (Sellman et al. 2023). Considering the role of interactions, hornification may be attributed to the creation of multiple hydrogen bonds, hydrophobic interactions, van der Waals interactions, and even covalent lactone bridges between cellulose surfaces that occur as a result of moisture removal (Aghajanzadeh et al. 2023). More than one bonding mechanism might also be present at the same time, but the opinion is divided which kind of bond that is important during the hornification. Covalent lactone bridges are suggested to form between the carboxylic group and hydroxyl groups in an adjacent chain (Ghimbeu et al. 2014; Aghajanzadeh et al. 2023). Diniz et al. (2004) concluded that there is enough experimental data available to demonstrate that hornification is simply a specific instance of lactone bridge formation in lignocellulosic materials (Diniz et al. 2004). One problem here is however, that covalent bonds, van der Waals bonds and to some extent hydrogen bonds require proximality of the surfaces to be formed. Contrary, Wohlert et al. (2022) suggested that although irreversible hydrogen bonding between the fibrils is often used to explain hornification, this alone cannot account for the process (Wohlert et al. 2022). One argument against the involvement of hydrogen bonds in hornification is that hydrogen bonds should be relatively easily broken by water which is not in line with the strong resistance to reswelling of heavily hornified celluloses (Diniz et al. 2004). However, Sjöstrand et al. (2023) hypothesized that the presence of multiple hydrogen bonds by water causes the cellulose surfaces to come closer together, resulting in an increase in hornification (Sjöstrand et al. 2023), other sources agree with the hypothesis of multiple hydrogen bonds (Laivins and Scallan 1993; Kajanto and Niskanen 1998; Kato and Cameron 1999; Tze and Gardner 2001; Newman 2004; Luo and Zhu 2011; Luo et al. 2011; Mo et al. 2022). Additionally, Köhnke et al (2010) have suggested the increase in the formation of various bonds can influence the distribution of pore sizes within the fiber walls and also a general shrinking of the apparent volume of the cellulose during drying/hornification (Köhnke et al. 2010). Another crucial factor to consider during the pulp drying process is the role of the solvent, i.e., in most cases water, in the hornification process. Recently, it has been suggested that water forms “hydrogen bond chains” between hydroxyls on the cellulose surfaces, and during water removal, surfaces can get in contact with each other (Fig. 1) (Clark 1985; Israelachvili 2011; Salem et al. 2022; Sjöstrand et al. 2023).

Hypothetical role of water in the hornification process. The hydroxyls of cellulose surfaces (red) forms hydrogen bonds to water (blue). When water gradually is evaporated the water tends to form “chains” between the surfaces. When more water is evaporated the chains draw the surfaces closer to each other, and eventually multiple hydrogen bonds are formed directly between cellulose surfaces
Competition arises between the hydrogen bonds within water bridges and the elastic forces that resist fiber deformation during the drying process, ultimately resulting in fiber collapse (Tejado and Ven 2010; Salem et al. 2022). If water and its ability to form hydrogen bonds play such a role during the hornification, one should expect that drying from other solvents, commonly known as "solvent exchange," would give less hornification. Budtova (2019), reported that the substitution of water with solvents that possess a lower surface tension can result in a reduction of the collapsed network formed during hornification (Budtova 2019).
In this work, we investigate the influence of the solvent on the hornification process—we have employed two groups of solvents, namely alcohols (Methanol, Ethanol, Isopropanol), and non-alcohol (Acetone, Ethyl acetate, Toluene, Heptane). The impact of different solvents was evaluated by the water retention value technique (WRV), and we discussed the roles of hydrogen bonds, van der Waals interactions and hydrophobic interactions.
Experimental methods
Materials
Never-Dried bleached chemical kraft softwood (Norway spruce/Scots pine) and hardwood (birch) pulps were supplied by Gruvön paper mill in Sweden (Billerud AB). Acetone, ethanol, methanol, isopropanol, ethyl acetate, heptane, and toluene were supplied by VWR (Sweden).
The solvents’ relative polarity, molecular weight, and surface tension are all hypothesized to concern the swelling and hornification behavior during swelling and are summarized in Table 1.
Solvent exchange
Never-Dried pulp samples of hardwood and softwood having a solid content of 4.4 and 7.2%, respectively, were the starting material for the solvent exchange. The solvent exchange process involved several steps, as shown in Table 2. Initially, the pulps were submerged in water briefly, and excess water was filtered out to obtain a 10% consistency. The pulps were then immersed in an alcohol solvent (methanol, ethanol, isopropanol) for an hour. For non-alcohol solvents with lower polarity, solvent exchange was carried out stepwise. First, water was removed using ethanol or isopropanol. Then, the pulps were immersed in non-alcohol solvents (ethyl acetate, acetone, toluene, and heptane) for an hour. This step was repeated for alcohol and non-alcohol groups with fresh solvents to ensure complete water removal, again immersed for approximately one hour. Finally, the pulps were air-dried for 24 h, under a fume hood in approximately 25 °C.
Fiber characterization by WRV
The WRV was measured by a centrifugation method according to ISO 23714 (2014). The dried sample was mixed with water to create a concentration of 2 g per liter, and then subjected to a disintegrator to break it down. The resulting mixture was filtered using a vacuum pump to obtain the pulp pad. Afterward, the pulp pad underwent a 30-min dewatering process using centrifugal force. The resulting sample was then dried overnight in an oven at 105 ± 0.5 °C. The WRV was then calculated by Eq. 1.
where WRV wet and WRV dried are the weights of the wet centrifuged substrate and the dried substrate (g), respectively. We carried out characterization (WRV) four times, and then we calculated the 95% confidence interval of the data points for WRV measurements to show true population parameter with a certain level of confidence.
Results and discussion
In order to investigate the role of the solvent we performed experiments where a chemical pulp was air dried from a number of solvents (Fig. 2, Table 1). The solvents were principally free of water, although some tightly bond chemical water in the cellulose fibrils theoretically might have survived the drying. The effects of such contamination could probably be neglected. The solvents spanned from alcohols: methanol, ethanol and isopropanol, that similarly to water have the possibility to form hydrogen bonds, to totally non-polar solvents: heptane (aliphatic) and toluene (aromatic), and less polar solvents that do not have the possibility to form hydrogen bonds networks: acetone and ethyl acetate. The latter solvents could principally form hydrogen bonds to cellulose hydroxyls, but not form hydrogen bond networks, such as the ones of water and alcohols. The motivation for conducting these experiments stems from the hypothesis that hornification is the result of the formation of chains of hydrogen bonds forming bridges in the solvent between fibers during removal of water (Sjöstrand et al. 2023) (Fig. 1).

The structural appearance of the solvent molecules
The alterations within the cellulose structure, i.e., hornification, and the impact of different solvents were analyzed using the water retention value technique (WRV) which serves as a valuable indicator of the extent of fiber hornification (Laivins and Scallan 1993; Oksanen et al. 1997; Tze and Gardner 2001; Köhnke et al. 2010; Claramunt et al. 2011; Luo and Zhu 2011; Luo et al. 2011; Mo et al. 2022; Fu et al. 2020). Water retention values (WRV) results are shown in the Table 3.
We have studied correlation of WRV with various solvent parameters to determine which ones are more effective in removing water. Solvent exchange was performed by using various combinations of first and second solvents. During solvent exchange drying, the water inside fiber was not evaporated but gradually replaced by solvents. It should be underlined that the different parameters studied are not totally independent of each other, since the different solvents used here varies in all properties.
The first attempt was to investigate the effectiveness of drying with solvents with ability to form hydrogen bonds networks, i.e., alcohols and water, and their effect on the hornification of fibers. Figure 3 shows the correlation of the relative polarity of the solvents and the WRV of samples when dried with methanol, ethanol, and isopropanol. It was discovered that a lower polarity of the alcohol solvent led to an improvement in the swelling behavior of the dried fiber, i.e., less hornification. The hornification was much less with the alcohols than with water, and at least to least polar of these solvents, isopropanol, which has a relative polarity of approximately 0.586, had the highest WRV at approximately 1.8, that is even higher than the Never-Dried WRV- “negative hornification”, i.e., the water adsorption increased after drying. The higher WRV achieved through the use of lower polarity alcohols implies that replacing water with alcohol solvents is effective, this is because lower polarity solvents can diminish the formation of hydrogen-bond chains that generate liquid bridges between fibers, finally decrease the collapse of the pore and hornification. These findings support the results provided by Larm et al (2022) that using a less polar solvent during solvent exchange can alleviate the pressure of evaporation and maintain the porous structure. Indeed, the wash solvent's incapacity to engage in hydrogen bonding reduces the risk of damaging the cellulose structure (Larm et al. 2022).

The correlation WRV and relative polarity of alcohol solvents for both hardwood (left) and softwood (right)
To gain further insights into the significance of solvents with lower polarity, non-alcohol solvents were selected for investigation. These non-alcohol solvents belong to groups that do not possess the capability to form chains of hydrogen bonds between each other, as shown in Fig. 2. A solvent exchange route has been established for these solvents to gradually decrease the polarity medium and ensure that water is removed as thoroughly as possible. All these solvents showed no decrease in WRV after drying (Fig. 4), and at least for ethyl acetate the hornification was even negative. Indeed, upon drying from apolar solvents, the cellulose structure exhibits morphological differences in comparison to drying from water, as observed in the WRV results. The hypothesis is that the cellulose structure, within and between fibers, will be more open after drying from nonpolar solvents due to less pulling of hydrogen bonds (Sjöstrand et al. 2023). Consequently, the more open structure will facilitate improved water impregnation, resulting in a more swollen structure and a higher water retention value being observed.

The correlation WRV and relative polarity of nonalcohol solvents Left) hardwood and Right) softwood
Furthermore, the comparison of the extent of hornification following solvent exchange between softwood and hardwood has been conducted. The results revealed variations in the extent of hornification between these two types of wood. These disparities can be attributed to the distinct compositions and structural characteristics of hemicellulose present in softwood and hardwood (Berglund et al. 2020; Sjöstrand et al. 2023).
We also investigate the relationship between the hornification and some other properties of the solvents:
Molecular weight
Figure 5 shows the correlation between alcohol solvents molecular weight and the WRV of samples. It is obvious that by increasing the molecular weight of solvents from 18 to 60.01 dried fibers swelling behavior has improved. The obtained data supported the hypothesis that solvents characterized by small molecules and high relative polarity are most effective in facilitating the formation of chains within the solvent. As a result, they contribute to the production of highly hornified pulps upon drying. The least amount of improvement was seen when using methanol, which has a smaller molecular size than water and a molecular weight of 32.04. Ethanol, which also has a larger molecular size than water showed a better performance. According to Shu et al (2022), Ethanol can induce significant dehydration, during the substitution of water with ethanol, they did not observe any significant volume shrinkage in cellulose. This is ascribed to ethanol molecules could occupy enough the space of water, and weaken the H-bond interactions between cellulose fibrils (Shu et al. 2022). The utilization of the alcohol solvent with a greater molecular weight also yields favorable results in terms of the swelling properties of the dried fiber. The cause of this could be that isopropanol has the ability to eliminate a greater amount of water content, resulting in a decrease in the capacity of water's hydrogen bonds to draw the cellulose surfaces nearer to one another while drying. The alcohols with higher molecular weight still have the ability to form hydrogen bonds networks but it might be more difficult for the molecules to align in chains when they are larger, hence a smaller effect of pulling surfaces closer during drying and lower hornification.

The correlation WRV and molecular weight of alcohol solvents for both hardwood (left) and softwood (right)
Replacing water with non-alcohol solvents, we observed that solvents with higher molecular weights than water led to improvements in the degree of swelling or reduction in the hornification effect. Water molecules can act as both donors and acceptors of hydrogen bonds, which facilitates the formation of hydrogen bonds between cellulose fibers and helps to bridge adjacent wood cells (Han et al. 2019). While the aforementioned solvents have a weaker interaction with cellulose through van der Waals interactions compared to water, which results in the restriction of hydrogen bonding between cellulose (Fig. 6). It is of course difficult to distinguish the effects of molecular weight and relative polarity of the solvents, as the properties themselves correlate linearly, however, the observed results indicate that the solvents influence the swelling significantly even if more experiments might be needed to prove more exactly the molecular mechanisms.

The correlation WRV and molecular weight of nonalcohol solvents for both hardwood (left) and softwood (right)
Surface tension
Figure 7 shows the correlation of alcohol solvents surface tension and the WRV of samples. It is clear that the dried fiber experiences less swelling when water is utilized as the solvent. This is because the strong capillary forces resulting from the surface tension of water cause the collapse of the lumen in cellulose fibers. Consequently, the interior parts of the fibers become accessible only to water and to a limited extent, to the ions or molecules dissolved in it (Tejado et al. 2014). The application of methanol, ethanol, and isopropanol, which have comparable surface tensions of 22.28, 22.4, and 23 (mN m−1) smaller than water, has resulted in an improvement of swelling characteristics. Although they have nearly the same surface tensions, isopropanol alcohol has demonstrated the highest WRV values, followed by ethanol, and lastly methanol. This indicates that decreasing the surface tension of solvents could be useful in preventing the collapse of lumens, but other factors also play a significant role. Lee and Bismarck (2012) also reported that the surface tension of the dispersion medium before drying has an impact on the surface area of cellulose that is exposed. However, variations in solvent polarity have been proposed as a potential reason for the differing structure of cellulose during drying (Lee and Bismarck 2012).

The correlation WRV and surface tension of alcohol solvents for both hardwood (left) and softwood (right)
Regarding non-alcohol groups, heptane exhibits the lowest surface tension and replacing water with this solvent can increase the swelling behavior of dried fibers. Nevertheless, despite having a higher surface tension than heptane, ethyl acetate promoted even greater swelling behavior of dried fibers. In addition, the lowest WRV is associated with acetone, even though its surface tension is lower than that of toluene. This might be considered as additional evidence, highlighting the importance of variations in surface tension alongside other variables when evaluating the potential role of surface tension in preventing lumen collapse (Fig. 8).

The correlation WRV and surface tension of nonalcohol solvents for both hardwood (left) and softwood (right)
In summary, there is strong evidence in this work that water as a solvent plays a dominating role in the hornification process. One reasonable explanation for this is the excellent possibilities for water to form hydrogen bond network (Fig. 1). The only other solvent that showed some tendencies for hornification here was methanol. Alcohols might principally form hydrogen bond networks, but the ability for this are smaller than for water, due to the non-polar group bound to the oxygen, and if this is larger the tendency for weaker networks and thereby hornification will be more accentuated. However, the hornification process might include other effects than the above discussed effect of water “directing” strong hydrogen bond patterns between cellulose surfaces; one observation supporting this is that also the non-hydrogen bond solvents (acetone etc.) creates a tendency for less hornification when the solvent is less polar. One possibility is that hydrophobic surfaces on the cellulose start to interact with each other by hydrophobic interactions (Tanford 1978; Chandler 2005). This model is attractive, since the less polar the solvent is, the strength of hydrophobic interactions decreases, and when the surfaces are in close proximity, the influence of van der Waals interactions becomes apparent (Fig. 9). Furthermore, hydrophobic surfaces in contact are not expected to swell in water–in the opposite to surfaces hold together by hydrogen bonds—thereby giving a mechanistic explanation for why reswelling of hornified surfaces often are difficult. It is important to mention that the phenomenon is proposed to be both inter- and intrafibrillar, perhaps mainly intrafibrillar. Indeed, we are looking at mechanisms between cellulose surfaces and the majority of those will be inside the fibers (intrafibrillar).

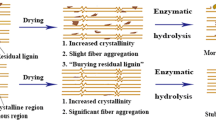
Hypothetical model for how hydrogen bonds and hydrophobic interactions could interrelate during drying of cellulose rich pulps. In this cartoon, the cellulose surface is depicted in a highly schematic manner; however, in reality, it adopts a significantly more complex three-dimensional folding pattern
In this study, it was shown that negative hornification could occur when cellulose is dried from certain solvent and that this effect was pronounced for less polar solvents. The reasoning behind the concept of negative hornification is that the presence of the solvent could be the reason for increased swelling of the cellulose by breaking the cellulose-cellulose bonds during drying, and open up the inter- and intrafibrillar structure more than it was as a Never-Dried pulp. Figure 10 provides a hypothetical explanation for the negative hornification phenomena. Cellulose is believed to occur in crystals of about 28 chains, consisting of layers held together by hydrogen bonds, and with hydrophobic interactions/van der Waals bonds holding the layers together; similar interactions might also occur between cellulose fibrils (Medronho et al. 2012; Goussé et al. 2004). When the non-polar solvent penetrates cellulose surfaces (Le Gars et al. 2020; Cichosz et al. 2023; Norgren et al. 2023), it is hypothesized to weaken the hydrophobic interactions, and thereby possibly swell the cellulose which eventually will give negative hornification. In support of this, weakening of non-polar interactions have been suggested to play a role is cellulose dissolution (Lindman et al. 2010) There can also be other factors affecting this of course, for instance the solvent interaction with the polymer itself, the cellulose chains might be stiffer in contact with the solvents and thereby contributing to a more open structure.

Hypothetical explanation for the phenomenon of negative hornification. Cellulose fibrils are proposed to be held together by hydrogen bonds and hydrophobic interaction/van der Waals bonds. By weakening the latter, organic solvents might cause certain swelling of cellulose, which hypothetically could lead to a somewhat higher water binding—and would thus explain the observed “negative hornification”
Conclusions
-
(1)
The process of hornification, characterized by the increased rigidity and decreased reactivity of cellulose fibers, can be impeded by the substitution of water with alternative solvents prior to drying. This inhibitory effect is observed in alcohol and nonalcohols solvents, suggesting that the solvent's presence avoids facilitating the formation of multiple hydrogen bonds that bring cellulose surfaces closer together, ultimately promoting hornification.
-
(2)
The extent of hornification varies based on the solvent's relative polarity, molecular weight, and surface tension. Solvents with small molecules and high relative polarity are most effective in creating chains and bridges between fibers when water is removed.
-
(3)
The degree of hornification observed in softwood and hardwood, following solvent exchange, exhibits differences. These variations can be attributed to the distinct types of hemicellulose present in softwood and hardwood (Berglund et al. 2020; Sjöstrand et al. 2023). The type of hemicellulose plays a key role in the hornification process.
-
(4)
Some solvents will even increase the swelling compared to Never-Dried pulps—negative hornification-indicating that there are mechanisms other than hindering hydrogen bonding, the authors suggest hydrophobic interactions in addition to hydrogen bonds as a mechanism for hornification during drying.
References
Adamson AW, Gast AP (1967) Physical chemistry of surfaces. Interscience publishers, New York
Aghajanzadeh S, Fayaz G, Soleimanian Y, Mohammad Ziaiifar A, Turgeon SL, Khalloufi S (2023) Hornification: Lessons learned from the wood industry for attenuating this phenomenon in plant-based dietary fibres from food wastes. Compr Rev Food Sci Food Saf 22(1):4–45. https://doi.org/10.1111/1541-4337.13047
Berglund J, Mikkelsen D, Flanagan BM, Dhital S, Gaunitz S, Henriksson G, Lindström ME, Yakubov GE, Gidley MJ, Vilaplana F (2020) Wood hemicelluloses exert distinct biomechanical contributions to cellulose fibrillar networks. Nat Commun 11(1):4692. https://doi.org/10.1038/s41467-020-18390-z
Budtova T (2019) Cellulose II aerogels: A review. Cellulose 26:81–121. https://doi.org/10.1007/s10570-018-2189-1
Chandler D (2005) Interfaces and the driving force of hydrophobic assembly. Nature 437(7059):640–647
Chen YM, Wan JQ, Huang MZ, Ma YW, Wang Y, Lv HL, Yang J (2011) Influence of drying temperature and duration on fiber properties of unbleached wheat straw pulp. Carbohydr Polym 85(4):759–764. https://doi.org/10.1016/j.carbpol.2011.03.041
Cichosz S, Dems-Rudnicka K, Łapiński M, Jastrzębska A, Masek A (2023) Statistical evaluation of the changes in cellulose properties caused by the stepwise solvent exchange and esterification. Ind Crops Prod 203:117118. https://doi.org/10.1016/j.indcrop.2023.117118
Claramunt J, Ardanuy M, García-Hortal JA, Filho RDT (2011) The hornification of vegetable fibres to improve the durability of cement mortar composites. Cem Concr Compos 33(5):586–595. https://doi.org/10.1016/j.cemconcomp.2011.03.003
Clark JDA (1985) Pulp technology and treatment for paper, 2nd edn. Wiley, New York, p 752
Dhar P, Bhardwaj U, Kumar A, Katiyar V (2014) Cellulose nanocrystals: a potential nanofiller for food packaging applications in food additives and packaging. ACS. https://doi.org/10.1088/1742-6596/2047/1/012030Fernandes
Diniz JMB, Gil MH, Castro JAAM (2004) Hornification-its origin and interpretation in wood pulps. Wood Sci Technol 37:489–494. https://doi.org/10.1007/s00226-003-0216-2
Fu H, Gao W, Wang B, Zeng J, Cheng Z, Xu J, Chen K (2020) Effect of lignin content on the microstructural characteristics of lignocellulose nanofibrils. Cellulose 27:1327–1340. https://doi.org/10.1007/s10570-019-02859-2
Fu H, Mo W, Yu M, Li B, Chen K (2023) Recovery of the structure, characteristics, and application of thermal drying-deteriorated cellulose fibres. ACS Sustain Chem Eng 11:3841–3849. https://doi.org/10.1021/acssuschemeng.2c07049
Ghimbeu CM, Vidal L, Delmotte L, Le Meins JM, Vix-Guterl C (2014) Catalyst-free soft-template synthesis of ordered mesoporous carbon tailored using phloroglucinol/glyoxylic acid environmentally friendly precursors. Green Chem 16:3079–3088. https://doi.org/10.1039/C4GC00269E
Goussé C, Chanzy H, Cerrada ML, Fleury E (2004) Surface silylation of cellulose microfibrils: preparation and rheological properties. Polymer 45(5):1569–1575
Han X, Ye Y, Lam F, Pu J, Jiang F (2019) Hydrogen-bonding-induced assembly of aligned cellulose nanofibres into ultra strong and tough bulk materials. J Mater Chem A 7(47):27023–27031. https://doi.org/10.1039/C9TA11118B
Hashemzehi M, Mesic B, Sjöstrand B, Naqvi M (2022) A comprehensive review of nanocellulose modification and applications in papermaking and packaging: challenges, technical solutions, and perspectives. BioResources 17(2):3718–3780. https://doi.org/10.15376/biores.17.2.Hashemzehi
Israelachvili JN (2011) Intermolecular and surface forces. Elsevier, California
Jayme G (1944) Mikro-Quellungsmessungen an Zellstoffen, Papier-Fabr./Wochbl. Papierfabr 6:187–194
Kajanto I, Niskanen K (1998) Dimensional stability. In: Niskanen K (ed) Paper physics. Fapet Oy, Jyväskylä, pp 223–259
Karimian A, Parsian H, Majidinia M, Rahimi M, Mir SM, Kafil HS, Shafiei-Irannejad V, Kheyrollah M, Ostadi H, Yousefi B (2019) Nanocrystalline cellulose: preparation, physicochemical properties, and applications in drug delivery systems. Int J Biol Macromol 133:850–859. https://doi.org/10.1016/j.ijbiomac.2019.04.117
Kato KL, Cameron RE (1999) A review of the relationship between thermally-accelerated ageing of paper and hornification. Cellulose 6:23–40. https://doi.org/10.1023/A:1009292120151
Köhnke T, Lund K, Brelid H, Westman G (2010) Kraft pulp hornification: a closer look at the preventive effect gained by glucuronoxylan adsorption. Carbohydr Polym 81(2):226–233. https://doi.org/10.1016/j.carbpol.2010.02.023
Laivins GV, Scallan AM (1993) The mechanism of hornification of wood pulps. In: Transactions of the Xth Fundamental Research Symposium, Oxford. p 1235–1260. https://doi.org/10.15376/frc.1993.2.1235.THE
Larm NE, Chase MA, Stachurski CD, Gulbrandson AJ, Durkin DP, Trulove PC (2022) Tunable porosity of cotton xerogels via ionic liquid-based natural fibre welding. J Mater Sci 57(47):21841–21852. https://doi.org/10.1007/s10853-022-07990-3
Le Gars M, Roger P, Belgacem N, Bras J (2020) Role of solvent exchange in dispersion of cellulose nanocrystals and their esterification using fatty acids as solvents. Cellulose 27:4319–4336. https://doi.org/10.1007/s10570-020-03101-0
Lee KY, Bismarck A (2012) Susceptibility of never-dried and freeze-dried bacterial cellulose towards esterification with organic acid. Cellulose 19:891–900. https://doi.org/10.1007/s10570-012-9680-x
Lindman B, Karlström G, Stigsson L (2010) On the mechanism of dissolution of cellulose. J Mol Liq 156(1):76–81
Luo X, Zhu JY (2011) Effects of drying-induced fibre hornification on enzymatic saccharification of lignocelluloses. Enzyme Microb Technol 48:92–99. https://doi.org/10.1016/j.enzmictec.2010.09.014
Luo XL, Zhu JY, Gleisner R, Zhan HY (2011) Effects of wet-pressing-induced fibre hornification on enzymatic saccharification of lignocelluloses. Cellulose 18(4):1055–1062. https://doi.org/10.1007/s10570-011-9541-z
Medronho B, Romano A, Miguel MG, Stigsson L, Lindman B (2012) Rationalizing cellulose (in) solubility: reviewing basic physicochemical aspects and role of hydrophobic interactions. Cellulose 19:581–587
Mo W, Chen K, Yang X, Kong F, Liu J, Li B (2022) Elucidating the hornification mechanism of cellulosic fibres during the process of thermal drying. Carbohydr Polym 289:119434. https://doi.org/10.1016/j.carbpol.2022.119434
Newman RH (2004) Carbon-13 NMR evidence for cocrystallization of cellulose as a mechanism for hornification of bleached kraft pulp. Cellulose 11:45–52. https://doi.org/10.1023/B:CELL.0000014768.28924.0c
Norgren M, Costa C, Alves L, Eivazi A, Dahlström C, Svanedal I, Edlund H, Medronho B (2023) Perspectives on the Lindman hypothesis and cellulose interactions. Mol 28(10):4216. https://doi.org/10.3390/molecules28104216
Oksanen T, Buchert J, Viikari L (1997) The role of hemicelluloses in the hornification of bleached kraft pulps. Holzforschung 51(4):355–360
Peng B, Yao Z, Wang X, Crombeen M, Sweeney DG, Tam KC (2020) Cellulose-based materials in wastewater treatment of petroleum industry. GEE 5(1):37–49. https://doi.org/10.1016/j.gee.2019.09.003
Pönni R, Rautkari L, Hill CA, Vuorinen T (2014) Accessibility of hydroxyl groups in birch kraft pulps quantified by deuterium exchange in D2O vapor. Cellulose 21:1217–1226. https://doi.org/10.1007/s10570-014-0166-x
Reichardt C, Welton T (2011) Solvents and solvent effects in organic chemistry. Wiley, Weinheim
Salem KS, Naithani V, Jameel H, Lucia L, Pal L (2022) A systematic examination of the dynamics of water-cellulose interactions on capillary force-induced fibre collapse. Carbohydr Polym 295:119856. https://doi.org/10.1016/j.carbpol.2022.119856
Salmén L, Stevanic JS (2018) Effect of drying conditions on cellulose microfibril aggregation and hornification. Cellulose 25(11):6333–6344. https://doi.org/10.1007/s10570-018-2039-1
Sellman FA, Benselfelt T, Larsson PT, Wågberg L (2023) Hornification of cellulose-rich materials—a kinetically trapped state. Carbohydr Polym. https://doi.org/10.1016/j.carbpol.2023.121132
Shu L, Zhang XF, Wang Z, Yao J (2022) Structure reorganization of cellulose hydrogel by green solvent exchange for potential plastic replacement. Carbohydr Polym 275:118695. https://doi.org/10.1016/j.carbpol.2021.118695
Sjöstrand B, Karlsson CA, Barbier C, Henriksson G (2023) Hornification in commercial chemical pulps: dependence on water removal and hornification mechanisms. BioResources 18(2):3856–3869
Song Y, Gan W, Li Q, Guo Y, Zhou J, Zhang L (2011) Alkaline hydrolysis and flocculation properties of acrylamide-modified cellulose polyelectrolytes. Carbohydr Polym 86(1):171–176. https://doi.org/10.1016/j.carbpol.2011.04.025
Tanford C (1978) The hydrophobic effect and the organization of living matter. Science 200(4345):1012–1018. https://doi.org/10.1126/science.653353
Tejado A, van de Ven TG (2010) Why does paper get stronger as it dries? Mater Today 13(9):42–49. https://doi.org/10.1016/S1369-7021(10)70164-4
Tejado A, Chen WC, Alam MN, van de Ven TGM (2014) Superhydrophobic foam-like cellulose made of hydrophobized cellulose fibres. Cellulose 21:1735–1743. https://doi.org/10.1007/s10570-014-0247-x
Tze W, Gardner D (2001) Swelling of recycled wood pulp fibres: effect on hydroxyl availability and surface chemistry. Wood Fiber Sci 33(3):364–376
Wan J, Wang Y, Xiao Q (2010) Effects of hemicellulose removal on cellulose fiber structure and recycling characteristics of eucalyptus pulp. Bioresour Technol 101(12):4577–4583. https://doi.org/10.1016/j.biortech.2010.01
Wohlert M, Benselfelt T, Wågberg L, Furó I, Berglund LA, Wohlert J (2022) Cellulose and the role of hydrogen bonds: not in charge of everything. Cellulose 29:1–23. https://doi.org/10.1007/s10570-021-04325-4
Zhang Y, Zhang C, Wang Y (2021) Recent progress in cellulose-based electrospun nanofibers as multifunctional materials. Nanoscale Adv 3(21):6040–6047. https://doi.org/10.1039/D1NA00508A
Acknowledgements
The authors gratefully acknowledge the Stiftelsen Gunnar Sundblads Forskningsfond and Pro2BE, for financing this study. Billerud AB are also acknowledged for providing pulps. Carl-Anton Karlsson is also acknowledged for helping in experimental study.
Funding
Open access funding provided by Karlstad University. This study was supported by Stiftelsen Gunnar Sundblads Forskningsfond and Pro2BE.
Author information
Authors and Affiliations
Contributions
MH wrote the first draft of manuscript. BS, HH and GH modified the manuscript. BS and GH drew the diagrams and figures. All authors reviewed manuscript and commented on the manuscript. BS, GH and HH contributed to the study conception and design. Data collection and analysis were performed by MH. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflicts of interests.
Ethical approval
No applicable.
Consent to participate
Authors declare that the manuscript has not been previously submitted to any other journal when submitting it to this journal. Furthermore, the manuscript has not been published elsewhere. The authors assure that the results are presented without any fabrication, falsification, or improper manipulation of data.
Consent for publication
All authors revised the manuscript and agreed with the publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hashemzehi, M., Sjöstrand, B., Håkansson, H. et al. Degrees of hornification in softwood and hardwood kraft pulp during drying from different solvents. Cellulose 31, 1813–1825 (2024). https://doi.org/10.1007/s10570-023-05657-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-023-05657-z