
Abstract
The mechanical reinforcement of porous materials made of microfibrillated cellulose by in situ polymerisation of furfuryl alcohol prior to freeze-drying from aqueous slurry was studied. Besides a slight improvement in the modulus of elasticity measured in compression testing, no beneficial effects of furfuryl alcohol addition on porous materials produced from microfibrillated cellulose derived from bleached softwood pulp were observed. By contrast, when microfibrillated cellulose containing substantial amounts of residual non-cellulosic cell wall polymers, termed microfibrillated lignocellulose, was used, clear mechanical reinforcement effects due to furfuryl alcohol addition were measured. By means of SEM, significantly improved wetting of the cellulosic fibrillary architecture of porous materials with furfuryl alcohol was observed for microfibrillated lignocellulose compared to microfibrillated cellulose. It is proposed that the specific surface-chemical character of microfibrillated lignocellulose enables wetting of fibrils with furfuryl alcohol, thus providing micron fibre-reinforced structures with improved strength after in situ polymerisation. Besides mechanical properties, the density and thermal stability of cellulose-based porous materials were found to increase with increasing amounts of furfuryl alcohol added to the initial reaction slurry.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Low-density cellulosic materials are of interest due to their high inner surface, high toughness, and thermally insulating properties (Aulin et al. 2010; De France et al. 2017; Lavoine and Bergstrom 2017; Srinivasa et al. 2015; Wicklein et al. 2015). At laboratory scale, a bottom-up approach based on cellulose solutions or suspensions of microfibrillated cellulose dried in supercritical carbon dioxide or by means of freeze-drying is most commonly followed. Recently, a top-down approach involving the removal of lignin from solid wood and subsequent freeze-drying has been proposed (Li et al. 2018). Using this approach, anisotropic features similar to special ice-templating (Lee and Deng 2011) and densification methods (Plappert et al. 2017) are obtained. Potential applications of low-density cellulosic solids comprise examples as diverse as thermal insulation (Li et al. 2018; Plappert et al. 2017; Wicklein et al. 2015), packaging (Svagan et al. 2011; 2010; 2008), oil adsorption (Korhonen et al. 2011; Tarrés et al. 2016; Zhang et al. 2014), or supercapacitors (Li et al. 2016; Zu et al. 2016).
As shown by Sehaqui et al. (2010), (2011), the density of isotropic porous microfibrillated cellulose-based solids is the main determinant of mechanical strength and stiffness. Beyond that, combinations of microfibrillated cellulose and polymeric binders or matrices may provide further improvements in mechanical stability. Due to the inherent hydrophilicity of native cellulose and due to the fact that microfibrillated cellulose is typically produced by means of fibrillation in aqueous state, water soluble systems are of primary interest. In previous studies (Ago et al. 2016; Svagan et al. 2011; 2008), starch has been successfully used to produce fully biodegradable high performance microfibrillated cellulose foams. Furthermore, water soluble synthetic polyvinyl alcohol (PVOH) has been used to prepare PVOH-cellulose hybrid aerogels (Zheng et al. 2014). When using polymers insoluble in water, solvent exchange with organic solvents is applied (Pircher et al. 2014). Finally, chemical cross linking (Kim et al. 2015; Yang and Cranston 2014) may also provide additional stabilisation.
With regard to chemical cross-linking, furfuryl alcohol (FA) has been repeatedly used in bio-based foams on the basis of either lignin (Tondi et al. 2016) or tannins (Reyer et al. 2016; Szczurek et al. 2016). Modification of solid wood with FA, often referred to as “furfurylation”, has been known since decades. In recent years, new furfurylation processes applying new catalytic systems and process additives have been developed. As reported by Lande et al. (2008), the properties of furfurylated wood strongly depend on the retention of polymerised furfuryl alcohol (PFA) in the wood structure. At high modification levels, i.e. high retention of PFA, a whole bunch of properties are improved. This particularly involves hardness, resistance to microbial decay and insect attack, dimensional stability as well as bending strength and modulus of elasticity. FA may be considered a green chemical, since it is industrially produced by hydrogenation of furfural, which is itself typically derived from waste bio-mass such as corncobs or sugar cane bagasse (Mariscal et al. 2016). Despite its bio-based character, FA is attractive due to its high reactivity and the option of processing in mixtures with aqueous systems (Gandini et al. 2016). Even though the process of wood furfurylation has been known for a long time, the exact mechanisms of how FA interacts with wood constituents during in situ polymerization are not yet fully understood. Usually, furfurylation is carried out by impregnating wood with a mixture of FA and catalysts after which the impregnated wood is heated to induce polymerisation. As shown by Nordstierna et al. (2008), aromatic lignin units with hydroxyl groups are highly reactive towards the polymerising PFA chain and the polymerising FA was found to covalently bind to lignin model compounds. Thus, this supports the hypothesis that the furan polymer in furfurylated wood is similarly grafted to wood lignin. Ehmcke et al. (2017) used cellular ultraviolet microspectrophotometry (UMSP) to analyze chemical alterations of individual cell wall layers of furfurylated radiata pine. The UV-absorbance of modified samples increased significantly compared to the untreated controls, indicating a strong polymerization of the aromatic compounds. Highest UV-absorbances were found in areas with the highest lignin concentration. The UMSP images of individual cell wall layers again suggest the occurrence of condensation reactions between lignin and FA. However, the extent of covalent linkages between PFA and lignin remains largely unknown. Apart from furfurylation of solid wood, several studies reporting on composite materials from cellulose-based fibres and PFA can be found in literature. Pranger and Tannenbaum (2008) as well as Pranger et al. (2012) prepared nanocomposites by in situ polymerisation of furfuryl alcohol in the presence of low amounts of cellulose nanowhiskers (CNW). Sulfonic acid residues present at the CNW surface were found to catalyse FA polymerisation. Prepared CNW/PFA nanocomposites exhibited increased thermal stability as well as enhanced breaking strength and toughness as compared to unfilled and filled PFA systems previously described in literature. Another group of authors used cellulose extracted from cotton (Motaung et al. 2016) and flax fibres (Motaung et al. 2018) for the preparation of cellulose/PFA composites. Again, higher thermal stability and better flexural strength and modulus were found for cellulose/PFA composites as compared to the neat PFA matrix.
In the present study, the option of improving the mechanics of porous cellulosic materials by means of in situ polymerisation of FA is evaluated. Two variants of microfibrillated cellulose with known differences in surface chemistry due to differing chemical composition were used in order to ensure optimum compatibility between the cellulosic scaffold and the in situ polymerised FA-based binder.
Materials and methods
Preparation of porous materials
For the preparation of porous materials, two types of microfibrillated cellulose were used, which are both described in more detail elsewhere (Winter et al. 2017). Briefly, microfibrillated cellulose produced by mechanical refining of bleached softwood kraft pulp, termed MFC, was purchased from the University of Maine. According to the manufacturer, the pulp used as a starting material for MFC preparation comprises of 80–85 wt% cellulose, 15–20 wt% hemicelluloses and < 0.1 wt% residual lignin (kappa number ~ 0.5). Fibrils have a nominal width of 50 nm and a length of up to several hundred microns. In parallel, organosolv-pulped beech wood-derived microfibrillated cellulose with 8.5% residual lignin content and a hemicellulose content of around 10 wt%, termed MFLC (microfibrillated lignocellulose), was used. With a crystallinity index of 0.70 for MFC and 0.74 for MFLC, both cellulose materials used show similar crystallinity (Winter et al. 2017). The choice of these two fibril variants was motivated by their repeatedly observed differences in surface-chemical properties, with MFLC being essentially less polar than MFC (Ballner et al. 2016; Herzele et al. 2016; Winter et al. 2017; Yan et al. 2016). Aqueous fibril slurries were adjusted to a solid content of 4 wt%. Furfuryl alcohol (FA, 98% purity, Aldrich) and appropriate aliquots of maleic anhydride (≥ 98% purity, Fluka), i.e. 5 wt% with regard to the amount of FA used, were added to the slurry. The mass fraction of FA (related to the overall solids of the mixture) was set to 0.00, 0.03, 0.06, 0.11, 0.20, 0.33 and 0.50. Additionally, a sample of pure PFA was prepared for IR spectroscopy and TGA experiments. After mixing with a hand blender (T 10 basic Ultra Turrax, IKA-Werke, Staufen, Germany) operated at 20.500 min−1, the mixtures were transferred to 2 ml Eppendorf tubes and placed in a drying oven at 80 °C for 24 h. Thereafter, the tubes were opened and all mixtures were frozen in a cold box (B 35-85, Fryka-Kältetechnik, Esslingen, Germany) at − 80 °C. Finally, the frozen samples were transferred to a freeze-dryer (Alpha 1-2 LDplus, Martin Christ Gefriertrocknungsanlagen, Osterode am Harz, Germany) and lyophilized at 0.37 mbar (corresponding to a temperature of − 30 °C) for 72 h.
Characterisation
Scanning electron microscopy (SEM) was carried out with gold-coated specimens in a Quanta™ 250 FEG from FEI in high-vacuum secondary electron mode.
ATR-Fourier-transform infrared spectra were obtained with a Perkin–Elmer Frontier FT-IR spectrometer equipped with an attenuated total reflection (ATR) Zn/Se crystal. For FT-IR measurements, one specimen was cut from each of the lyophilized samples and scanned twice from 4000 to 650 cm−1 at 4 cm−1 resolution to calculate an average spectrum. All spectra were normalized for comparison and smoothed by applying a Savitzky–Golay filter (third degree polynomial at an interval of 25).
Thermogravimetric analysis (TGA) was carried out using a Netzsch TGA device (TG 209 F1 Iris, Netzsch, Selb, Germany). TGA specimens weighing between 2 and 3 mg were prepared from the freeze-dried material and placed into an 85 µl aluminium oxide crucible. TGA runs were conducted from room temperature to 800 °C with a heating rate of 10 K min−1 and a nitrogen flow rate of 20 ml min−1. Two samples were measured for each specimen group.
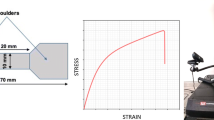
Compression testing was done on a Zwick-Roell Z020 universal testing machine equipped with a 500 N load cell. Tests were carried out with cylindrical specimens (diameter = 8 mm, height = 6 mm) at a deformation rate of 1 mm min−1. The apparent modulus of elasticity was determined by fitting a linear regression to the first, quasi-linear portion of the stress–strain curve. As suggested by Christensen (2008), yield stress was determined from the second derivative of the stress strain curve. It was assumed that the strain at which the second derivative, d2σ/dε2, achieves a maximum value (εy) is a transition point and the associated stress (σy) was taken as the yield stress. This point designates the transition from the previous nearly ideally elastic behaviour to the following behaviour approaching perfectly plastic flow. In cases where a clear stress maximum was present, this local stress maximum was taken as the yield stress for practical reasons.
Results and discussion
Microstructure and density of porous materials
Figure 1 shows the macroscopic optical appearance of all variants produced. While freeze-dried pure MFC, being produced from bleached pulp, is brightly white, its counterpart MFLC is of brown colour due to its significant content of residual lignin. For both variants, increasing content of polymerised furfuryl alcohol manifests itself in progressively darker grades of brown.

Freeze-dried MFC and MFLC samples with increasing content of polymerised furfuryl alcohol as used for compression testing
Scanning electron microscopy of freeze-dried MFC and MFLC reveals an open-porous structure for both fibril variants with no obvious differences in terms of characteristic fibril size or morphology (Fig. 2). Microporous structures as often described for lightweight materials produced by freeze-drying of microfibrillated cellulose (Josset et al. 2017; Lee and Deng 2011) were present with characteristic pore diameter of approx. 50 µm, but not very well defined in the structures observed. At higher magnifications, residual non-cellulosic cell wall constituents are clearly apparent as amorphous matrix covering the cellulose fibrils present in MFLC (Fig. 2d).

SEM images of freeze-dried MFC (a, c) and MFLC (b, d) at different magnifications
In the FA-modified MFC specimens, cellulose fibrils were abundantly decorated with microspheres with a typical diameter between one and two microns (Fig. 3a, c). It is proposed that these microspheres are PFA, which polymerised during specimen preparation according to reaction 1 (Fig. 4), but apparently lacks wetting and spreading onto MFC. Quite contrarily, MFLC specimens only sporadically show microspheres (Fig. 3b, d). Here, the cellulose fibrillary network shows a denser and much less porous character than the open porous structure seen in MFC. It is suggested that this denser and less porous structure of MFLC specimens is caused by the wetting and infiltration of cellulose fibrils by FA, providing a significant reinforcement effect upon in situ polymerisation. Considering the furanic ring structure present in FA, wetting of lignin-containing microfibrillated cellulose, which was shown to provide considerably improved miscibility with non-polar solvents and polymers compared to MFC produced from bleached pulp (Ballner et al. 2016; Herzele et al. 2016; Winter et al. 2017; Yan et al. 2016), seems highly plausible for furfuryl alcohol. Apart from better wetting and interpenetration, the FA monomer may also directly react with lignin units found in MFLC according to reaction 2 (Fig. 4), ultimately resulting in a covalent bond between the furan polymer and the lignocellulosic fibre.

SEM images of furfuryl alcohol-modified freeze-dried MFC (a, c) and MFLC (b, d) at different magnifications

Main reactions involved in the polymerization of furfuryl alcohol. Formation of a methylene bridge through condensation of two FA monomers (1) and suggested reaction between FA and a lignin unit (coniferyl alcohol) as present in MFLC (2)
Since the content of fibrils in the slurry used for production of porous materials was kept constant, addition of furfuryl alcohol resulted in an overall increase in effective solids content of the slurry and, consequently, also in the density of freeze-dried specimens as shown in Fig. 5a and b. The resulting average densities range from minimum values of 40 kg m−3 for variants with no or only small amounts of FA added, up to 85 kg m−3 for the variants with highest FA content. However, the back-calculated density of cellulose fibrils material alone is much less variable (Fig. 5c and d) and rather constant irrespective of the amount of FA added. Thus, the two sets of samples contain roughly the same amount of cellulose and variable amounts of PFA.

Density of freeze-dried MFC- (a) and MFLC- (b) compounds containing various amounts of furfuryl alcohol (FA) and calculated density of the unreinforced MFC- (c) and MFLC- (d) fibril network. For the calculation of fibril density, the PFA matrix was subtracted from the overall compound density
IR-spectroscopy and thermogravimetric analysis
ATR FT-IR spectra of porous MFC and MFLC specimens with varying amounts of FA are shown in Fig. 6. Overall, the spectral features of (ligno-)cellulose dominate as opposed to PFA-specific absorption bands. However, at higher FA contents, the absorption spectra of the compounds typically start approaching the spectrum of pure PFA. This is most obvious at 1715 cm−1 where both the PFA and the compounds show a pronounced peak which clearly increases with increasing amount of FA added to the reaction slurry. According to Pranger and Tannenbaum (2008), this peak is assigned to C=O stretching of γ-diketones formed by hydrolytic ring opening of some of the furan rings along the PFA chain. However, these furan ring opening reactions may be considered side reactions leading to intermediate products that do not influence the overall rate of polymerization (Conley and Metil 1963). The peaks at 1615, 1560 and 1507 cm−1 present in the spectrum of PFA are typical to furanics and can be assigned to C=C stretching vibrations in aromatic compounds (Tondi et al. 2015). While compounds with a low FA content do not show significant absorption in this area, clear peaks may be discerned for the compounds containing 33 and 50% FA. The peak at 1507 cm−1 is associated to asymmetric stretching of aromatic C=C–H groups (Tondi et al. 2015) which are, apart from furanics, also found in phenolic lignin compounds. Since this peak is lacking for pure MFC but clearly appears in MFLC, this indicates the presence of residual lignin in the latter case. Between 1450 and 1150 cm−1 the compounds’ absorption gradually increases from MF(L)C to PFA according to the FA content. The pronounced peak at 780 cm−1 in the PFA spectrum is associated to C–H bending of conjugated polyheteroaromatic furan rings (Tondi et al. 2015) and appears also in compounds containing 33 and 50% FA.

ATR FT-IR spectra of MFC- (a) and MFLC- (b) poly(furfuryl alcohol) compounds. Percent FA indicates the mass percentage of furfuryl alcohol added to the initial reaction slurry. Wavenumbers higher than 1900 cm−1 are not shown since this spectral area did not contain any relevant information
The thermal stability of all variants evaluated by means of TGA shows clear changes correlated with increasing content of polymerized FA in the porous structures (Fig. 7). Pure MFC and MFLC both show a typical sigmoidal decomposition curve with an abrupt decomposition starting at an onset temperature of around 320 °C for MFC and 342 °C for MFLC. Thus, pure MFLC showed a slightly higher thermal stability compared to pure MFC which may be explained by differences in cellulose crystallinity (crystallinity index = 0.70 for MFC and 0.74 for MFLC) and/or degree of polymerisation due to different sources and processing conditions. With increasing percentage of FA, the shape of the curves changes to a more gradual decomposition behaviour typical to pure PFA resin. The latter also showed a remarkably high thermal stability with a residual weight of around 45% after heating to 800 °C in air atmosphere. Compounds with a higher FA content initially show a slight mass loss between 100 and 175 °C which is attributed to the evaporation of residual monomeric FA. These specimens also showed a substantial mass loss prior to the degradation of cellulose but retained more weight at temperatures above 400 °C. This can be quantified by comparing the temperatures at which the samples still retain 90% of their initial weight. This temperature equals around 315 °C for pure (ligno)cellulose and declines to about 240 °C for specimens containing 50% FA. Subsequently, pure MF(L)C samples undergo a rapid decomposition and the curves drop to around 18% remaining mass while 50% FA samples retained about 33% of their initial mass right after cellulose degradation occurring at around 400 °C. Differences in the decomposition rate of individual PFA compounds are also clearly obvious from DTG curves (Fig. 7b and d). The decomposition of pure PFA occurs quite gradually resulting in a broad decomposition range. According to Guigo et al. (2009), scission of PFA chains starts at temperatures around 200 °C and reaches local maxima at around 350 °C and 430 °C attributable to scission of methylene and methyne linkages as well as scission of the furan ring together with continuation of methylene scission, respectively. In the present study, the DTG curves of both pure PFA and compounds containing at least 33% FA show a clear shoulder at temperatures above 400 °C which may be attributed to the scission of furan rings as mentioned above. Unlike pure PFA, all compounds containing cellulose fibres show a sharp decomposition peak. It can be noted that the higher the FA content of the compound, the lower its thermal decomposition rate and the higher the release of unreacted FA at temperatures around 150 °C.

TGA and DTG curves of MFC- (a, b) and MFLC- (c, d) compounds containing various amounts of furfuryl alcohol (FA)
Compression properties
From a general view point of mechanics of cellular solids (Ali and Gibson 2013), which is in good agreement with numerous experimental results (Ago et al. 2016; Donius et al. 2014; Jimenez-Saelices et al. 2017; Josset et al. 2017; Sehaqui et al. 2010; 2011; Svagan et al. 2011), the compression strength and stiffness of porous MFC materials is expected to show a positive correlation with increasing density (Fig. 8).

Relationship between foam density and the modulus of elasticity as well as compression yield stress of microfibrillated cellulose foams from literature
In the present study, no such clear trend was observed neither for strength nor for the modulus of elasticity (Fig. 9). Both the modulus of elasticity and the yield stress derived from compression tests show high variability, spanning a range of values from 1000 to 10,000 kPa and 50–200 kPa, respectively. However, the systematic increase in compound density with increasing furfuryl alcohol content (Fig. 5) does not result in a corresponding linear increase in mechanical performance, as one would expect based on foam mechanics (Ali and Gibson 2013). A more detailed analysis of the results from mechanical testing, considering different amounts of PFA present in the porous material structures, is shown in Fig. 10.

Relationship between density and the modulus of elasticity as well as compression yield stress for MFC- and MFLC-based porous materials

Effect of furfuryl alcohol addition on the modulus of elasticity and compressive yield strength of MFC- (a, b) and MFLC- (c, d) based porous materials
Pure MFC specimens show a modulus of elasticity of 2435 ± 750 kPa and a yield stress of 98 ± 29 kPa. By comparison, pure MFLC shows lower performance with 2005 ± 712 kPa for the modulus and 83 ± 25 kPa for yield stress, respectively, in spite of slightly higher density values for the latter material (Fig. 5). Addition of FA has different effects on the two variants of fibrillated material used. For MFC, addition of FA results in an increase in variability of the modulus of elasticity, and a trend towards higher values. However, no systematic correlation is apparent, or, if present, obscured by high variability. As for yield stress, no significant effect of the presence of PFA in the specimens is observed. By contrast, very clear effects were observed when MFLC instead of MFC was used. Again, a very significant increase in the variability of the modulus of elasticity is observed upon addition of FA. Even so, a positive effect of FA addition on the modulus is obvious. In the variant with highest content of PFA (50% MFLC, 50% PFA), the average modulus of elasticity is 6828 ± 1783 kPa, which corresponds to a roughly threefold increase compared to unreinforced MFLC. With regard to compressive yield stress, effects of FA addition are also evident. In spite of high variability, an initial linear increase of yield stress with increasing amounts of FA added is discernible, reaching maximum values of 177 ± 26 kPa at 33% content of PFA. For the variant with highest PFA content, a decrease in yield stress is observed. To summarise the results shown in Fig. 10 it can be said that the addition of FA has clearly positive effects on the compressive performance of freeze-dried MFLC, whereas this is hardly the case for MFC.
The shape of stress–strain curves recorded during compression testing of MFC and MFLC materials (Fig. 11) provides more insights into the different mechanical behaviour of these materials. Stress strain curves were similar in shape for the pure MFC and MFLC variants, respectively, and also for all PFA-reinforced MFC specimens. Typically, these stress–strain curves were smooth, and an initial quasi-linear section was followed by a transition to a region of further compression at steadily but moderately increasing stress, until stress increased again rapidly in the final densification phase beyond 70% strain. This behaviour is typical of unreinforced foams of fibrillated cellulose (Ali and Gibson 2013; Sehaqui et al. 2010). Quite contrarily, PFA-reinforced MFLC specimens showed a clear first stress maximum after the initial quasi linear elastic region, which was followed by a plateau region of more or less constant stress concluded by the final densification zone at high strain. A similar change in the shape of compression curves from ductile towards brittle fracture is observed when solid wood cell walls are modified with brittle polymer (Gindl et al. 2003).

Representative stress–strain curves for MFC, furfuryl-alcohol reinforced MFC and unreinforced MFLC (a) as well as furfuryl-alcohol reinforced MFLC (b)
It is thus proposed that the cellular architecture of freeze-dried MFLC foams is significantly altered by FA addition. SEM images of freeze-dried specimens with FA addition (Fig. 3) confirm this assumption and also indicate a potential mechanism behind the significantly different behaviour of MFC and MFLC observed in this regard.
Conclusions
The results shown in the present study clearly demonstrate that a simple approach of reinforcing porous MFC architectures with PFA by means of in situ polymerisation in aqueous slurry and subsequent freeze-drying is not feasible with standard MFC produced from bleached wood pulp, as there is insufficient wetting between the two phases (cellulose and furfuryl alcohol) of the compound. By contrast, MFLC containing substantial amounts of residual non-cellulosic wood polymers, affords good wettability with furfuryl alcohol and, consequently, a more homogeneous distribution of polymerized FA throughout the lignocellulose scaffold. Although not analysed more closely, the results of the present study thus indicate a strong affinity of FA towards non-cellulosic cell wall constituents during in situ polymerization, ultimately resulting in excellent mechanical reinforcement of porous structures after freeze-drying. Thus modification of MFLC with furfuryl alcohol and subsequent freeze-drying provides a way to prepare lightweight lignocellulosic materials with improved strength and stiffness. In future, such porous materials could provide a bio-based alternative to polystyrene-based foams which are currently extensively used in thermal insulation and packaging applications.
References
Ago M, Ferrer A, Rojas OJ (2016) Starch-based biofoams reinforced with lignocellulose nanofibrils from residual palm empty fruit bunches: water sorption and mechanical strength. ACS Sustain Chem Eng 4:5546–5552. https://doi.org/10.1021/acssuschemeng.6b01279
Ali ZM, Gibson LJ (2013) The structure and mechanics of nanofibrillar cellulose foams. Soft Matter 9:1580–1588. https://doi.org/10.1039/C2SM27197D
Aulin C, Netrval J, Wågberg L, Lindström T (2010) Aerogels from nanofibrillated cellulose with tunable oleophobicity. Soft Matter 6:3298. https://doi.org/10.1039/c001939a
Ballner D et al (2016) Lignocellulose nanofiber-reinforced polystyrene produced from composite microspheres obtained in suspension polymerization shows superior mechanical performance. ACS Appl Mater Interfaces. https://doi.org/10.1021/acsami.6b01992
Christensen RM (2008) Observations on the definition of yield stress. Acta Mech 196:239–244. https://doi.org/10.1007/s00707-007-0478-0
Conley RT, Metil I (1963) An investigation of the structure of furfuryl alcohol polycondensates with infrared spectroscopy. J Appl Polym Sci 7:37–52. https://doi.org/10.1002/app.1963.070070104
De France KJ, Hoare T, Cranston ED (2017) Review of hydrogels and aerogels containing nanocellulose. Chem Mater 29:4609–4631. https://doi.org/10.1021/acs.chemmater.7b00531
Donius AE, Liu A, Berglund LA, Wegst UGK (2014) Superior mechanical performance of highly porous, anisotropic nanocellulose–montmorillonite aerogels prepared by freeze casting. J Mech Behav Biomed Mater 37:88–99. https://doi.org/10.1016/j.jmbbm.2014.05.012
Ehmcke G, Pilgård A, Koch G, Richter K (2017) Topochemical analyses of furfuryl alcohol-modified radiata pine (Pinus radiata) by UMSP, light microscopy and SEM. Holzforschung 71:821–831. https://doi.org/10.1515/hf-2016-0219
Gandini A, Lacerda TM, Carvalho AJF, Trovatti E (2016) Progress of polymers from renewable resources: furans, Vegetable Oils, and Polysaccharides. Chem Rev 116:1637–1669. https://doi.org/10.1021/acs.chemrev.5b00264
Gindl W, Müller U, Teischinger A (2003) Transverse compression strength and fracture of spruce wood modified by melamine-formaldehyde impregnation of cell walls. Wood Fiber Sci 35:239–246
Guigo N, Mija A, Zavaglia R, Vincent L, Sbirrazzuoli N (2009) New insights on the thermal degradation pathways of neat poly(furfuryl alcohol) and poly(furfuryl alcohol)/SiO < inf > 2</inf > hybrid materials. Polym Degrad Stab 94:908–913. https://doi.org/10.1016/j.polymdegradstab.2009.03.008
Herzele S, Veigel S, Liebner F, Zimmermann T, Gindl-Altmutter W (2016) Reinforcement of polycaprolactone with microfibrillated lignocellulose. Ind Crops Prod 93:302–308. https://doi.org/10.1016/j.indcrop.2015.12.051
Jimenez-Saelices C, Seantier B, Cathala B, Grohens Y (2017) Spray freeze-dried nanofibrillated cellulose aerogels with thermal superinsulating properties. Carbohydr Polym 157:105–113. https://doi.org/10.1016/j.carbpol.2016.09.068
Josset S et al (2017) Microfibrillated cellulose foams obtained by a straightforward freeze–thawing–drying procedure. Cellulose 24:3825–3842. https://doi.org/10.1007/s10570-017-1377-8
Kim CH, Youn HJ, Lee HL (2015) Preparation of cross-linked cellulose nanofibril aerogel with water absorbency and shape recovery. Cellulose 22:3715–3724. https://doi.org/10.1007/s10570-015-0745-5
Korhonen JT, Kettunen M, Ras RHA, Ikkala O (2011) Hydrophobic nanocellulose aerogels as floating, sustainable, reusable, and recyclable oil absorbents. ACS Appl Mater Interfaces 3:1813–1816. https://doi.org/10.1021/am200475b
Lande S, Westin M, Schneider M (2008) Development of modified wood products based on furan chemistry. Mol Cryst Liq Cryst 484:1/[367]–312/[378]. https://doi.org/10.1080/15421400801901456
Lavoine N, Bergstrom L (2017) Nanocellulose-based foams and aerogels: processing, properties, and applications. J Mater Chem A 5:16105–16117. https://doi.org/10.1039/c7ta02807e
Lee J, Deng Y (2011) The morphology and mechanical properties of layer structured cellulose microfibril foams from ice-templating methods. Soft Matter 7:6034. https://doi.org/10.1039/c1sm05388d
Li Z, Liu J, Jiang K, Thundat T (2016) Carbonized nanocellulose sustainably boosts the performance of activated carbon in ionic liquid supercapacitors. Nano Energy 25:161–169. https://doi.org/10.1016/j.nanoen.2016.04.036
Li T et al (2018) Anisotropic, lightweight, strong, and super thermally insulating nanowood with naturally aligned nanocellulose. Sci Adv. https://doi.org/10.1126/sciadv.aar3724
Mariscal R, Maireles-Torres P, Ojeda M, Sadaba I, Lopez Granados M (2016) Furfural: a renewable and versatile platform molecule for the synthesis of chemicals and fuels. Energy Environ Sci 9:1144–1189. https://doi.org/10.1039/c5ee02666k
Motaung TE, Gqokoma Z, Linganiso LZ, Hato MJ (2016) The effect of acid content on the poly(furfuryl) alcohol/cellulose composites. Polym Compos 37:2434–2441. https://doi.org/10.1002/pc.23428
Motaung TE, Mngomezulu ME, Hato MJ (2018) Effects of alkali treatment on the poly(furfuryl) alcohol–flax fibre composites. J Thermoplast Compos Mater 31:48–60. https://doi.org/10.1177/0892705716679478
Nordstierna L, Lande S, Westin M, Karlsson O, Furó I (2008) Towards novel wood-based materials: chemical bonds between lignin-like model molecules and poly(furfuryl alcohol) studied by NMR. Holzforschung 62:709–713. https://doi.org/10.1515/hf.2008.110
Pircher N, Veigel S, Aigner N, Nedelec JM, Rosenau T, Liebner F (2014) Reinforcement of bacterial cellulose aerogels with biocompatible polymers. Carbohydr Polym 111:505–513
Plappert SF, Nedelec J-M, Rennhofer H, Lichtenegger HC, Liebner FW (2017) Strain hardening and pore size harmonization by uniaxial densification: a facile approach toward superinsulating aerogels from nematic nanofibrillated 2,3-dicarboxyl cellulose. Chem Mater 29:6630–6641. https://doi.org/10.1021/acs.chemmater.7b00787
Pranger L, Tannenbaum R (2008) Biobased nanocomposites prepared by in situ polymerization of furfuryl alcohol with cellulose whiskers or montmorillonite clay. Macromolecules 41:8682–8687. https://doi.org/10.1021/ma8020213
Pranger LA, Nunnery GA, Tannenbaum R (2012) Mechanism of the nanoparticle-catalyzed polymerization of furfuryl alcohol and the thermal and mechanical properties of the resulting nanocomposites. Compos B Eng 43:1139–1146. https://doi.org/10.1016/j.compositesb.2011.08.010
Reyer A, Tondi G, Berger RJF, Petutschnigg A, Musso M (2016) Raman spectroscopic investigation of tannin-furanic rigid foams. Vib Spectrosc 84:58–66. https://doi.org/10.1016/j.vibspec.2016.03.005
Sehaqui H, Salajkova M, Zhou Q, Berglund LA (2010) Mechanical performance tailoring of tough ultra-high porosity foams prepared from cellulose I nanofiber suspensions. Soft Matter 6:1824–1832. https://doi.org/10.1039/B927505C
Sehaqui H, Zhou Q, Berglund LA (2011) High-porosity aerogels of high specific surface area prepared from nanofibrillated cellulose (NFC). Compos Sci Technol 71:1593–1599. https://doi.org/10.1016/j.compscitech.2011.07.003
Srinivasa P, Kulachenko A, Aulin C (2015) Experimental characterisation of nanofibrillated cellulose foams. Cellulose 22:3739–3753. https://doi.org/10.1007/s10570-015-0753-5
Svagan AJ, Samir MASA, Berglund LA (2008) Biomimetic foams of high mechanical performance based on nanostructured cell walls reinforced by native cellulose nanofibrils. Adv Mater 20:1263–1269. https://doi.org/10.1002/adma.200701215
Svagan AJ, Jensen P, Dvinskikh SV, Furó I, Berglund LA (2010) Towards tailored hierarchical structures in cellulose nanocomposite biofoams prepared by freezing/freeze-drying. J Mater Chem 20:6646–6654. https://doi.org/10.1039/c0jm00779j
Svagan AJ, Berglund LA, Jensen P (2011) Cellulose nanocomposite biopolymer foam—hierarchical structure effects on energy absorption. ACS Appl Mater Interfaces 3:1411–1417. https://doi.org/10.1021/am200183u
Szczurek A, Fierro V, Thébault M, Pizzi A, Celzard A (2016) Structure and properties of poly(furfuryl alcohol)-tannin polyHIPEs. Eur Polym J 78:195–212. https://doi.org/10.1016/j.eurpolymj.2016.03.037
Tarrés Q, Oliver-Ortega H, Llop M, Pèlach MÀ, Delgado-Aguilar M, Mutjé P (2016) Effective and simple methodology to produce nanocellulose-based aerogels for selective oil removal. Cellulose 23:3077–3088. https://doi.org/10.1007/s10570-016-1017-8
Tondi G, Link M, Oo CW, Petutschnigg A (2015) A simple approach to distinguish classic and formaldehyde-free tannin based rigid foams by ATR FT-IR. J Spectrosc. https://doi.org/10.1155/2015/902340
Tondi G et al (2016) Lignin-based foams: production process and characterization. Bioresources 11:2972–2986. https://doi.org/10.15376/biores.11.2.2972-2986
Wicklein B, Kocjan A, Salazar-Alvarez G, Carosio F, Camino G, Antonietti M, Bergstrom L (2015) Thermally insulating and fire-retardant lightweight anisotropic foams based on nanocellulose and graphene oxide. Nat Nanotechnol 10:277–283. https://doi.org/10.1038/nnano.2014.248
Winter A et al (2017) Reduced polarity and improved dispersion of microfibrillated cellulose in poly(lactic-acid) provided by residual lignin and hemicellulose. J Mater Sci 52:60–72. https://doi.org/10.1007/s10853-016-0439-x
Yan Y et al (2016) Microfibrillated lignocellulose enables the suspension-polymerisation of unsaturated polyester resin for novel composite applications. Polymers 8:255
Yang X, Cranston ED (2014) Chemically cross-linked cellulose nanocrystal aerogels with shape recovery and superabsorbent properties. Chem Mater 26:6016–6025. https://doi.org/10.1021/cm502873c
Zhang Z, Sebe G, Rentsch D, Zimmermann T, Tingaut P (2014) Ultralightweight and flexible silylated nanocellulose sponges for the selective removal of oil from water. Chem Mater 26:2659–2668. https://doi.org/10.1021/cm5004164
Zheng Q, Cai Z, Gong S (2014) Green synthesis of polyvinyl alcohol (PVA)-cellulose nanofibril (CNF) hybrid aerogels and their use as superabsorbents. J Mater Chem A 2:3110–3118. https://doi.org/10.1039/c3ta14642a
Zu G, Shen J, Zou L, Wang F, Wang X, Zhang Y, Yao X (2016) Nanocellulose-derived highly porous carbon aerogels for supercapacitors. Carbon 99:203–211. https://doi.org/10.1016/j.carbon.2015.11.079
Acknowledgments
Open access funding provided by University of Natural Resources and Life Sciences Vienna (BOKU).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Lems, EM., Winklehner, S., Hansmann, C. et al. Reinforcing effect of poly(furfuryl alcohol) in cellulose-based porous materials. Cellulose 26, 4431–4444 (2019). https://doi.org/10.1007/s10570-019-02348-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-019-02348-6