
Abstract
Wet wipe dispersibility is broadly discussed since they have been detected in massive fatbergs that were found in sewer systems of big cities, e.g., London. Dispersibility describes a wet wipe’s ability to disintegrate into its fibres after being flushed in the toilet. Recently it has been found that this dispersibility of pilot-scale produced wet wipes can reduce when stored in a wet condition. This phenomenon is called dispersibility ageing. With this work we give a first approach on analysing the underlying mechanisms causing this solidification of wet wipes by measurement of the water-fibre-interactions and the mechanical strength of the wipes. Long-term swelling of the wood pulp is discussed as a possible root cause for the observed loss in dispersibility. Wet strength theory was used to find three possible mechanisms that are able to explain increased strength as a result of swelling: knot-tightening, increased friction and interdiffusion. To investigate the strength behaviour of wet wipes over wet storage time, tensile testing and a new approach to measure the disintegration energy of these fabrics were used to find a time-dependent increased mechanical characteristic. Surprisingly no increase in wet strength or disintegration energy—measured by short span, low test speed wet tensile energy absorption—over wet storage time was found. The dispersibility ageing effect of wet wipes is seemingly not measurable using mechanical testing. It seems that these test methods are not representative for the loading situation during disintegration in the sewer system and in the standard disintegration tester.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
Introduction
Wet wipes are a commodity product used by many households almost every day, and still their consumption is increasing year by year (Mango 2018). Mostly used for personal hygiene the preferred way of disposal is to flush the wipes down the toilet. Disintegration after disposal is therefore necessary for wet wipes, the wipes’ ability to disintegrate in water is called flushability. Also, after disintegration into smaller fragments these residues end up in the environment which makes biodegradability of the precursor material advisable. The term “truly flushable” was introduced to describe disposable materials that disintegrate after disposal and are biodegradable (Mango 2004). The combination of the wetlaid process with a hydroentanglement process allows production of wet wipes using solely biodegradable cellulosic fibres, i.e. wood pulp and regenerated cellulosic fibres (Atasağun and Bhat 2020). This combined process is mostly used for the production of so-called flushable wet wipes. Good dispersible properties are attributed to wipes made in this process (Deng et al. 2019; Zhang et al. 2019a) which is the reason why these products are labelled as flushable.
The term flushability is assigned to consumer-sold wet wipes that are safe to dispose via the toilet. Flushability of wet wipes and labelling the same as flushable is discussed by other publications (Drinkwater and Moy 2017; Khan et al. 2019; Joksimovic et al. 2020) and newsfeed reports (Flegenheimer 2015; Campbell 2018). In order to be flushable a wet wipe is supposed to disintegrate into its individual fibres when disposed into water and agitated lightly, which is tested in a flushability test (INDA and EDANA 2018; IWSFG 2018). Not fully dispersed wet wipes in the sewer system can contribute to blockages and cloggings (Mitchell et al. 2017, 2020; Okamoto 2018; Hassan 2019; Kary 2019). Undispersed wipes in sewer blockages can have two origins: Wipes that are not labelled as flushable but are flushed anyway (Karadagli et al. 2021) and flushable-labelled wet wipes that do not properly disperse in the sewer system (Joksimovic et al. 2020). There is a discrepancy in wet wipe flushability between products tested directly after production, which are dispersing properly (Karadagli et al. 2009; Tang and Jin 2012; Deng et al. 2018, 2019; Zhang and Jin 2018; Zhang et al. 2018, 2019b; Atasağun and Bhat 2020), and wipes collected from retail stores, which seem not to disintegrate well upon flushing (Atasağun and Bhat 2019; Joksimovic et al. 2020). We recently found that the storage of pilot-scale produced wet wipes in wet condition leads to a reduction in their dispersibility as tested by a slosh-box-test (Harter et al. 2021). These wipes deteriorate their initial good dispersibility when they are stored in conditions like in the consumer package, i.e. in a water-based lotion. We named this undesired effect dispersibility ageing and demonstrated it for a variety of material blends of hydroentangled wetlaid wet wipes. The peculiarity of dispersibility ageing is that the wet wipes are reducing their dispersibility upon storage in water (or water-based lotion), which is the very medium used to disperse them in the first place – this might be the reason why this effect has not been discovered earlier. In this work we set out to elucidate the mechanisms responsible for dispersibility ageing, the above-described reduction in dispersibility of wet wipes upon storage in water.
Wet strength mechanisms and dispersibility of wet wipes
Wetlaid web forming and hydroentanglement bonding is preferred among the methods to produce flushable wet wipes (Atasağun and Bhat 2020). With this process it is possible to produce nonwoven fabrics using only cellulosic materials such as regenerated cellulose fibres and wood pulp. Without any type of binder added, all involved materials provide biodegradability (Zambrano et al. 2019) and therefore fulfil all requirements to be truly flushable (Mango 2004). In this compound the long viscose fibres create the mechanical strength of the web structure by entangling with other viscose fibres and the short wood pulp fibres, compare Fig. 8 showing a SEM of these materials.
Viscose fibres and wood pulp are cellulosic materials and the bonding mechanisms in cellulose fibre networks are described e.g. by (Hirn and Schennach 2015). In wet wipes, bonding mechanisms can be divided into seven groups. They are (1) interdiffusion of cellulose molecules within two different fibres, (2) mechanical interlocking of small fibrils, (3) capillary forces, (4) Coulomb and (5) Van der Waals forces and (6) hydrogen bonding (Hirn and Schennach 2015). In hydroentangled wipes the most relevant factor for wet strength is the entanglement of the fibres. Particularly the longer viscose fibres are twisted and knotted with each other and around the short pulp fibres building ribbons and knots (Zhang and Jin 2018; Zhang et al. 2019b). The cumulated friction (7) as a result of these entanglements thus is highly relevant for wet strength mechanisms in wet wipes (Tejado and van de Ven 2010; Zhang and Jin 2018).
The dispersibility ageing appears in cellulosic nonwoven materials that are stored in deionized water or water-based lotions like described in a common patent (Marsh 2016). Wet cellulosic networks provide a low level of strength (Tejado and van de Ven 2010; Yang et al. 2019) as most of the fibre–fibre bonding mechanisms are inhibited. We will now discuss the relevance of the above-mentioned bonding mechanisms on wet strength and dispersibility of wet wipes.
Capillary forces depend on the presence of a solid phase, water and air (van de Ven 2008). In a water saturated network, it is not possible that capillary forces can be formed between two surfaces due to the lack of air, thus they are not contributing to wet strength at all. Coulomb and Van der Waals forces but also hydrogen bonding require close contact between the molecular surfaces (Persson et al. 2013; Hirn and Schennach 2015). When water is applied to the nonwoven the fibres lose contact to each other and the intermolecular interactions – hydrogen bonding, van der Waals and Coulomb interactions – decrease. The network becomes weak as these bonding effects are not contributing to strength in a wetted network. This is in good accordance with publications reporting that cellulosic networks, similar to paper, lose their strength properties when getting wet (Lindström et al. 2005; Belle and Odermatt 2016; Yang et al. 2019). This process is very fast, unsized paper for example is losing its mechanical strength in 0.1–1 s upon wetting (Lahti et al. 2019). Pulp fibres in hydroentangled, wetlaid nonwovens are usually not refined leading to only small amounts of fibrils on the fibre surfaces, whereas viscose fibres only have a low tendency to form fibrils at all (Ma et al. 2021).
This leaves interdiffusion and fibre entanglement as the remaining mechanisms that should determine the strength of wet wipes. The importance of fibre–fibre friction due to the entanglement of the fibres in the wet state is well known (van de Ven 2008; Tejado and van de Ven 2010; Belle and Odermatt 2016), thus it needs to be examined which factors might be responsible for an increase in friction during wet storage. The interdiffusion of cellulose molecules of fibres into neighbouring ones is expected to be promoted by the water phases in swollen fibre surfaces. Therefore, we expect that interdiffusion might also contribute to the strength of a cellulose network in the wet state.
Aim of the work
In this work we are investigating possible reasons causing dispersibility ageing, i.e. the decrease of wet wipe dispersibility, when these wipes are stored in water or water-based liquids. First, we will show that the recently discovered dispersibility ageing of wet wipes is present in all of our tested pilot-scale materials. This includes wipes with different wood pulp grades and different types of man-made cellulose fibres. As an effect that occurs in materials made only of cellulose fibres, investigating their interaction with water is crucial. Swelling of the fibres is observed for the same period as dispersibility ageing was found and it is introduced as a possible basic mechanism in dispersibility ageing. Three mechanisms that could explain increased strength in wet wipes due to fibre swelling are discussed. The mechanical properties were monitored over wet storage time to identify any connection between the reduced ability to disintegrate and an increased tensile strength or disintegration energy due to storage.
Outline
The content of this manuscript comprises results that show dispersibility ageing for different materials, as well as results for swelling of different wood pulps, typically used in wet wipes. Together with theoretical considerations about wet wipe strength we demonstrate wet strength results for the same wet wipes we tested for dispersibility ageing, to surprisingly find no correlation. With the results on the indispersible residues we found a first indication for a diffusion process contributing to dispersibility ageing. We also provide a detailed list of possible future investigations that could explain dispersibility ageing at the end of the results and discussion section.
Experimental
Regenerated fibres
Man-made cellulose fibres (MMCF) used in this work can be divided into viscose (CV) and lyocell (CLY) fibres with varying circumference, linear density and fibre length and were blended with wood pulp to provide a precursor suspension for the nonwoven production. Irregular, circular viscose fibres with a linear density of 0.9 dtex (which equals 0.9 g per 10.000 m) and a fibre length of 8 mm and flat, rectangular viscose fibres with 2.4 dtex and 10 mm fibre length were used. SEM images of the viscose fibre and their distinct circumferences can be seen in Fig. 1. The nearly perfectly round lyocell fibres specifications comprise a linear density of 1.7 dtex and a fibre length of 12 mm.

SEM images of used viscose fibres with exemplary pictures of their respective cross section. The flat, rectangular viscose fibre is on the left, whereas the round, irregular-shaped one can be seen on the right
Wood pulp
Biodegradable wet wipes consist of regenerated fibres and wood pulp. In this work three pulp grades were used: bleached pulp, unbleached pulp and low-yield dissolving pulp. Bleached pulp refers to bleached North American softwood (spruce, pine, fir) kraft pulp with an average length-weighted fibre length of 2.37 mm, a brightness of 86.4 ± 0.1 and a Kappa number of 0.5, according to ISO 302 (2004 07). Unbleached pulp is described as an unbleached European softwood pulp made of spruce, pine and larch with a brightness of 41.4 ± 0.1 and a Kappa number of 10.1. Low-yield dissolving pulp with an elevated cellulose content is a European softwood sulphite pulp (spruce) and came up with an average fibre length of 1.74 mm, a Kappa number of 0.05 and an alkali resistance of 94.18%. This type of pulp with its high cellulose content is usually used for dissolving purposes and is therefore referred to as dissolving pulp. The Kappa number was determined following ISO 302 (2004 07), cellulose content (alkali resistance) as described in ISO 699:2015 and the brightness using ISO 2470–1.
Nonwoven production
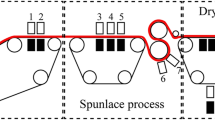
Wetlaid hydroentangled nonwovens were manufactured using a pilot-scale inclined-wire paper machine as depicted in Fig. 2. Viscose fibres and wood pulp were blended in the mixing chest (a) according to the ratio listed in Table 1. After web forming (b) an in-line dryer (c) removed the remaining water in the material with hot air at 105 °C. A standalone hydroentanglement setup (Fig. 3) with high-pressure water jet nozzles mounted at 40 holes per inch was used to generate sufficient strength in the produced nonwovens. In our trials only the bars 1, 2 and 3, Fig. 3 (a), were used before the final drying of the web (b). The water jet pressure at the three bars was adjusted to 5, 60 and 70 bar. In contrast to in-line industrial production the web forming and the hydroentanglement in the pilot facilities are two separated process steps. Target specific weight of the nonwovens after the hydroentanglement was 65 g/m2. An overview of all produced and tested nonwovens is given in Table 1.

Production process consisting of a mixing chest (a), web laying unit (b) and drying and winding (c)

Hydroentanglement with an array of water jet bars (a) for the top side (1–4) and the bottom side (5,6) of the web and drying and winding (b)
Liquid treatment
In order to generate wet wipes nonwovens were treated with an amount of deionized water in a ratio of 1:3 according to the dry weight of a 125 × 175 mm cut nonwoven sheet.
Dispersibility measurement
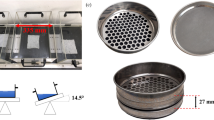
The slosh box disintegration test was used to determine the dispersibility of wet wipes. This apparatus is also used in the guidelines provided by the water service association IWSFG (IWSFG 2018) and the nonwoven interest association INDA and EDANA (INDA and EDANA 2018). Compared to the guidelines provided by INDA/EDANA the time a single wipe is processed in the slosh box was reduced from 60 to 30 min. Also, the wipes were used directly after storage without any type of pre-treatment. The main principle of the test was to simulate the pipe and sewer system that a wet wipe after usage usually undergoes. In Fig. 4 the measurement setup is depicted.

Slosh box measurement: a Container filled with water and placed wet wipe, b measurement principle and tilting angle, c 12.5 mm hole sieve and 200 µm sieve stacked on each other
The method used in this work consists of plastic containers that were filled with 2l of tap water where a single wet wipe is placed as it can be seen in Fig. 4a. After the wet wipe was placed, the container is tilted back and forth at defined angle and rotation speed for 30 min (b). The reduced tilting time of 30 min was chosen to include the recommendations of the guidelines provided by the water service organization that deals with flushability IWSFG (IWSFG 2018). Reducing the time a wipe is agitated in the slosh box results in a more stringent determination of dispersibility. The residues of the wet wipe were poured from a height of 150 mm over two stacked sieves (c). The top sieve consists of 12.5 mm holes whereas the bottom one has a mesh of 200 µm. The remains on the sieves (m12.5 mm and m200µm) were dried and weighed. Dispersibility is calculated according to Eq. 1.
In this equation (Eq. 1) the dispersibility value increases the more of the residues of the measurement are able to pass the 12.5 mm hole sieve. Therefore, higher dispersibility is achieved when the wet wipe is able to disintegrate into smaller pieces or even single fibres. Obtaining the dispersibility of a wet wipe also allows the calculation of the ratio of insdispersible residues after the slosh box test, which represents the part of a wet wipe where increased network strength counteracts on disintegration. Therefore, Eq. 2 is used to determine the insdipersible residues after the slosh box disintegration test.
Wet storage fibre swelling
The water uptake (swelling) capacity was determined using a Sigma laboratory centrifuge 3–15. The method should reflect the pulp swelling during storage as part of a wet wipe, therefore including an additional drying step and immersion in water for up to 168 h. Preparation of the pulp prior to the measurement included swelling of the air-dry pulp in an excess of water for 4 h and disintegrating with 9000 revolutions. In a funnel filter cylindrical pads (d = 40 mm, h = 10) were formed under vacuum and were dried at 105 °C for at least 18 h before being stored at 23 °C and 50%RH for another 24 h. The target weight of the pads was 2 g dry pulp. Values for different wet storage times were achieved by storage of the pads in closed vial with 50 ml deionized water for the designated wet storage times. Each pad is centrifuged for 30 min at 3000 g, weighed directly after the centrifugation (mcentrifugated), dried for at least 4 h at 105 °C and weighed again (mdry). The wet storage fibre swelling was calculated using Eq. 3.
Wet tensile testing
Mechanical characteristics were obtained measuring 15 mm wide wet wipe stripes with 100 mm clamping length at 20 mm/min. In these tests the stripes were stored for the defined wet storage times prior to the particular measurement in deionized water as described above.
Disintegration energy
Usually the area under a stress–strain curve is referred to as the tensile energy absorption (TEA) which describes the amount of energy paper is able to absorb when mechanically stressed. The idea of disintegration energy of a wet wipe is to quantify the energy a fibrous network can absorb after the bonds are broken. This happens after the maximum force in a tensile test is reached (Fmax in Fig. 5). This energy is the same that is needed to tear the network apart into smaller fragments and flakes. To get insights into the released energy after the bonds in the network are broken a modified test setup is used. A vertical tensile tester is used with a clamping length of 20 mm and a testing velocity of 1 mm/min. Reducing the clamping length reduces the elastic ratio in the stress–strain signal which is not within the range of our investigations. Figure 5 shows that our region of interest starts after the maximum force is reached and the bonds in the material are broken. As the longest fibre processed in the tested nonwovens is 12 mm long the span width of 20 mm is wide enough to avoid testing single fibre properties. The slow testing velocity extends the stress–strain-curve after Fmax to fully observe the area under the curve after the bonds are broken. These tests were done using wetted nonwovens. Deionized water was evenly distributed on the 15 mm wide nonwoven stripes in a ratio of 1:4, meaning 4 g of water per gram nonwoven. In this condition the stripes were packed in sealed bags and stored for the defined wet storage times. Prior to testing the single stripes were obtained from the bag and equilibrated at 23 °C and 50%RH until a solid-water ratio of 1:3 was reached. Out of the resulting stress–strain curves the disintegration energy was calculated by trapezoidal numerical integration starting at the maximum force (Fmax) until a loss of 70% of Fmax was detected (see Fig. 5).

Example stress–strain curves for standard (purple) and short span (blue) tensile testing of wet wipes
Results and discussion
Dispersibility ageing
In our recent work (Harter et al. 2021) we were able to show that hydroentangled wetlaid wet wipes exhibit a decline in their dispersibility over wet storage time resulting in wet wipes to possibly contribute to sewer system incidents such as pump blockings and cloggings (Mitchell et al. 2020). The deterioration in dispersibility is pictured in Fig. 6.

Dispersibility over wet storage time for a wet wipe made of bleached kraft pulp and rectangular viscose fibres. The images above depict the remains of the slosh box after the testing movement is done
In this figure results of slosh box tests for a wipe made of viscose fibres and bleached kraft pulp are shown together with images of the remains in the slosh box after the test. In these images it is clearly visible that a wet wipe with high dispersibility is able to easily disperse in the slosh box disintegration test while after 24 h the remains consist of undispersed flakes and single fibres. After one week of wet storage the flakes stay larger and only few separated fibres can be found. The images in Fig. 6 support the idea of an increased resistance for disintegration in wet wipes that builds up during wet storage time and develops strength. The dotted line at 60% dispersibility divided the values in acceptable dispersibility and not acceptable ones and was obtained from industrial guidelines (INDA and EDANA 2018). Still, our dispersibility method distinguishes from this industrial guideline as the slosh-box-time was set to 30 min instead of 60 min. Figure 6 shows that the boundary seems reasonable. Wet wipes with dispersibility values above 60% disperse into diminutive fragments and single fibres whereas lower values represent wipes that remain in rather big flakes instead.
Confirmation of the dispersibility ageing in a variety of wet wipes
Two precursor materials are commonly used in current wet wipes. Short wood pulp fibres form the bulk of the nonwovens and are attached to a structure built by fibres that exceed the length of the pulp fibres by the factor five to six. These long synthetic cellulose fibres are responsible for the wet strength properties of the fabrics by entangling with each other and the wood pulp. Variation of the two components of a wet wipe was suitable to get a clear picture about the materials that influence the dispersibility ageing as it can be seen in Figs. 7 and 9.

Dispersibility vs. wet storage time determined by the slosh box disintegration test for wet wipes made of different regenerated fibres with the same bleached kraft pulp. The error bars represent one standard deviation
Figure 7 shows the dispersibility ageing for prepared wet wipes using blends with two types of viscose fibres and one lyocell fibre type. In these measurements the same bleached softwood kraft pulp was used, as only the type of regenerated fibres is altered. The loss in dispersibility over time is evident. However, the round viscose fibre and the round lyocell fibre show nearly the same behaviour over the whole observed time scale despite having different fibre lengths. Lyocell fibres (12 mm fibre length) and round viscose fibres (8 mm) strongly differ but the dispersibility behaviour of both fibre types when processed into nonwovens is almost the same. Taking these results into account, it can be assumed that the cross section of the fibre influences the dispersible behaviour of wet wipes more than the fibre length or surface characteristic. Of all the tested regenerated fibres, the rectangular viscose fibre seems to be very beneficial on the dispersibility of wet wipes. The round viscose fibres in comparison seem to be able to entangle more easily with each other and the wood pulp fibres. Therefore, they form knots and entanglements, as shown in Fig. 8, whereas the rectangular fibre can provide a bulkier structure with loose connections to other fibres.

SEM image of the nonwoven with round viscose fibres and bleached kraft pulp. The knots that are liable for wet strength and that are formed during the hydroentanglement are encircled
This is in good accordance with other findings (Zhang et al. 2019b), where round fibres provide higher wet strength and a poorer dispersibility. Figure 7 still shows that the good initial dispersibility of wipes with bleached kraft pulp and rectangular viscose fibres is not sufficient enough to achieve good dispersibility over a time period of 168 h.
As it was also shown in another publication (Harter et al. 2021), changing the short fibre component in the wipe, i.e. the wood pulp, is a sufficient way to reduce the impact of dispersibility ageing. Figure 9 shows results for wipes using the same flat rectangular viscose fibres with varying wood pulp grades. Compared to bleached softwood kraft pulp and dissolving pulp, the unbleached kraft pulp in combination with the flat viscose fibre allows the production of wipes with excellent dispersibility even after 168 h, according to the described test procedure. However, the dispersibility ageing seems also to be present in the wipe with the unbleached pulp, but is strongly reduced. The three introduced pulp grades bring up many differences in order of wood type, cooking process and post-production treatments. Here, the similarities between the two softwood kraft pulps are noteworthy. Both pulps provide a comparable fibre length and the same cooking principle i.e., the kraft process. With a kappa number of 0.5 (bleached) and 10.1 (unbleached) the lignin content of the pulp grades differs by a factor of 20. As the bleached kraft pulp is a commercial grade, there is no exact specification about the post-production treatment process, e.g. the bleaching sequences or washing steps. Typical bleaching sequences for elemental chlorine free (ECF) kraft pulps consist of alternating treatment with chlorine dioxide (ClO2) and alkaline extraction and an optional oxygen delignification (O2) (Laine et al. 1996).

Dispersibility vs. wet storage time determined by the slosh box disintegration test. Different pulp grades are blended with the same rectangular viscose fibre. The error bars represent one standard deviation
Strength development
The results in Fig. 9 are crucial for investigation of the underlying strength developing mechanisms of dispersibility ageing. Strength development in wet wipes that are able to express the recently found dispersibility ageing are limited to the bonding mechanisms in wet cellulosic fibrous networks. In wet conditions, the mechanisms depicted in Fig. 10 are the main contributors to network strength. These are theoretical consideration able to explain a strength increase in wet wipes due to swelling. However, in this work we have investigated a general strength increase in the network, not the single contributions of these mechanisms.

Theories for strength developing mechanisms that could explain the dispersibility ageing as increased bonding due to wet storage
In the hydroentanglement process, fine high-pressure water jets are applied to the nonwoven causing the long viscose fibres to entangle with each other and the short wood pulp fibres. Entanglement of fibres leads to formation of knots as described elsewhere (Zhang and Jin 2018; Zhang et al. 2019b) and can be seen in Fig. 8. In this SEM image of a hydroentangled wet wipe three exemplary entanglements are circled that demonstrate the idea behind knot-tightening. Wet strength in wet wipes increases with increasing entanglements (Zhang et al. 2019a) resulting in a linear wet strength increase with increasing hydroentanglement pressure sum (Zhang and Jin 2018). Swelling of the cellulosic fibres causes an increase in the fibre dimensions. The main increase can be found in radial direction leading to an enhanced circumference of the individual fibre. With an increased fibre diameter, the former loose knot and entanglements could self-tighten, leading to an increased wet strength and resistance against disintegration. Swelling and the resulting enhanced surface area of the fibres also cause an increased zone in contact with neighbouring fibres causing an increased, co-occurring friction. An additional consequence of this enhanced surface is a larger area suitable for fibre–fibre bonding, contributing to a strength development of the network (Ganser et al. 2015). Especially in the entangled knots and ribbons the area in contact is high and is even more enhanced for swollen fibres (see Fig. 8). The mechanisms of knot-tightening and increased friction seem therefore to be strongly interfering. Both effects lead to an enhanced mechanical strength in the network und could therefore explain the dispersibility ageing as an increase in resistance against disintegration.
The role of interdiffusion
Interdiffusion of cellulose molecules is also possible in wet networks and could therefore explain the dispersibility ageing, but so far only little research was done to provide a method that is able to detect this bonding mechanism. However, the results of the slosh box disintegration test indicate the possibility of a slow diffusional process as it can be seen in Figs. 11 and 12. Here, the not-disintegrated fractions of the wet wipes are plotted over wet storage time. In contrast to the dispersibility measurements the share of indispersed parts is increasing over time, due to dispersibility ageing and the increasing network wet strength. For these results it is possible to fit a model of the of the type \(y = A + B \cdot \sqrt x\) with good accuracy (r2). The correlation of the increased disintegration resistance (= increased network wet strength) with the square root of time is a noteworthy indicator for the occurrence of a diffusion process (Green et al. 1985). Still, direct measurement of interdiffusion is complex, although the results in Figs. 11 and 12 support the idea that a slow diffusion process (interdiffusion between adjacent polymers) is contributing to the increasing disintegration resistance over time.

Indispersible residues of the slosh box disintegration test. For the results a model of the type \(y = A + B \cdot \sqrt x\) was fitted for wet wipes with varying MMCF and the same bleached softwood kraft pulp

Indispersible residues of the slosh box disintegration test. For the results a model of the type \({\text{y}} = {\text{A}} + {\text{B}} \cdot \sqrt {\text{x}}\) was fitted for wet wipes with varying pulp grades and always the same MMCF grade
The results for the indispersible residues may explain the higher dispersibility ageing in the bleached pulp and the dissolving pulp grade as they consist to a higher extent only of the same polymer species. The unbleached kraft pulp still contains higher amounts of other polymers like lignin and hemicellulose which could interfere with cellulose interdiffusion.
Swelling—a long-term effect
The above-mentioned phenomena of knot-tightening, increased friction and interdiffusion seem to be reasonable explanations for increasing strength of wet wipes. However, these effects do not explain the time dependency of the strength development. Swelling can be connected to them, where swelling describes the uptake of a liquid, usually water, in a cellulose fibre (Salmén and Berthold 1997). Due to the hygroscopic behaviour cellulose fibres continue to take up water until an equilibrium is reached (Salmén and Berthold 1997). For kraft pulp fibres this stage is reported to be reached after about 2 h (Botková et al. 2013). Other investigators showed results for cellulosic materials in compounds with an ongoing dimensional deformation due to fibre swelling (Tajvidi et al. 2006; Jawaid et al. 2011; Fang et al. 2013). There, cellulosic materials continued to absorb water for 120 h (Jawaid et al. 2011), 168 h (Fang et al. 2013) or even 840 h (Tajvidi et al. 2006). Figure 13 represents results that agree with these findings, where the wet storage fibre swelling is plotted against wet storage time.

Wet storage fibre swelling of different pulp grades over wet storage time. The error bars represent one standard deviation
The pulps used in prepared wet wipes all show an ongoing increase in fibre swelling. Figure 13 shows that the swelling process is not finished after 4 h. All of the tested pulps exhibit elevated swelling after 168 h, with the highest increase for unbleached pulp. This is expected as the unbleached pulp, due to the absence of bleaching processes, contains higher amounts of hemicelluloses, which contribute to the water uptake properties of the material. Hemicelluloses hinder pore closure in the fibres as it can be caused in drying steps of pulp production (Oksanen et al. 1997). The dissolving pulp shows the lowest increase in water uptake. These types of pulp undergo intensive pulping and bleaching process steps, resulting in very low remaining amounts of lignin and hemicelluloses (and therefore a high cellulose content). Usually total chlorine free (TCF) bleaching is used for dissolving pulps using ozone (O3) and peroxide (H2O2) (Suess 2010). All of this processing and any additional drying steps lead to a closure of the pores of the single fibres, thereby reducing their capability to take up water (Laivins and Scallan 1993).
The results in Fig. 13 have two implications. On one hand it shows the long-term increase in swelling up to 168 h. This is also the time span observed for the dispersibility ageing, where differences in dispersibility values were found. On the other hand, the results of the bleached and unbleached pulp, especially the time-dependent increase, are very similar, whereas their dispersibility ageing behaviour strongly differs. However, to a smaller extent the dispersibility ageing is also visible in the sample made of unbleached kraft pulp as Fig. 9 shows. Swelling could therefore still be a possible explanation for dispersibility ageing in wet wipes, since the time scales correlate.
Wet tensile strength
With the described strengthening mechanisms shown in Fig. 10 and the time-dependent swelling as seen in Fig. 13, it is expected that an increase in strength of the wipes is measurable. Tensile tests are a simple and widely used method for material characterization. The procedure for testing cellulose fibre networks like nonwovens and tissue is standardized. Although, dispersibility of wet wipes is complex and influenced by many factors, there seems to be a correlation between wet strength and dispersibility (Deng et al. 2019; Zhang et al. 2019a, b). Uniaxial tested wet tensile strength and dispersibility are two competing characteristics in wet wipes, where usually dispersibility decreases with increasing wet strength. Therefore, reducing disintegration due to dispersibility ageing should be visible in tensile tests. Figure 14 depicts the tensile strength of the samples over wet storage time.

Wet tensile testing over wet storage time of wet wipe stripes with varying regenerated fibres and the same bleached kraft pulp. The error bars represent one standard deviation
Unexpectedly, the strength of the wipes change very little over the wet storage time, even though the dispersibility ageing of these fabrics occurs (cf. Figures 7 and 9). No difference in wet tensile strength can be found over wet storage time for wipes with different grades of viscose fibres. The ranking in tensile strength is in good accordance with findings in recent publications (Zhang et al. 2019b, 2021) when lyocell fibres have a higher strength, followed by round viscose fibres and rectangular-shaped viscose fibres. Even for the wipes with varying wood pulp grades, no difference over time was observed, as Fig. 15 shows. This was unexpected since wet wipes containing bleached kraft pulp and wet wipes containing unbleached kraft pulp have significantly different dispersibility behaviour.

Wet tensile testing over wet storage time of wet wipe stripes with varying wood pulp grades and the same rectangular viscose fibre. The error bars represent one standard deviation
The mode of uniaxially loading seems to be a poor approximation of the load experienced by a wet wipe during the slosh box disintegration test, although this testing mode is usually applied when testing wet strength and is correlated to never-wetted dispersibility (Deng et al. 2019; Zhang et al. 2019a, b).
Disintegration energy
The motivation to test for disintegration energy was, that the process of dispersing a wet wipe is gently pulling apart flocs and pulling out fibres, which is very different to the fracture process in a tensile test. To observe the slow disintegration a modified uniaxially tensile test was used, with a 20 times slower testing velocity. The idea of the modified tensile test is to observe the behaviour of the sample after the bonds break and the fibres are torn from the network. Results are shown in Fig. 16 for samples that consist of varying pulp grades and the same rectangular viscose fibre.

Disintegration energy over wet storage time for wet wipes. The error bars represent a 95% confidence interval
No differences were observed in the disintegration energy over different wet storage times. Similar to the standard tensile test, the values for bleached kraft pulp wipes are higher than the ones for unbleached kraft pulp. Also, the modified test was not able to reveal the dispersibility ageing. The impact of the dispersibility ageing could be of low magnitude, which is why it is not detectable with the presented methods. However, the effect is clearly visible in the slosh box disintegration test and should therefore also be traceable in tensile tests, as both tests observe material characteristics on a macroscopic level.
In our work we were able to demonstrate that wood pulp swelling is increasing over wet storage time, even after 168 h. Still, the proposed mechanisms that explain a swelling-induced increase in strength of the wet wipes seem not satisfactorily, as tensile strength and disintegration energy are unaffected by wet storage time. However, it is of major importance that fibre swelling in a cellulosic network is changing (increasing) over time, but cannot be linked to a tensile strength increase in the same networks.
Outlook
The mechanisms that lead to dispersibility ageing are not fully understood, but with the found long-term swelling of the wood pulp and the time-constant strength of the wet wipes two crucial findings can help to further investigate dispersibility ageing. Although the tested bleached and unbleached pulp show the same swelling capacity but different dispersibility ageing, it is still reasonable that swelling is a prerequisite for other effects. Swelling is the necessary pre-condition for interdiffusion to occur and it is thinkable that although two pulps swell to a similar extent, their interdiffusion behaviour distinguishes. First results for interdiffusion were found in the measurements on indispersible residues. Information of the pulp fibre surfaces, e.g. surface charge, could help to better understand dispersibility ageing.
Water is a plasticizer for cellulose fibres, thus reducing the fibre stiffness and could enhance the area in contact of two adjacent swollen fibres, which increases fibre–fibre-friction. Mechanical testing of single wood pulp fibres could improve the understanding of dispersibility ageing by investigating possible differences in stiffness reductions for different wood pulp grades.
Conclusion
The literature suggests that the dispersibility of wet wipes deteriorates over time. In order to find the reasons for this dispersibility ageing we first investigated the two typically used precursor materials, i.e., MMCF and wood pulp. We found that this phenomenon is not affected by the MMCF. By modifying the wood pulp grade on the other hand, we found, that usage of unbleached pulp kept wet wipe dispersibility at an acceptable level after 168 h of wet storage time. This was not the case for the bleached pulps.
Investigation of the underlying mechanisms, that drive dispersibility ageing, led to analysis of the interactions between water and cellulose fibres, as flushable wet wipes usually only consist of those fibres. Fibre swelling as a slow, ongoing process could have the capability to enhance the fibre network strength, hence it is reasonable to assert that the tensile strength of wet wipes could increase when they are stored in a liquid. Swelling, is a long-term effect as it was shown using wet storage fibre swelling measurements. The similar swelling behaviour for bleached (high dispersibility ageing) and unbleached pulp (low to none ageing) contradict the idea of swelling as the reason for dispersibility ageing. In terms of dispersibility ageing, swelling could only act as a driver for other mechanisms such as knot-tightening, increased friction and interdiffusion. These effects represent possible mechanisms and it was theoretically described how they can contribute to strength enhancement in fibre networks which should be visible in mechanical strength measurements. However, neither standard tensile testing, nor a modified tensile test setup for quantifying the disintegration energy of wet wipes, showed a correlation between the increased resistance of hydroentangled wetlaid wet wipes in the slosh box test and an increase in measurable mechanical strength. This was demonstrated for wipes, where both precursor materials—regenerated fibres and wood pulp—were varied. Thus, the decreasing dispersibility of wet wipes is not a manifestation of increased tensile strength. It seems that our tensile-test-based lab methods cannot correctly represent the very gentle agitation and the resulting loading mode on the fabric during disintegration in the slosh box test, although both seem to appear on at the same macroscopic level.
One key finding of this work is that even though the wet wipes increase their resistance against disintegration, their tensile strength and disintegration energy stays the same. The complex load mode during both, the slosh box disintegration test and the real-life sewer system, is a possible reason for this, although tensile testing is in good accordance with wet wipe dispersibility testing. It is still counterintuitive that the dispersibility ageing of wet wipes does not manifest itself in mechanical testing. The increase of indispersed residues with the square root of time (which is characteristic timescale for diffusion processes) is an indicator that interdiffusion could be related to dispersibility ageing. Still, fibre swelling, interdiffusion and other surface phenomena of cellulosic fibres need more investigation.
Data availability
The datasets generated and/or analysed during the current study are available from the corresponding author on reasonable request.
Code availability
Commercial software was used.
References
Atasağun HG, Bhat GS (2019) Assessing the structural, mechanical and dispersible characteristics of flushable nonwovens. Text Res J. https://doi.org/10.1177/0040517519873055
Atasağun HG, Bhat GS (2020) Advancement in flushable wipes: modern technologies and characterization. J Ind Text 49:722–747. https://doi.org/10.1177/1528083718795910
Belle J, Odermatt J (2016) Initial wet web strength of paper. Cellulose 23:2249–2272. https://doi.org/10.1007/s10570-016-0961-7
Botková M, Sutý Š, Jablonský M et al (2013) Monitoring of kraft pulps swelling in water. Cellul Chem Technol 47:95–102
Campbell E (2018) No “flushable” wet wipes tested so far pass water industry tests. In: BBC. https://www.bbc.com/news/uk-46188354. Accessed 23 May 2019
Deng C, Liu W, Zhang Y et al (2018) Environmentally friendly and breathable wet-laid hydroentangled nonwovens for personal hygiene care with excellent water absorbency and flushability. R Soc Open Sci 5:171486. https://doi.org/10.1098/rsos.171486
Deng C, Gong RH, Huang C, Zhang X (2019) Tensile strength and dispersibility of pulp/danufil wet-laid hydroentangled nonwovens. Materials 12:3931
Drinkwater A, Moy F (2017) Wipes in sewer blockage study – Final Report, 21st Century Drainage Programme
Fang H, Zhang Y, Deng J, Rodrigue D (2013) Effect of fiber treatment on the water absorption and mechanical properties of hemp fiber/polyethylene composites. J Appl Polym Sci 127:942–949. https://doi.org/10.1002/app.37871
Flegenheimer M (2015) Wet wipes box says flush. new york’s sewer system says don’t. The New York Times 15:1849–1895
Ganser C, Kreiml P, Morak R et al (2015) The effects of water uptake on mechanical properties of viscose fibers. Cellulose 22:2777–2786. https://doi.org/10.1007/s10570-015-0666-3
Green PF, Palmstrom CJ, Mayer JW, Kramer EJ (1985) Marker displacement measurements of polymer-polymer interdiffusion. Macromolecules 18:501–507. https://doi.org/10.1021/ma00145a033
Harter T, Bernt I, Winkler S, Hirn U (2021) Reduced dispersibility of flushable wet wipes after wet storage. Sci Rep 11:7942. https://doi.org/10.1038/s41598-021-86971-z
Hassan J (2019) Britain’s latest ‘fatberg,’ a mass of grease and wet wipes in a sewer, is longer than 6 double-decker buses. In: The Washington Post. https://www.washingtonpost.com/world/2019/01/09/britains-latest-fatberg-mass-grease-wet-wipes-is-longer-than-double-decker-buses/?utm_term=.1c37fa8d2316. Accessed 23 May 2019
Hirn U, Schennach R (2015) Comprehensive analysis of individual pulp fiber bonds quantifies the mechanisms of fiber bonding in paper. Sci Rep 5:10503. https://doi.org/10.1038/srep10503
INDA, EDANA (2018) Guidelines for assessing the flushability of disposable nonwoven products a process for assessing the compatibility of disposable nonwoven products with plumbing and wastewater
IWSFG (2018) International water services flushability group flushability specifications. https://www.iwsfg.org/iwsfg-flushability-specification/. Accessed 12 Oct 2020
Jawaid M, Abdul Khalil HPS, Noorunnisa Khanam P, Abu Bakar A (2011) Hybrid composites made from oil palm empty fruit bunches/jute fibres: water absorption, thickness swelling and density behaviours. J Polym Environ 19:106–109. https://doi.org/10.1007/s10924-010-0203-2
Joksimovic D, Khan A, Orr B (2020) Inappropriate disposal of ‘flushable’ consumer products – reasons for concern. Water Sci Technol 81:102–108. https://doi.org/10.2166/wst.2020.087
Karadagli F, McAvoy DC, Rittmann BE (2009) Development of a mathematical model for physical disintegration of flushable consumer products in wastewater systems. Water Environ Res 81:459–465. https://doi.org/10.2175/106143008X357101
Karadagli F, Theofanidis F, Eren B (2021) Consumers’ evaluation of flushable products with respect to post-disposal effects in wastewater infrastructures. J Clean Prod 278:123680. https://doi.org/10.1016/j.jclepro.2020.123680
Kary T (2019) In fatberg fight, NYC goes to war against flushable wipes. In: Bloomberg. In Fatberg Fight, NYC goes to war against flushable wipes. Accessed 23 May 2019
Khan A, Orr B, Joksimovic D (2019) Defining “Flushability” for Sewer Use - Final Report, Municipal Enforcement Sewer Use Group of Canada
Lahti J, Kouko J, Hirn U (2019) Time-dependent mechanical response of paper during web-fed high-speed inkjet printing. Nord Pulp Pap Res J 34:107–116
Laine J, Stenius P, Carlsson G, Strom G (1996) The effect of ECF and TCF bleaching on the surface chemical composition of kraft pulp as determined by ESCA. Nord Pulp Pap Res J 11:201–210
Laivins G, Scallan A (1993) The mechanism of hornification of wood pulps. Prod Papermak 2:1235
Lindström T, Wågberg L, Larsson T (2005) On the nature of joint strength in paper-A review of dry and wet strength resins used in paper manufacturing. 13th Fundamental Research Symposium. The Pulp and Paper Fundamental Research Society, Cambridge, pp 457–562
Ma Y, Rissanen M, You X et al (2021) New method for determining the degree of fibrillation of regenerated cellulose fibres. Cellulose 28:31–44. https://doi.org/10.1007/s10570-020-03513-y
Mango P (2018) The future of global nonwoven wipes market forecasts to 2023. In: 57th Dornbirn Global Fiber Congress. Dornbirn, Austria
Mango P (2004) Flushable wipes past present future. Nonwovens Industry 64–71
Marsh RG (2016) Stable Lotion emulsion composition and wet wipes,. US Patent Nr. 10,765,613:
Mitchell R-L, Thamsen PU, Gunkel M, Waschnewski J (2017) Investigations into wastewater composition focusing on nonwoven wet wipes. Czasopismo Techniczne 1:125–135. https://doi.org/10.4467/2353737xct.17.010.6107
Mitchell R-L, Gunkel M, Waschnewski J, Thamsen PU (2020) Nonwoven wet wipes can be hazardous substances in wastewater systems—evidences from a field measurement campaign in Berlin, Germany. In: Advances in Science, Technology and Innovation. pp 313–316
Okamoto N (2018) Case study of preventing clogging of pumps caused by nonwoven wipes in Tokyo. In: Proceedings of the water environment federation. pp 1812–1818
Oksanen T, Buchert J, Viikari L (1997) The role of hemicelluloses in the hornification of bleached kraft pulps. Holzforschung 51:355–360. https://doi.org/10.1515/hfsg.1997.51.4.355
Persson BNJ, Ganser C, Schmied F et al (2013) Adhesion of cellulose fibers in paper. J Phys: Condens Matter 25:045002. https://doi.org/10.1088/0953-8984/25/4/045002
Salmén L, Berthold J (1997) The swelling ability of pulp fibres. In: Fundamentals of papermaking materials. pp 683–701
Suess HU (2010) Bleaching of chemical pulp. Pulp bleaching today. Walter de Gruyter GmbH & Co. KG, Berlin/New York, pp 45–200
Tajvidi M, Najafi SK, Moteei N (2006) Long-term water uptake behavior of natural fiber/polypropylene composites. J Appl Polym Sci 99:2199–2203. https://doi.org/10.1002/app.21892
Tang Y, Jin XY (2012) Study on flushability testing of wood pulp composite spunlaced nonwovens. Advanced Materials Research 610–613:490–493. https://doi.org/10.4028/www.scientific.net/amr.610-613.490
Tejado A, van de Ven TGM (2010) Why does paper get stronger as it dries? Mater Today 13:42–49. https://doi.org/10.1016/S1369-7021(10)70164-4
van de Ven TGM (2008) Capillary forces in wet paper. Ind Eng Chem Res 47:7250–7256. https://doi.org/10.1021/ie800423r
Yang D, Stimpson TC, Soucy J et al (2019) Increasing wet adhesion between cellulose surfaces with polyvinylamine. Cellulose 26:341–353. https://doi.org/10.1007/s10570-018-2165-9
Zambrano MC, Pawlak JJ, Daystar J et al (2019) Microfibers generated from the laundering of cotton, rayon and polyester based fabrics and their aquatic biodegradation. Mar Pollut Bull 142:394–407. https://doi.org/10.1016/j.marpolbul.2019.02.062
Zhang Y, Jin X (2018) The influence of pressure sum, fiber blend ratio, and basis weight on wet strength and dispersibility of wood pulp/Lyocell wetlaid/spunlace nonwovens. J Wood Sci 64:256–263. https://doi.org/10.1007/s10086-018-1699-7
Zhang Y, Zhao Y, Latifi M et al (2018) Investigation of the mechanical and dispersible properties of wood pulp/Danufil wetlaid nonwovens with/without hydroentanglement. J Text Inst 109:647–655. https://doi.org/10.1080/00405000.2017.1362747
Zhang Y, Deng C, Wang Y et al (2019a) A new dispersible moist wipe from wetlaid/spunlace nonwoven: Development and characterization. J Ind Text 48:1136–1150. https://doi.org/10.1177/1528083718757524
Zhang Y, Xu Y, Zhao Y et al (2019b) Effects of short-cut fiber type and water-jet pressure sum on wet strength and dispersibility of wood pulp-based wetlaid/spunlace wipes. Eur J Wood Wood Prod 77:33–43. https://doi.org/10.1007/s00107-018-1369-x
Zhang Y, Guo K, Zhan H et al (2021) Investigation of the wet strength and handle properties of wood pulp-based wetlaid/spunlace materials with different moisture contents. Eur J Wood Wood Prod. https://doi.org/10.1007/s00107-021-01684-4
Funding
Open access funding provided by Graz University of Technology. The financial support by the Austrian Federal Ministry for Digital and Economic Affairs and the National Foundation for Research Technology and Development is gratefully acknowledged.
Author information
Authors and Affiliations
Contributions
The manuscript was written through contributions of all authors. All authors have given approval to the final version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethics approval
This chapter does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Harter, T., Steiner, H. & Hirn, U. Investigating mechanisms deteriorating the dispersibility of biodegradable and flushable wet wipes. Cellulose 29, 8827–8842 (2022). https://doi.org/10.1007/s10570-022-04816-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-022-04816-y