
Abstract
Double-roll compaction is a process to create extensible paper and paperboard suitable for replacing plastic in 3D forming applications. Understanding the macro- and micro-mechanisms governing the compaction process allows increasing the stretch potential while maintaining sufficient strength and bending stiffness. In this work, we approach the compaction process of paperboard with micro-mechanical methods featuring the unprecedented level of details otherwise inaccessible with currently available experimental tools. The loading scheme is based on experiments and continuum level simulations. The different levels of compaction and their continuous impact on the fibers’ geometry, void closures, and irreversible deformation of the fibers are thoroughly characterized. We find that the structural changes are concentrated in the fibers oriented within 30 degrees of the direction of compaction. The deformation accumulates primarily in the wall of the fibers in the form of irreversible strains. The spring-back effect beyond the compaction is negligible. For the first time, the role of normal and frictional fiber-to-fiber interactions in the compaction process is investigated and quantified. The frictional interaction between the fibers has a surprisingly low impact on the outcome of the compaction process, and the normal interaction between the fibers has a dominant response. The consequence of this finding is potentially limited impact of the surface modifications targeting the friction.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Substituting traditional plastics with renewable materials is a priority to increase environmental sustainability [17, 21, 31, 52]. Cellulose-based materials can replace plastics in some packaging applications, but their market adoption is hampered by their comparatively low stretch to failure, which limits the product shapes that can be formed [48, 59, 71].
Paperboard is manufactured by spraying a jet of fiber–water suspension onto a moving mesh. As the water is driven out, first by gravity and then by pressure and heat, a sheet is formed. This method of manufacture results in a structure with orthotropic material parameters. The thickness of this sheet ranges from 50 \(\mathrm{u}\)m to a few hundred \(\mu \)m. The amount of mass deposited per unit area (grammage) and the final thickness of the sheet are the most critical characteristic parameters in papermaking, as it strongly affects the bending stiffness and the in-plane material properties. The mechanical behavior of the sheet can be tailored by altering the production process, the fibers, chemical additives, and mechanical constraint during the drying phase. In many traditional applications such as the manufacture of boxes, the bending stiffness and the in-plane strength properties are most important [45]. However, the traditional means of maximizing these properties tend to result in a sheet that cannot be stretched much before failing, and consequently, the geometries that can be made are restricted to primarily tetrahedron and hexahedron shapes with curvature in only one direction at a time.
Various methods have been explored to improve the stretchability of paper. First, it is possible to improve the formability via the pulp, before the paper-making process begins. Low and high consistency refining [28] as well as the selection of the appropriate fibers [23, 32, 44] can contribute to making the sheet more extensible. The addition of polymer modifiers has been explored [66], as well as using water or heat during the forming process [35, 65].
During the initial drying of the paper web, before the bonds are fully formed and while the fibers remain compliant, the network can be exposed to strains that would otherwise cause it to fail. After mechanically compacting the sheet, it retains an enhanced strain to failure once dried. This mechanic is exploited in creping, double-roll compaction [26], and the Clupak compaction process [13, 30] to produce extensible paper products. However, sheets thus compacted tend to have low strength and bending stiffness, which limits their use.
This work concerns the Expanda double-roll process, used to produce highly deformable paper. The paper web is driven by a specially designed compaction unit in the drying section of the paper machine. The compaction unit imposes an in-plane compression on the sheet along the machine direction while enforcing out-of-plane constraints. At the microscopic level, the compaction process changes the fiber web structure, with local micro-compression and deformation of the network. Once the sheet is dry and the bonds are fully established it retains a stretch potential stored in the form of local accumulated deformation on the microscale. However, the mechanisms governing the creation of beneficial material properties are not fully understood and require further investigation to optimize the final product.
Improved understanding of the micro-mechanical events taking place as the sheet is compacted could guide physical experiments as well as clarify why certain modifications are more successful than others. However, due to the high degree of constraint, the region of interest is difficult to access experimentally. Tomography observations that could be used to study in-situ deformations are limited to quasi-static phenomena, and tracking the individual fibers to extract quantitative data remains a challenge. Simulation offers an alternative route, providing a high-resolution window into the physics of compaction.
A previous study [12] highlighted the most important process factors, and the goal of this study is to examine how, at the degree of compaction imposed by the process, the microscopic characteristics of the network such as fiber and bond properties control and affect the macroscopic material behavior and the permanent compaction. Using numerical modeling at the microscale, fibers, bond characteristics, and network structure are used to reproduce the mechanical response of the paper. In this way, the events taking place in the nip can be followed.
This work complements the impressive gains in understanding by recent advances in computational modeling of paper, paperboard, converting and tailoring product properties which has highlighted the difficulty of finding the large number of continuum material parameters necessary to model many converting operations, as well as the difficulty of relating these parameters to inputs the papermaking can affect [1, 7, 49, 50, 63].
2 Methods
Paper at the microscale level is a random network of interconnected fibers. Network modeling has been widely used by the research community to investigate the microscopic phenomena governing paper product response and failure [8, 27, 29, 33, 60]. The simplest models, with advantages in terms of computational time, use a two-dimensional approach where the fibers are resolved as beam elements and connected with rigid bonds or elastic springs [9, 46, 55]. More recently, these approaches have evolved to three-dimensional models using contact elements [3, 15, 29, 61, 73].
The beam approach is unsuitable when the network undergoes large out-of-plane deformation involving the deformation of the fiber cross section. At the same time, resolving the network as a fully volumetric entity remains computationally expensive, limiting the material volumes that can be investigated [33, 34, 68]. Here, we model the fibers as three-dimensional, initially hollow bodies. We assume that the fiber wall response can be accurately approximated by a shell approximation, which is a compromise between accuracy that would require the resolution of the fiber wall and computational efficiency enabled by the shell elements.
2.1 Review of the Expanda compaction process
The Expanda double-roll compaction unit [26] consists of two rotating rolls, as shown in Fig. 1a. The top roll, of radius \(R_1\), is covered with a rubber blanket of thickness \(t_r\) and rotates with angular velocity \(\omega _1\). The bottom roll, made of steel, has radius \(R_2>R_1\) and rotates with angular velocity \(\omega _2\). An indentation depth is set by adjustable bearings supporting the top cylinder, allowing contact between the rolls. The sheet is compacted while driven through the nip region due to the rolls’ speed difference, such that \(V_{t1}=\omega _1R_1 < V_{t2}=\omega _2R_2\).

The relevant mechanical scales of the problem. a Schematic representation of the double-roll compaction process consisting of two steel rolls, one of which is coated by a rubber layer (not to scale); b Macroscale representation of the paperboard as a continuum with the forces per unit width acting on the paper sample as it passes through the nip; c Microscale representation of the sheet cross section as a fiber network highlighting the disordered, heterogeneous character of paperboard
The mechanism is based on the interplay of frictional forces established between the paper web and each of the rollers during the feeding process. Under the nip pressure, the paper web is dragged through the nip region between the rotating rolls. At the nip leading edge (where the material enters the nip), the paper web comes into contact with the bottom roll first, because of its larger radius \(R_2\), and is transferred to its peripheral velocity \(V_{t2}\) by the contact surface. Once the paper web comes into contact with the top roll, the rubber blanket is stretched by the adherence to the faster moving paper sheet. Forward into the nip region, the difference in frictional coefficients causes the paper web to continue sticking to the rubber roll while sliding against the bottom steel roll. In this phase, the stretched rubber blanket progressively contracts while maintaining contact with the paper which is consequently also compacted, until the material exits the nip and contact is lost. The optimal paper solids content (i.e., percent of dry mass over the total mass) to perform the compaction operation is between 50% and 80%. These conditions maximize the permanent deformations induced in the material structure and consequently the stretching potential of the dry sheet.
Geometrical and process data of the compaction unit used in the present analysis can be summarized as follows: \(R_1=360\) mm (radius of the top roller, excluding the rubber layer), \(t_r=35\) mm (thickness of the rubber), \(R_2=440\) mm (radius of the bottom roll), \(t_p=0.2\) mm (thickness of the paper sheet in ZD), \(F_c = 16\) N/m (linear load to ensure indentation), and \(\varDelta V_t=(V_{t2}- V_{t1})/V_{t1}= 10\%\). For a comprehensive description, the reader is referred to [12].
In this work, a segment of paperboard undergoing compaction within the nip region is resolved at the microscale to analyze the microscopic response (see Fig. 1). The boundary conditions acting on the sheet during the compaction are extracted from previously performed continuum scale analysis [12] and imposed on the submodel. Due to the many contacts with shifting contact states, the large degree of compaction, and the high number of degrees of freedom, the analysis is performed using an explicit solution scheme.
2.2 Network generation
A representative submodel of the paperboard microstructure is generated by resolving the microscopic constituents of the network. The size of the submodel needs to be large enough to allow observation of the evolution of the network as it is compacted. For example, to track the development of fiber shapes the volume needs to be large enough to contain a significant number of fibers oriented in each direction while at the same time not interacting directly with the boundaries of the model. The submodel is given an in-plane area of \(l_{MD}\) x \(l_{CD}=l_r\) x \(l_r\) with \(l_r=4 {\bar{l}}_{f}\) equal to four times the average fiber length to achieve this goal, as well as an out-of-plane dimension corresponding to the thickness of the sheet. The fiber network characterizing the submodel is defined by a generation algorithm, inspired by previously presented methods [5, 9, 29, 55, 61]. The sheet is incrementally built by individual deposition of each fiber in the network, in three steps:
-
1.
Definition of the fiber geometries.
-
2.
Deposition of the fibers in a prescribed volume, avoiding penetrations.
-
3.
Compression of the prescribed volume to create a sheet with the specified thickness.
2.2.1 Fiber geometry
Each fiber is resolved as a three-dimensional body represented with thin shells. Four geometry measures were used to characterize the fibers: length \(L_c\), wall thickness \(t_f\), width w, and curl (\((L_c/L_p - 1)\cdot 100\) where \(L_p\) is the projected length of the fiber from end to end). A pulp sample from the production process (industrially refined kraft pulp) was characterized using an optical fiber analyzer (Kajaani FiberLab). The recorded population contains 10546 unique fiber observations. Incomplete rows, e.g., where the fiber wall thickness was reported as 0, were dropped from the analysis. The set was further filtered to improve the numerical efficiency, by removing the largest and smallest fibers. In total, 2629 fibers were eligible for selection during model creation. The filtering criteria and the distribution of characteristics used are shown in Fig. 2. In addition to the small fibers that were omitted, many other smaller particles attach to the fiber web when it is dewatered, and these were also not considered. These particles consist of trace elements and fiber parts that have become dislodged during the pulping process. Retaining these small particles improves the bonding between fibers, but their direct influence on the response of the sheet as it is compacted is assumed to be low.
The fiber shapes used to generate the network were generated by row-wise sampling with replacement from the output of this characterization. In this way, not only the univariate margins but also the correlations between properties are preserved. The average fiber length is approximately 1 mm; consequently, the characteristic length of the submodel \(l_r=4\) mm.

Fiber geometry populations before and after filtering. The fiber observations where the fiber wall thickness could not be identified are dropped. As these observations are primarily observations of small fibers, the resulting filtered population distributions shift. The limits used to filter the population are indicated with dashed vertical lines in the relevant figures
2.2.2 Network deposition
The fibers are deposited within a region of interest in the XZ plane (deposition domain), defined by the range of coordinates that can be returned as the coordinate of a fiber end. The in-plane projection of the deposition domain contains the in-plane area of the submodel (solution domain, \(l_r\) x \(l_r\)) and is defined to ensure that the density of the sheet does not decrease close to the edges of the solution domain. The deposition ensures that the fiber volumes do not overlap and continues until the target grammage (mass per surface area) is reached. The grammage is found by summing the total mass of all fibers in the solution domain and dividing it by the in-plane dimensions of the solution domain. Once the fiber properties and the location in the \(XZ-\)plane occupied by the fiber have been established, the complete geometry is checked against the bounding box of the solution domain to make sure that the fiber is inside the domain to be solved. If the fiber is entirely inside the solution domain, no further action is taken. If both ends are outside the solution domain, the fiber is not added to the simulation input, even if part of the fiber in between the ends is inside the solution domain. If one end is inside the domain but the other end is not, the fiber is truncated at the edge of the solution domain. These different outcomes are shown in Fig. 3. The fiber length is updated to reflect the fact that it has been truncated. The procedure is summarized as follows:
-
1.
For a file consisting of n discrete fiber observations, a random number \(a\sim U\{1,n\}\) is drawn where \(U\{1,n\}\) is the discrete uniform distribution. The fiber is generated with the same geometry as the fiber on the a:th row of the fiber characterization file.
-
2.
For a deposition domain given by the axis-aligned bounding box delimited by the coordinate pairs \((x^{-},x^{+})\), \((z^{-},z^{+})\), a pair of scalars \((x_i,z_i) \sim (U(x^{-},x^{+}),U(z^{-},z^{+}))\) is drawn, indicating the coordinate in the XZ-plane where one end of the fiber is located. Here, \(U(x^{-},x^{+})\) denotes the continuous uniform distribution with support \(x \in [x^{-},x^{+}]\).
-
3.
A random number drawn from \(b\sim U(0,1)\) is drawn. This scalar is used to orient the fiber on the plane.

Deposition rules for individual fibers. A large admissible domain dictates where fibers can be initialized, while a smaller domain indicates where fibers are retained. Fibers that cross the boundary of the deposition domain are truncated at the edge unless it is the middle part of the fiber which crosses the boundary, in which case the entire fiber is dropped. In the image, dropped fibers and fiber segments are shown in gray while retained sections are depicted in black
To simplify the intersection analysis (cf. next Section), the fiber is assumed to be curved only in-plane during the initial deposition phase. Before the compaction process is modeled, the fibers are packed to form a sheet. During this operation, the fiber flexibility is considered, and the network architecture which is investigated therefore consists of fibers with in- and out-of-plane curvature.
2.2.3 Intersections
All fibers except the first one risk being placed in a section of the solution domain that already contains a fiber volume. To determine whether there are any intersections, the fiber volume coordinates are projected onto the XZ-plane when it is deposited. In this \({\mathbb {R}}^2\)-space, the projection can be rapidly compared against the two-dimensional projections of all previously deposited fibers, and intersections can be detected, using a modified version of [47]. The intersection analysis returns a list of intersecting fiber volumes. Knowing which fibers intersect the volume of the newly deposited fiber, it is possible to calculate a list of distances between the fibers. This distance can then be compared with the minimum distance necessary for the fiber to be able to fit between two adjacent fibers already deposited. In this way, a stack of fibers that is as dense as possible without allowing fiber interpenetration is formed. The major advantage of using this type of deposition scheme instead of allowing fibers to be deposited only at the top of the stack is the reduced computational time to form a sheet. However, it does cause a type of two-sidedness to the formed sheet, as shown in Fig. 4. Although the density of the network is reasonably uniform, the number of fibers varies through the thickness of the sheet. The bottom of the sheet contains many small fibers, while the top of the sheet contains many large fibers.

a Distribution of fiber volume inside the network. b Distribution of discrete fibers inside the network. In the case of fibers, fiber observations were weighted by the amount of the fiber inside each bin where relevant, so that each fiber contributes exactly 1.00 fibers to the total. The difference between the two plots stems from the deposition scheme which attempts to place fibers as close as possible to the bottom of the network. Smaller fibers, being smaller, can fit into smaller spaces and are therefore more often deposited close to the bottom of the network. However, these small fibers do not contribute much fiber volume. In Fig. 5, this effect can be seen before the sheet is compressed
2.2.4 Structural anisotropy
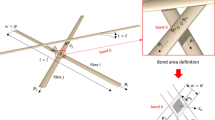
The fiber orientation anisotropy is modeled using the method of Forgacs and Strelis [20]. The explicit probability density function for a fiber i being oriented in a certain direction in the plane is given in Eq. (1), where \(\theta _i\) is the angle of the fiber orientation in the plane (see Fig. 3) and \(\lambda \) is the ratio between the elastic moduli of the material along the MD (machine direction) and the CD (cross direction), at the macroscopic level,
Equation (1) can be restated to generate a biased population of fiber orientations. The distribution function is found by integration, noting that \(f(\theta )\) is an even function if \(\theta \in [-\pi /2 ,\pi /2]\). In that case, \(F(0) = 0.5\), and we obtain Eq. (2) (p. 172 [53]),
Since \(f(\theta ) \ge 0 \,\, \forall \theta \), the distribution function \(F(\theta ) \in [0,1]\). As \(F(\theta )\) is strictly increasing and continuous, \(F(\theta )\) is invertible, \(b_i = F(\theta _i) \leftrightarrow \theta _i = F^{-1}(b_i)\). Rewriting Eq. (1) it is possible to draw biased observation using a random number generator generating values from the uniform distribution, Eq. (3):
2.2.5 Sheet forming
After the deposition is complete, the stack of fibers is compressed in the out-of-plane direction using two rigid plates moved toward each other, displacing the fibers in the process and compacting them into a sheet as is shown in Fig. 5. The objective of this operation is to generate a network with the designated density which resembles a real sheet. By employing explicit numerical simulation, the fibers are brought into contact and conform to each other, generating a natural set of fiber-to-fiber contacts and a fiber geometry which varies significantly along the length of the fiber, in contrast to the idealized representation used in the previous step. Similar approaches have been employed elsewhere, e.g., [33, 34]. At this stage of production, the pulp fibers are still relatively wet, and therefore, the material properties characterizing the fibers during the deposition are approximated as follows: Young’s modulus \(E=500\) MPa, Poisson’s ratio \(\nu =0.2\), yield stress \(\sigma _y = 2.7\) MPa, and tangent modulus \(E_T = 45\) MPa. As the compaction is performed under displacement control and the stresses and strains are removed prior to the next step of the analysis, the choice of material parameters here is mainly to achieve a large minimum time step. A pure penalty stiffness formulation is used during the compaction, with no cohesive strength in the contacts between fibers.
Since there are no lateral constraints on the fibers during the forming of the network sample, the fiber density may unrealistically decrease in close to the edges. To avoid this effect, the network sample is generated with a larger size \(l_r^* \times l_r^*\), with length \(l_r^*=1.5\, l_r\) in each in-plane direction (corresponding to 1 mm increase on each side) and re-cut to the predefined dimension \(l_r \times l_r\) before the Expanda compaction process is simulated.

Complete network (solution domain only) and the eventual area and thickness which will be used for the submodel. The collection of fibers is initially penetration free with one rigid plate on either side, and is formed into a sheet by explicit simulation of the fibers as the rigid plates are brought to a specified distance from each other, such that the distance between the facing normals of the rigid plates is a distance \(t_p\) apart, \(t_p\) being the thickness of the paperboard
2.3 Expanda compaction
The formed sheet is the reference configuration for the simulation of the in-plane compaction process. All stresses and strains (elastic and plastic) are removed, preserving only the network geometry. To simulate the Expanda compaction process, the interaction of the paper web with the rolls in the compaction unit is reproduced at the submodel. This is achieved by defining two solid horizontal plates in contact with the top and bottom faces of the submodel, representing the top and bottom roll, respectively. The plate sizes are the same as that of the submodel (\(l_r \times l_r\)), and the thickness is set to 5 \(\mu \)m. The constitutive law of the top plate is a two parameter Mooney–Rivlin hyperelastic model describing the behavior of the rubber blanket covering the top roll. The calibrated parameters for the strain energy potential definition \(W=C_{10}({\bar{I}}_1-3 )+C_{01}({\bar{I}}_2-3 )+d^{-1}(J-1)^2\) are the constants characterizing the deviatoric deformation of the material \(C_{10} =1.187\) and \(C_{01}=-0.5055\), and the material incompressibility parameter \(d=0.01748\). \({\bar{I}}_i\) is the i-th deviatoric invariant of the left Cauchy–Green deformation tensor \(\bar{{\mathbf {B}}}=\det ({\mathbf {B}})^{-1/3}{\mathbf {B}}\). The bottom plate is modeled as a rigid body, representing the steel roll.
In addition to the two horizontal plates, four vertical solid plates are connected with the lateral faces of the submodel (Fig. 6). The vertical plates assigned the macroscopic elastic properties of the paper web, already used in the macroscale simulations (\(E_{X}=245.0\) MPa, \(E_{Y}=14.0\) MPa, \(E_{Z}=126\) MPa, \(\nu _{XY}=0 \), \(\nu _{YZ}=0\), \(\nu _{XZ}=0.37\), \(G_{XY}=2.125\) MPa, \(G_{YZ}=1.625\) MPa, \(G_{XZ}=75\) MPa, where \(E_i\) are the elastic moduli, \(\nu _{ij}\) are Poisson’s ratios, and \(G_{ij}\) are the shear moduli). These values were found by performing mechanical characterization at 50% relative humidity and 23 \(^\circ \)C, followed by scaling of the properties to match the degree of change observed between dry and wet sample in [67], where the sheet properties were extracted at 45% moisture content, which roughly matches the conditions during compaction. The vertical plates ensure a uniform transfer of the in-plane compaction to the network, avoiding localization at the boundaries, and reproduce the condition of web continuity simulating periodic boundary conditions.

Schematic representation of the fiber network and the associated plates used to apply loads. Not to scale. a Horizontal plates represent the rubber coated top cylinder and the steel bottom cylinder; b Vertical plates represent the surrounding material being driven through the nip
2.3.1 Boundary conditions and loads
Previous analysis of the Expanda process has highlighted that the in-plane compaction occurs within the nip only if the paper web sticks to the rubber top roll while sliding against the bottom steel roll. To simulate this condition in the microscale model, the top plate interacts with the fibers using a frictional contact with a high coefficient of friction, \(\mu _r=3\), reproducing the conditions simulated in the continuum model. The interaction between the bottom plate and the fibers is defined by a frictionless contact (\(\mu _s=0\)) guaranteeing the sliding of the network along the steel plate during compaction. The microscopic coefficients of friction do not coincide with the corresponding macroscopic ones used in the continuum model, as the contact areas, the asperity interlocking, and the forces transferred locally vary between the two cases although for a larger contact area they produce the same resultant forces [64]. By selecting high (low) values of friction for the paper–rubber (paper–steel) interaction, the key behavior, i.e., the sticking (sliding), is ensured.
The vertical plates representing the surrounding paperboard interact with the fibers using a frictionless surface to surface contact. The plates are assigned periodic boundary conditions to simulate the interaction between the submodel and the neighboring mass, ensuring continuity.
The loading conditions characterizing the compaction process in the nip, i.e., the compaction strain \(\varepsilon (x)\) transferred to the paper web and the vertical pressure p(x) transmitted at the interface, are retrieved from the macroscale model, in every section of coordinate \(x\in [0,l_n]\) with \(l_n\) the nip length and the origin in the nip’s leading edge. A Lagrangian approach is used to assign such loading conditions to the submodel (Fig. 7).

a Reference system associated with the submodel; b conceptual representation of the modeling approach: The loads and boundary conditions are applied to the submodel using horizontal and vertical plates. The simulation is performed in a dynamic setting, where velocities and pressures are applied to the plates to generate the pressure and macroscopic compaction shown in Fig. 8
A local reference system [X, Y, Z] with origin in the submodel’s centroid moving along \(x\in [0,l_n]\) at speed \({\mathbf {v}} = [v_x \quad 0 \quad 0]^\mathrm {T}\) is used, and the strain field \(\varepsilon (X=0,t)=\varepsilon (x(t))\) and pressure field \(p(X=0,t)=p(x(t))\) is applied. The global spatial coordinate \(x\in [0,l_n]\) can be expressed as a function of time \(t\in [0,t_{end}]\), with \(t_{end}\) the total time necessary for the submodel to move the distance of the nip length \(l_n\). Figure 8a shows the typical trend of \(\varepsilon (t)\) and p(t). Here, only the time during which compaction actually occurs is of interest, highlighted in Fig. 8b.

a Pressure load and compaction of the network as it passes the nip as a function of time. The pressure follows a roughly sinusoidal shape, while the compaction of the paperboard takes place as it is exiting the nip. Only the final part of the passage, between \(t_c\) and \(t_\mathrm{end}\), shown in b, is explicitly simulated. In this time interval, the compaction is almost linear in time
The top plate is subjected to the peak pressure \(p_\mathrm{max}\), followed by a release to \(p(t=t_c)\). Then, the additional conditions during compaction, consisting of a gradually decreasing pressure on the top plate and notably the in-plane compaction, are imposed.
The paper compaction occurs at an approximately constant rate, therefore a constant velocity \(-v_x(t)=-v_x\) is applied to the rightmost vertical plate while restraining the nodes of the opposite plate. The top plate is subjected to the same amount of in-plane compaction, applied uniformly, to simulate the recoil of the rubber. We also apply the pressure field p(t) by assigning to the top plate the value of pressure retrieved at the centroid, as a function of the average strain. The bottom steel plate is restrained in all directions.
2.4 Material properties
During the compaction process, the paper web has left the wet section of the paper machine but still contains a large amount of water. Paper is much weaker and more compliant when the fibers are largely or fully soaked, and bonds are not yet completely formed. Tejado and van de Ven [69], in their analysis on paper strength, highlight the importance of fiber entanglement friction to hold fibers together in a wet web, which is gradually strengthened by hydrogen bonds forming as the capillary forces induce fibers into contact. Belle and Odermatt [4], reviewing the literature as far as the strength of wet webs is concerned, identified the interplay of factors such as Van der Waals forces, electrostatic forces, capillary forces, and internal hydrogen bonds formation, together with fibers morphology, the surface roughness of fibers, amount of fibrils and fines.
2.4.1 Fibers
The response of single pulp fibers undergoing compression has not been investigated in the literature, mostly due to experimental difficulties in reproducing realistic boundary conditions. The compaction of the network is significant, and it would be beneficial to employ a constitutive model tailored for finite strains, and pulp fibers such as that presented by Seidlhofer et al. [57, 58]. However, material characterization is a difficult task, and to the authors’ knowledge no comprehensive parameter set has been presented. Dumbleton attempted to mimic the response of compaction by drying single fibers restrained between rubber surfaces [16]. However, he was not able to test the fibers in compression, only the effect of compression on the subsequent tensile response. We adopt an elastoplastic material model with isotropic hardening. The plasticity formulation should be considered a phenomenological construct to capture the irreversible deformation.
Moreover, the anisotropy of the fiber wall is omitted by modeling only the S2 layer of the fiber and without taking into account the micro-fibril orientation of the fiber. While it is known that there is a large variance in the mechanical properties of pulp fibers [74], it is outside the scope of this work to examine the effect of that variation. The chosen mechanical properties were calibrated to match the macroscopic behavior of the network resulting in the following fiber material properties: \(E=2205.0\) MPa, \(\nu =0.2\), \(\sigma _0=4.5\) MPa, \(E_T=45\) MPa, where E is the elastic modulus, \(\sigma _y\) the yield stress, and \(E_T\) the tangent modulus.
2.4.2 Bonds
The fiber-to-fiber bonds affect the network load transfer and therefore the stress distribution in the fibers (see, among others, [24, 41, 56]), ultimately propagating all the way to the macroscopic sheet level. Furthermore, the sliding between fibers might allow additional stretch potential to be stored in the fibers. Examining the contact between pulp fibers is hard due to the difficulty in experimentally measuring the interactions at the microscale, particularly when the fibers are wet. Most of the published literature focuses on resolving the tangential inter-fiber interaction by a traditional frictional law (see, for example, [19, 22, 38]). However, other researchers [2, 10, 25] found that data, especially from atomic force measurements, deviate from such a law by a factor \(F_0\) which can be interpreted as an initial cohesive force, independent of the normal load. Equation (4) is used to define the contact law between fibers, where both cohesion and friction are included in a Mohr–Coulomb type of relationship where \(\tau \) is the tangential stress, c is the cohesive component, and \(\sigma _n\) is the normal stress,
The calibration of these parameters has been performed following experiments performed by [2] for wet kraft pulp fibers, resulting in \(\mu _{F_{0}}=0.5\) [−] and \(c=0.07\) MPa.
2.5 Numerical description
The numerical model is built using the finite element method and solved using the commercial nonlinear explicit solver in the software LS-DYNA [36]. Each fiber is discretized by fully integrated shell elements with assumed strain interpolates (Type-16 in LS-DYNA, crediting [18, 51, 62]), with three through-thickness integration points. The shell thickness corresponds to the thickness of the fiber wall. Highly distorted elements, i.e., with negative Jacobian within the shell domain, are deleted during the analysis to prevent numerical instabilities. The number of such deletions is small.
The interaction among fibers is modeled by a single surface contact where the slave surface includes the surfaces of all the fibers and no master surface is defined. Contact is considered between all the fibers, listed in the slave list, including self-contact. The contact formulation is governed by Eq. (4). A variable coefficient of friction \(\mu ^*(\sigma _n)\) is defined to describe the relationship between tangential stress \(\tau \) and normal stress \(\sigma _n\) at the contact as in Eq. (5),
\(\mu _\infty \) represents the ratio between the tangential \(\tau \) and normal stress \(\sigma _n\) for \(\sigma _n \Leftarrow 0\), i.e., in the cohesive regime. \(\mu _{\infty }\) is set equal to a large enough number so that the cohesive behavior is captured while \(\mu _0\) is the coefficient of friction once the shear stress is high enough for the cohesion to be overcome. The plates are discretized with 8 node solid elements and assigned the proper boundary conditions and contact with the neighboring fibers, according to the description given in Sect. 2.3.1.
2.6 Post-processing
The post-processing is performed with MATLAB [42] and LS-PrePost [37]. The visualization toolbox GRAMM [43] is used to visualize some line art.
2.6.1 Geometry
As the network is compacted, the fibers can be affected in several ways:
-
1.
The fiber length, wall thickness, and circumference may change due to the straining of the fiber.
-
2.
The fiber may be physically moved inside the network, bringing it into or out of contact with other surfaces.
-
3.
The fiber cross section may be changed by non-uniform loading.
-
4.
The fiber mid-line may change shape, e.g., from roughly straight to undulated.
Each fiber is identified by a unique number that associates the fiber geometry with its finite element representation (nodes, elements, assigned shell thickness), and material data. Working on the subset of information in the finite element model, which is coupled with each fiber, the state of each fiber at every time step of the process is followed. The geometry is tracked through the load sequence by reconstructing each fiber cross section. The extraction proceeds as follows:
-
1.
The elements, nodes, shell thickness information, and material data of a fiber are identified via its unique identifier.
-
2.
One of the ends of the fiber is identified.
-
3.
Depending on the state of the cross section, the following actions are performed:
-
(a)
If the cross section is complete, the mean value of the nodal coordinates that make up the cross section is identified via Eq. (6),
$$\begin{aligned} \mathbf {x_c} = \frac{1}{n} \sum _{i=1}^n \begin{bmatrix} x_i&y_i&z_i \end{bmatrix}^{\mathbf {T}}. \end{aligned}$$(6) -
(b)
Based on the nodal coordinates, a matrix is defined as in Eq. (7),
$$\begin{aligned} {\mathbf {M}} = \begin{bmatrix} x_1 &{}\quad y_1 &{}\quad z_1 \\ x_2 &{}\quad y_2 &{}\quad z_2 \\ \ldots &{}\quad \ldots &{}\quad \ldots \\ x_n &{}\quad y_n &{}\quad z_n \\ \end{bmatrix} = {\mathbf {Q}} {\varvec{\Sigma }} {\mathbf {S}}^{\mathbf {T}}. \end{aligned}$$(7)This matrix is not in general square, but using singular value decomposition we can nonetheless formulate and solve the linear problem given in Eq. (8), where the nonnegative singular values of \(\varvec{\Sigma }\) are the eigenvalues and the columns of \({\mathbf {Q}}\) and \({\mathbf {S}}\) are the left and right eigenvectors of the matrix \(\mathbf {M^TM}\), denoted \(\mathbf {q, s}\). The nonstandard symbols were chosen to avoid confusion with previously defined parameters,
$$\begin{aligned} {\mathbf {M}}{\mathbf {q}} = \sigma {\mathbf {s}}. \end{aligned}$$(8)Expressing the nodal coordinates in this way, the directions in which the maximum and minimum variance of the data in \({\mathbf {M}}\) occur are determined. The direction of minimum variance is assumed to be out-of-plane with respect to the cross section, leaving two orthogonal directions. The coordinates of M, expressed in the base \((\xi ,\eta ,\gamma )\) built by the eigenvectors, are used to calculate the width and the height, Eqs. (9) and (10),
$$\begin{aligned}&w = \max (\xi _i) - \min (\xi _i) , \end{aligned}$$(9)$$\begin{aligned}&h = \max (\eta _i) - \min (\eta _i). \end{aligned}$$(10)
If the cross section is not closed no calculations are performed. This can occur when the fiber cross section lies on the edge of the smaller domain which is used after forming the sheet (going from sheet size \(l_r^*\cdot l_r^*\) to \(l_r\cdot l_r\)) domain. In this case, part of the cross section may be outside, while another part is inside the domain submitted to the solver. The nodes and elements outside the domain are removed, and the ones inside form an incomplete cross section.
-
(a)

Definitions of fiber geometry in the deformed state used to quantify the deformation of the fibers as the paperboard passes through the nip. Each fiber is characterized by the red mid-line \(\varvec{\Gamma }\mathbf {(x)}\) found by following the geometric center of each cross section along the fiber. As the finite element method is used, each cross section is represented by a finite number of nodes, shown in turquoise. Tracking each cross section, the cross-sectional deformation occurring is quantified at the sub-fiber level
The steps are repeated for each cross section in each fiber in the model. The outputs of the method are shown in Fig. 9 for a fiber at the edge of the network. With the derived values describing the mid-point of each cross section as well as its width and height, the data are further condensed into mid-line and average width and height per fiber. The mid-points of each cross section \(\mathbf {x_c}\) belonging to a fiber are joined together by linear interpolation such that the mid-line of each fiber is described by the vector \(\varvec{\Gamma }\) in Eq. (11),
Using the mid-line, the real length and the projected length of a fiber a with p cross sections are calculated using Eqs. (12) and (13),
The mean width and height for a fiber a with p cross sections are calculated using Eqs. (14) and (15),
2.6.2 Accumulation of irreversible strains
As previously described, an elastoplastic material model is used to describe the fiber response. The plasticity represents the permanent deformation of the fiber shapes, central to understanding the micro-mechanical events during the Expanda process. The effective plastic strain of each integration point for every shell element making up the fibers is exported at each time step. To quantify the irreversible deformation in an average sense, we calculate the volume-weighted mean effective plastic strain for all of the shell elements in the model, according to Eq. (16) where \(V_{tot}\) is the total volume of fibers in the model and \(V_i\) is the volume associated with integration point i,
3 Results and discussion
We investigate the microscopic response of the paper web in the case of imposed in-plane compaction \(\varepsilon =25\%\). This condition can be achieved with the Expanda machine geometry and operational settings described in Sect. 2.1. The macroscopic analysis of this reference case is discussed in detail in [12] and provides the macroscopic loading history to be applied to the submodel. Figure 10 shows the geometry of the submodel in its reference configuration, just before entering the Expanda machine.

Finite element model representing the submodel. Each fiber has been assigned a different color to highlight the network structure and heterogeneity. a Top-side network structure; b bottom-side network structure; c cross section of the submodel
Following the method described in Sect. 2.3.1, we (i) apply a vertical pressure \(p_{max}=0.6\) MPa; (ii) release the pressure to \(p(t=t_c)=0.45\) MPa; (iii) impose the in-plane compaction imposing the velocity \(v_x= \epsilon _\mathrm{max}\cdot l_r/t_\mathrm{end} \) with \(t_\mathrm{end}\) the time of compaction. The simulation time is determined such that quasi-static conditions are reproduced by limiting the contribution of the kinetic energy. Both time and mass scaling are used to complete the simulations within a reasonable time.
Throughout the passage of the submodel through the nip, it is possible to observe how the irreversible deformation (measured as effective plastic strain) develops within the individual fibers and the network as a whole. At this stage of papermaking, the yield stress is low, and the imposed deformation is large. Consequently, the elastic (reversible) strain accumulated is negligible, as demonstrated with a spring-back analysis after the compaction. As expected, the magnitude of irreversible strain is larger along the direction of compaction. Due to the two-sidedness of the sheet and the different degrees of friction between the top and the bottom side, there is a difference in strain magnitudes on the top and the bottom side. Figure 11 shows the accumulation of the effective plastic strains during the compaction in the fibers of the whole network, while Fig. 12 highlights the change in the projected length and the kink formation with strain localization developing during the compaction of a single fiber in the network.

Development of irreversible strains in the network during the compaction process. a Top side view of the effective plastic strains \(\varepsilon _p^\mathrm{eff}\) generated as functions of compaction (shown in the middle of the Figure); b corresponding view of the bottom side of the sheet, where the density is higher and the coefficient of friction against the steel plate is lower

Schematic evolution of the irreversible strains and fiber geometry as the paperboard is compacted during its passage through the nip. The fibers are shown on a fixed axis corresponding to the MD but offset in height, and are to scale relative to each other. The length decreases, and the irreversible strains concentrate in segments of the fibers
Figure 11 shows how the irreversible strain accumulates mainly along the fibers which are oriented in the machine direction. A difference can be observed whereby the fibers on the top side (Fig. 11a) display higher irreversible strains, whereas the fibers on the bottom side (Fig. 11b) display a more even distribution of strains. This is mainly due to the higher number of smaller fibers on the bottom side, a consequence of the deposition scheme as discussed in the method Section and something which seems to promote a more even load distribution between fibers. Figure 13 shows how a fiber oriented in the MD develops significantly higher deformation both globally, in terms of overall shrinkage, and locally, with considerable curl and/or kink formation. On the other hand, fibers oriented in the CD experience only minor plastic strains, mostly localized in the bond regions. The changes in the geometrical characteristics of each fiber such as length (real and projected), width, and height are thus highly dependent on the fiber direction in the plane. Therefore, looking at the mean fiber as it is compacted underestimates the degree of change in the direction of compaction and overestimates the change in orientations close to the cross direction. Presenting every fiber becomes overwhelming. Instead, we present the change in fiber geometry expressed as the arithmetic means of fibers sorted into 15-degree increments between the MD and the CD, as shown in Fig. 14. The fiber orientation is determined in the reference configuration and retained—hence no fiber changes bin during the compaction process. This color code is retained throughout the result section. In Fig. 15 the evolution of geometry normalized with respect to the property value in the reference configuration to avoid confounding factors due to differences in initial fiber size is shown. As the macroscopic compaction is 25%, the projected length of the fibers oriented along the MD decreases by almost as much (although not by exactly as much, as fibers are free to reorient and no fiber spans the entire submodel), Fig. 15a. Note that this decrease refers to the projected fiber length, which is a combination of both compression of the fiber and increased bending along the length of the fiber. The projected length, is defined in Eq. (13). The change in actual fiber length is smaller, Fig. 15a, b.
Fibers oriented predominantly along the CD are virtually unaffected. Only a small amount of spring-back is observed, primarily along the MD. A trend toward a further flattening of the fibers, indicated by an increasing mean width and decreasing mean height, is also visible. Fibers within 30\(^\circ \) of each axis undergo roughly the same evolution, while fibers more than 30\(^\circ \) from both axes undergo an intermediate load history.

Accumulation of irreversible strains and local compaction for fibers oriented in a the machine direction and b the cross direction. Due to the lack of strong and stiff contacts between the fibers compared to the imposed displacement from the industrial mechanism, the fibers in the cross direction are relatively unaffected, only accumulating some irreversible strains close to points of contact with other fibers and retaining almost all of the original length. Note the differing magnitude scales of the effective plastic strain in part (a) and part (b) of the Figure

Color scheme for binning according to fiber orientation in the sheet. The color legend shown here is retained throughout the presentation of results. Fiber end points are used to calculate the angle of each fiber relative to the machine direction (MD) (color figure online)

Evolution of fiber geometry inside the system as a function of pseudo-time during sheet compaction. Each bin is normalized with respect to the value in the first time step. As the fibers have different shapes, this cancels the natural variance in the mean between different bins and allows a comparison of the trend. Fibers oriented in the MD experience strong compaction and ovalization, whereas the fibers in the cross direction are essentially unaffected
Although almost all of the network undergoes yielding to some degree, a large irreversible strain is concentrated in the fibers oriented along the direction of compaction, where the arithmetic mean of the volume-weighted effective plastic strain is up to three times higher than for fibers oriented in the CD, Fig. 16. The irreversible strains are not concentrated close to the boundaries but evenly distributed over the entire volume as shown in Fig. 17 where Eq. (16) was calculated segment by segment along the length of the network.

Evolution of plasticity in the fibers as a function of pseudo time during compaction. a Almost all fibers experience some degree of irreversible strain accumulation during the passage through the nip. This is mainly due to the low yield limit and limited strain hardening assumed in the constitutive relation, also observed when the paperboard is still relatively wet. b Evolution of the volume averaged effective plastic strains in the fibers, by their orientation in the sheet. The irreversible strains increase almost linearly as compaction progresses, owing to the fact that the macroscopic compaction strain increases linearly in time. As the network is not continuous, the onset of compaction is associated with limited or no yielding, as the fibers respond elastically or by rigid body movement

Survey of localization phenomena in the submodel. a Partition scheme, calculating Eq. (16) for each strip along the length of the sample. b Result, where the fibers have been sorted according to their orientation at the beginning of the compaction. There is some variation from strip to strip, as can be expected given that each strip contains a unique geometry. A slight trend toward increased plastic strain at the leading edge of the volume can be observed for all fiber orientations, but this trend is weak compared to the strip-to-strip variation
Long fibers are beneficial in many strain-limited applications such as folding and tearing [40]. In Fig. 18, the fibers primarily oriented along the MD and the CD were tracked, detecting the differences in distribution as the submodel is driven through the Expanda machine. Although the CD fibers remain more or less unaffected, there is a clear trend in the MD fibers. The compaction does not shift the mode of fibers, but long fibers are disproportionately affected, indicated by the difference between the MD densities in \(L_p\) (Fig. 18a). The fibers oriented along MD are also flattened slightly more than the CD fibers, although here the difference is minor. This is a consequence of both the progressive global bending of the fibers and the local phenomena of curl and kink formations induced by the inter-fiber connections.

Evolution of fiber geometry inside the system as a function of pseudo-time during sheet compaction. a The mode of the fiber projected length remains stationary but the longer fibers are compacted, decreasing the mean fiber length. b The fiber width of fibers oriented in the MD increases as the compaction induces local deformations in the fibers where they interact with other fibers
During the compacting process, the fibers are forced closer together. In the MD direction, the fibers tend to globally shrink, due to the external forces imposed by the process and can curl locally and/or ovalize, due to the entanglement with the other surrounding fibers. In the CD direction, the fibers are deformed mainly by the interaction with the other fibers in the network, through which the loads are transferred. For this reason, the irreversible strain is mostly accumulated locally. The nip pressure hinders the out-of-plane behavior, preventing the formation of creped surfaces.
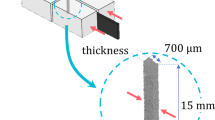
Computerized tomography (CT) scans of the sheets of interest can provide high-quality detailed images of the paper microstructure before and after the compaction process and serve as a comparison to the numerically compacted sheet. Currently, the process of rigorously analyzing fiber geometry changes from CT images is an open research question [14, 39, 54, 70]. Manual segmentation remains the best method of tracking fibers, but the cost associated with such segmentation is prohibitive. Ideally, the numerical simulation should produce a comparable change in the sheet structure. Qualitative comparisons between tomography images and numerical simulation results show satisfactory agreement (Fig. 19) in terms of thickness changes after compaction. The observed thickness variation in the real sample can arise from the basis weight variation naturally introduced in the paper-making process, which is not modeled explicitly. The real sheet exhibits a pronounced waviness which is absent from the numerical model. It is unlikely that this waviness is created during the passage through the middle of the Expanda nip, as the out-of-plane pressure there is large. However, it may be formed during the exit of the sheet from the nip, around the time where the rubber and the sheet lose contact. This stage, which is not included in the simulation, is highly dynamic. To capture the deformation, it may be necessary to simulate more of the mechanical system, including the release of the sheet from the rubber which may be the cause of the waviness. Additional physical testing would be ideal to diagnose if and if so under which conditions the waves observed in Fig. 18b disappear. However, this was outside the scope of the current work.

Qualitative comparison between tomography images a, b and numerical simulations c, d results of the sheet before and after compaction. The waviness of the fibers inside the sheet is qualitatively similar while the out-of-plane waviness of the sheet as a whole is not, owing to the method of imposing loads on the network via plates. The thickness of both the real and the numerical sheet prior to compaction a, c is about 200 \(\mathrm{u}\)m
3.1 The compaction’s effect on the fibers
The Expanda machine imposes a high degree of restraint on the sheet as it enters the nip region and is compacted. The restraint is provided not only by the rolls lateral to the sheet but also by the sheet continuity, which is moving at different speeds before and after the nip, leading to in-plane compaction. The material properties of the sheet itself appear to play a secondary role in the compaction process compared to the load conditions, as the still forming network is too compliant to effectively resist dimensional changes. The compaction can be resolved into (i) a compression phase, where the sheet density increases rapidly (\((t-t_c)/(t_{max}-t_c) < 0.4\)), followed by (ii) a yielding phase, where there is substantial plastic deformation. The plastic deformation takes place both as a result of axial compression and bending of the fibers due to the geometrical entanglement of fibers. Unlike methods such as creping where the change of the sheet is to increase out-of-plane waviness [72], the compaction process works mainly by filling voids in the sheet with fiber material since it is performed under a considerable lateral pressure effectively inhibiting more of the out-of-plane deformation. There is an upper limit after which additional compaction is not productive and may reduce material performance. This limit would be dependent on the void space in the sheet before compaction.
3.2 Effect of bond properties
The effect of different tangential interaction types among fibers is examined by reusing the same submodel but employing different interaction models for the fiber-to-fiber contacts. In addition to the reference case, where the bonds are governed by a frictional-cohesive law (Sect. 2.4.2), the behavior of the network in case of purely frictional contact, a purely cohesive contact, and a frictionless contact without adhesion were compared. Figure 20a shows how the decrease in length is almost the same for all four contact formulations, with a final average projected length between 0.899 and 0.893 depending on the contact. Figure 20b shows that despite the almost constant decrease in mean projected fiber length, the frictional interaction adds a significant amount of irreversible strain as the submodel passes through the nip. The difference between the reference case and the case with neither friction nor cohesion is approximately 17%, with the majority of the change coming from the removal of friction. Most of the added plastic strain is due to local deformation at the bonds where the fibers experience a higher degree of constraint, while the final length which is mainly dependent on the macroscopic compaction does not change much.

Effect of different contact types on network compaction. Frictionless contact interactions result in the least amount of irreversible strain accumulation. Both cohesion and friction influence the result, increasing the degree of constraint the fibers are subjected to. Using the calibrated material properties here, the friction is more influential than the initial adhesion of the fibers. a Decrease in average projected fiber length. The differences are moderate, about 6% between the most extreme cases. b Effective plastic strain. Here, the differences between including or excluding friction are readily visible, resulting in an increase of about 17% from frictionless without cohesion to the reference case with both
4 Conclusions
Using micro-mechanical modeling, we showed how the compaction affects the geometry of individual fibers of the sheet depending on the fiber orientation with respect to the direction of compaction. Compaction of individual fibers occurs via bending and localized deformation close to points of contact with other fibers, as well as via plastic (irreversible) deformation. The bending occurs during the first stage of compaction and shortening of the fibers begins once the possibilities for bending are exhausted. The deformations are mainly accumulated in the long fiber fraction oriented in the direction of the compaction. These fibers flatten in response to the compaction forces and develop local kinks due to plastic hinging.
For macroscopic compaction of 25%, the fibers in the direction of compaction decrease in the projected length by on average 22%. Meanwhile, the fibers orthogonal to the direction of compaction experience no change in length but develop the plastic deformation mainly at the points of contact. In addition to the projected in-plane length of the fibers decreasing, the fibers become flatter, with the height decreasing by between 2% and 13%, with a corresponding increase in fiber width. The simulation results show how the deformation accumulates primarily on the fibers in form of irreversible strains with relatively little sliding despite the weak internal constraints imposed by fiber-to-fiber bonds in the sheet. The entanglement of the fibers together with the applied lateral pressure inhibits inter-fiber sliding, and fibers interact primarily via normal (compressive) interactions. The frictional interaction has an effect on the amount of accumulated irreversible strain in the network, with more friction resulting in more irreversible strain. As most of the deformation accumulates as plastic deformation of the fibers during compaction, the spring-back effect is almost negligible.
For the papermaker, our results suggest that the achieved degree of compaction observed is mostly decided on the continuum scale discussed in earlier work [12]. As most of the deformation is absorbed by the long fiber fraction, a natural question to be addressed in the future using micro-mechanics would be the interaction between the outcome of the compaction and the resulting tensile properties of the compacted material for different furnish compositions, since the induced changes on the microscale have a prominent effect on the bulk mechanical properties.
References
Ärölä, K., von Hertzen, R.: Development of sheet tension under a rolling nip on a paper stack. Int. J. Mech. Sci. 47(1), 110–133 (2005). https://doi.org/10.1016/j.ijmecsci.2004.11.006
Andersson, S., Rasmuson, A.: Dry and wet friction of single pulp and synthetic fibres. J. Pulp Pap. Sci. 23, J5–J11 (1997)
Ban, E., Barocas, V.H., Shephard, M.S., Picu, R.C.: Softening in random networks of non-identical beams. J. Mech. Phys. Solids 87, 38–50 (2016). https://doi.org/10.1016/j.jmps.2015.11.001
Belle, J., Odermatt, J.: Initial wet web strength of paper. Cellulose 23(4), 2249–2272 (2016). https://doi.org/10.1007/s10570-016-0961-7
Bergström, P., Hossain, S., Uesaka, T.: Scaling behaviour of strength of 3d-, semi-flexible-, cross-linked fibre network. Int. J. Solids Struct. 166, 68–74 (2019). https://doi.org/10.1016/j.ijsolstr.2019.02.003
Bolam, F. (ed.): Consolidation of the Paper Web. Trans. IIIrd Fund. Res. Symp. Cambridge. FRC, Manchester (1965)
Borgqvist, E., Wallin, M., Ristinmaa, M., Tryding, J.: An anisotropic in-plane and out-of-plane elasto-plastic continuum model for paperboard. Compos. Struct. 126, 184–195 (2015). https://doi.org/10.1016/j.compstruct.2015.02.067
Borodulina, S., Kulachenko, A., Nygårds, M., Galland, S.: Stress-strain curve of paper revisited. Nordic Pulp Pap. Res. J. 27(2), 318–328 (2012). https://doi.org/10.3183/npprj-2012-27-02-p318-328
Bronkhorst, C.: Modelling paper as a two-dimensional elastic-plastic stochastic network. Int. J. Solids Struct. 40(20), 5441–5454 (2003). https://doi.org/10.1016/s0020-7683(03)00281-6
Carpick, R.W.: Measurement of interfacial shear (friction) with an ultrahigh vacuum atomic force microscope. J. Vacuum Sci. Technol. B Microelectron. Nanometer. Struct. 14(2), 1289 (1996). https://doi.org/10.1116/1.589083
Ceccato, C., Brandberg, A., Kulachenko, A., Barbier, C.: Designing highly deformable paperboard for 3d forming applications: a micro-mechanical approach: processed data and model (2021). https://doi.org/10.5281/ZENODO.4270284
Ceccato, C., Kulachenko, A., Barbier, C.: Investigation of rolling contact between metal and rubber-covered cylinders governing the paper compaction process. Int. J. Mech. Sci. 163,(2019). https://doi.org/10.1016/j.ijmecsci.2019.105156
Clupak: Process and apparatus for producing an extensible web material. G.B. Patent No.GB1100908A (1961)
Creveling, P.J., Whitacre, W.W., Czabaj, M.W.: A fiber-segmentation algorithm for composites imaged using x-ray microtomography: development and validation. Compos. Part A Appl. Sci. Manuf. 126,(2019). https://doi.org/10.1016/j.compositesa.2019.105606
Deogekar, S., Picu, R.: On the strength of random fiber networks. J. Mech. Phys. Solids 116, 1–16 (2018). https://doi.org/10.1016/j.jmps.2018.03.026
Dumbleton, D.P.: Longitudinal compression of individual pulp fibers. Ph.D. thesis, Georgia Institute of Technology (1971)
Elliott, J.: An Introduction to Sustainable Development. Routledge, Abingdon-on-Thames (2012). https://doi.org/10.4324/9780203844175
Engelmann, B.E., Whirley, R.G., Goudreau, G.L.: A simple shell element formulation for large-scale elastoplastic analysis (1989)
Fellers, C., Backström, M., Htun, M., Lindholm, G.: Paper-to-paper friction—paper structure and moisture. Nordic Pulp Pap. Res. J. 13(3), 225–232 (1998). https://doi.org/10.3183/npprj-1998-13-03-p225-232
Forgacs, O.L., Strelis, J.: The measurement of the quantity and orientation of chemical pulp fibres in the surfaces of newsprint. Pulp. Pap. Magaz. Can. 64, T3–T13 (1963)
Giddings, B., Hopwood, B., O’Brien, G.: Environment, economy and society: fitting them together into sustainable development. Sustain. Dev. 10(4), 187–196 (2002). https://doi.org/10.1002/sd.199
Gralens, N., Olofsson, B., Lindberg, J.: Measuring of friction between single fibers. Fiber Society Meeting at Princeton, N. J.l pp. 623–629 (1952). https://doi.org/10.1177/004051755302300905
Hauptmann, M., Wallmeier, M., Erhard, K., Zelm, R., Majschak, J.P.: The role of material composition, fiber properties and deformation mechanisms in the deep drawing of paperboard. Cellulose 22(5), 3377–3395 (2015). https://doi.org/10.1007/s10570-015-0732-x
Hirn, U., Schennach, R.: Comprehensive analysis of individual pulp fiber bonds quantifies the mechanisms of fiber bonding in paper. Sci Rep (2015). https://doi.org/10.1038/srep10503
Huang, F., Li, K., Kulachenko, A.: Measurement of interfiber friction force for pulp fibers by atomic force microscopy. J. Mater. Sci. 44(14), 3770–3776 (2009). https://doi.org/10.1007/s10853-009-3506-8
Ihrman, C., Öhrn, O.: Extensible paper by the double-roll compacting process. In: Bolam [5], pp. 410–434
Karakoç, A., Hiltunen, E., Paltakari, J.: Geometrical and spatial effects on fiber network connectivity. Compos. Struct. 168, 335–344 (2017). https://doi.org/10.1016/j.compstruct.2017.02.062
Khakalo, A., Vishtal, A., Retulainen, E., Filpponen, I., Rojas, O.J.: Mechanically-induced dimensional extensibility of fibers towards tough fiber networks. Cellulose 24(1), 191–205 (2016). https://doi.org/10.1007/s10570-016-1102-z
Kulachenko, A., Uesaka, T.: Direct simulations of fiber network deformation and failure. Mech. Mater. 51, 1–14 (2012). https://doi.org/10.1016/j.mechmat.2012.03.010
Lahti, J., Schmied, F., Bauer, W.: A method for preparing extensible paper on the laboratory scale. Nordic Pulp Pap. Res. J. 29(2), 317–321 (2014). https://doi.org/10.3183/npprj-2014-29-02-p317-321
Laroche, M., Bergeron, J., Barbaro-Forleo, G.: Targeting consumers who are willing to pay more for environmentally friendly products. J. Consum. Market. 18(6), 503–520 (2001). https://doi.org/10.1108/eum0000000006155
Laukala, T., Ovaska, S.S., Tanninen, P., Pesonen, A., Jordan, J., Backfolk, K.: Influence of pulp type on the three-dimensional thermomechanical convertibility of paperboard. Cellulose 26(5), 3455–3471 (2019). https://doi.org/10.1007/s10570-019-02294-3
Lavrykov, S., Ramarao, B.V., Lindström, S.B., Singh, K.M.: 3d network simulations of paper structure. Nordic Pulp Pap. Res. J. 27(2), 256–263 (2012). https://doi.org/10.3183/npprj-2012-27-02-p256-263
Li, Y., Yu, Z., Reese, S., Simon, J.W.: Evaluation of the out-of-plane response of fiber networks with a representative volume element model. June 2018 17(06), 329–339 (2018). https://doi.org/10.32964/tj17.06.329
Linvill, E., Larsson, P.A., Östlund, S.: Advanced three-dimensional paper structures: mechanical characterization and forming of sheets made from modified cellulose fibers. Mater. Des. 128, 231–240 (2017). https://doi.org/10.1016/j.matdes.2017.05.002
LS-DYNA: LS-DYNA version mpp d R11.0.0 revision 129956. Livermore, California, USA (2018)
LS-PrePost: LS-PrePost–An Advanced PrePost Processor for LS-Dyna (version 4.7.0). Livermore, California, USA (2018)
Machado, M., Souza, S.M.A.G.U., Morgado, A.F., Caldas, P.G., Ptak, F., Prioli, R.: Influence of cellulose fibers and fibrils on nanoscale friction in kraft paper. Cellulose 23(4), 2653–2661 (2016). https://doi.org/10.1007/s10570-016-0953-7
Malmberg, F., Lindblad, J., Östlund, C., Almgren, K., Gamstedt, E.: Measurement of fibre-fibre contact in three-dimensional images of fibrous materials obtained from x-ray synchrotron microtomography. Nucl. Instrum. Methods Phys. Res. Sect. A Accelerators Spectrometers Detectors Assoc. Equip. 637(1), 143–148 (2011). https://doi.org/10.1016/j.nima.2011.01.080
Mark, R.E., Habeger, C., Borch, J., Lyne, M.B. (eds.): Handbook of Physical Testing of Paper. CRC Press, Boca Raton (2001). https://doi.org/10.1201/9781482290103
Marulier, C., Dumont, P.J.J., Orgéas, L., du Roscoat, S.R., Caillerie, D.: 3d analysis of paper microstructures at the scale of fibres and bonds. Cellulose 22(3), 1517–1539 (2015). https://doi.org/10.1007/s10570-015-0610-6
MATLAB: MATLAB version 9.3.0.713579 (R2017b). Natick, Massachusetts (2017)
Morel, P.: Gramm: grammar of graphics plotting in MATLAB. J. Open Source Softw. 3(23), 568 (2018)
Mott, L., Groom, L., Shaler, S.: Mechanical properties of individual southern pine fibers: part II. Comparison of earlywood and latewood fibers with respect to tree height and juvenility. Wood Fiber Sci. 34(2), 221–237 (2002)
Niskanen, K. (ed.): Mechanics of Paper Products. De Gruyter, Berlin (2011)
Niskanen, K., Alava, M., Seppälä, E., Aström, J.: Fracture energy in fibre and bond failure. J. Pulp Pap. Sci. 25(5), 167–169 (1999)
NS: Curve intersections (https://www.mathworks.com/matlabcentral/fileexchange/22441-curve-intersections), MATLAB central file exchange. (2020)
Östlund, M., Borodulina, S., Östlund, S.: Influence of paperboard structure and processing conditions on forming of complex paperboard structures. Packag. Technol. Sci. 24(6), 331–341 (2011). https://doi.org/10.1002/pts.942
Pan, K., Das, R., Phani, A.S., Green, S.: An elastoplastic creping model for tissue manufacturing. Int. J. Solids Struct. 165, 23–33 (2019). https://doi.org/10.1016/j.ijsolstr.2019.01.022
Pan, K., Phani, A.S., Green, S.: Periodic folding of a falling viscoelastic sheet. Phys. Rev. E (2020). https://doi.org/10.1103/physreve.101.013002
Pian, T.H.H., Sumihara, K.: Rational approach for assumed stress finite elements. Int. J. Numer. Methods Eng. 20(9), 1685–1695 (1984). https://doi.org/10.1002/nme.1620200911
Pickett-Baker, J., Ozaki, R.: Pro-environmental products: marketing influence on consumer purchase decision. J. Consum. Market. 25(5), 281–293 (2008). https://doi.org/10.1108/07363760810890516
Råde, L.: Mathematics handbook for science and engineering, 5:8 edn. Studentlitteratur, Lund (2004)
du Roscoat, S.R., Decain, M., Thibault, X., Geindreau, C., Bloch, J.F.: Estimation of microstructural properties from synchrotron x-ray microtomography and determination of the REV in paper materials. Acta Mater. 55(8), 2841–2850 (2007). https://doi.org/10.1016/j.actamat.2006.11.050
Räisänen, V.I., Alava, M.J., Nieminen, R.M., Niskanen, K.J.: Elastic-plastic behaviour in fibre networks. Nordic Pulp Pap. Res. J. 11(4), 243–248 (1996). https://doi.org/10.3183/npprj-1996-11-04-p243-248
Schmied, F.J., Teichert, C., Kappel, L., Hirn, U., Bauer, W., Schennach, R.: What holds paper together: nanometre scale exploration of bonding between paper fibres. Sci. Rep. (2013). https://doi.org/10.1038/srep02432
Seidlhofer, T., Czibula, C., Teichert, C., Hirn, U., Ulz, M.H.: A compressible plasticity model for pulp fibers under transverse load. Mech. Mater. 153,(2021). https://doi.org/10.1016/j.mechmat.2020.103672
Seidlhofer, T., Czibula, C., Teichert, C., Payerl, C., Hirn, U., Ulz, M.H.: A minimal continuum representation of a transverse isotropic viscoelastic pulp fibre based on micromechanical measurements. Mech. Mater. 135, 149–161 (2019). https://doi.org/10.1016/j.mechmat.2019.04.012
Seth, R.: Understanding sheet extensibility. In: Annual Meeting—Pulp and Paper Technical Association of Canada, vol. 90A, pp. 51–60. Pulp and Paper Technical Association of Canada (2004)
Shahsavari, A., Picu, R.: Size effect on mechanical behavior of random fiber networks. Int. J. Solids Struct. 50(20–21), 3332–3338 (2013). https://doi.org/10.1016/j.ijsolstr.2013.06.004
Silberstein, M.N., Pai, C.L., Rutledge, G.C., Boyce, M.C.: Elastic-plastic behavior of non-woven fibrous mats. J. Mech. Phys. Solids 60(2), 295–318 (2012). https://doi.org/10.1016/j.jmps.2011.10.007
Simo, J.C., Hughes, T.J.R.: On the variational foundations of assumed strain methods. J. Appl. Mech. 53(1), 51–54 (1986). https://doi.org/10.1115/1.3171737
Simon, J.W.: A review of recent trends and challenges in computational modeling of paper and paperboard at different scales. Arch. Comput. Methods Eng. (2020). https://doi.org/10.1007/s11831-020-09460-y
Singer, I., Pollock, H.: Fundamentals of Friction: Macroscopic and Microscopic Processes, vol. 220. Springer, Netherlands (1992). https://doi.org/10.1007/978-94-011-2811-7
Sirviö, J.A., Visanko, M., Ukkola, J., Liimatainen, H.: Effect of plasticizers on the mechanical and thermomechanical properties of cellulose-based biocomposite films. Ind. Crops Prod. 122, 513–521 (2018). https://doi.org/10.1016/j.indcrop.2018.06.039
Strand, A., Sundberg, A., Retulainen, E., Salminen, K., Oksanen, A., Kouko, J., Ketola, A., Khakalo, A., Rojas, O.: The effect of chemical additives on the strength, stiffness and elongation potential of paper. Nordic Pulp Pap. Res. J. 32(3), 324–335 (2017). https://doi.org/10.3183/npprj-2017-32-03-p324-335
Tanaka, A., Asikainen, J., Ketoja, J.A.: Wet web rheology on a paper machine. In: I’Anson, S. J. (ed.) Advances in Pulp and Paper Research, Oxford 2009, vol. Trans. of the XIVth Fund. Res. Symp. Oxford, pp. 577–595. FRC, Manchester (2009). https://doi.org/10.15376/frc.2009.1.577
Targhagh, M.: Simulation of the mechanical behaviour of low density paper and an individual inter-fibre bond. Ph.D. thesis, University of British Columbia (2016)
Tejado, A., van de Ven, T.G.: Why does paper get stronger as it dries? Mater. Today 13(9), 42–49 (2010). https://doi.org/10.1016/s1369-7021(10)70164-4
Viguié, J., Latil, P., Orgéas, L., Dumont, P., du Roscoat, S.R., Bloch, J.F., Marulier, C., Guiraud, O.: Finding fibres and their contacts within 3d images of disordered fibrous media. Compos. Sci. Technol. 89, 202–210 (2013). https://doi.org/10.1016/j.compscitech.2013.09.023
Vishtal, A., Hauptmann, M., Zelm, R., Majschak, J.P., Retulainen, E.: 3d forming of paperboard: the influence of paperboard properties on formability. Packag. Technol. Sci. 27(9), 677–691 (2013). https://doi.org/10.1002/pts.2056
Welsh, H.: Fundamental properties of high stretch papers. In: Bolam [5], pp. 397–409
Wilbrink, D., Beex, L., Peerlings, R.: A discrete network model for bond failure and frictional sliding in fibrous materials. Int. J. Solids Struct. 50(9), 1354–1363 (2013). https://doi.org/10.1016/j.ijsolstr.2013.01.012
Wuu, F.: Mechanical properties and structural changes in recycled paper. Ph.D. thesis, SUNY College of Environmental Science and Forestry (1993)
Funding
Open access funding provided by Royal Institute of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Data and code availability
The processed data required to reproduce these findings are available to download from https://doi.org/10.5281/zenodo.4270284 [11].
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The financial support of Treesearch/Vinnova [Grant Number 2017-05410] and BillerudKorsnäs AB is greatly acknowledged. The computations were enabled by resources provided by the Swedish National Infrastructure for Computing (SNIC) at Umeå University partially funded by the Swedish Research Council [Grant Agreement No. 2018/3-212, 2019/3-260 and 2020/05-428].
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution, and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ceccato, C., Brandberg, A., Kulachenko, A. et al. Micro-mechanical modeling of the paper compaction process. Acta Mech 232, 3701–3722 (2021). https://doi.org/10.1007/s00707-021-03029-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00707-021-03029-x