
Abstract
Cellulose-based materials represent a renewable, biodegradable, and environmentally friendly alternative to plastic from fossil resources. Nanopaper is a strong and lightweight material formed from cellulose nanofibrils (CNFs). Paper and nanopaper have been considered as excellent alternatives to plastics for use in agriculture and for packaging applications. However, common for both paper and nanopaper is their hydrophilic character, and consequently, poor water-resistance properties. ORMOCER®s are a class of inorganic–organic polymers with excellent barrier and protective properties used for a range of coating applications. Here we present ORMOCER®-coated paper and nanopaper. The coated papers and nanopapers are characterized, both in terms of their morphology, hydrophobicity, and mechanical properties. We demonstrate that the pressure used during the pressing and drying of paper and nanopaper influence their tear and tensile—properties, and that the morphology of the coated nanopaper differs significantly from that of the coated paper. While the ORMOCER® was impregnated within the porous network of the paper, a well-defined two-layered morphology was obtained with the coated nanopaper. Further, the biodegradability of the nanopaper with and without coating was assessed. The degradation study demonstrated that both the pressure used during the pressing and drying of the nanopaper, and the composition of the ORMOCER®, influenced the rate of degradation. Taken together, ORMOCER®-coated paper and nanopaper are promising for the preparation of materials that are both water-resistant, renewable, and biodegradable.
Similar content being viewed by others
Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
Introduction
Littering of the environment with plastics is one of the main environmental concerns of the current century. Microplastics formed by wear and fragmentation of plastic-containing materials have been presented as a serious environmental problem, particularly for aquatic ecosystems, and potentially for human health (Guzzetti et al. 2018; Laskar and Kumar 2019). However, owing to the outstanding material properties of plastics, including high flexibility, ductility, and impermeability for water they are ubiquitous and can be found, for example, in packaging materials, shopping bags, toys, medicine, cosmetics, and pharmaceuticals. However, the majority of plastics prepared from fossil resources are not biodegradable, and in addition, only a small fraction of the plastics used today is recycled (Lindström and Österberg 2020). In 2019, only 13% of all plastic waste was recycled, while 40% was dumped in landfills and 19% of the plastic waste ended in unmanaged dumps (Degnan and Shinde 2019). The need for environmentally friendly, sustainable materials that can compete with the outstanding properties of plastics is both clear and pressing.
Bioplastics are more environmentally friendly alternatives to plastics. They can be bio-based, biodegradable, or both (Rujnic-Sokele and Pilipovic 2017). Biodegradable bioplastics such as Polylactic acid (PLA), Polyhydroxyalkanoates (PHA), starch and cellulose are often discussed as potential replacements for plastics from fossil resources (Lörcks 1998; Ahmed and Varshney 2011; Asgher et al. 2020; Qasim et al. 2021). Cellulose, which is mostly found in the form of fibrils in wood and plant cells, is the world most abundant biopolymer. Cellulose is renewable, biodegradable, and non-toxic, and therefore, an excellent alternative to plastics both when considering environmental and health aspects (Alexandrescu et al. 2013; Dufresne 2013; Liu et al. 2016). Owing to the high strength and good paper formation properties of cellulose fibers, cellulose has been extensively used for various papermaking applications (Eriksen et al. 2008; Larsson et al. 2014; Ottesen et al. 2016). Cellulose nanofibrils (CNFs) prepared by mechanical fibrillation methods consist predominately of bundles of a few elementary fibrils. The fibrils are comprised of bundles of cellulose chains bounded together by van der Waals forces, and intra- and intermolecular hydrogen bonds (Jarvis 2003; Purushotham et al. 2020). The elementary fibrils have both crystalline parts and amorphous regions along each fibril (Saïd Azizi Samir et al. 2004). CNFs can be produced by mechanical treatment of the cellulose fibers using a homogenizer or a microfluidizer which results in partial degradation and a significant increase in the specific surface area (Sharma et al. 2019; Turbak et al. 1983). The mechanical treatment can also be combined with chemical or enzymatic pretreatments to tune the fiber dimensions, reduce the amount of energy needed for the mechanical treatment, and change the surface chemistry of the fibrils (Lavoine et al. 2012). Micro- and nanosized cellulose have shown promising potential for bio-composites, reinforcement, and coating applications owing to their abundance, low cost, high strength and stiffness, low weight, and high aspect ratio (Klemm et al. 2011; Lavoine et al. 2012; Djafari Petroudy et al. 2017; Qasim et al. 2021). Furthermore, cellulose-based materials are inherently biodegradable and recyclable, making them an excellent material both for single-use applications, and for applications where controlled biodegradation is wanted.
Despite the potential advantages of cellulose-based materials, they often present challenges when compared to conventional plastics. They generally have poor water resistance properties resulting from the hydrophilicity of cellulose fibers, and low ductility. These inherent characteristics limit the ease of replacing plastics by cellulose-based materials. Different strategies have been used to tune properties such as hydrophobicity, and rate of degradation. These approaches include among others: (1) Chemical modification of the cellulose fibers, such as esterification, etherification, or silylation (Sehaqui et al. 2013; Lu et al. 2015; Deng et al. 2016; Valdebenito et al. 2018; David et al. 2019; Pang et al. 2019; Yu et al. 2019), (2) physical or physiochemical treatment (Rodríguez-Fabià et al. 2022) such as plasma etching (Dimitrakellis et al. 2017), and (3) hydrophobic coating (Wu et al. 2001; Choi et al. 2002; Rastogi and Samyn 2015; Li and Rabnawaz 2018). Notably, chemical modifications only result in a thin layer of modified cellulose on the surface of the fibers, where either small molecules or polymers form an upper layer with thickness in the range of angstroms to a few nanometers, depending on the exact nature of the molecule or polymer grafted. Hence, as compared to surface coating, where an upper layer in the micrometer range can be obtained, only a very thin modified surface layer can be achieved by chemical modifications. Additionally, when considering industrial scaled production, chemical—and physiochemical treatments are often challenging, time-consuming, and expensive. Therefore, surface coating appears to be advantageous, both because it allows for controlling and varying the thickness of the coating layer, and because it appears to be the economically best approach. Different surface coatings available for cellulose are e.g., thin layers of: (1) plastic, for example polyethylene (PE) (Choi et al. 2002), (2) silicone, for example polydimethylsiloxane (PDMS) (Li and Rabnawaz 2018), (3) latex (Wu et al. 2001), or polymer nanoparticles (Samyn et al. 2010). The water barrier properties of the cellulose-based material can be significantly improved with such coatings; however, the biodegradability is lost, and the coated material is often difficult to recycle. Thus, a coating which allows for improved hydrophobicity as well as tunable biodegradability would be ideal. To retain the biodegradability, biopolymers such as PLA, have been tested for paper coating applications (Rastogi and Samyn 2015). However, PLA requires industrial composition conditions for degradation, which also presents challenges for the recycling of PLA coated papers (Li and Rabnawaz 2018). At this time, the development of biodegradable cellulose-based materials with hydrophobic characteristics that can compete with plastics in terms of performance and production costs, remains a challenge.
Another approach for hydrophobic surface coatings are inorganic–organic hybrid polymers, such as organically modified ceramics (ORMOCER®s, registered trademark of Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e. V., Munich, Germany), which are a combination of ceramics/glass and organic polymers. Organic–inorganic hybrid polymers are a promising group of materials for coating applications due to their good adhesion properties, transparency, chemical and mechanical stability, and good processability. Additionally, a large variety of the physical properties, such as mechanical and barrier properties can be tailored by changing the ratio of organic to inorganic constituents or by integrating additional functional groups (Haas and Wolter 1999). ORMOCER® coatings have previously been used to coat polymer films and glasses (Amberg-Schwab et al. 1998; Charton et al. 2006; Iotti et al. 2009), and it was shown that the barrier properties of polymer films could be significantly improved by the coatings (Amberg-Schwab et al. 1998; Iotti et al. 2009). Based on these promising findings, ORMOCER® was suggested as an excellent alternative for the coating of paper and nanopaper to obtain biodegradable materials with desirable properties such as improved hydrophobicity. ORMOCER® coated paper and nanopaper represent a more sustainable alternative plastics for the preparation of functional materials. Moreover, the composition of the ORMOCER® can be varied allowing for optimizing the coating composition depending on the substate and the specific application. For applications where the material would be used in the nature, biodegradability is important. In the case of ORMOCER®s, the degradation products would predominately be CO2, H2O, and SiO2 in addition to minor products sometimes containing nitrogen and sulfur or oxides, which depend on the exact composition of the ORMOCER®.
In this paper we present the preparation and material properties of paper and nanopaper with and without ORMOCER® coating. The coated papers and nanopapers were prepared aiming to improve their water-repellent properties as a first step towards making cellulose-based materials that could potentially replace plastics for some applications. Paper and nanopaper were coated with two ORMOCER® coatings having different chemical formulations. Paper and nanopaper with and without coating with ORMOCER® were characterized by mechanical tests, contact angle—and Cobb analyses, and by physical and chemical characterization methods. Surface properties were characterized by Fourier-transform infrared spectroscopy (FT-IR), as well as with scanning electron microscopy (SEM) and atomic force microscopy (AFM). Finally, the biodegradability of coated nanopaper was studied, and compared to the degradation of uncoated nanopaper. The degradation was monitored over a period of 3 months under controlled conditions. We show that the rate of degradation depends both on the temperature—and pressure conditions used during the pressing of the nanopaper, and on the composition of the coating, and that for certain combinations, the coated nanopaper remains intact for up to three months.
Experimental
Never dried pulp from Södra was used as a raw material and processed using two different methods for paper production. The pulp was grinded in a PFI mill (10% suspension, 3000 revolutions), and used to produce cellulose paper. CNFs were produced by disintegration and homogenization of never dried pulp from Södra using a Masuko grinder (Supermasscolloider MKCA6-2, 5 passes at 2500 rpm) and a homogenizer (1 pass at 600 bar and 1 pass at 1000 bar). The dry content of the resulting CNF suspension was 0.93%. The CNFs were used to produce the cellulose nanopaper.
ORMOCER® CBS 010/30 (hereby referred to as ORMOCER® I) and ORMOCER® CBS 121/30 (referred to as ORMOCER® II) were prepared as previously and exemplarily described (Vartiainen et al. 2019). Essential components of these types of materials are the inorganic Si–O–Si-based networks which can be combined with ceramic (such as Al–O–) components as in ORMOCER® I and specific hydrophobic organic containing functional groups as in ORMOCER® II. The former will contribute to the high density of the resulting material exhibiting especially the barrier properties, and the latter will be responsible for specific hydrophobic surface properties.
The chemical compositions of the selected coatings described in the present study are summarized in Table 1. The components are presented after hydrolysis and condensation reactions as they are incorporated in the inorganic basic network. Wet coatings were applied as described later.
Characterization of pulp
The carbohydrate composition was determined by acid hydrolysis using sulphuric acid in accordance with standard methods (NREL/TP-510-42618, Determination of Structural Carbohydrates and Lignin in Biomass). The carbohydrate composition was analysed by an Agilent Technologies 1260 Infinity II HPLC system equipped with a refractive index detector. Samples were analysed using a 300 × 7.7 mm Hi-Plex Pb analytical column from Agilent Technologies, using MQ-water as the mobile phase. The carboxyl content of the material was determined by conductometric titration as described previously (Saito and Isogai 2004).
Paper fabrication
The papers (grammage: 60 g/m2) were formed by using a Büchner funnel and a vacuum filtration system. Nanopapers (grammage: 60 g/m2) were formed using a glass vacuum filtration system. The paper and the nanopaper were first formed on filter paper and then dried together with filter and blotting paper in an automatic sheet former (Rapid Köthen) at 90 °C and a maximum pressure of 0.07 kg/cm2 for 20 min in accordance with the standard method (ISO 5269). The filter paper was afterwards removed from the dried papers.
Cellulose paper and nanopaper was also pressed and dried using a Labpro 2000 press operating at 120 °C, and a pressure of 0.35 kg/cm2 for 4 h.
Coating of paper
After the papers were formed, the ORMOCER® (I or II) coating was applied. Papers were coated on one side with a thin layer of ORMOCER® using a brush. Paper and nanopaper samples were coated with ORMOCER® I or II, and dried over night at 70 °C for curing of the ORMOCER®. The paper and nanopaper were weighed before and after coating to determine the amount of ORMOCER® applied. Paper and nanopaper were coated on one side, except for the nanopaper prepared for subsequent biodegradability tests which were coated on both sides.
An overview of the different paper and nanopaper, the conditions used for pressing and drying used, and the amount of coating applied is shown in Table 2.
Characterization of paper and nanopaper
Material tests were performed for the one-side coated papers and the references (paper and nanopaper before coating) listed in Table 2. The papers were tested for their mechanical properties, water resistance, and surface properties. For the mechanical tests, the tensile properties (ISO 1924-3), the tearing resistance (ISO 1974) as well as the grammage (ISO 536) of the samples were determined. The density was determined from the grammage and the thickness (ISO 534). Tests were performed under controlled conditions in a test room with a relative humidity of 50% at 23 °C.
Water resistance was tested with the following two methods. The water absorptivity of the paper and nanopaper with and without coating was tested with the Cobb-method (ISO 535:2014). The Cobb-tests were performed on non-climatized samples under controlled conditions in a test room with a relative humidity of 50% and at 23 °C for 60 s. Additionally, measurements were performed after 60 min and 180 min (test times exceeding those specified in ISO 535:2014). The contact angle and the absorption speed were measured with a FibroDat (Dynamic Absorption Tester). 5 µl water drops were deposited on the paper/ nanopaper surface and the contact angle was monitored for 60 s.
The surface properties of the samples were analyzed by FT-IR. The FT-IR measurements (PerkinElmer, Spectrum 3 spectrometer) were performed for coated and uncoated paper and nanopaper as well as for the pure ORMOCER® films.
Cross-sectional scanning electron microscopy (SEM) images were obtained as previously described (Chinga-Carrasco et al. 2022). In brief, samples were placed in a vacuum chamber, impregnated with epoxy, and dried at room temperature for two days. After curing, samples were first grounded with an abrasive paper (320 grit), before polishing with a STRUERS RotoForce-4 in a STRUERS RotoPol-22 using cloths having 9 and 1 µm diamond particles. The samples were polished for 5 min, using a pressure of 5 N, and a speed of 150 rpm. Before analysis, samples were coated with a layer of carbon to make them conductive for SEM imaging in backscattered electron (BEI) mode. Images were obtained with a Hitachi scanning electron microscope (SU3500, Hitachi High-Tech Corporation, Tokyo, Japan), using an acceleration voltage of 5 kV and a working distance of 5–10 mm.
Additionally, scanning electron microscopy (SEM) (SU 3500 Hitachi High-Tech Corporation, Tokyo, Japan) and atomic force microscopy (AFM, Veeco Multimode 8) were used for surface characterization. For the SEM analysis, samples were first coated with a layer of gold before using the secondary electron imaging (SEI) mode. For AFM measurements the sample paper was placed on a fresh mica substrate with double-sided tape. Images were recorded in tapping mode with a cantilever from Nanosensors (Type: PPP-NCH-10). The samples were scanned with a scanning rate of 1.2 Hz and image size is 1.75 µm × 1.75 µm with 512 × 512 px.
Biodegradation
The biodegradation rate of some select nanopaper samples was tested in line with EN 13432:2001. Nanopaper (pressed and dried with Labpro 2000) was tested with and without ORMOCER® I or II coating to evaluate the effect of the coating on the biodegradation rate. Additionally, nanopaper coated with ORMOCER® I pressed and dried with Rapid Köthen was included to evaluate the role of the pressure used during the pressing and drying of the nanopaper. The soil was collected from the test cultivation field of the University of Helsinki, Finland (2020). Round-grained beach sand was collected from Uusikaarlepyy, Finland, (2020). The sand and soil were screened through a coarse 2 mesh sieve (7.5 mm × 7.5 mm apertures). The used soil was a mixture of 71 w% soil and 29 w% sand. The water retention ability of the compost was about 50 w%. The test compost was kept at about 30% of the maximum water retention ability, which corresponds to a 25–30% moisture content. Soil pH was 6.2 (aqueous cold extract) and ash content 93.8%. The paper and film samples were attached to dia-frames for the testing. The dia-frames were attached to metal frames that were placed at two depths in the compost (5–20 cm). Two replicates were assessed for each sample: one in the upper level and one in the lower level. The composting box covered by a lid was kept in a dark room at 23 °C and normal room moisture (40–60%RH). Visual inspection of the samples was done after 2 weeks, 1, 2 and 3 months. The inspection was done by carefully lifting and lightly cleaning one frame/composting time from the soil for inspection.
Results
Characterization of cellulose paper and nanopaper
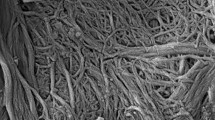
The surface of the nanopaper was characterized by AFM (Fig. 1). The CNFs have diameters close to 50 nm; characteristic for mechanically produced CNFs from wood-based cellulose pulp. SEM was used to image the surface of the paper and the nanopaper (Fig. 2). The paper has a more open fiber structure (Fig. 2a), as compared to the significantly denser structure of the CNF nanopaper (Fig. 2b).

AFM images of the height (a), and amplitude (b) of the CNF nanopaper before coating

SEM images of the surface of the paper (a) and CNF nanopaper (b) before coating
The pulp had a carbohydrate composition (by weight) of 85.52% glucose, 10.51% xylose, 5.07% mannose, and 0.81% arabinose. The carboxylic acid content of the pulp was 64 µmol/g, and the fibers had a mean length of 1.978 mm ± 0.005, and a mean width of 29.4 µm.
Mechanical properties
Some mechanical properties of paper and nanopaper with and without coating could be obtained by a series of tensile and tear strength measurements. The data are summarized in Table 3, some selected data are additionally presented graphically (Fig. 3).

The tensile strength index (a), tear index (b), and elongation (c) of paper and nanopaper with and without ORMOCER® (I or II) coating. Pressed and dried with Rapid Köthen
As can be seen from the data (Table 3) the mechanical properties of the paper and the nanopaper are not significantly affected by coating with ORMOCER® I or II. The tensile strength of the nanopaper is higher as compared to the paper, as is expected due to the higher bonded surface area and closer proximity of the fibers in the nanopaper (González et al. 2014). The tear strength is, however, markedly higher for the paper as compared to the nanopaper. In general, increased internal bonding of cellulose-based papers and films will result in an increase in the tensile strength, and a decrease in the tear strength. While parameters such as high surface area, low material porosity, and a high number of hydrogen bonds are key for the excellent tensile properties of CNF nanopaper, it also reduces the materials ability to withstand tear and cracking (Desmaisons et al. 2018). Djafari Petroudy et al. (2017) showed that while the tensile strength of paper increases with increased fibrillation, the tear strength decreases. This was demonstrated both for mechanical and enzymatic pretreatment methods. The findings are also in line with the work performed by Hassan et al. (2011). They studied the effects of adding CNFs to pulp in various amounts. They found that while the tensile strength significantly increases, the tear strength of the paper decreased with increasing amounts of CNFs added.
The tear strength of paper is observed to decrease after coating. This has previously been reported and discussed by Jimenez-Francisco et al. (2020) for kraft paper coated with oil-based alkyd, oil-based phenolic, and water-based acrylic coating. The reduction is likely a consequence of the coating diffusing into the porous paper and being distributed within the air pockets. Consequently, the coated paper becomes more dense and locally less flexible. However, the coating only affects the flexibility when force is applied locally, as demonstrated by the negligible change in the elongation before and after coating. Additionally, it should be noted that the tear strength is reported per unit mass. Therefore, if paper with and without coating is compared, and the coating has no contribution to the tear strength, the value obtained for the coated paper will be slightly underestimated. Both a reduction in local flexibility, and an underestimation of the tear strength of the coated samples, are believed to contribute to the trend observed for the tear strength of paper (Fig. 3).
The elasticity of cellulose-based materials is generally challenging, and the values obtained for both the paper and the nanopaper are within the expected range. The coating does not appear to improve the elasticity; however, it should be noted that the amount of coating is likely important and dictates to what extent the coating affects the mechanical behaviour of the coated paper and nanopaper.
Water absorption properties
Ideally, the coated paper and nanopaper should function as an effective water barrier whilst still being biodegradable within a certain time frame. The degradation of paper can be tuned using several approaches, including reducing the amount of water absorbed by reducing the pore size, and by applying a hydrophobic coating. The optimal degradation profile will depend on the type of application. For example, in the case of agriculture mulch films degradation after two to four months is ideal (Espi et al. 2006). Coating with ORMOCER® was performed aiming to increase the water repellent character of the paper and nanopaper, and as such, not only improve the water barrier, but also, delay the rate of degradation. Contact angle measurements (Fig. 4) and cobb analyses (Fig. 5) were performed to determine the effect of the coating on the water absorption properties of the paper and nanopaper.

Contact angle measurements at different times for paper and nanopaper (pressed and dried with Rapid Köthen) with and without coating with ORMOCER® I or II

Cobb value obtained for paper and nanopaper (pressed and dried with Rapid Köthen) with and without coating with ORMOCER® I or II at different contact duration times
As demonstrated by the contact angle measurements and the Cobb analysis, the hydrophobicity of both the paper and the nanopaper could be significantly increased by coating with ORMOCER® I or II. The contact angles obtained are within the same range for the coated paper and nanopaper (Fig. 4). This is reasonable, as it is the interaction between water and the coating, as well as the thickness of the coating layer, that largely determines the hydrophobicity of the coated paper and nanopaper (Vähä-Nissi et al. 2012).
In the case of paper, the coating diffuses into the porous network, forming thin layers rather than a well-defined upper layer. As previously described, the thickness of the coating is important for the hydrophobic character of the paper and nanopaper. When the coating layer is thin, the water repellent properties of the coated paper and nanopaper may depend on the composition of the coating. ORMOCER® II has more hydrophobic groups as compared to ORMOCER® I, which may explain why higher contact angles are obtained with paper and ORMOCER® II as compared to ORMOCER® I.
When looking at the Cobb analysis, the amount of water able to penetrate both the coated and uncoated paper is significantly higher than that able to penetrate the nanopaper. This results from the more porous structure of the paper, which allows for more rapid diffusion of water into the paper. Uncoated paper is likely very close to or fully saturated after 60 s., and the slight decrease in the amount of absorbed water after longer times is attributed to larger uncertainties in measurements at long times for this type of sample. When paper is coated, the coating diffuses into the paper structure, and therefore the thickness of the coated layer will be thinner when paper is used as the substrate. The difference in the porosity, and hence, the distribution and thickness of the coating, likely explains the higher water absorption of coated paper, as compared to coated nanopaper. The difference in the porosity of paper and nanopaper could be visualized by SEM-images, as presented below.
Characterization of coated paper and nanopaper
The surface of the paper and nanopaper with and without coating was characterized by FT-IR (Fig. 6), and the cross-section was imaged by SEM (Fig. 7).

FT-IR spectra of nanopaper before and after coating with ORMOCER® I and II (a, b), and paper before and after coating with ORMOCER® I and II (c, d). The paper and nanopaper werepressed and died with Rapid Köthen

Cross-sectional SEM characterization of nanopaper before (a) and after coating with ORMOCER® I (b) or II (c), and paper before (d) and after coating with ORMOCER® I (e) or II (f). Paper and nanopaper pressed and dried with Rapid Köthen
From the FT-IR spectra, characteristic peaks could be observed both in the case of the nanopaper (a, b) and the paper (c, d). Signals corresponding well with O–H stretching (3400–3300 cm−1), C–H stretching (2900–2800 cm−1), and C–O–C pyranose ring vibrations (1080–950 cm−1) could readily be identified for both samples (El-Sakhawy et al. 2018).
As seen from the spectra, unique absorption signals could also be identified in the case of ORMOCER® I and II (Fig. 6a–d). While a sharp peak at 1264 cm−1 can be observed in the case of ORMOCER® II, only peaks of low intensity can be observed in this region in the case of ORMOCER® I. The sharp peak at 1264 cm−1 corresponds well to stretching of an aliphatic, asymmetric C–O group, that may be the epoxide present in both ORMOCER® I and II.
For the coated nanopaper, signals corresponding to both nanopaper and ORMOCER® I and II can clearly be identified in the spectra (Fig. 6a, b). However, in the case of the paper, signals corresponding to ORMOCER® can be identified for paper when coated with type I (Fig. 6c), but are less prominent for coating with type II (Fig. 6d).
Generally, the coated paper and nanopaper appear to be held together solely by attractive forces as indicated by the absence of new peaks. The formation of new chemical bonds between the coating and the paper/nanopaper would likely result in new peaks in the spectra after coating. Notably, differences would only be expected given that new chemical bonds were formed close to the surface.
The paper and nanopaper with and without coating could further be characterized by cross-sectional SEM (Fig. 7).
From the SEM images, the formation of a layered structure in the case of coated nanopaper could clearly be observed. The fibrous paper structure is more porous, allowing the ORMOCER® to penetrate into air pockets rather than forming a separate upper layer. The difference in the porosity of the paper and nanopaper could explain why signals from ORMOCER® are not as prominent in the FT-IR spectra for the paper, as compared to the nanopaper (Fig. 6).
When considering the coated paper, the rougher surface may indeed explain the variations in the contact angles obtained after coating (Fig. 4). However, the contact angles obtained are close to those obtained with the coated nanopaper, and hence, it appears that although a less defined upper layer is formed, the coating still proves the paper with a hydrophobized surface. For applications in a moist environment, more water will penetrate the porous structure of the paper, as compared to the significantly denser nanopaper. This is evident from the Cobb measurements (Fig. 5), revealing significantly higher water absorption for the paper. Water will penetrate the more densely packed nanopaper at lower rates, and hence, the lifetime of the nanopaper is likely enhanced compared to the paper, both with and without coating.
Paper and nanopaper pressed and dried at elevated pressure
The temperature and pressure applied during the pressing and drying of paper can influence the density of the paper, which in turn can affect a range of material properties. To explore the role of temperature and pressure, paper and nanopaper were pressed and dried using a Labpro 2000 operating at 120 °C, 0.35 kg/cm2. The properties of the paper and nanopaper obtained with and without coating were compared to those of the paper and nanopaper dried with Rapid Köthen (operating at 0.07 kg/cm2, 90 °C) (presented above).
The effect of the increased pressure and temperature used during the pressing and drying on the hydrophobicity of the paper and nanopaper was first studied by contact angle analysis. The hydrophobicity of the uncoated paper and nanopaper increased significantly when prepared at elevated temperature and pressure. The increased hydrophobicity likely results from the formation of a flatter surface having a less porous structure. Additionally, the high temperature could remove more of the water inherently present in cellulose-based materials. However, the lacquer formulation predominately dictates the water repellent character of the coated paper and nanopaper, explaining their largely unchanged characteristics after coating (Fig. 8).

The contact angle of paper and nanopaper with and without coating with ORMOCER® I at different times for paper and nanopaper pressed and dried with Labpro 2000 (0.35 kg/cm2, 120 °C, 4 h). The data obtained for paper and nanopaper pressed and dried with Rapid Köthen (0.07 kg/cm2, 90 °C, 20 min) are included for comparison
Mechanical properties
The mechanical properties of the paper and nanopaper pressed and dried at elevated pressure and temperature were characterized as previously described; the data are summarized in Table 4. Some selected data are presented graphically in Fig. 9.

The tear index (a), and the tensile strength index (b) of for nanopaper and paper pressed and dried with Labpro 2000 (0.35 kg/cm2, 120 °C, 4 h), with and without ORMOCER® I coating. Data for paper and nanopaper pressed and dried with Rapid Köthen (0.07 kg/cm2, 90 °C, 20 min) are included for comparison
A small reduction in the tear resistance could be observed for samples pressed and dried with Labpro 2000, the reduction was most prominent for paper without coating. The change observed is in line with the literature, from where the tear factor (tear strength per unit basis weight) is known to decrease linearly with increasing pressure applied in wet pressing (Rydholm 1965). The reduction in the tear strength could result from the formation of a more densely packed cellulose structure, with improved hydrogen bonding between cellulose fibres / fibrils. Simultaneously, the tighter packing would give a paper with reduced tear strength. The density of the nanopaper samples were about 300 kg/m3 higher than of the paper samples, and this can explain the lower tear index for the nanopaper compared to paper.
A slight increase in the tensile strength could also be observed for the paper and nanopaper pressed and dried with Labpro 2000, as compared to pressing and drying with Rapid Köthen. The trend is expected given that the higher pressure of Labpro 2000 is expected to result in a paper with higher density, and the tensile strength of paper is known to increase with increased density (Rydholm 1965). The measured densities were, however, not significantly different when comparing paper / nanopaper dried at different pressure. Small differences could be hidden in the large standard deviation in the density assessments. The elongation appeared to remain largely unchanged irrespective of the pressure used during the pressing and drying.
The cross-section of the paper and nanopaper pressed and dried with Labpro 2000 was characterized by cross-sectional SEM both with and without coating (Figs. 10, 11).

Cross-sectional SEM characterization of the nanopaper pressed and dried with the Labpro 2000 (0.35 kg/cm2, 120 °C, 4 h) before and after coating with ORMOCER® I (a and b, respectively). Nanopaper pressed and dried with Rapid Köthen (0.07 kg/cm2, 90 °C, 20 min) are included for comparison

Cross-sectional SEM characterization of the paper pressed and dried with the Labpro 2000 (0.35 kg/cm2, 120 °C, 4 h) before and after coating with ORMOCER® I (a and b, respectively). Paper pressed and dried with Rapid Köthen (0.07 kg/cm2, 90 °C, 20 min) are included for comparison
The nanopapers formed, both with the Labpro 2000 and Rapid Köthen, have a significantly less porous structures compared to the papers. Therefore, they are excellent substrates for coating materials, as evidenced by the well-defined two-layered structures obtained. Moreover, the well-defined coating layers obtained with coated nanopaper likely contains fewer defects and pinholes, making the coating a more effective barrier against small, non-interacting molecules such as oxygen and grease. Additionally, the low porosity will reduce the rate of water penetration, as was demonstrated by the Cobb analysis presented above (Fig. 5). These properties are all expected to significantly affect the biodegradation profile of the coated nanopaper.
Biodegradation of nanopaper with and without coating
The degradation profile of nanopaper with and without coating was assessed in a compostability study. The compost was a mixture of soil (75% weight) and sand (25% weight), and the test was performed under conditions corresponding to 25–30% moisture content. The degradation was evaluated as the degree of decomposition studied over a three months’ period (Fig. 12). The evaluation of the degree of decomposition was based on visual estimation of the area (%) of holes induced in the paper samples at different degradation times.

Biodegradation of nanopaper pressed and dried with Labpro 2000 (0.35 kg/cm2, 120 °C, 4 h) or Rapid Köthen (0.07 kg/cm2, 90 °C, 20 min) with and without coating evaluated as the degree of decomposition studied for three months. The evaluation was based on visual estimation of the area (%) of holes induced in the samples by the decomposition. The degraded area (in %) and the corresponding color is indicated in the figure
As can be seen in Fig. 12, the rate of biodegradation varies significantly when comparing nanopaper with and without coating. While nanopaper without coating is close to fully degraded (< 5% of the material remaining) after two months, coated samples are either intact or only partially degraded (< 35%) after 1 month. After 2 months, the degree of decomposition varies slightly with coating and paper pressing and drying conditions, and only nanopaper coated with ORMOCER® I (pressed and dried with Labpro 2000) was intact after 2 months. For this sample, we hypothesize that the increased pressure used during the pressing and drying reduces the specific surface area and the porosity of the nanopaper, and that these properties in combination with the hydrophobic coating, contributes to the delayed onset of biodegradation.
When considering applications as agricultural mulch films, the material should ideally remain intact for the growth season which generally lasts for two to four months (Espi et al. 2006). After the harvest, any film left in the soil should degrade as rapidly as possible. It follows that nanopaper with ORMOCER® I (pressed and dried with Labpro 2000) would be best suited for protecting crops with a growth period of two to three months. However, it should be noted that for crops with shorter growth periods, nanopaper coated with ORMOCER II ® (pressed and dried with Labpro 2000), or nanopaper with ORMOCER® I (pressed and dried with Rapid Köthen), could be better suited.
Generally, these results show that nanopaper coated with organic–inorganic polymer formulations such as ORMOCER® are biodegradable, and that the onset of biodegradation is affected by the coating formulation, as well as the conditions used for the pressing and drying of the paper. These data can thus be used to select materials with desirable properties in future studies aiming at developing biodegradable materials for use in agriculture, or for other applications where similar properties are wanted.
Conclusion
ORMOCER®-coated paper and nanopaper with improved hydrophobicity have been prepared and characterized. The nanopaper is less porous, mechanically more stable, but also more brittle as compared to the paper. The denser structure of the nanopaper is a good substrate for the coating, and coating results in a material with a distinct two-layered structure. Furthermore, nanopapers prepared at elevated temperature and pressure prior to coating remained intact for two months in a biodegradation study. Taken together, the properties of the coated paper and nanopaper make them interesting for future studies aimed at finding good alternatives to plastics for applications such as agricultural mulch films and food packaging.
Availability of data and materials
The data that support the findings of this study are available from the corresponding author, KS, upon reasonable request.
References
Ahmed J, Varshney SK (2011) Polylactides—chemistry, properties and green packaging technology: a review. Int J Food Prop 14(1):37–58. https://doi.org/10.1080/10942910903125284
Alexandrescu L, Syverud K, Gatti A, Chinga-Carrasco G (2013) Cytotoxicity tests of cellulose nanofibril-based structures. Cellulose 20(4):1765–1775. https://doi.org/10.1007/s10570-013-9948-9
Amberg-Schwab S, Hoffmann M, Bader H, Gessler M (1998) Inorganic-organic polymers with barrier properties for water vapor, oxygen and flavors. J Sol Gel Sci Technol 13(1/3):141–146. https://doi.org/10.1023/a:1008628029870
Asgher M, Qamar SA, Bilal M, Iqbal HMN (2020) Bio-based active food packaging materials: sustainable alternative to conventional petrochemical-based packaging materials. Food Res Int 137:109625. https://doi.org/10.1016/j.foodres.2020.109625
Charton C, Schiller N, Fahland M, Holländer A, Wedel A, Noller K (2006) Development of high barrier films on flexible polymer substrates. Thin Solid Films 502(1–2):99–103. https://doi.org/10.1016/j.tsf.2005.07.253
Chinga-Carrasco G, Zarna C, Rodríguez-Fabià S, Leirset I, Tanase-Opedal M, Molteberg D, Echtermeyer A, Hindersland LK (2022) Side streams from flooring laminate production–Characterisation and recycling in biocomposite formulations for injection moulding. Compos Part A Appl Sci Manuf 153:106723. https://doi.org/10.1016/j.compositesa.2021.106723
Choi JO, Jitsunari F, Asakawa F, Park HJ, Lee DS (2002) Migration of surrogate contaminants in paper and paperboard into water through polyethylene coating layer. Food Addit Contam 19(12):1200–1206. https://doi.org/10.1080/02652030210151877
David G, Gontard N, Guerin D, Heux L, Lecomte J, Molina-Boisseau S, Angellier-Coussy H (2019) Exploring the potential of gas-phase esterification to hydrophobize the surface of micrometric cellulose particles. Eur Polym J 115:138–146. https://doi.org/10.1016/j.eurpolymj.2019.03.002
Degnan T, Shinde SL (2019) Waste-plastic processing provides global challenges and opportunities. MRS Bull 44(06):436–437. https://doi.org/10.1557/mrs.2019.133
Deng S, Huang R, Zhou M, Chen F, Fu Q (2016) Hydrophobic cellulose films with excellent strength and toughness via ball milling activated acylation of microfibrillated cellulose. Carbohydr Polym 154:129–138. https://doi.org/10.1016/j.carbpol.2016.07.101
Desmaisons J, Gustafsson E, Dufresne A, Bras J (2018) Hybrid nanopaper of cellulose nanofibrils and PET microfibers with high tear and crumpling resistance. Cellulose 25(12):7127–7142. https://doi.org/10.1007/s10570-018-2044-4
Dimitrakellis P, Travlos A, Psycharis VP, Gogolides E (2017) Superhydrophobic paper by facile and fast atmospheric pressure plasma etching. Plasma Process Polym 14(3):1600069. https://doi.org/10.1002/ppap.201600069
Djafari Petroudy SR, Rasooly Garmaroody E, Rudi H (2017) Oriented cellulose nanopaper (OCNP) based on bagasse cellulose nanofibrils. Carbohydr Polym 157:1883–1891. https://doi.org/10.1016/j.carbpol.2016.11.074
Dufresne A (2013) Nanocellulose: a new ageless bionanomaterial. Mater Today 16(6):220–227. https://doi.org/10.1016/j.mattod.2013.06.004
El-Sakhawy M, Kamel S, Salama A, Tohamy HAS (2018) Preparation and infrared study of cellulose based amphiphilic materials. Cellul Chem Technol 52(3–4):193–200
Eriksen Ø, Syverud K, Gregersen Ø (2008) The use of microfibrillated cellulose produced from kraft pulp as strength enhancer in TMP paper. Nord Pulp Paper Res J 23(3):299–304. https://doi.org/10.3183/npprj-2008-23-03-p299-304
Espi E, Salmeron A, Fontecha A, García Y, Real A (2006) Plastic films for agricultural applications. J Plast Film Sheeting 22(2):85–102. https://doi.org/10.1177/8756087906064220
González I, Alcala M, Chinga-Carrasco G, Vilaseca F, Boufi S, Mutjé P (2014) From paper to nanopaper: evolution of mechanical and physical properties. Cellulose 21(4):2599–2609. https://doi.org/10.1007/s10570-014-0341-0
Guzzetti E, Sureda A, Tejada S, Faggio C (2018) Microplastic in marine organism: environmental and toxicological effects. Environ Toxicol Pharmacol 64:164–171. https://doi.org/10.1016/j.etap.2018.10.009
Haas K-H, Wolter H (1999) Synthesis, properties and applications of inorganic–organic copolymers (ORMOCER®s). Curr Opin Solid State Mater Sci 4(6):571–580. https://doi.org/10.1016/s1359-0286(00)00009-7
Hassan EA, Hassan ML, Oksman K (2011) Improving bagasse pulp paper sheet properties with microfibrillated cellulose isolated from xylanase-treated bagasse. Wood Fiber Sci 43(1):76–82
Iotti M, Fabbri P, Messori M, Pilati F, Fava P (2009) Organic-inorganic hybrid coatings for the modification of barrier properties of poly(lactic acid) films for food packaging applications. J Polym Environ 17(1):10–19. https://doi.org/10.1007/s10924-009-0120-4
Jarvis M (2003) Chemistry: cellulose stacks up. Nature 426(6967):611–612. https://doi.org/10.1038/426611a
Jimenez-Francisco M, Flores-Johnson E, Carrillo J (2020) Effect of recycled polystyrene/limonene coating on the mechanical properties of Kraft paper: a comparative study with commercial coatings. J Polym Environ 28(6):1724–1736. https://doi.org/10.1007/s10924-020-01721-y
Klemm D, Kramer F, Moritz S, Lindstrom T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Ed Engl 50(24):5438–5466. https://doi.org/10.1002/anie.201001273
Larsson PA, Berglund LA, Wagberg L (2014) Ductile all-cellulose nanocomposite films fabricated from core-shell structured cellulose nanofibrils. Biomacromol 15(6):2218–2223. https://doi.org/10.1021/bm500360c
Laskar N, Kumar U (2019) Plastics and microplastics: a threat to environment. Environ Tech Innov 14:100352. https://doi.org/10.1016/j.eti.2019.100352
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90(2):735–764. https://doi.org/10.1016/j.carbpol.2012.05.026
Li Z, Rabnawaz M (2018) Fabrication of food-safe water-resistant paper coatings using a melamine primer and polysiloxane outer layer. ACS Omega 3(9):11909–11916. https://doi.org/10.1021/acsomega.8b01423
Lindström T, Österberg F (2020) Evolution of biobased and nanotechnology packaging–a review. Nord Pulp Paper Res J 35(4):491–515. https://doi.org/10.1515/npprj-2020-0042
Liu J, Chinga-Carrasco G, Cheng F, Xu W, Willför S, Syverud K, Xu C (2016) Hemicellulose-reinforced nanocellulose hydrogels for wound healing application. Cellulose 23(5):3129–3143. https://doi.org/10.1007/s10570-016-1038-3
Lörcks J (1998) Properties and applications of compostable starch-based plastic material. Polym Degrad Stab 59(1–3):245–249. https://doi.org/10.1016/S0141-3910(97)00168-7
Lu Q-l, Li X-y, Tang L-r, Lu B-l, Huang B (2015) One-pot tandem reactions for the preparation of esterified cellulose nanocrystals with 4-dimethylaminopyridine as a catalyst. RSC Adv 5(69):56198–56204. https://doi.org/10.1039/c5ra08690f
Ottesen V, Syverud K, Gregersen ØW (2016) Mixing of cellulose nanofibrils and individual furnish components: effects on paper properties and structure. Nord Pulp Paper Res J 31(3):441–447. https://doi.org/10.3183/npprj-2016-31-03-p441-447
Pang L, Gao Z, Feng H, Wang S, Wang Q (2019) Cellulose based materials for controlled release formulations of agrochemicals: a review of modifications and applications. J Control Release 316:105–115. https://doi.org/10.1016/j.jconrel.2019.11.004
Purushotham P, Ho R, Zimmer J (2020) Architecture of a catalytically active homotrimeric plant cellulose synthase complex. Science 369(6507):1089–1094. https://doi.org/10.1126/science.abb2978
Qasim U, Osman AI, AaH A-M, Farrell C, Al-Abri M, Ali M, Vo D-VN, Jamil F, Rooney DW (2021) Renewable cellulosic nanocomposites for food packaging to avoid fossil fuel plastic pollution: a review. Environ Chem Lett 19(1):613–641. https://doi.org/10.1007/s10311-020-01090-x
Rastogi V, Samyn P (2015) Bio-based coatings for paper applications. Coatings 5(4):887–930. https://doi.org/10.3390/coatings5040887
Rodríguez-Fabià S, Torstensen J, Johansson L, Syverud K (2022) Hydrophobisation of lignocellulosic materials part I: physical modification. Cellulose 29(10):5375–5393. https://doi.org/10.1007/s10570-022-04620-8
Rujnic-Sokele M, Pilipovic A (2017) Challenges and opportunities of biodegradable plastics: a mini review. Waste Manag Res 35(2):132–140. https://doi.org/10.1177/0734242X16683272
Rydholm SA (1965) Pulping processes. Interscience Publishers, New York, London
Saïd Azizi Samir MA, Alloin F, Paillet M, Dufresne A (2004) Tangling effect in fibrillated cellulose reinforced nanocomposites. Macromolecules 37(11):4313–4316. https://doi.org/10.1021/ma035939u
Saito T, Isogai A (2004) TEMPO-mediated oxidation of native cellulose. The effect of oxidation conditions on chemical and crystal structures of the water-insoluble fractions. Biomacromol 5(5):1983–1989. https://doi.org/10.1021/bm0497769
Samyn P, Schoukens G, Van den Abbeele H, Vonck L, Stanssens D (2010) Application of polymer nanoparticle coating for tuning the hydrophobicity of cellulosic substrates. J Coat Tech Res 8(3):363–373. https://doi.org/10.1007/s11998-010-9309-7
Sehaqui H, Zimmermann T, Tingaut P (2013) Hydrophobic cellulose nanopaper through a mild esterification procedure. Cellulose 21(1):367–382. https://doi.org/10.1007/s10570-013-0110-5
Sharma A, Thakur M, Bhattacharya M, Mandal T, Goswami S (2019) Commercial application of cellulose nano-composites–a review. Biotechnol Rep 21:e00316. https://doi.org/10.1016/j.btre.2019.e00316
Turbak AF, Snyder FW, Sandberg KR (1983) Microfibrillated cellulose, a new cellulose product: properties, uses, and commercial potential. J Appl Polym Sci Appl Polym Symp 37:815–827
Vähä-Nissi M, Sundberg P, Kauppi E, Hirvikorpi T, Sievänen J, Sood A, Karppinen M, Harlin A (2012) Barrier properties of Al2O3 and alucone coatings and nanolaminates on flexible biopolymer films. Thin Solid Films 520(22):6780–6785. https://doi.org/10.1016/j.tsf.2012.07.025
Valdebenito F, García R, Cruces K, Ciudad G, Chinga-Carrasco G, Habibi Y (2018) CO2 adsorption of surface-modified cellulose nanofibril films derived from agricultural wastes. ACS Sustain Chem Eng 6(10):12603–12612. https://doi.org/10.1021/acssuschemeng.8b00771
Vartiainen J, Rose K, Kusano Y, Mannila J, Wikström L (2019) Hydrophobization, smoothing, and barrier improvements of cellulose nanofibril films by sol–gel coatings. J Coat Tech Res 17(1):305–314. https://doi.org/10.1007/s11998-019-00292-5
Wu Y, Duan H, Yu Y, Zhang C (2001) Preparation and performance in paper coating of silicone-modified styrene–butyl acrylate copolymer latex. J Appl Polym Sci 79(2):333–336. https://doi.org/10.1002/1097-4628(20010110)79:2%3c333::Aid-app160%3e3.0.Co;2-8
Yu L, Zhang Z, Tang H, Zhou J (2019) Fabrication of hydrophobic cellulosic materials via gas–solid silylation reaction for oil/water separation. Cellulose 26(6):4021–4037. https://doi.org/10.1007/s10570-019-02355-7
Acknowledgments
The authors thank Ingebjørg Leirset, Berit Leinsvang, and Steinar Seehuus (RISE PFI) for skilful experimental work. Södra Cell is kindly thanked for providing the pulp used throughout this work.
Funding
Open access funding provided by RISE Research Institutes of Sweden. This work was supported by Bioeconomy in the North and the Research Council of Norway (Grant Number 305151). The authors declare no competitive financial interests.
Author information
Authors and Affiliations
Contributions
KS, KR, FS, AK: Study conception and design. AS and JZ wrote the main manuscript text. All authors contributed to data collection, analyses, writing and reviewing of the manuscript.
Corresponding author
Ethics declarations
Competing interests
All authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Solberg, A., Zehner, J., Somorowsky, F. et al. Material properties and water resistance of inorganic–organic polymer coated cellulose paper and nanopaper. Cellulose 30, 1205–1223 (2023). https://doi.org/10.1007/s10570-022-04925-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-022-04925-8