
Abstract
This article presents the results of the development of a medium-Mn780 grade at large scale production via conventional LD-converter route at the voestalpine steel plant in Linz. It highlights the property profile of the newly developed grade—being a well-balanced global-formability type for demanding deep drawing operations and crash applications. Furthermore, it offers the possibility of weight reduction by replacing grades with lower strength levels.
The article highlights critical aspects of the application of the material that had to be overcome. The first aspect addresses the often-observed presence of extensive yield point elongation (YPE) in medium-Mn steels. This contribution clearly shows that YPE can be avoided by a two-step heat treatment. The second aspect concerns the robustness of the manufacturing process and refers to the sensitivity of mechanical properties to the intercritical annealing temperature, which is a concern for industrial scale production. Based on the large-scale material, this contribution can emphasize that, with a precise temperature control during a batch annealing cycle, stable mechanical properties throughout an entire coil can be achieved. The third aspect addresses the necessary suitability of the material for the resistance spot welding process. In our first investigations, the material revealed rather low cross tension strength (CTS) after welding with standard parameters. Therefore, the chemical composition was adjusted and a double-pulse regime was established to vastly increase CTS.
Considering all the above-mentioned aspects, this contribution represents a compilation of critical points and possible solutions towards the large-scale implementation and subsequent use of the present material by the automotive industry.
Zusammenfassung
In diesem Artikel werden die Ergebnisse der Entwicklung einer medium-Mn780 Güte vorgestellt, die im voestalpine-Stahlwerk in Linz mittels der konventionellen LD-Konverter-Route hergestellt wurde. Die neu entwickelte Stahlgüte weist ein ausgewogenes Eigenschaftsprofil mit Fokus auf globaler Umformbarkeit für anspruchsvolle Tiefziehoperationen und Crash-Anwendungen auf. Darüber hinaus bietet der Werkstoff die Möglichkeit zur Gewichtsreduzierung durch den Ersatz von Güten mit einem niedrigeren Festigkeitsniveau.
Der Artikel beleuchtet kritische Aspekte bei der Anwendung des Werkstoffs, die es zu überwinden galt. Die erste Fragestellung betrifft die bei medium-Mn Stählen häufig beobachtete ausgeprägte Streckgrenze. Die Ergebnisse zeigen deutlich, dass eine ausgeprägte Streckgrenze durch eine zweistufige Wärmebehandlung vermieden werden kann. Der zweite behandelte Aspekt bezieht sich auf die Robustheit des Herstellungsprozesses und beleuchtet die Frage der Sensitivität der mechanischen Eigenschaften auf die interkritische Glühtemperatur. Auf Grundlage des großtechnisch hergestellten Materials kann gezeigt werden, dass mittels einer präzisen Temperaturführung während eines Hauben-Glühzyklus stabile mechanische Eigenschaften über den gesamten Coil hinweg erreicht werden können. Der dritte betrachtete Aspekt ist die geforderte Eignung des Materials für das Widerstandspunktschweißen. In ersten Untersuchungen zeigte der Werkstoff nach dem Schweißen mit Standardparametern eine geringe Kopfzugfestigkeit. Aufgrund dessen wurde die chemische Zusammensetzung angepasst und ein Doppelimpulsverfahren entwickelt, um die Kopfzugkräfte deutlich zu erhöhen.
Dieser Beitrag fasst die kritischen Punkten und möglichen Lösungen für die großtechnische Herstellung und Anwendung der medium-Mn 780 Güte in der Automobilindustrie zusammen.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In the last decade, the academic community extensively researched medium-Mn steels. The alloying concept of medium-Mn steels with 4–10 wt-% Mn is proposed as one of the most promising to fulfil the property requirements of the 3rd generation AHSS. Mn partitioning facilitates the stabilization of substantial amounts of austenite to room temperature. This allows the TRIP effect to be utilized, and combinations of tensile strength and total elongation can easily exceed the margin of 30,000 MPa%. This steel class has proved its position as one possible successor of classic AHSS due to the excellent mechanical properties paired with still reasonable alloying costs. Nevertheless, several technical issues have to be resolved in order to enable a successful application of medium-Mn steels in a vehicle, which is the main aim of this contribution. In this context, all presented results were acquired by a large-scale produced material, fulfilling the requirements for a batch-annealed medium-Mn steel with the strength level of 780 MPa, manufactured at the voestalpine steel plant in Linz, Austria.
The present contribution intends to give an overview of the development for a medium-Mn780 grade, focusing on industrial feasibility, formability, and weldability.
2 Experimental
Two industrial heats of approx. 180 t, one with 0.12 wt-% C and 5.8 wt-% Mn and one with an optimized chemistry, were produced via a conventional LD converter route followed by subsequent continuous casting equipped with soft reduction. The slabs were reheated to 1200 °C for ~ 2 h before hot rolling was applied with a finishing and coiling temperature of 880 °C and 550 °C, respectively to 3.2 mm thickness. For scale removal, a pusher-type pickling line (HCl solution) was used. Due to a fully martensitic microstructure and thus a high strength level of the material after hot rolling, a batch annealing step was necessary to ensure cold-rollability. Cold-rolled material in a thickness range of 1.0 to 1.6 mm was produced.
Dilatometric investigations were conducted on a Bähr 805 A/D using cold rolled material (10 × 3.5 × 1 mm3). Heating and cooling rate to intercritical annealing temperature were 100 and 80 Ks‑1, respectively. The microstructure of the annealed materials was observed by means of EBSD on a Jeol JSM-7800F scanning electron microscope with a field emission gun. Simultaneous EDX measurements were performed with a windowless Oxford Extreme detector. The mechanical properties were obtained by tensile testing according to the international standard ISO 6892‑1 on a Zwick-Roell BTC-FR020TN tensile testing machine using tensile samples with a gauge length of 80 mm. The retained austenite content was determined by means of saturation magnetisation measurement. Welding parameters were applied according to SEP1220‑2.
3 Results and Discussion
3.1 Heat Treatment and Mechanical Properties
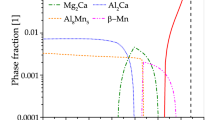
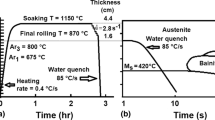
Building on the experience gained from previous work [1,2,3], a two-step heat treatment comprising full austenitization in a continuous annealing (CA) line followed by intercritical annealing (IA) of prior martensitic microstructure in a batch-annealing (BA) furnace was applied. As shown in Fig. 1a, the initial medium-Mn780 grade 0.12C5.8 Mn possesses a yield strength of 620 MPa, a tensile strength of 810 MPa, a total elongation of over 30%, and a hole expansion ratio of 35%. This means that not only does the material offer a ~ 50% higher elongation than a DP800HD but also outperforms a DP600HD with significantly lower strength. For processability and weldability reasons, the chemical analysis was slightly adjusted. This results in a decrease in elongation (27%), which is, however, still above or equal to that of the previously mentioned HD-grades. At the same time, the hole expansion ratio increases to an average of over 50%. This means that global ductility was slightly reduced but local formability was gained. The adapted chemistry, therefore, offers a more balanced formability behavior. None of the medium-Mn780 grades presented shows a pronounced YPE or serrated flow phenomena, which leads to inhomogeneous thickness distribution across a manufactured component and therefore deteriorates crash performance. The main influencing factor for preventing YPE is the applied two-step heat treatment and the resulting microstructure and texture as described in detail in [1]. Fig. 1b displays the ultrafine-grained microstructure of the optimized medium-Mn780 grade consisting of a highly tempered martensitic matrix (blue) with lath-like austenite films (red). The yellow areas indicate ε‑martensite (hcp), which is believed to originate from γ→ ε transformation during sample preparation. In Fig. 1c, the heterogeneous Mn distribution within the microstructure can be seen. The brighter orange Mn-rich areas are assigned to the austenitic phase.

a tensile properties, b phase fractions (blue: bcc, red: fcc, yellow: hcp), c Mn-distribution
The industrially produced medium-Mn grades show very homogeneous properties over the coil length (e.g.: YS 586–598 MPa, TS 830–844 MPa, TE 26.8–27.4%, HER 51–53%). Initially, this was one of the largest concerns related to application of a batch annealing process for this steel concept. However, it was found that although the steels are very sensitive to the intercritical annealing temperature (experimental data and simulation as described in [4]), the annealing time plays in this respect a minor role. Fig. 2 shows the detrimental effect of temperature on the retained austenite fraction versus the inferior effect of annealing time greater than 8 h. In-depth investigations on the effect of annealing time revealed a decrease of the austenite stability due to a slight coarsening of the grains, but the effect remains negligible. Therefore, the time-temperature cycles during batch annealing were optimized so that there are only small temperature differences within the coil. The holding time, however, varies considerably in some cases.

Retained austenite fraction as a function a temperature, b annealing time
3.2 Weldability
As already reported in [3] and displayed in Fig. 3a, the initial chemical composition of the medium-Mn780 grade exhibited very poor spot weldability with respect to the low cross tensile strength (CTS). Furthermore, the failure appearance proved to be an adverse interfacial failure. By optimizing the chemical composition towards weldability, the CTS could be almost doubled and the failure mode changed to a predominantly partial interfacial failure.

a CTS for initial and optimized medium-Mn780 (1.2 mm) Imin-Imax, b interfacial and c partial interfacial failure
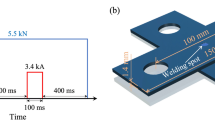
However, these CTS were still not fully satisfactory, especially at Imin. Therefore, a double pulse welding process was used to further raise the CTS. Fig. 4a clearly shows the advantage of a double pulse welding process on the CTS. With the right choice of cooling time between pulses, this can raise the CTS to > 5 kN. In-depth investigations have shown that a Mn-enrichment, introduced by the welding process, can be significantly reduced (Fig. 4b). Mn segregation at grain boundaries is known to have a strong embrittlement effect [5]. A comprehensive compilation of the studies can be found in [6]. It should also be mentioned that the grade does not show any susceptibility to liquid metal embrittlement as it is an issue for many new emerging steel grades for the automotive industry.

a CTS (Fmax) for single pulse (sp) at Imin and double pulse welding as a function of cooling time, b weld spot appearance and Mn distribution (EDX) after different welding conditions
4 Conclusion
The presented results clearly show that the adapted chemistry for the medium-Mn780 grade offers balanced mechanical properties by increasing the hole expansion ratio on the expanse of total elongation. Nevertheless, the grade is still suitable for highly demanding deep-drawing applications as well offering an excellent crash performance. Furthermore, welding properties were substantially improved in order to meet the requirements for applications in the automotive industry.
References
Steineder, K., Krizan, D., Schneider, R., Beal, C., Sommitsch, C.: On the microstructural characteristics influencing the yielding behavior of ultra-fine grained medium-Mn steels. Acta Mater. 139, 39–50 (2017)
Schneider, R., Steineder, K., Krizan, D., Sommitsch, C.: Effect of the heat treatment on the microstructure and mechanical properties of medium-Mn-steels. Mater. Sci. Technol. 35, 2045–2053 (2018)
Krizan, D., Steineder, K., Rehrl, J., Berger, E., Hebesberger, T.: Feasibility study of industrially produced batch annealed medium-mn steels. 4th Int. Conf. Medium High Manganese Steels, Aachen., pp. 45–48 (2019)
Steineder, K., Schneider, R., Krizan, D., Beal, C., Sommitsch, C.: Comparative investigation of phase transformation behavior as a function of annealing temperature and cooling rate of two medium-mn steels. Steel Res. Int. 86, 1179–1186 (2015)
Kuzmina, M., Ponge, D., Raabe, D.: Grain boundary segregation engineering and austenite reversion turn embrittlement into toughness : Example of a 9 wt.% medium Mn steel. Acta Mater. 86, 182–192 (2015)
Stadler, M., Schnitzer, R., Gruber, M., Steineder, K., Hofer, C.: Influence of the cooling time on the microstructural evolution and mechanical performance of a double pulse resistance spot welded medium-Mn steel. Metals (2021). https://doi.org/10.3390/met11020270
Acknowledgements
The authors wish to acknowledge the Austrian Research Promotion Agency (FFG) for its financial support related to the project Nr.: 881457 “Upscaling of medium-Mn TRIP steels”.
Funding
Open access funding provided by University of Applied Sciences Upper Austria.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Steineder, K., Krizan, D., Stadler, M. et al. Critical Aspects Concerning Large-scale Production of a Batch-annealed Medium-Mn 780 MPa Grade for Automotive Applications. Berg Huettenmaenn Monatsh 167, 513–516 (2022). https://doi.org/10.1007/s00501-022-01291-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-022-01291-7