
Abstract
The direct epoxidation of mixed ethene and propene feedstocks using hydrogen peroxide over a titanium silicalite (TS-1) catalyst was investigated within a continuous trickle bed reactor operating in laboratory scale. Methanol was employed as the reaction solvent. This study aimed to streamline the epoxidation process by obviating the need for prior separation of alkenes, thereby enhancing process efficiency. An extensive array of operational parameters was explored in a trickle bed reactor, encompassing experimental parameters such as temperature, total pressure, hydrogen peroxide concentration, liquid flow rate, and gas composition. In contrast to prior investigations involving separate ethene and propene epoxidation, this study revealed a reduction in epoxide selectivity. The principal by-products observed were methoxy species, formed through the interaction between the epoxide and methanol, resulting in a ring-opening reaction. The influence of water on this ring-opening process was negligible. Notably, the tunability of the system was demonstrated, highlighting low temperature and elevated partial ethene pressure as pivotal factors for augmentingthe epoxide selectivity. The findings suggest that binary olefin mixtures exhibit diminished selectivity but improved stability. This behavior is potentially linked to the olefin solubility in methanol, or alterations in the surface species concentrations, typically associated with catalyst activity variations. These insights offer a valuable foundation for understanding and optimizing the direct epoxidation of mixed ethene and propene feedstock.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Epoxidation of light olefins attends a high interest at both academic and industrial levels [1, 2]. The epoxidation process for ethene [3] and propene [1, 2] are well established. The dominant industrial process for ethane epoxidation is based on the use of oxygen as oxidation agent and a promoted silver catalyst, whereas propene is epoxidized in liquid phase with hydrogen peroxide in the presence of titanium silicalite catalysts. Ethene epoxidation is a proven technology, but the selectivity is still a problem, because total oxidation of ethane to carbon dioxide is a competing parallel process. In the currently operating industrial processes, ethene and propene are separated before further epoxidation treatment [1, 3]. However, nowadays a way to utilize biomass is to convert it to synthesis gas consisting mainly of carbon monoxide and hydrogen [4]. By applying the Fischer–Tropsch concept on the synthesis gas, a mixture of alkenes is obtained, which makes it attractive for the utilization of these mixtures directly, without any pre-separation. Since the discovery of the titanium silicalite catalyst TS-1 ca. 40 years ago [5], the liquid-phase epoxidation of propene has been studied [6,7,8,9,10,11,12,13]. However, the epoxidation of ethene under similar conditions has been dedicated mainly to compare the catalyst performance [14,15,16,17]. Today, the hydrogen peroxide-propene oxide process or HPPO is an established industrial reality [1, 2], being a cost efficient and sustainable process. Nevertheless, recent research published in open literature indicates that is possible to utilize an analogous concept for the epoxidation of ethene [18,19,20,21].
Nowadays TS-1 continues to be of high interest, recently the effort has been dedicated to the understanding of the material itself and the mechanism of this material in the epoxidation process. Recently the presence of dinuclear sites has been described and analyzed with NMR [22, 23]. Later on, new mechanisms have been screened with resolved experiments and modeling [24]. In the industrial arena, the utilization of titanium silicate for propylene epoxidation continues in evolution. Recently, Sumimoto Chemicals developed a process, where the epoxidation process is performed as a reaction between the propene and cumene hydroperoxide on titanium silicate and this process is targeting production volumes exceeding 1 million tons per year [2]. However, many new applications of the titanium silicalites have been developed, e.g. epoxidation of allyl alcohol [25, 26] and the oxidation of limonene [27].
The TS-1 material is a Ti containing zeolite with MFI structure [5], where titanium has a tetrahedral structure and it is embedded in the silica matrix [2]. The TS-1 material is produced via hydrothermal methods. However, the preparation of titanium silicates is an extensive topic, among the preparations it is possible to find sol–gel, coprecipitation, grafting, and others [2]. For the present investigation a commercial TS-1 hydrothermally produced was utilized. Nonetheless, in nowadays many strategies to improve the Ti-based heterogenous catalyst have been proposed [28,29,30,31,32], such as support on silica the titanium-based catalyst [25], tuning the titanium silicate crystal size [26] and porosity [27], enhancing the surface hydrophobicity [28], utilizing amorphous Ti–SiO2 [29].
Studies on the epoxidation of mixtures do not exist in the classical literature. However, recently we have investigated the epoxidation of binary (propene and butene) and ternary (ethene, propene and 1-butene) mixtures in a laboratory-scale trickle bed reactor [19]. The results displayed a high catalyst activity and selectivity for binary and ternary mixtures. The production of ring-opening by-products was suppressed achieving in most of the conditions a complete selectivity to epoxides.
The present work is devoted to the epoxidation of binary mixtures of ethene and propene. The broad range of experimental conditions comprised the changes in temperature, pressure, flow rates and concentrations. This will allow to observe that not all the mixtures behave in the same way and the correlation with a previous study.
2 Experimental Section
2.1 Chemicals
The gases were nitrogen (AGA), ethene (AGA) and propene (AGA). Hydrogen peroxide (> 30 wt%, Fisher Chemicals), methanol (> 99.9 wt%, Sigma-Aldrich), 1-methoxyethanol (> 99.5 wt%, Sigma-Aldrich), ethene glycol (> 99.5 wt%, Fluka), propene oxide (99.9%, Sigma-Aldrich), 1-methoxy-2-propanol (> 99.5%, Sigma-Aldrich), ferroin indicator (0.1 wt%, Sigma-Aldrich), cerium (IV) sulphate solution (0.1 M, Honeywell) and propene glycol (> 99.5%, Sigma-Aldrich) were used without further purification. Commercial titanium-silicalite (TS-1) of ACS material type B was employed as the heterogeneous catalyst.
2.2 Experimental Equipment and Procedures
The experimental set-up is illustrated in Fig. 1. The gas phase consisted of a mixture of nitrogen, ethene and propene fed into the reactor through three different mass flow controllers (MFC-1, MFC-2 and MFC-3). At the same time, a solution of hydrogen peroxide, water and methanol was entered into the reactor through a HPLC pump. The reactor had an internal diameter and length of 1.5 and 34 cm, respectively. The catalyst bed comprised 1 g the commercial TS-1 catalyst diluted in 20 g of quartz sand. The pressure was controlled by Equilibar U3L Ultra Low Flow Back Pressure Regulator (PC-1). In the downstream, a pressure controller at a gas–liquid separator was located. The gas phase passed a condenser at 0 °C, towards the online Micro Gas Chromatograph (Agilent 490 Micro GC). Liquid-phase samples were collected from the bottom of the liquid–gas separator and analyzed offline via a gas chromatograph (Agilent 6890N GC). The chemical analysis and calibrations were carried out as reported in previous work in ethene [20] and propene [33] epoxidation.

Experimental set-up for olefin epoxidation
2.3 Experimental Program
The experimental program for the ethene and propene mixtures is displayed in Table 1. Step changes of the reactants were introduced at the reactor inlet and the experiment was continued until a steady state was reached. The main experimental parameters studied were temperature, total pressure, partial pressures of reactants, liquid flow rate and hydrogen peroxide concentration.
The yields of the products were defined as
where F denotes the flow of amount of substance (molar flow).
The product selectivity was calculated from
The reactant conversion is related to the yield and selectivity,
3 Experimental Results and Discussion
3.1 Titanosilicate Catalyst
The TS-1 of ACS materials was the catalyst employed: CAS No 13463-67-7 (titanium dioxide)/7621-86-9 (silicon dioxide); the microporous titanosilicate molecular sieve had been prepared by a hydrothermal method [20] with a ratio Si/Ti ≥ 25. The titanium in the material displays a tetrahedral coordination and it is embedded in the matrix of the silicon structure. The Micromeritics 3 Flex equipment was utilized to measure the surface area, pore size distribution and pore volume of the catalyst material with nitrogen physisorption. The catalyst sample was degassed two times before the measurement: first ex-situ for the period of 18 h at 180 °C and 0.1 mbar, followed by an in-situ degassing at 180 °C and 0.05 mbar. For the TS-1 material, the surface area (Dubinin–Radushkevich method) was 450 m2/g, the average pore size was 0.66 nm and the pore volume was 0.42 cm3/g, as determined by the nitrogen physisorption measurements.
3.2 Epoxidation of Ethene and Propene Mixture
In the experimental work, the reactions displayed in Scheme 1 were expected to be present in the ethene and propene epoxidation networks in similar ways. The olefin reacts with hydrogen peroxide to yield the alkene oxide (the epoxide). Later on, the epoxide species can undergo consecutive reactions, where two main ring-opening products are expected, a glycol and a methoxy species. The presence of further polymerization and condensation products has not been reported in literature[19, 20, 33]. In this work, the presence of glycols was not observed as ring-opening products, while the ring-opening products were always the methoxy species. The solvent utilized was methanol, because, it has demonstrated a higher activity with the TS-1 catalyst specifically [6, 34,35,36].

Reaction scheme for ethene and propene epoxidation
The total number of experiments was 16 with a total of c.a. 100 h of time on stream. During the entire period the catalyst did not suffer deactivation. Nonetheless, in order to clean the catalyst bed after each experiment, the catalyst was flushed with methanol during 1 h, no organic components were detected in the outflow after the flushing procedure.
3.2.1 Temperature Effect
The temperature effect on the reactant conversion and the product distribution was studied at 15–55 °C. The temperature domain was selected, because the decomposition of hydrogen peroxide is enhanced at temperatures exceeding 55 °C [33]. The pressure was kept constant during the experiments carried out at 4.5 bar. The results suggest a high activity of propene, while the conversion of ethene displayed to be similar to the previously reported studies [18, 20]. An explanation to this observation could be the low partial pressure of propene in the gas mixture. Important changes in the activity for propene with the change in the partial pressure has been reported [33], where the conversion of ethene has displayed to be constant at different partial pressures [20].
The epoxide selectivities displayed to be relatively low in most of the experiments. The highest selectivity was achieved at 15 °C with 64% for ethene and ca. 94% for propene. Nevertheless, these selectivities are lower than those reported for the single molecule epoxidation experiments [20, 33]. The results suggest a completely different behavior compared to the mixtures of propene and 1-butene and the ternary mixture of ethene- propene-butane: these complex systems displayed epoxide selectivities exceeding 90% [19] (Fig. 2).

Conversion (a) and selectivity (b) of a mixture of ethene and propene at different temperatures and 4.5 bar. The flow of ethene and propene was 0.11 mmol/min each and the liquid consisted of 2 wt% H2O2, 5 wt% H2O and 93 wt% of methanol
3.2.2 Effect of Liquid Flow Rate
The effect of the liquid flow rate was studied between 0.5 and 2 ml/min. The liquid phase comprised of 2 wt% H2O2, 5 wt% H2O and 93 wt% of methanol. The pressure and the temperature were kept constants at 4.5 bar and 45 °C. The results suggest a high activity for propene, while, for ethene, small changes from 0.5 to 1 ml/min were noticed. The results correlate with the previously reported ones for the results of single olefins [20, 33].
An increase of the epoxide selectivity was observed with the increase of the liquid flow rates. This trend has been observed previously in the epoxidation of single olefins [20, 33]. Nevertheless, the selectivities were lower than for other mixtures studied previously [19] (Fig. 3).

Conversion (a) and selectivity (b) of a mixture of ethene and propone at different liquid flow rates at 45 °C and 4.5 bar. The flow of ethene and propene was 0.11 mmol/min each and the liquid was comprised of 2 wt% H2O2, 5 wt% H2O and 93 wt% of methanol
3.2.3 Effect of Hydrogen Peroxide Concentration
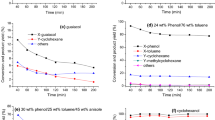
The effect of the hydrogen peroxide concentration on the reactant conversion and the product selectivity was studied by changing the hydrogen peroxide concentration between 1 and 4 wt% in the feed. All the other experimental parameters were kept constant and the primary experimental results are shown in Fig. 4. The alkene conversion exhibited an increase with the increase in the inlet concentration of hydrogen peroxide. The selectivity of propene oxide decreased with the increase of the hydrogen peroxide concentration, which is in agreement with the results obtained for propene epoxidation [33]. Nevertheless, the behavior of the ethene selectivity in the mixture suggests a minimum in the experimental results, which differs from the previously reported experimental results under similar conditions [20]. However, the previously reported mixture experiments on alkene suggest a different behavior from ethene epoxidation [19]. The results of this indicate that the optimal operation conditions remain at low concentrations of hydrogen peroxide as demonstrated in Fig. 4. However, this minimum could be related to a higher conversion in the beginning of the catalytic bed. Due to this, the epoxide selectivity experiences a decrease at 2 wt% H2O2. While, at 4 wt% of hydrogen peroxide the high concentration of the peroxide does not allow a high amount of side reaction over the surface of the catalyst, because, the H2O2 is producing hydroperoxo species with the titanium site.

Conversion (a) and selectivity (b) of a mixture of ethene and propene with different hydrogen peroxide concentrations at 45 °C and 4.5 bar. The flow of ethene and propene was 0.11 mmol/min each and the liquid was comprised of H2O2, H2O and methanol
3.2.4 Pressure Effect
The effect of the total pressure was investigated at 2.5–8.5 bar. Figure 5 indicates an increase of the activity and selectivity for the ethene epoxide with the increase in the pressure. On the other hand, propene displayed a constant high activity but the epoxide selectivity decreased with the increase of the total pressure. The conversion results display a similar behavior compared to the single olefin epoxidation [20, 33]. However, the selectivities are different. This behavior is positive for ethene due the higher concentration of ethene being present during the residence time in the reactor device. Nonetheless, the results are negative for the propene epoxidation. This rather complex behavior can be explained due the solubility of propene in the liquid phase. The increase in the pressure generates a higher amount of propene to be absorbed in the liquid phase at the start of the catalytic bed, which initiates a higher rate of the propene epoxidation step. Consequently, a higher residence time for propene oxide becomes available for undergoing ring opening reactions.

Conversion (a) and selectivity (b) of a mixture of ethene and propene at different total pressures at 45 °C. The flow of ethene and propene was 0.11 mmol/min each and the liquid phase consisted of 2 wt% H2O2, 5 wt% H2O and 93 wt% of methanol
3.2.5 Effect of Gas Composition
The effect of the gas composition was studied under three experimental conditions, for ethene and propene mixtures. The results suggested that the increase in the propene concentration decreases the conversion, but increasing the propene oxide selectivity. The ethene conversion results suggest a higher activity as the system was performed with an equimolar mixture. Nevertheless, as in the propene, the selectivity of ethene oxide was higher when the partial pressure of ethene was higher. The maximum observed in these experiments can be related to the changes in the absorption in the liquid phase affecting the amount of each olefin present in the liquid phase. Nonetheless, we observed that for each olefin the most selective conditions were obtained when the concentrations of them were the highest in the system (Fig. 6).

Conversion (a) and selectivity (b) of a mixture of ethene and propene at ethene/propene ratio at 45 °C and 4.5 bar. The liquid phase consisted of 2 wt% H2O2, 5 wt% H2O and 93 wt% of methanol
3.2.6 Discussion of Experimental Results
The literature devoted to titanium silicate catalysts indicates that the activity decrease as the olefin chain length increases [37]. Nevertheless, the most active single C2 to C4 α-olefin reaction at the steady state is propene [33], followed by ethene [18, 20]. However, as the chain becomes bigger than propene the activity drops [38,39,40,41]. Nonetheless, the selectivity increases as the olefin chain length increases [18, 20, 33, 38].
The epoxidation of the α-olefin mixtures exhibited a different behavior. The epoxidation of a binary mixture of propene and 1-butene displayed a higher activity for the longer α-olefin [19] and the same is observed for the present work where propene is more active than ethene. Moreover, the study of ternary mixtures displayed a high activity for 1-butene followed by propene and ethene [19].
The behavior of the mixture experiments indicates a trend towards the epoxidation of longer carbon chains. This behavior is independent of the number of α-olefins in the mixture (binary or ternary) or the reaction conditions, the reaction systems (ethene/propene, propene/1-butene [19] and ethene/propene/1-butene [19]) have been screened within a broad set of conditions confirming that the longest chain is the most active one.
A relevant element to be considered is the epoxide selectivity in these systems. The ethene-propene system exhibited low selectivities compared to their single olefin epoxidation experiments. For the propene-1-butene system, the selectivity was similar to the propene epoxidation with a 90% selectivity [19]. The ternary mixture exhibited almost a complete selectivity to epoxides [19].
The epoxidation mixture seems to behave closer to the longest olefin in the system. This can be observed for binary and ternary mixtures. The observation can be related to two elements. First, the solubility of the α-olefin in methanol increases as the chain becomes longer or to the interactions of reactants and products with the surface of the material is increased.
The encapsulation of 1-butene products in the pores of TS-1 has been discussed in literature [38, 40, 41] as the catalyst deactivation caused by products such as propene oxide on the titanium silicate material [42]. Nonetheless, the study of binary mixtures could indicate a decrease in these negative interactions, because, it is not possible to observe any deactivation reported for these molecules. However, the presence of a second molecule competing for the epoxidation suggests a decrease in the alkene conversion. For ethene and propene and for propene and 1-butene, these two systems exhibited lower selectivities than observed in the corresponding single molecule epoxidation experiments. However, the catalyst stability was better. On the contrary, in the ternary experiments, both the selectivity and stability were improved compared to the systems of single olefins. Therefore, it is highly probable that the presence of a second or a third molecule can affect the concentrations on the surface of the titanium silicate catalyst, by decreasing the deactivation by encapsulation, but, nonetheless, decreasing the selectivity.
4 Conclusions
The epoxidation of binary ethene and propene mixtures with hydrogen peroxide on the commercially available titanium silicate catalyst (TS-1) was investigated within a broad range of experimental conditions, by changing the temperature, pressure, volumetric flow rate and initial concentration.
The main reaction products were the desired epoxidized alkenes, but considerable amounts of secondary ring-opening by-products were formed. However, even if the epoxidation process is highly tunable on the reaction conditions, the epoxide selectivity displayed to be lower than for the other mixtures reported previously. The system displayed to be more selective at high liquid flow rates and low temperatures, promoting low reaction temperatures, which is in the agreement with the reaction scheme of alkene epoxidation to epoxides and secondary products.
The results suggest that binary mixtures display a decrease in the selectivity but an increase in the stability, while, ternary mixtures are more selective and stable. It was concluded that it is possible that correlate this behavior with the solubility of the olefins in the solvent or with changes in the surface species (products or by-products) concentrations usually related to changes on the activity of the catalyst.
References
Russo V, Tesser R, Santacesaria E, Di Serio M (2013) Chemical and technical aspects of propene oxide production via hydrogen peroxide (HPPO process). Ind Eng Chem Res 52(3):1168–1178. https://doi.org/10.1021/ie3023862
Smeets V, Gaigneaux EM, Debecker DP (2022) Titanosilicate epoxidation catalysts: a review of challenges and opportunities. ChemCatChem. https://doi.org/10.1002/cctc.202101132
Pu T, Tian H, Ford ME, Rangarajan S, Wachs IE (2019) Overview of selective oxidation of ethylene to ethylene oxide by Ag catalysts. ACS Catal 9(12):10727–10750
Jahangiri H, Bennett J, Mahjoubi P, Wilson K, Gu S (2014) A review of advanced catalyst development for Fischer-Tropsch synthesis of hydrocarbons from biomass derived syn-gas. Catal Sci Technol 4(8):2210–2229
Clerici MG, Bellussi G, Romano U (1991) Synthesis of propylene oxide from propylene and hydrogen peroxide catalyzed by titanium silicalite. J Catal 129(1):159–167. https://doi.org/10.1016/0021-9517(91)90019-Z
Li G, Meng J, Wang X, Xinwen G (2004) Effect of solvents on propene epoxidation catalyzed by titanium silicalite. React Kinet Catal Lett 82(1):73–80. https://doi.org/10.1023/B:REAC.0000028807.48991.fc
Russo V, Tesser R, Santacesaria E, Di Serio M (2014) Kinetics of propene oxide production via hydrogen peroxide with TS-1. Ind Eng Chem Res 53(15):6274–6287
Shin SB, Chadwick D (2010) Kinetics of heterogeneous catalytic epoxidation of propene with hydrogen peroxide over titanium silicalite (TS-1). Ind Eng Chem Res 49(17):8125–8134. https://doi.org/10.1021/ie100083u
Klemm E, Dietzsch E, Schwarz T, Kruppa T, Lange de Oliveira A, Becker F et al (2008) Direct gas-phase epoxidation of propene with hydrogen peroxide on TS-1 zeolite in a microstructured reactor. Ind Eng Chem Res 47(6):2086–2090. https://doi.org/10.1021/ie071343+
Zuo Y, Wang M, Song W, Wang X, Guo X (2012) Characterization and catalytic performance of deactivated and regenerated TS-1 extrudates in a pilot plant of propene epoxidation. Ind Eng Chem Res 51(32):10586–10594. https://doi.org/10.1021/ie300581z
Meiers R, Dingerdissen U, Hölderich WF (1998) Synthesis of propylene oxide from propylene, oxygen, and hydrogen catalyzed by palladium–platinum–containing titanium silicalite. J Catal 176(2):376–386. https://doi.org/10.1006/jcat.1998.2036
Danov SM, Sulimov AV, Kolesnikov VA, Ovcharov AA (2013) Kinetics of propylene epoxidation with hydrogen peroxide. Kinet Catal 54(2):193–198. https://doi.org/10.1134/S0023158413020031
Li G, Wang X, Yan H, Liu Y, Liu X (2002) Epoxidation of propylene using supported titanium silicalite catalysts. Appl Catal A 236(1):1–7. https://doi.org/10.1016/S0926-860X(02)00288-0
Lu X, Zhou WJ, Wu H, Liebens A, Wu P (2016) Selective synthesis of ethylene oxide through liquid-phase epoxidation of ethylene with titanosilicate/H2O2 catalytic systems. Appl Catal A 515:51–59. https://doi.org/10.1016/j.apcata.2016.02.001
Lu X, Xu H, Yan J, Zhou WJ, Liebens A, Wu P (2018) One-pot synthesis of ethylene glycol by oxidative hydration of ethylene with hydrogen peroxide over titanosilicate catalysts. J Catal 358:89–99. https://doi.org/10.1016/j.jcat.2017.12.002
Pinaeva LG, Noskov AS (2020) Prospects for the development of ethylene oxide production catalysts and processes (review). Pet Chem 60(11):1191–1206. https://doi.org/10.1134/S096554412011016X
Ghanta M, Ruddy T, Fahey D, Busch D, Subramaniam B (2013) Is the liquid-phase H2O2-based ethylene oxide process more economical and greener than the gas-phase O2-based silver-catalyzed process? Ind Eng Chem Res 52(1):18–29. https://doi.org/10.1021/ie301601y
Alvear M, Fortunato ME, Russo V, Salmi T, di Serio M (2022) Modelling of transient kinetics in trickle bed reactors: ethylene oxide production via hydrogen peroxide. Chem Eng Sci 248:117156. https://doi.org/10.1016/j.ces.2021.117156
Alvear M, Orabona F, Eränen K, Lehtonen J, Rautiainen S, di Serio M et al (2023) Epoxidation of light olefin mixtures with hydrogen peroxide on TS-1 in a laboratory-scale trickle bed reactor: transient experimental study and mathematical modelling. Chem Eng Sci 269:118467. https://doi.org/10.1016/j.ces.2023.118467
Alvear M, Fortunato ME, Russo V, Eränen K, di Serio M, Lehtonen J et al (2021) Continuous liquid-phase epoxidation of ethylene with hydrogen peroxide on a titanium-silicate catalyst. Ind Eng Chem Res 60(26):9429–9436. https://doi.org/10.1021/acs.iecr.1c01722
Alvear M, Reich ML, Eränen K, Haase S, Murzin DY, Salmi T (2023) Molecular structure effect on the epoxidation of 1-butene and isobutene on the titanium silicate catalyst under transient conditions in a trickle bed reactor. ACS Omega 8(29):25710–25726. https://doi.org/10.1021/acsomega.3c00087
Lätsch L, Kaul CJ, Yakimov AV, Müller IB, Hassan A, Perrone B et al (2023) NMR signatures and electronic structure of Ti sites in titanosilicalite-1 from solid-state 47/49Ti NMR spectroscopy. J Am Chem Soc. https://doi.org/10.1021/jacs.2c09867
Gordon CP, Engler H, Tragl AS, Plodinec M, Lunkenbein T, Berkessel A et al (2020) Efficient epoxidation over dinuclear sites in titanium silicalite-1. Nature 586(7831):708–713. https://doi.org/10.1038/s41586-020-2826-3
Aquino A, Korup O, Horn R (2023) Liquid phase epoxidation of propylene to propylene oxide with hydrogen peroxide on titanium silicalite-1: spatially resolved measurements and numerical simulations. Ind Eng Chem Res 62(7):3098–3115. https://doi.org/10.1021/acs.iecr.2c03373
Wróblewska A, Fajdek A (2010) Epoxidation of allyl alcohol to glycidol over the microporous TS-1 catalyst. J Hazard Mater 179(1):258–265. https://doi.org/10.1016/j.jhazmat.2010.02.088
Wróblewska A, Milchert E (2007) Epoxidation of allyl alcohol with hydrogen peroxide over titanium silicalite TS-2 catalyst. J Chem Technol Biotechnol 82(7):681–686. https://doi.org/10.1002/jctb.1739
Wróblewska A, Makuch E, Miądlicki P (2016) The studies on the limonene oxidation over the microporous TS-1 catalyst. Catal Today 268:121–129. https://doi.org/10.1016/j.cattod.2015.11.008
Li KT, Lin CC, Lin PH (2008) Propylene epoxidation with ethylbenzene hydroperoxide over Ti-containing catalysts prepared by chemical vapor deposition. In: Oyama ST (ed) Mechanisms in homogeneous and heterogeneous epoxidation catalysis. Elsevier, Amsterdam, pp 373–386
Huang M, Wen Y, Wei H, Zong L, Gao X, Wu K et al (2021) The clean synthesis of small-particle TS-1 with high-content framework Ti by using NH4HCO3 and suspended seeds as an assistant. ACS Omega 6(20):13015–13023. https://doi.org/10.1021/acsomega.1c00412
Corma A (1997) From microporous to mesoporous molecular sieve materials and their use in catalysis. Chem Rev 97(6):2373–2420. https://doi.org/10.1021/cr960406n
Styskalik A, Kordoghli I, Poleunis C, Delcorte A, Moravec Z, Simonikova L et al (2020) Hybrid mesoporous aluminosilicate catalysts obtained by non-hydrolytic sol–gel for ethanol dehydration. J Mater Chem A 8(44):23526–23542. https://doi.org/10.1039/D0TA07016E
Tanev PT, Chibwe M, Pinnavaia TJ (1994) Titanium-containing mesoporous molecular sieves for catalytic oxidation of aromatic compounds. Nature 368(6469):321–323. https://doi.org/10.1038/368321a0
Alvear M, Eränen K, Murzin DY, Salmi T (2021) Study of the product distribution in the epoxidation of propylene over TS-1 catalyst in a trickle-bed reactor. Ind Eng Chem Res. https://doi.org/10.1021/acs.iecr.0c06150
Corma A, Esteve P, Martínez A (1996) Solvent effects during the oxidation of olefins and alcohols with hydrogen peroxide on Ti-beta catalyst: the influence of the hydrophilicity-hydrophobicity of the zeolite. J Catal. https://doi.org/10.1006/jcat.1996.0157
Bregante DT, Johnson AM, Patel AY, Ayla EZ, Cordon MJ, Bukowski BC et al (2019) Cooperative effects between hydrophilic pores and solvents: catalytic consequences of hydrogen bonding on alkene epoxidation in zeolites. J Am Chem Soc 141(18):7302–7319
Liu X, Wang X, Guo X, Li G (2004) Effect of solvent on the propylene epoxidation over TS-1 catalyst. Catal Today 93–95:505–509. https://doi.org/10.1016/j.cattod.2004.06.077
Clerici MG, Ingallina P (1993) Epoxidation of lower olefins with hydrogen peroxide and titanium silicalite. J Catal 140(1):71–83. https://doi.org/10.1006/jcat.1993.1069
Li T, Zuo Y, Guo Y, Yang H, Liu M, Guo X (2020) Highly stable TS-1 extrudates for 1-butene epoxidation through improving the heat conductivity. Catal Sci Technol 10(18):6152–6160. https://doi.org/10.1039/D0CY00970A
Zuo Y, Yang L, Jiang X, Ma M, Wang Y, Liu M et al (2020) Role of recrystallization in alkaline treatment on the catalytic activity of 1-butene epoxidation. ChemCatChem 12(24):6196–6204. https://doi.org/10.1002/cctc.202001480
Zhang T, Zuo Y, Liu M, Song C, Guo X (2016) Synthesis of titanium silicalite-1 with high catalytic performance for 1-butene epoxidation by eliminating the extraframework Ti. ACS Omega 1(5):1034–1040. https://doi.org/10.1021/acsomega.6b00266
Zuo Y, Liu M, Ma M, Song C, Guo X (2017) Improved catalytic performance for 1-butene epoxidation over titanium silicalite-1 extrudates by using SBA-15 or carborundum as additives. Ind Eng Chem Res 56(26):7462–7467. https://doi.org/10.1021/acs.iecr.7b01482
Liu D, Wang R, Yu Y, Chen Z, Fang N, Liu Y et al (2023) Chemical deactivation of titanosilicate catalysts caused by propylene oxide in the HPPO process. Catal Sci Technol 13(5):1437–1447
Acknowledgements
This work is part of the activities financed by Academy of Finland, through the Academy Professor Grants 319002, 320115, 345053 (T. Salmi, M. Alvear). The BECCU research project coordinated by VTT Technical Research Centre of Finland Ltd with main funding from Business Finland is gratefully acknowledged.
Funding
Open access funding provided by Åbo Akademi University.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflict of interest concerning this original publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Alvear, M., Fortunato, M., Eränen, K. et al. Epoxidation of Light Olefin Mixtures with Hydrogen Peroxide on TS-1 Catalyst. Catal Lett 154, 2101–2111 (2024). https://doi.org/10.1007/s10562-023-04459-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10562-023-04459-z