
Abstract
This article explains in some details the behaviour of thick, deep cylindrical sandwich panels subjected to compressive loads. In general, experimental results indicated that two different forms of failure have been observed – the first corresponds to the overall buckling and the second to the facesheet wrinkling. The obtained experimentally damages of shells are verified and validated with the use of the FE analysis, 2-D and 3-D both in the linear and non-linear approach. The unidirectional strain gauges were applied to detect the initiation of the overall buckling mode.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Innovative high performance design of load bearing components/structures/machines is always sought in not only high tech applications. These constructions should be as light as possible while having high stiffness, sufficient strength and some damage tolerance. This requires structurally efficient construction. Structural efficiency can be maximised by using the most efficient and the cheapest materials and finally optimising the structures geometry. To produce an optimum design both these factors need to be considered throughout the design process.
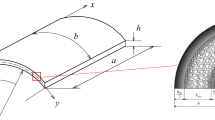
Amongst all possible design concepts in composite structures the idea of sandwich construction has become increasingly popular because of the development of man made cellular materials as core materials. Classical sandwich (CS) structures consist of: a pair of thin stiff strong skins (faces, facings or covers), a thick, lightweight core to separate the skins and carry loads from one skin to the other and an adhesive attachment (the interface) which is capable of transmitting shear and axial loads to and from the core (Fig. 1).

The form of the sandwich panel
In the last decade a new class of sandwich structures has been developed. They are called as functionally gradient materials (FGMs) and distribute the material functions throughout the material body to achieve the maximum heat resistance and mechanical properties. Both types of structures (classical sandwiches and FGM sandwiches) are characterized in the similar manner, i.e. as structures having different properties in the thickness z direction.
Proper analysis of sandwich structures demands a thorough understanding of the mechanical behaviour of both the skins and the core. The current (not solved yet) difficulty to overcome is to provide designers with proper methodologies and tools that could enable them to design improved sandwich structures based on advanced knowledge of sandwich behaviour at global and local scales. It relies on our capability to test, identify, control and model structural performances. The impressive variety of core and face materials gives new opportunities to design components which have more complex shapes and higher integrated functional capabilities but on the other hand it requires refined testing and modelling approaches that should be encouraged by relevant design guidelines.
Now, the finite element method gives an opportunity to model and compute almost everything but it is very difficult to call it as a practical guideline for designers. In addition to describe sandwich structure deformation in an accurate way it is necessary to introduce a special multi degrees of freedom finite elements since the correct modelling of the structural behaviour is of relevant interest. A broader discussion of those problems is presented in Ref [1].
The primary objective of the paper is to present experimental investigations of compressed curved cylindrical thick sandwich shells subjected to compressive loads. The experimental results are verified with the use of the finite element software package both in the 2-D and 3-D approaches, and in addition the linear variant of the theory is compared with the non-linear one. The theoretical formulation of this problem is discussed in Ref [2]. It is necessary and worth to point out that the used variant of 2D plate/shell theory has a significant influence on the optimization problems formulated for the sandwich structures. The variety of optimal design problems for sandwiches have been formulated and solved by Muc, Zuchara [3] and we do not intend to dwell on it herein in details.
Considerable effort has been devoted to the analysis of beams, panels and struts of sandwich construction and the results have been summarised in the books of Allen [4] and Plantema [5] but the works in this area are still continued as it is shown in the NASA reports [6, 7].
2 Failure Modes of Sandwich Constructions
In the analysis of sandwich panels different failure modes are observed, which usually may condition its load-carrying capacity. It is obvious that the load-carrying capacity depends on the sandwich materials, the panel dimensions and the structural geometry itself. However, the most common failure modes and their corresponding design equations have been introduced particularly for the beam sandwich structures. As the most significant and dominant damage forms of the sandwich structures one can enumerate the following: a) the skin failure in the form of: 1 – tensile failure, 2- intra cellular local buckling, 3 – wrinkling buckling resembling local buckling of individual plies in the laminate in the case of delaminations, b) the core failure in the form of the core shear failure, c) the failure of the whole structure, i.e. the core and the faces, in the form of: 1 – crushing (usually compressive) failure of the skins and the core, 2 – shear crimping failure (usually due to the compression of the whole structure), 3 – overall (global) buckling of the whole construction. It is worth to mention that various failure criteria were introduced but they application is rather limited and depends on the structural geometry. The broader discussion of the individual failure criteria of sandwich structures and the limitations of them can be found e.g. in Refs [8,9,10,11].
Our further attention will be mainly devoted to the description and characterization of the global failure mode for sandwich structures. However, as it will be demonstrated, using the experimental results, the individual failure modes cannot be treated separately, particularly taking into account various geometrical and material imperfections, arising during manufacturing process.
3 Finite Element Analysis
A lot of problems encountered in the numerical FE modeling of sandwich plate and beam sandwich structures was discussed in Ref [12]. Now, numerical modeling of a sandwich structure behaviour is very easy taking into account the FEM software packages capabilities. For our purposes the FE package NISA II was used in two variants: A) 2-D approach (Fig. 2) – quadrilateral sandwich planar elements (NKTP 33) and B) 3-D approach – eight noded hexahedrons for layered laminated composite structures (NKTP 7). The difference between models A and B depends on the additional division in the thickness direction in order to model more accurately the stress distribution. However, it does not affect the global structural behaviour in the form of the buckling failure mode. It should be also emphasized that the numerical models A and B allows us to conduct the detailed stress analysis inside and/or on the top and bottoms of the sandwich structural elements in order to study others than buckling modes of failure (see the section 2). It will be the objective of further works.

Discretization of the sandwich shell – 2-D model (a quarter of the structure)
With the aid of the numerical packages it is possible also to conduct the non-linear post-buckling analysis. It will be done using the classical Riks method for the numerical model A.
The numerical model were comprised of 1137 nodes and 1080 quadrilateral elements. In the model B the sandwich thickness was divided into 5 layers; three of them (equally spaced) characterized the core behaviour. Two displacements (except a displacement allowable in the z-direction) and all three rotations were fixed along the bottom edge of the panels. One boundary is free, and the last two satisfy symmetry conditions – Fig. 2.
4 Experimental Investigations
In the present work, in-plane compressive performance of glass fiber woven roving cylindrical flat sandwich shells with hexagonal honeycomb core was examined. The critical global buckling load of sandwich constructions were tested and compared.
4.1 Materials and Specimens
Regular cellular honeycomb (Nomex - made with aramid fiber paper and coated with phenolic resin) having 5.5 [mm] thickness, 6.35 [mm] cell size and 0.06 [mm] cell-wall thickness was used as the core materials. The assumed mechanical properties (see Ref. [13]) are given in Table 1.
Epoxy resin and satin-weave glass fiber fabric were used for face (skin) sheets.
The sandwich specimens were made with the use of the steel mould. Their dimensions are presented in Fig. 3. The upper and lower skins of the sandwich were made of three plies of glass/epoxy. The assembled whole structure of the sandwich were cured under the temperature 120 °C and the pressure 0.4 [MPa] for 4 h. Six specimens were manufactured and then tested. The thickness of the composite skin is equal to 0.5 [mm], whereas of the core 5.5 [mm]. The inner radius of the panels r is equal to 92 [mm] and its length L = 248 [mm], where the external arc length of the sandwich panel R AB = 240.85 [mm] (Fig. 3).

The photograph of the prepared sandwich specimen
Using the standard definition of the shallowness parameter:
one can find that in our case ξ = 0.36 so that the considered structure should be treated as the deep cylindrical shell (ξ = 0.5 corresponds to the cylinder). In addition, the thickness ratio t/r is equal to 6.5/92 = 0.07. Therefore, the correct and accurate numerical FE analysis is required to verify experimental results for thick, deep sandwich cylindrical shells.
4.2 Experimental Set Up
To satisfy the uniformity of the loading along the edges and to avoid the eccentricity of the external compressive load the panels were tested in pairs. The specimens were machined using demo panels to keep the exact required dimensions. They were mounted between two circular steel (end) plates having the V shaped circular grooves – Fig. 4. The panels were glued inside the grooves with the use of the epoxy resin to satisfy clamped boundary conditions. The steel base plates with the inserted pair of cylindrical sandwich panels were subjected to the quasi-static compressive tests on the Instron 8501 machine, with a displacement loading rate equal to 5 mm/min. On the external surfaces of the sandwiches three unidirectional (in the longitudinal direction) strain gauges were located (Fig. 5) to mark the appearance of the global buckling. That method of the examination of buckling phenomena was proposed by Singer et al. [14] and utilized the total load versus the axial strain gauge results. The tests were terminated when the external load decreased almost to the zero. Three pairs of sandwich constructions were tested.

Test fixture end cross-section

Panel and strain gauge locations (the front view)
The scheme of loading of sandwich cylindrical panels is presented in Fig. 6 and the compressive face stress (for one shell) in the axial direction is written as: N x /(2t f ), whereas the total applied to the end steel plate compressive load P is equal to 2φN x .

The loading of the cylindrical sandwich panel
5 Discussion of the Results
5.1 The Overall Buckling
For the first pair of sandwich panels the experimental results are plotted in Fig. 7 together with the numerical predictions of deformations using linear and non-linear buckling analysis and with the results obtained from the middle strain gauge (Fig. 5). As it may be seen the agreement between all results is quite good, however the discrepancies between theoretical and numerical predictions increases, particularly in the final buckling stage of the analysis. However, the numerical non-linear analysis gives the better results (in the comparison with the experiments) than the linear one.

Comparison of the results for the first pair of sandwich panels
The photograph of the damaged sandwiches is shown in Fig. 8.

Failure mode of composite sandwiches
Figure 9 shows the eigenvector plot when an axial load was applied to the edge plate of the first pair of panels. The failure mode shows a good agreement with that predicted numerical. The linear eigenproblem/eigenvalue solution predicted buckling loads is 8.49% higher than the test results. It corresponds to the first buckling mode, i.e. m = n = 1. In the final stage of the buckling the strain gauges shows the drastic increase of strains that, in our opinion, is associated with the damage of the skin due to the increase of the radial (normal) panel displacements.

Buckling mode evaluated numerically (a quarter of the panel, linear theory – the model A)
For cylindrical sandwich shells the overall buckling was predicted by Bert [15] and the value of the force P is equal 82.5 [kN]. It is higher than computed numerically.
Let us note that the final damage of the panels (Fig. 8) resembles, according to the definition introduced in the section 2, the mode b)2, i.e. shear crimping failure. The ultimate compressive force (shear crimping) resulting to the final damage can be obtained as follows:
where b is the core width, t c is the core thickness (Fig. 1) and G c is the core shear modulus. However, in this case the next failure mode is also possible, i.e. a)1 the tensile failure of the skin P u :
where t f is the face thickness (Fig. 1) and σ L,u is the skin tensile strength. The corresponding to the buckling load tensile strength is equal to 185.2 [MPa] (evaluated with the use of the numerical model B). Thus, one can conclude that the final damage takes the form of the global buckling associated with the tensile failure of the skin.
5.2 Face Wrinkling
The behaviour and the final failure of the next pairs of sandwich panels is quite different that in the case discussed previously – understood in the sense of the nonlinearity and a large range of the deformation before and after the maxima in the load deformation curves. It may be seen in Fig. 10 and by the comparison of Figs. 8 and 11. Face wrinkling is a buckling mode of the skin with a wavelength greater than the cell width of the honeycomb. Buckling may occur either in towards the core or outwards depending on the stiffness of the core in compression and the adhesive strength. By modelling the skin as a plate on an elastic foundation Allen [4] estimates the critical compressive stress that results in wrinkling of the top skin. For curved cylindrical shells the evaluation of the critical buckling loads is much more complicated.

The load-deformation curves obtained from the experiments

The initial deformation form of the panel in the second pair corresponding to the force 30 [kN] (see Fig. 10)
The difference between the load carrying capacity for three pairs of shells reaches 15% (the second pair) and 4.8% (the third pair). The values are related to the first pair. Since the wrinkling occurs for one of the shells in the pairs II and III, the final damage appears for those shells with the wrinkling of the face, in the neighbourhood of the clamped edge.
The details on the efficient and accurate method for predicting sandwich panel facesheet wrinkling are discussed by Zalewski et al. [16] and we shall not dwell on it herein. Buckling analysis of debonded cylindrical sandwich panels was also carried out by Sleight and Wang [17]. The experimental results obtained for the II and III pairs of sandwiches can be easily interpreted by taking into account the remarks of Schultz and Nemeth [18]. They demonstrated that for cylindrical panels buckling results are very sensitive to imperfections. They introduced and adopted again so-called buckling knockdown factors (KDFs) developed by NASA in the 1960s. They pointed out that the nature and origin of imperfections lies in the manufacturing process and in this way we can treat the different failure forms of the studied sandwich cylindrical shells. However, for cylindrical sandwiches the imperfection sensitivity analysis is based on the series of assumptions dealing with:
-
the location of the point P where the first debonding between a core and a skin occurs – it is a random value,
-
the area and the shape of debonding A in the neighbourhood of the point P,
-
the amplitude δ of the debonding, treated also as the amplitude of the imperfection.
Finally, with the use of the above parameters characterizing the imperfection sensitivity the buckling load can be established as the lower bound with respect to the values P, A and δ in the similar manner as presented by Muc [19]. The numerical analysis should be carried out in the 3-D approach (the model B).
Let us note that the approximate location of the point P cannot be determined with the help of the deformation analysis done with the use of the strain gauges. Figure 12 is the plot of the strain variations, represented by the values Δl = ε l 0 (l 0 – the initial length of the sandwich cylinder) with the compressive load. The strain gauge measurements show different results that the global deformation curve. This is the results of the strain non-uniformity and the eccentricity of the load applied to each of the shells in the pair II – compare the results obtained from the strain gauges 1 and 4 (unloading). The Digital Image Correlation (DIC) is a state of art technique that can be used for accurate strain measurement. In our opinion, because of its capability for fast data acquisition, this technique is well suited for the characterization of the initiation and further development of the face wrinkling buckling of the skins in sandwich structures.

The load-deformation curves for the pair II
6 Conclusions
Experimental and numerical results have been presented dealing with the failure analysis of curved, deep, thick cylindrical panels made of cellular honeycomb and composite faces (woven roving glass/epoxy resin). Although for tested panels the scatter of the experimental results is not high and acceptable (up to 15%) two different forms of the final shell damages have been observed.
The first failure mode was identified as the overall (global) buckling. The buckling mode of failure was confirmed by the 2-D FE analysis both linear (8.49% higher than experimental values) and non-linear as well as by the analytical estimations. The final failure is associated with the tensile failure of the skin estimated with the use of 3-D FE analysis. The damage occurred at the middle of the panel.
The second failure mode was interpreted as the facesheet wrinkling due to the initial manufacturing imperfections of the core or of the interfaces between skins and the core. The damage appeared close to the clamped edge in one of the cylindrical shells being in the tested pair. It was also connected with the eccentricity of the external load arising during the deformation process.
The unidirectional strain gauges (in the longitudinal directions) are capable to indicate the overall sandwich buckling but they cannot be used to demonstrate the face wrinkling. In such a case it is better to adopt the Digital Image Correlation (DIC) techniques.
Further investigations are required in this area in order to study the behaviour of cylindrical panels with the faces made of unidirectional composite plies.
References
Muc, A., Zuchara, P.: Buckling and Failure Analysis of FRP Faced Sandwich Plates. Compos. Struct. 48, 145–150 (2000)
Muc, A.: Mechanics of Fibrous Composites. Wyd. Księgarnia Akademicka, Kraków (2003) (in Polish)
Muc, A., Zuchara, P.: Sandwich plates – free vibrations and damping analysis. Mech Compos Mater. 34, 203–211 (1998)
Allen, H.G.: Analysis and Design of Structural Sandwich Panels. Pergamon Press, London (1969)
Plantema, F.J.: Sandwich Construction. John Wiley & Sons, New York (1966)
Myers, D. E., Pineda, E. J., Zalewski, B.F., Kosareo, D. N., Kellas, S.: Buckling testing and analysis of honeycomb sandwich panel arc segments of a full-scale fairing barrel. Part 1: 8-Ply In-Autoclave Facesheets, NASA/TM—2013-217822/PART1 (2013)
Pineda, E. J., Myers, D. E., Kosareo, D. N., Zalewski, B.F., Dixon, G.D.: Buckling testing and analysis of honeycomb sandwich panel arc segments of a full-scale fairing barrel. Part 2: 6-Ply In-Autoclave Facesheets, NASA/TM—2013-217822/PART2 (2013)
Davies, J.M.: Lightweight Sandwich Construction. Blackwell Science Lta, Osney Mead (2001)
Hexcel Composites: Honeycomb sandwich design technology. Company Brochure (2000)
Kuenzi, E.W.: Edgewise compressive strength of panels and Flatwise flexural strength of strips of sandwich construction, FPL Report 1827 (1951)
Hu, H., Belouettar, S., Potier-Ferry, M., Daya, E.M.: Review and assessment of various theories for modeling sandwich composites. Compos. Struct. 84, 282–292 (2008)
Vautrin, A. (edt): Mechanics of sandwich structures, Proc. Euromech 360 Col., Kluwer Ac. Publ., Dordrecht (1998)
Roy, R., Park, S.-J., Kweon, J.-H., Choi, J.-H.: Characterization of Nomex honeycomb core constituent material mechanical properties. Compos. Struct. 117, 255–266 (2014)
Singer, J., Arbocz, J., Weller, T.: Buckling Experimental Methods in Buckling Thin Walled Structures, Basic Concepts, Columns, Beams and Plates. John Wiley & Sons, Inc., New York (1998)
Bert, C.W., Crisman, W.C., Nordby, G.M.: Buckling of Ctlindrical and Conical Sandwich Shells with Orthotropic Facings. AIAA J. 7, 250–257 (1969)
Zalewski, B. F., Dial, W. B., Bednarcyk, B. A.: Methods for assessing honeycomb sandwich panel wrinkling failures, NASA/TM—2012-217697 (2012)
Sleight, D. W., Wang, J. T.: Buckling analysis of debonded sandwich panel under compression, NASA TM 4701, (1995)
Schultz, M.R., Nemeth, M.P.: Buckling imperfection sensitivity of axially compressed orthotropic cylinders. Proc. 51st AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics & Materials Conference, AIAA paper no. 2010–2531, Orlando, FL (2010)
Muc, A.: Buckling and postbuckling behaviour of imperfect laminated shallow spherical shells under external pressure. Composite Structures – VI, pp. 281–296. Elsevier, London (1991)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Muc, A., Stawiarski, A. & Romanowicz, P. Experimental Investigations of Compressed Sandwich Composite/Honeycomb Cylindrical Shells. Appl Compos Mater 25, 177–189 (2018). https://doi.org/10.1007/s10443-017-9614-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-017-9614-8