
Abstract
By enabling the development of complex structures with adaptable qualities, techniques for additive manufacturing have opened new routes for material development and research. In this research, silicon nitride (Si3N4) ceramic nanoparticles are incorporated into polypropylene (PP) matrices. Various loading levels and standardized test specimens that adhere to ASTM criteria are created. The main goal is to thoroughly characterize these composites with an emphasis on their mechanical capabilities. The rheological, thermomechanical, and morphological properties of 3D-printed PP/Si3N4 composites created using material extrusion (MEX) 3D printing are examined. Thermogravimetric analysis and differential scanning calorimetry are exploited to study thermal stability and phase transitions in composite materials. Mechanical testing is conducted to determine mechanical qualities, such as flexural and tensile strength and modulus of elasticity. For detailed characterization of the nanocomposites, scanning electron microscopy, and Raman spectroscopy are also performed. The results provide insight into the impact of Si3N4 nanoparticles on the mechanical properties, thermal stability, and rheological behavior of PP/Si3N4 composites. The 2 wt% Si3N4 filler showed overall the best performance improvement (21% in the tensile modulus of elasticity, 15.7% in the flexural strength, and high values in the remaining properties assessed). The nanocomposite with the maximum Si3N4 loading of wt% showed a 33.6% increased microhardness than the pure PP thermoplastic, showing a promising wear resistance for the parts built with it. This research reveals the ability of Si3N4 ceramic nanoparticles to improve the mechanical characteristics of PP-based compounds produced by MEX 3D printing.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing (AM) has been an established technology in both business [1, 2] and academia during the past decade [3]. Comparing additive manufacturing (AM) to traditional manufacturing techniques has many advantages [4,5,6]. These benefits involve using a variety of materials (metals [7], polymers [8], etc.), while the parts fabrication is characterized as a cost-effective process [9], with reduced waste of the material [5, 10]. The layer-by-layer deposition methodology used in AM is a ground-breaking and distinctive technique that creates complex or cellular [11, 12] 3D objects with a range of attributes [13, 14]. With a focus on the practical use of fused filament fabrication (FFF) technology, additive manufacturing has successfully met the growing need for prototypes, custom-made goods, and massive manufacturing procedures [15]. FFF is a commonly used method for building polymeric components [16]. The expanding number of applications for FFF technology has increased the amount of attention being devoted to studying the mechanical characteristics of 3D-printed polymers [17].
While extensive research has been conducted on the thermal [18], mechanical [14], and other properties of polymers [19], it is important to recognize that additive manufacturing (AM) techniques, notably the FFF method, have a significant influence on the mechanical behavior of 3D-printed objects [19]. In the past, FFF research mostly concentrated on developing materials to increase the strength of FFF products [20, 21]. Process parameters, including layer thickness and feed rate [22] are also extensively investigated. However, current initiatives are increasing to include other methods for enhancing mechanical strength in products made with FFF, such as the addition of nanofillers and fillers [23,24,25]. The creation of novel polymer mixtures that contain reinforcing fibers has made tremendous strides in recent years [26]. When compared to conventional polymers, these new materials display increased strength and durability [4, 27, 28]. The incorporation of nanoparticles can give the matrix materials new features in addition to mechanical reinforcement, making them appropriate for usage in electric [29, 30], electronic [31, 32], antibacterial [33], and biological applications [34,35,36]. Metals, ceramics, and polymers with intense heat resistance are a few of these innovative materials, enabling a wider range of applications and superior performance [37, 38]. Thus, polymer nanocompounds offer a unique potential for FFF 3D printing to produce inventive filaments and objects [39].
Polypropylene (PP) is categorized as a polyolefin thermoplastic material [40]. Due to its exceptional mechanical qualities, polypropylene, which differs from some of the remaining thermoplastics in having a semicrystalline structure, is distinguished as the most widely used polyolefin. High mechanical strength, affordability, production simplicity, and exceptional chemical stability are some of these qualities [39, 40]. These qualities make the PP suitable for distinct types of applications, such as in the automotive industry [41], while it has wide use in medical parts and devices, such as in hospital supplies, equipment, catheters, and syringes, among others [42]. According to related research, the process of production, in particular the potential for shear-induced crystallization, has a significant impact on the thermomechanical properties of PP [43]. To adapt the properties of PP-based materials to particular applications and improve their performance, it is crucial to comprehend and manage this shear-induced crystallization [39, 43]. When the melt cools, the PP crystallization process causes thermal shrinkage, which presents challenges for 3D printing [44]. This issue affects the fusion of layers while printing as well as the joining of nearby filament strands [45]. It also impacts how well the deposited layers adhere to the build plate, which further complicates the PP 3D printing process [45, 46].
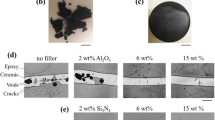
Both syndiotactic polypropylene (s-PP) and isotactic polypropylene (i-PP) have been the subject of numerous investigations on polypropylene nanocompounds [47]. Research has revealed notable improvements in many polypropylene property areas. Improvements have been noted, specifically, in the mechanical characteristics [48], crystallization behavior [49], electrical conductivity [50], and thermal stability [39]. A promising strategy for improving the overall performance and adaptability of polypropylene in a variety of applications has been the integration of nanoscale components [51]. The usage of graphene-polylactic acid (PLA) microcapsules to strengthen polypropylene (PP) for 3D printed structures using fused filament fabrication (FFF) was studied by Aumnate et al. in a recent study. Amazingly, even at an extremely low graphene concentration of 0.75 wt%, the 3D-printed objects showed no signs of shrinkage or bending. Additionally, the constructs created by 3D printing using graphene nanocomposite material at a 30% volume fraction infill outperformed the clean PP significantly in terms of mechanical performance. This study suggests that the mechanical properties and dimensional stability of 3D-printed polypropylene objects may be enhanced by the use of graphene-polylactic acid microcapsules [52]. In another investigation, the primary purpose was to investigate the effects of adding ceramic fillers, specifically aluminum nitride and aluminum oxide, to polypropylene (PP). Examining its dielectric and thermal characteristics, the physical, microstructural, dielectric, and thermal properties of the PP/Al2O3 and PP/AlN compounds were assessed by the researchers. The outcomes showed that the addition of these fillers enhanced several features. In particular, the composites’ glass transition temperature (Tg) and effective thermal conductivity (keff) were improved. Additionally, the coefficient of thermal expansion (CTE) was reduced. This is advantageous for some applications that need dimensional stability across a wide temperature range. The composites’ dielectric constant was also appropriately regulated and elevated to the necessary level [53].
Numerous investigations have demonstrated that the thermomechanical properties of polymer nanocomposites are generally improved by the addition of nitride nanoparticles [54,55,56,57]. Due to their advanced and adaptive qualities, which make them very durable to mechanical and thermal loads [56, 58, 59], ceramics such as silicon nitride (Si3N4) have grown in popularity across a range of sectors [60]. Composites combining polymer and ceramic are anticipated to maximize the benefits of both materials [61]. Previous studies have emphasized the extraordinary qualities of silicon nitride (Si3N4) ceramics, including their great durability, strength, and resistance to cracks as well as their capacity to withstand sharp temperature changes [56, 58, 59]. In reality, Si3N4 finds use in a variety of difficult working environments due to its exceptional qualities. It is frequently utilized in engine parts that work at high temperatures [62], strong coatings, cutting instruments, and bearings [63, 64]. Additionally, Si3N4 is a biological material [65] and is commonly used in medical procedures, including arthroplasty, and placing implants [66]. Due to its adaptability, it is a useful material in both the industrial and medicinal sectors.
Wang et al. recently produced porous silicon nitride (Si3N4) ceramics employing gel casting and solid-state sintering methods. After adding polymers to the ceramic structures, the composites were made by curing the polymers after the infiltration process. These composites, often referred to as PISNCs, displayed a remarkable resistance to bending as well as a reasonable level of elasticity and hardness. Notably, PISNCs made from SN60 demonstrated an exceptional 385.30 MPa flexural strength [59]. The tribological and mechanical properties of nylon-6 polymer compounds incorporating silicon nitride (Si3N4) nanoparticles were also studied by Kumar and Reddy [67]. The impacts of numerous parameters, including sliding speed and filler content, were examined using Taguchi’s design of experiments. Specifically, it involves evaluating each parameter at three distinct levels. According to the results, composites containing 16 wt% and 4 wt% of Si3N4 nanoparticles had the ultimate hardness and tensile strength values, respectively. However, when these filler concentration limits were exceeded, the highlighted characteristics started to deteriorate.
The aim herein was to reinforce the popular PP polymer in medical grade for use in the material extrusion (MEX) 3D printing technique. Due to its superior mechanical performance, which is exploited in numerous applications, as presented above (in the medical field and elsewhere), Si3N4 was used as a filler in nanoparticle form. Its effectiveness as a reinforcement agent for the PP matrix was investigated, with the expectation that its properties would be induced in the nanocomposites prepared herein with a thermomechanical method. The loading rates varied from 0 to 6 wt%, with a 2-wt% step. Examining how Si3N4 concentration influences the mechanical behavior of composites was intended to provide a further understanding of the material’s mechanism and microstructure. Thermogravimetric analysis (TGA) was engaged to estimate the thermal stability of the manufactured composites. Moreover, Raman and energy dispersive spectroscopy (EDS) were exploited to establish their elemental and chemical compositions. Furthermore, a thorough investigation of the effect of Si3N4 nanoparticles on the mechanical performance of the produced filaments and the 3D-printed items with PP was conducted. The mechanical examinations were carried out in line with ASTM standards. Additionally, all the 3D-printed materials’ structural characteristics were examined using scanning electron microscopy (SEM) along with the MEX 3D printing procedure. The outcomes demonstrated the potential of Si3N4 particles as a strengthening agent in MEX 3DP, particularly when paired with PP. The nanocomposites with the ideal Si3N4 (2 wt%) and PP content displayed improved mechanical effectiveness, making them proper options for a variety of additive manufacturing applications. This study advances the development of materials with excellent qualities for MEX 3D printing.
Materials and methods
The laboratory process performed for producing the samples for testing and carrying out their following thermomechanical, rheological, and morphological evaluation is demonstrated in Fig. 1.

The experimental approach’s procedure flow and images outline the particular steps performed
Pure materials
Pure materials were used in the synthesis of nanocompounds, and the material extrusion process was applied for this purpose. In this study, Braskem GR105PP polypropylene, which was acquired in pellet form, was the substance under investigation. These pellets are a specialty co-polymer made specifically for additive manufacturing and were purchased from Xtellar Direct. The composition has been improved to make 3D printing easier, retain precise measurements, produce a smooth surface finish, and reduce the possibility of warping. The substance has a density of 0.89 g/cm3, tensile strengths at yield and break of 16 MPa and 13 MPa, respectively, and a deflection temperature of 93 °C (at 0.455 MPa). From Nanographi (Nanographi, Ankara, Turkey), silicon nitride (Si3N4) nanoparticles were purchased (Fig. 2A). These 760-nm-sized nanoparticles were extremely pure, with a 99.6% purity rating. The matrix material (PP) and the nanoparticles (Si3N4) were weighted (Fig. 2B) and mixed in the proportions investigated herein, to develop nanocomposites, with the correct weight-to-weight ratio concentration.

The following steps were taken during the Si3N4 nanopowder study process: A obtaining Si3N4 powder, B measuring the weight of the nanopowder accurately to assure proper weight proportions in nanocompounds, C EDS graph analysis to determine the fundamental composition, D SEM images at 50,000 × and E 100,000 × , and F EDS map showing silicon distribution
Development of nanocompounds
SEM was used to evaluate the acquired nanopowder and identify its distinctive properties before the creation of the nanocomposites (field emission SEM, JSM IT700HR, manufactured by Jeol Ltd., Tokyo, Japan). Samples were gold-coated for observation. As shown in Fig. 2, this examination required determining its chemical and elemental compositions. Figure 2C shows the EDS graph produced for the silicon nitride (Si3N4) nanoparticles, in which the elements in the nanopowder and their concentration are presented. These values were the ones acquired in the observation area selected. Figure 2D and E, which show SEM pictures of the nanopowder at a magnification of 50,000 × and 100,000 × , respectively, demonstrate the morphology of the Si3N4 nanoparticles. The area indicated in Fig. 2D is shown in more detail (100,000 ×) in Fig. 2E. Based on the mapping (Fig. 2F), it was discovered that silicon was largely spread uniformly throughout the area under observation.
The raw materials underwent a 24-h drying procedure at 60 °C to remove any leftover moisture. Five different material blends were produced by changing the weight percentage (wt%) of Si3N4 to 0.0, 1.0, 2.0, 4.0, and 6.0. As a result, it was guaranteed that each nanocomposite included a particular weight proportion of Si3N4 nanoparticles and the remainder of the PP polymer. Si3N4 nanoparticles were mixed thoroughly in the PP matrix using a high-wattage blender (room temperature of 23 °C at 4000 rpm for 30 min). The blends underwent an additional drying phase after the combining stage. Firstly, a Noztek extruder (from Noztek, UK) was used to create nanocomposite filaments for each filler percent. The filaments were then torn into pellets operating a shredder provided by 3Devo BV (located in Utrecht, Netherlands). The pellets were then processed using an extruder made by 3devo BV (Utrecht, Netherlands) called Composer to generate the final filaments. The research used the 3Devo Composer extruder because of its unique screw configuration created for melting and blending ingredients. The PP matrix with Si3N4 nanoparticles was combined to produce filaments appropriate for 3D MEX printing. The desired diameter for the filaments throughout manufacturing was 1.75 mm, and their precise diameter was closely monitored and recorded. The temperature settings for the various zones of the extruder were set as follows: the first temperature zone was set to 195 °C; the second and third heating zones were set to 210 °C; and the final heating zone was established to 205 °C. The screw speed of rotation was set to 5.0 rpm, and the fan speed was adjusted to 55.0% to help cool the filaments after they leave the nozzle of the extruder. The successful manufacturing of filaments suited for 3D MEX printing was made possible by these meticulously regulated parameters. These settings were determined on preliminary tests and following the information from related literature [48].
To improve the spreading of Si3N4 nanoparticles within the polymer material, the two extrusion operations previously indicated were carried out. Notably, no extra fillers or compatibilizers were added during the nano compound manufacture. Virgin PP was also extruded into filament using the same process to establish a baseline for comparability regarding the thermomechanical properties of the nanocomposites. This pure PP reference material permits a thorough evaluation of the impact of Si3N4 nanoparticles on the functionality of the PP matrix.
Manufacturing 3D-printed samples
A Funmat-HT 3D-Printer (provided by Intamsys, Shanghai, China) was exploited to create the specimens using the filaments created from the previous two extrusion processes. The samples include both pure polypropylene and PP/Si3N4 nanocomposites. The Intamsuite software platform (Intamsys, Shanghai, China), which included the 3D-printing configuration sets developed through earlier experiments, was used to generate the G-codes for the 3D printing procedure. For each mechanical test, the manufactured samples were created to meet the dimension requests required in the applicable ASTM standards. The specific standards used for tensile testing, flexural testing, and Charpy-notched impact testing were ASTM D638-02a, D790-10, and D6110-02. Five objects were manufactured and experimented with for each mechanical experiment to guarantee the reliability and accuracy of the results. This exacting method was used to keep the testing procedure consistent and reliable. The 3D printing parameters used in the manufacture of the specimens are shown in Fig. 3. A 0.4-mm-nozzle diameter was used for the manufacture of all specimens.

FFF 3D printing settings, actual 3D-printed items alongside dimensions and related ASTM standards, and typical illustrations of tension, bending, and Charpy impact test specimens of PP/Si3N4 nanocomposites
Raman spectroscopy evaluations
The molecular structure of the nanocomposites was investigated using Raman spectroscopy measurements to comprehend additional information regarding their chemical makeup and bonding. These observations were made under carefully controlled laboratory settings exploiting a LabRAM-HR Raman Spectrometer provided by HORIBA Scientific (located in Kyoto, Japan). Employing a laser module with 90 mW of power operating at 532 nm, the samples were stimulated. For sample excitation and Raman signal acquisition, a 50 × Olympus objective lens (LMPlanFL-N) with an NA (numerical aperture) = 0.5 and an operational length of 10.6 mm was employed.
With the use of a 5% neutral density filter, the laser module transmitted 2 mW of power to the sample. In comparison to the image resolution of 2.0 μm axially and 1.70 μm laterally, the spectral resolution was roughly 2.0 cm−1. Between the 50 and 3900 cm−1 spectral region, Raman spectra were gathered. For reliable readings, each data point was exposed for 5 s and subjected to 5 accumulations. The sample portions were examined visually under a microscope after irradiation to look for any deterioration or discoloration.
Analysis of the thermographic data and rheological research
Analysis via thermogravimetry measurements was carried out employing a PerkinElmer Diamond device (provided by PerkinElmer, Inc., Waltham, MA, USA) under a nitrogen environment. This experiment was executed to assess the thermal characteristics of the nanocompounds at extreme temperatures. The temperature was raised gradually during the TGA measurements by 10 °C/min, launching at room temperature and going up to 550 °C. This analytical method provided vital information on the thermal stability and breakdown behavior of the nanocompounds. Moreover, it enabled a thorough understanding of how they react to various thermal environments.
Differential scanning calorimetry (DSC) was implemented in addition to TGA to further inspect the thermal characteristics of the composites. This investigation was carried out with a TA-Instruments Discovery Series DSC-25 apparatus with a temperature cycle ranging from 25–300–25 °C to a heating rate of 15 °C/min (TA-Instruments, New Castle, USA). The accurate monitoring of the heat flow connected to phase changes, crystallization, and other thermal phenomena taking place within the nanocomposites was made possible by DSC. The thermal performance and characteristics of the composites were fully comprehended by combining TGA and DSC data, which contributed to the assessment of their applicability for diverse applications.
To reveal how a liquid object’s shape alters in response to an outside force, rheometry measurements were accomplished. The rheometry measurements were carried out using a DHR-20 Discovery Hybrid Rotational Rheometer provided by TA-Instruments (located in New Castle, USA). This Rheometer features a parallel plate configuration and an environmental test chamber for accurate temperature control. At a test temperature of 230 °C, parallel plates with a 25-mm diameter were employed to acquire continuous measurements. To prevent overheating and sample breakage, the acquisition period for each measurement point was capped at 20 s. Rotational rheometry tests were supplemented with material flow rate (MFR) measurements carried out in line with international standards (ASTM D1238-13). Both the viscosity measurements and MFR evaluations in these experiments were carried out at temperatures over the material’s melting point, specifically at 230 °C. The material’s fluidity was ensured, and any potential breakdown effects were reduced by conducting the experiments at elevated temperatures.
Examination of the created filaments
Before starting the 3D printing process and creating specimens, all created filaments underwent a thorough evaluation that included measuring their tensile strength and diameter as well as examining their side surfaces with atomic force microscopy (AFM). A measuring device with a closed-loop control mechanism was used to ensure precision, enabling constant measurements of the filament diameter to confirm compliance with the intended requirements. As an additional verification step, the diameter measurements were cross-checked using an electronic caliper. A successful 3D printing procedure and accurate mechanical testing of the fabricated objects were guaranteed by the thorough examination of the filaments. Additionally, this ensured their quality and conformance to the necessary specifications. The Imada MX-2 equipment (Imada Inc., Northbrook, IL, USA) measured the filaments’ tensile strength. The filaments were tightly held to the machine with standard grips for the tensile testing, which was conducted at a constant rate of 10.0 mm/min. Five samples of each composite filament were assessed in total to guarantee the reliability and accuracy of the findings.
Mechanical evaluation
As previously stated, a thorough set of ASTM-compliant tests were performed to assess the mechanical performance of 3D-printed items when applied loads were present. The testing also sought to verify how Si3N4 nanoparticles affected the mechanical characteristics of the composites. To ensure uniformity in the testing set, all tests were carried out in a controlled environment (average temperature of 23 °C and a humidity level of 55%). To provide accurate and trustworthy findings, each test was carried out following its own ASTM guidelines. The equipment and related parameters applied for the examinations are as follows:
-
Tensile testing: Imada MX-2 (provided by Imada Inc., Northbrook, USA) with 10.0 mm/min strain rate and standard grips.
-
Flexural testing: Imada MX-2 (provided by Imada Inc., Northbrook, USA) with a 10.0 mm/min strain rate, three-point bending setup, and a support span of 52 mm.
-
Impact tests: Terco MT-220 (provided by TERCO, Kungens-Kurva, Sweden) using Charpy-notched specimens, and a hammer release height of 367 mm.
-
Microhardness tests: InnovaTest 300 (provided by INNOVATEST, located in Maastricht, The Netherlands) with a Vickers pyramid-tip indenter, using a 200 gF load and a dwell time of 10 s. The microhardness measure is critical since it shows the wear resistance of the samples, which is a metric closely related to ceramic materials. Therefore, it is expected that it will be significantly improved, making the nanocompounds suitable for uses with such requirements.
Morphological analysis
SEM was used to perform a detailed investigation of the side and fracture surfaces’ morphology of the 3D-printed items. This experiment was conducted employing a field emission SEM (provided by JSM-IT700HR, Jeol Ltd., located in Tokyo, Japan) operating at 20.0 kV in a high vacuum condition. After the experiments' tensile specimens failed, SEM photos were acquired of them. The study used samples of each unique nanocompound, which were then evaluated. The side inspections served to evaluate the samples’ 3D printing quality by revealing vital details about their surface properties and structural integrity. The analysis of the fracture surface, on the other hand, aimed to investigate the fracture processes of each sample and comprehend the way they responded to an applied force. Furthermore, the identification of Si3N4 filler agglomerations inside the nanocomposites was also made possible by SEM studies. It also provided insight into the dispersion and distribution of the nanoparticles in the samples.
Results
Raman spectroscopy
In the following Fig. 4, the Raman spectra profiles from the pure PP and the PP/ Si3N4 mixtures are presented. The associated Raman peaks from the raw PP sample were identified in the literature and are displayed in Table 1. There were no clear differences related to the addition of Si3N4. Some minor differences were identified, but they were either close to the noise level or inconsistent with the gradual increase of Si3N4 addition.

A Raman spectrum of PP raw and PP/Si3N4 at 1, 2, 4, and 6-wt%-filler loading nanocompounds, B PP raw, PP/Si3N4 1, 2, 4, and 6 wt%-additive load nanocompounds, when PP raw is deducted
Thermogravimetric analysis and differential scanning calorimetry
As described in this study, TGA experiments were carried out under an N2 environment to assess the thermal stability of the prepared materials. By inspecting the residue found after the polymer matrix’s PP temperature caused complete disintegration, these examinations also contributed to identifying the quantity of the individual filler in each nanocomposite sample. The weight loss concerning heat for both the raw PP and the examined nano-compounds is demonstrated by TGA graphs in Fig. 5A. According to the findings in Fig. 5A, the addition of Si3N4 nanoparticles had no significant impact on the PP material’s ability to withstand heat. As a result, all generated composites experience weight loss at nearly 390 °C. This temperature is comparable to that exhibited by pure polypropylene but with a minor shift to greater temperatures. Similar behavior can be seen in the heat flow curvatures (Fig. 5B), as they were derived by DSC, for the specified PP matrix and the synthesized nanocomposites in terms of melting temperatures and glass transition.

Thermal assessment of raw PP and PP/Si3N4 composites. A TGA graphs, B Temperature-related heat-flow curves (DSC graphs)
Rheological assessment
A presents the results of rheological analyses executed at 230 °C. These studies include, on logarithmic scales, the viscosity and stress of the specimens in relation to the shear rate. The results show that viscosity tended to drop across all samples as shear rates rose, suggesting a pseudoplastic, non-Newtonian, or shear-thinning tendency [4]. This behavior is explained by the rigid filler’s inclusion in the matrix, which results in better particle packing. Particle–particle interactions are therefore preferred over interactions between particles and the matrix [78]. At lower strain rates, pure PP has a lower viscosity than nanocomposites. As the strain rate increases, the viscosity of the pure PP is higher than the nanocomposites (for the same strain rate value). According to Fig. 6B, which plots the melt flow rate (MFR) (in grams per 10 min) against the weight percentage of the filler, pure PP has the maximum MFR. MFR slightly decreases with the increase of the Si3N4 loading in the samples.

Rheological assessment of PP polymer and Si3N4 composites using A stress and viscosity over shear rate and B MFR over additive ratio
Performance analysis of generated filament
A model named “Composer” extrusion device created by 3devo BV in Utrecht, the Netherlands was used to create the filaments under investigation. This extruder is equipped with a control device to adjust filament diameter. The integrated system ensures the manufacture of filaments with constant and exact diameters within the permissible parameter range. Two randomly selected sections of the produced filaments are exhibited in Fig. 7 A and B. These photos, taken with an OZR-5 optical stereoscope (from KERN & SOHN GmbH, in Albstadt, Germany), reveal the surfaces of the filaments to be flawless and smooth. The diameter variations for both virgin PP and PP/Si3N4 4.0 wt% nanocomposites are depicted in Fig. 7A and B. These observations’ results show a small variation in filament diameter measurements (about 200 μm), which is deemed acceptable for MEX 3D printing. This supports the suitability of the investigational strategy and the careful choice of controlled variables.

The widths of the extruded filament fragments for two different composite filaments: A PP and B PP/Si3N4. 4 wt%. C The findings of the tensile examinations and D the outcomes for the elastic modulus of the filament
Figure 7C illustrates the results of the filament tensile experiments, which demonstrate a considerable upgrade in tensile strength across all Si3N4 combinations. The most notable improvement was seen in the 2.0 wt% Si3N4 nanocomposite when compared to the pure PP sample, showing a significant 12.1% increase. The effect of Si3N4 nanoparticle incorporation on filament stiffness is seen in Fig. 7D. The PP/Si3N4 nanocomposite with 4.0 wt% loading had the biggest rise in tensile modulus of elasticity, reaching 22% related to the PP matrix. A significant reduction in the tensile modulus of elasticity was perceived in the PP/Si3N4 composite with 6.0 wt% loading.
Mechanical testing
Following the filament evaluation, the 3D-printed objects’ mechanical properties were evaluated using tensile tests in line with ASTM D638-02a specifications. A typical sample from each composite material, as well as virgin PP, is shown in Fig. 8 A’s graph. The results are presented showing the relationship between generated strain and tensile stress. In Fig. 8B, the additive % is shown against the normal tensile strength at the critical point of breakdown for each material. The tensile moduli of elasticity for each filler proportion under consideration are also shown in Fig. 8C, coordinated with the raw PP polymer benchmark. The testing results show that, except for the sample with the highest Si3N4 concentration, all specimens with various filler concentrations have enhanced tensile properties when compared to the pure PP matrix. Remarkably, the sample with 1.0 wt% Si3N4 showed the greatest improvement, with a 16.0% improvement in tensile strength in comparison to the unfilled PP reference. Additionally, the PP/Si3N4 2.0 wt% nanocomposite showed the greatest value for the modulus of elasticity, measuring at 136.4 MPa, which is 21% greater than that of pure PP.

Results from the experiments on the tensile strength of 3D-printed parts of each nanocomposite material are shown in A descriptive graphs of tensile stress vs strain, B outcomes of tensile strength, and C findings of tensile modulus of elasticity
The results of the flexural tests performed on specimens made of both pure PP and PP/Si3N4 nanocomposites are presented in detail in Fig. 9. Stress–strain curves showing the behavior of the tested specimens are shown in part A of Fig. 9. Sections B and C of the figure, correspondingly, show the typical flexural strength and moduli of elasticity of the 3D-printed items. The ASTM D790-10 standard was followed while determining the mean flexural strength. Once flexural variables based on this highest strain were calculated using the intact sections of the sample that underwent a 5% strain, the experiment was complete. This procedure guarantees adherence to recognized testing protocols (ASTM D790-10). The flexural strength ratings of all nanocomposites have increased. Notably, there has been a significant gain in flexural strength up until the addition of 2.0 wt% of nanocompound, which offered the highest recorded flexural strength of 46 MPa. This represents a significant improvement of 15.7% over the pure PP benchmark. Additionally, the 4.0 wt%-loaded nanocomposite displayed the greatest flexural modulus of elasticity, measuring 1.47 GPa. This is a 14% growth over pure PP material.

The results of the flexural tests performed on each sample made using 3D printing. A Stress–strain curves for various samples evaluated one of the five 3D-printed objects for each composite being chosen at random. Following the requirements of ASTM D790, the experiment was stopped at 5% strain. B The results of the flexural strength averages and deviations and C the results of the flexural modulus averages and deviations
The calculated toughness data for the mechanical tests carried out are illustrated in Fig. 10A and B. The toughness measure, which is calculated through the integration of the stress–strain curves, quantifies the energy consumed by materials throughout testing. This value becomes particularly helpful when creating a “safe-fail” approach for various applications, since it provides insight into the materials’ fracture mechanism. Figure 10A and B’s data show that except for the samples with filler loads of 4 and 6 wt%, the tensile and flexural toughness values are greater than those of pure PP polymer. Both the flexural and tensile toughness of these latter specimens showed a slight decline. This is expected due to the overall inferior mechanical performance of these samples.

The average values and variations of A specimens’ tensile toughness and B specimens' flexural toughness
The outcomes of impact analyses and Vickers micro-hardness evaluations, respectively, are provided in Fig. 11A and B. For each of the materials under investigation, the average Charpy impact strength and Vickers micro-hardness were calculated concerning the filler proportion. The mechanical responses of the materials changed as a result of the Si3N4 filler being incorporated into the polymeric matrix. When associated with the raw PP thermoplastic, this alteration increased the impact strength of all tested nanocomposites, except the PP/Si3N4 6.0 wt% specimens, which showed a decrease. Notably, the impact strength of the 2 wt% nanocomposites was 11.1% higher than that of the virgin PP matrix. The Vickers micro-hardness test findings demonstrated an upward trend in the stiffness of all tested composites. The nanocompounds with 6 wt% Si3N4 loading displayed the most noteworthy upgrade in micro-hardness when compared to the PP material, measured at 22.4 HV, and a remarkable 33.6% greater degree of hardness.

The mean values of A Charpy impact strength and B micro-Vickers hardness
Structural analysis
Following, SEM was implemented to analyze the surface and side morphology of the 3D-printed items. The depiction allowed for the evaluation of the fracture mechanism as well as the lateral sides of the samples. Images of three samples’ lateral views, magnified to 150 × , are depicted in Fig. 12A, D, and G. One sample is made of pure PP material, while the other two are PP/Si3N4 nanocomposites (2.0 and 4.0 wt%). The layer structures of each sample are visible in these photos, free of flaws at the layer interfaces. This finding highlights the superior quality of the objects produced by the used 3D printing technology. Additionally, it emphasizes the suitability of both the investigated nanocomposites and pure PP for the chosen printing parameters.

SEM images for A the lateral side of the raw PP object at 150 × zoom, B the fractured view of raw PP specimen at 30 × zoom, C the fractured surface of the raw PP specimen at 300 × zoom, D lateral side a PP/Si3N4 2 wt% specimen at 150 × zoom, E cracked view of PP/Si3N4 2 wt% specimen at 30 × zoom, F a cracked view of a PP/Si3N4 2 wt% specimen at 300 × zoom, G lateral side of PP/Si3N4 4 wt% specimen at 150 × zoom, H cracked view of PP/Si3N4 4 wt% specimen at 30 × zoom, and I cracked view of PP/Si3N4 4 wt% specimen at 300 × zoom
Figure 12B, E, and H (30 × magnification) and Fig. 12C, F, and I (300 × magnification) show SEM images of the specimens’ shattered surfaces. All the specimens being studied show micro-voids. However, the PP/Si3N4 4.0 wt% specimen in Fig. 12H has more obvious faults, especially close to the margins of the specimen. No deformations were noticed in the filament strands when looking at the PP/Si3N4 4.0 wt% SEM picture at a 300 × magnification level (Fig. 12I). Additionally, the nanocomposites exhibit larger degrees of deformation than pure PP, which indicates a more ductile fracture process in the samples.
Furthermore, the objective of Fig. 13 is to investigate the filler spreading in the PP and to detect probable accumulations. Figure 13A displays a 1000-fold enlarged SEM picture of the PP/Si3N4 1.0 wt% composite revealing no significant amount of Si3N4 particles present. Because of this, the PP/Si3N4 6.0 wt% (Fig. 13B) was tested in the same experiment demonstrating as expected larger amounts of Si3N4 particles. To provide more detail, Fig. 13C magnifies the same region as Fig. 13B by 30,000 times. Figure 13D displays an EDS map focused on the region in Fig. 13C, highlighting the distribution of the Si component, which refers to silicon and is the primary component of the Si3N4 filler. Only 0.23% of the mass is represented by silicon (Si) and 99.77% by carbon (C) in the EDS graph (Fig. 13E) of the PP/Si3N4 composite with 6.0 wt% Si3N4, which can be explained by the composition as well as the arrangement of the components in the composite. The Si3N4 particles, which are anticipated to give silicon to the composite, may only be present in trace amounts or may not be dispersed evenly throughout the observation region, which is one cause. As a result, the estimated mass percent of silicon in the EDS study may be lower. The majority of the composition, on the other hand, is made up primarily of carbon (C), which may have come from the polypropylene (PP) matrix. EDS mappings of Si and C element distribution in the nanocompound are presented in Fig. 13F and G, revealing uniform dispersion of the elements in the nanocompound.

A PP/Si3N4 1.0 wt% at 1000 × zoom, B PP/Si3N4 6.0 wt% at 1000 × zoom, C PP/Si3N4 6.0 wt. % at 30,000 × zoom, D EDS map made from an area with a high concentration of Si3N4 nanoparticles, E EDS analysis of PP/Si3N4 6.0%, and E, and F EDS mapping of Si and C elements distribution in the nanocompound, respectively
Discussion
An outline of the mechanical tests performed on both the study mixtures and raw PP is shown in Fig. 14. The majority of the material’s characteristics were improved by the inclusion of Si3N4 particles. Additionally, it was discovered that the chemical responses appearing at the edge between the PP matrix and Si3N4 particles may have helped to improve their mechanical properties, according to the reinforcing mechanism of the nanoparticles in the nanocomposites [79, 80]. The results presented underline how crucial it is for the matrix and filler to interact, as well as how crucial chemical processes are for improving the mechanical characteristics of composites. The investigation’s developed and evaluated composites had varying degrees of performance. However, the compound with a load percentage of 2.0 wt% had the most outstanding mechanical behavior among the ones tested within the context of the study. This result reveals that the 2.0-wt% load is the most effective option out of the mixes that were investigated. Mechanical properties begin to degrade after the fraction of Si3N4 filler exceeds the ideal loading of 2.0 wt%. Specifically, the most notable improvement seen is a noteworthy increase in the tensile moduli of elasticity up to a filler loading of 2.0 wt%, which results in a significant 21% improvement. Additionally, flexural strength shows a remarkable 15.7% increase in comparison to pure PP.

Spider chart showing the mechanical test results. The red zone represents the thermoplastic PP’s raw mechanical reaction. The right side displays the composite’s best results across all evaluations
A significant improvement of 33.6% over the original PP material is also shown by the microhardness, which continues to trend upward up to a loading of 6 wt% additive. Such an increase features the specific nanocomposites suitable for applications requiring increased wear resistance by the material. Since the remaining mechanical properties decrease at this loading, it is noteworthy that the current study did not pinpoint the exact percolation threshold or the additive concentration at which discernible changes take place because this was outside the purview of the research. This shows that the PP matrix eventually approaches a saturation point when the Si3N4 level is increased.
Evaluating the microstructure of the lateral surface of the 3D-printed specimens assists in determining the proper 3D printing settings and parameters by highlighting essential elements such as the thickness of each of the layers. This procedure additionally renders to evaluate the 3D printing method’s overall quality while identifying any potential flaws or shortcomings. Micro-voids are more common on the surfaces of 3D-printed objects with higher PP/Si3N4 combination ratios, according to SEM photographs. Such defects can be attributed to the reduction of the MFR, with the increase of filler loading. The 3D printing settings were kept constant to have comparable results. The specimens’ side surface quality instructs that the 3D printing settings need proper adjustment for each filler loading. This could have also an impact on the mechanical performance of the parts, as the increased voids in the 3D printing structure have a negative impact on the mechanical performance of the 3D printed parts [81, 82]. At higher filler loadings, such defects also indicate that processability issues are expected to occur, such as nozzle clogging, due to the reduced MFR of the composites. Herein, processability issues were faced at the highest-loading composites. To prevent such issues, the 3D printer nozzle was often removed and cleaned. For the 3D printing of the specific batch, no nozzle wear was observed. It should be mentioned that such micro-voids can be seen in even pure PP samples, since components created employing the MEX 3D printing technique frequently contain such flaws or structural anomalies [83].
The TGA research revealed that the materials that benefited from the MEX technique are unaffected by the processing temperatures, which is another crucial point to note. This finding is important since it ensures that any possible material degradation brought on by extreme temperatures will not impact either the mechanical properties of the specimens made using the produced composites or the 3D printing process. The dispersion of the Si3N4 nanoparticles in the PP matrix with the process followed was sufficient, as EDS mapping revealed a uniform distribution of the elements in the observation region. On the other hand, in the SEM images, no significant nanoparticle clustering could be located even at the high-loaded nanocomposites. The mechanical tests, in which the deviation was acceptable in all cases, also provide an indication that the composition of the nanocomposites was the same in all of the samples tested.
According to the data that is currently available, there are no records of the mechanical properties of comparable composites in the literature. This underlines the uniqueness of the work as it fills a knowledge gap and offers novel insights into the mechanical behavior of the compounds under examination. However, the non-isothermal crystallization kinetics are explored in a study focused on the elements of PP/Si3N4. In this inquiry, the non-isothermal crystallization of the PP nanocompounds is examined using the Ozawa method, Avrami method, and a method settled by Mo. The results show that when the Si3N4 level reached 2 wt%, there was the most active nucleation [84]. The same filler when added to the polylactic acid (PLA) in MEX 3DP [4] an impressive 68% increase in tensile strength is reported. Other ceramics, such as titanium nitride [30], and tungsten carbide [38], on different matrices, achieved better improvement (~ 30%) in the mechanical properties, than Si3N4 in the PP matrix herein. In these studies, the composites were prepared with a similar method to the one followed herein for the MEX 3D printing process, as well. This shows the different effects of the filler in each matrix and justifies the need for individual studies. For the pure PP polymer, the results reported herein regarding its mechanical performance are in good agreement with the respective literature on 3D printing PP polymeric parts [85, 86].
Furthermore, it is vital to note that the suggested way of strengthening the polymer by including Si3N4 nanoparticles in the PP matrix does not substantially increase the cost of producing 3D components. The only cost associated with this method is the charge of combining the fundamental ingredients and of course, the nanoparticles’ cost, which is not expected to be high considering the low concentration of 2 wt% that achieved the best results. This is fairly minimal when compared to actual applications in significant sectors. Due to the materials utilized, adding Si3N4 nanoparticles does result in an additional expense, as mentioned.
Conclusions
In the framework of MEX 3D printing, the possibility of incorporating silicon nitride (Si3N4) ceramic as a reinforcement for PP polymer material was investigated. Si3N4 ceramic nanopowder was incorporated into a PP matrix to validate the proposed hypothesis and improve the PP polymer’s mechanical properties. A thermomechanical extrusion method was used to manufacture nanocomposites, which led to the creation of filaments appropriate for MEX 3D printing techniques.
The PP polymeric matrix was incorporated with Si3N4 ceramic particles to improve its range of mechanical properties. Notably, compared to pure PP, both tensile and flexural strengths showed appreciable improvements. To be more precise, a 16.0% rise was observed at 1.0 wt% Si3N4 loading and a 15.7% increase at 2.0 wt%. As Si3N4 was added to the mixture, significant gains in tensile and flexural toughness were also seen, with gains of 8.4% and 8.8%, respectively, relying on the additive quantity. Additionally, the tensile and flexural elastic moduli both exhibited significant increases, with the tensile modulus showing the greatest gain of 21% and the flexural modulus showing a 14% increase. The fact that these improvements were verified by mechanical testing that was carried out in accordance with international norms and regulations is important. The thermal properties tests revealed no issues in the thermal stability of the nanocomposites. The rheological tests on the other hand revealed a reduction in the MFR by the addition of the Si3N4 nanoparticles, instructing that an adjustment in the 3D printing settings is required to achieve maximum performance increase. This was not done herein, to have comparable results.
In conclusion, these extensive studies have provided a thorough understanding of the thermomechanical, rheological, and structural characteristics of the materials and shed insight into how the presence of Si3N4 particles impacts their overall performance. These composites have shown encouraging results when silicon nitride particles are included in the PP matrix. The addition of Si3N4 fillers has significantly improved a number of mechanical properties. Additionally, it has been demonstrated that the addition of Si3N4 fillers improves composites’ overall performance, suggesting the potential for future study, in which the 3D printing settings can be optimized for each nanocomposite and the process can be industrialized, for exploitation in the field.
The findings of this research are essential for enhancing the mechanical qualities of composite materials. The focus of future work might be on optimizing the manufacturing procedure for industrial applications and accurately identifying the Si3N4 filler’s percolation threshold within the polymer matrix. In future work, maximizing the Si3N4 filler’s reinforcing effect on PP material may be possible by fine-tuning the 3D printing settings. The practical application of the study’s conclusions might be considerably improved by attending to these issues and supporting the use of Si3N4-reinforced PP compounds across numerous sectors. Exploring these options could broaden and extend the uses of Si3N4-based composites in a number of industries, creating new opportunities for their use and development.
Data availability
The data presented in this study are available upon request from the corresponding author.
References
Vidakis N, Petousis M, Mountakis N et al (2023) Mechanical strength predictability of full factorial, Taguchi, and Box Behnken designs: optimization of thermal settings and cellulose nanofibers content in PA12 for MEX AM. J Mech Behav Biomed Mater 142:105846. https://doi.org/10.1016/j.jmbbm.2023.105846
Daminabo SC, Goel S, Grammatikos SA et al (2020) Fused deposition modeling-based additive manufacturing (3D printing): techniques for polymer material systems. Mater Today Chem 16:100248. https://doi.org/10.1016/j.mtchem.2020.100248
Savolainen J, Collan M (2020) How additive manufacturing technology changes business models? – Review of literature. Addit Manuf 32:101070. https://doi.org/10.1016/j.addma.2020.101070
Vidakis N, Petousis M, Michailidis N et al (2023) Polylactic acid/silicon nitride biodegradable and biomedical nanocomposites with optimized rheological and thermomechanical response for material extrusion additive manufacturing. Biomed Eng Adv 6:100103. https://doi.org/10.1016/j.bea.2023.100103
Durakovic B (2018) Design for additive manufacturing: benefits, trends and challenges. Period Eng Nat Sci 6(2):179–191. https://doi.org/10.21533/pen.v6i2.224
Fico D, Rizzo D, Casciaro R, Esposito Corcione C (2022) A review of polymer-based materials for fused filament fabrication (FFF): focus on sustainability and recycled materials. Polymers (Basel) 14(3):465. https://doi.org/10.3390/polym14030465
Ergene B (2022) Simulation of the production of Inconel 718 and Ti6Al4V biomedical parts with different relative densities by selective laser melting (SLM) method. J Fac Eng Archit Gazi Univ 37(1):469–484. https://doi.org/10.17341/GAZIMMFD.934143
Bolat Ç, Ergene B, Ispartalı H (2023) A comparative analysis of the effect of post production treatments and layer thickness on tensile and impact properties of additively manufactured polymers. Int Polym Process 38(2):244–256. https://doi.org/10.1515/ipp-2022-4267
Caputo MP, Berkowitz AE, Armstrong A et al (2018) 4D printing of net shape parts made from Ni-Mn-Ga magnetic shape-memory alloys. Addit Manuf 21:579–588. https://doi.org/10.1016/j.addma.2018.03.028
Yang R, Chen X, Zheng Y et al (2022) Recent advances in the 3D printing of electrically conductive hydrogels for flexible electronics. J Mater Chem C 10:5380–5399. https://doi.org/10.1039/D1TC06162C
Rosen DW (2007) Computer-aided design for additive manufacturing of cellular structures. Comput Aided Des Appl 4:585–594. https://doi.org/10.1080/16864360.2007.10738493
Ergene B, YALÇIN B (2022) Eriyik yığma modelleme (EYM) ile üretilen çeşitli hücresel yapıların mekanik performanslarının incelenmesi TT - Investigation on mechanical performances of various cellular structures produced by fused deposition modeling (FDM) method. Gazi Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi 38:201–218. https://doi.org/10.17341/gazimmfd.945650
Petousis M, Michailidis N, Papadakis VM et al (2023) Optimizing the rheological and thermomechanical response of acrylonitrile butadiene styrene/silicon nitride nanocomposites in material extrusion additive manufacturing. Nanomaterials 13(10):1588. https://doi.org/10.3390/nano13101588
Ngo TD, Kashani A, Imbalzano G et al (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos B Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Lacroix R, Seifert RW, Timonina-Farkas A (2021) Benefiting from additive manufacturing for mass customization across the product life cycle. Oper Res Perspect 8:100201. https://doi.org/10.1016/j.orp.2021.100201
Leary M (2020) Chapter 8 - material extrusion. In: Leary M (ed) Design for additive manufacturing. Elsevier, pp 223–268
Gebler M, Schoot Uiterkamp AJM, Visser C (2014) A global sustainability perspective on 3D printing technologies. Energy Policy 74:158–167. https://doi.org/10.1016/j.enpol.2014.08.033
Pötschke P, Bhattacharyya AR, Janke A et al (2005) Melt mixing as method to disperse carbon nanotubes into thermoplastic polymers. Fuller Nanotub Carbon Nanostructures 13(S1):211–224. https://doi.org/10.1081/FST-200039267
Vidakis N, Petousis M, Velidakis E et al (2021) Enhanced mechanical, thermal and antimicrobial properties of additively manufactured polylactic acid with optimized nano silica content. Nanomaterials 11(4):1012. https://doi.org/10.3390/nano11041012
Stoof D, Pickering K (2018) Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos B Eng 135:110–118. https://doi.org/10.1016/j.compositesb.2017.10.005
Vidakis N, Petousis M, Michailidis N et al (2023) Polyethylene glycol and polyvinylpyrrolidone reduction agents for medical grade polyamide 12/silver nanocomposites development for material extrusion 3D printing: rheological, thermomechanical, and biocidal performance. React Funct Polym 190:105623. https://doi.org/10.1016/j.reactfunctpolym.2023.105623
Decuir F, Phelan K, Hollins BC (2016) Mechanical strength of 3-D printed filaments. In: 2016 32nd Southern Biomedical Engineering Conference (SBEC), Shreveport, LA, USA, pp 47–48. https://doi.org/10.1109/SBEC.2016.101
Guo B, Ji X, Wang W et al (2021) Highly flexible, thermally stable, and static dissipative nanocomposite with reduced functionalized graphene oxide processed through 3D printing. Compos B Eng 208:108598. https://doi.org/10.1016/j.compositesb.2020.108598
Lai CQ, Markandan K, Luo B et al (2021) Viscoelastic and high strain rate response of anisotropic graphene-polymer nanocomposites fabricated with stereolithographic 3D printing. Addit Manuf 37:101721. https://doi.org/10.1016/j.addma.2020.101721
Zhang X, Fan W, Liu T (2020) Fused deposition modeling 3D printing of polyamide-based composites and its applications. Compos Commun 21:100413. https://doi.org/10.1016/j.coco.2020.100413
Khorasani M, Ghasemi A, Rolfe B, Gibson I (2022) Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp J 28:87–100. https://doi.org/10.1108/RPJ-01-2021-0009
Vidakis N, Petousis M, Michailidis N et al (2023) Optimizing titanium carbide (TiC) ceramic nanofiller loading in isotactic polypropylene for MEX additive manufacturing: mechano-thermal and rheology aspects. Mater Today Commun 37:107368. https://doi.org/10.1016/j.mtcomm.2023.107368
Petousis M, Michailidis N, Papadakis V et al (2023) The impact of the glass microparticles features on the engineering response of isotactic polypropylene in material extrusion 3D printing. Mater Today Commun 37:107204. https://doi.org/10.1016/j.mtcomm.2023.107204
Zhu C, Liu T, Qian F et al (2017) 3D printed functional nanomaterials for electrochemical energy storage. Nano Today 15:107–120. https://doi.org/10.1016/j.nantod.2017.06.007
Vidakis N, Petousis M, Mountakis N et al (2022) On the thermal and mechanical performance of polycarbonate/titanium nitride nanocomposites in material extrusion additive manufacturing. Compos C Open Access 8:100291. https://doi.org/10.1016/j.jcomc.2022.100291
Hales S, Tokita E, Neupane R et al (2020) 3D printed nanomaterial-based electronic, biomedical, and bioelectronic devices. Nanotechnology 31:172001. https://doi.org/10.1088/1361-6528/ab5f29
Tan HW, Choong YYC, Kuo CN et al (2022) 3D printed electronics: processes, materials and future trends. Prog Mater Sci 127:100945. https://doi.org/10.1016/j.pmatsci.2022.100945
Vidakis N, Petousis M, David CN et al (2023) Biomedical resin reinforced with cellulose nanofibers (CNF) in VAT photopolymerization (VPP) Additive Manufacturing (AM): the effect of filler loading and process control parameters on critical quality indicators (CQIs). J Manuf Process 101:755–769. https://doi.org/10.1016/j.jmapro.2023.06.018
Vidakis N, Petousis M, Moutsopoulou A et al (2023) Cost-effective bi-functional resin reinforced with a nano-inclusion blend for vat photopolymerization additive manufacturing: the effect of multiple antibacterial nanoparticle agents. Biomed Eng Adv 5:100091. https://doi.org/10.1016/j.bea.2023.100091
Zhang L, Forgham H, Shen A et al (2022) Nanomaterial integrated 3D printing for biomedical applications. J Mater Chem B 10:7473–7490. https://doi.org/10.1039/D2TB00931E
de Armentia S, del Real JC, Paz E, Dunne N (2020) Advances in biodegradable 3D printed scaffolds with carbon-based nanomaterials for bone regeneration. Materials 13(22):5083. https://doi.org/10.3390/ma13225083
Sharafi S, Santare MH, Gerdes J, Advani SG (2021) A review of factors that influence the fracture toughness of extrusion-based additively manufactured polymer and polymer composites. Addit Manuf 38:101830. https://doi.org/10.1016/j.addma.2020.101830
Vidakis N, Moutsopoulou A, Petousis M et al (2023) Rheology and thermomechanical evaluation of additively manufactured acrylonitrile butadiene styrene (ABS) with optimized tungsten carbide (WC) nano-ceramic content. Ceram Int 49(22):34742–34756. https://doi.org/10.1016/j.ceramint.2023.08.144
Vidakis N, Petousis M, Velidakis E et al (2022) Fused filament fabrication 3D printed polypropylene/alumina nanocomposites: effect of filler loading on the mechanical reinforcement. Polym Test 109:107545. https://doi.org/10.1016/j.polymertesting.2022.107545
Jin M, Neuber C, Schmidt H-W (2020) Tailoring polypropylene for extrusion-based additive manufacturing. Addit Manuf 33:101101. https://doi.org/10.1016/j.addma.2020.101101
Hariprasad K, Ravichandran K, Jayaseelan V, Muthuramalingam T (2020) Acoustic and mechanical characterisation of polypropylene composites reinforced by natural fibres for automotive applications. J Mater Res Technol 9:14029–14035. https://doi.org/10.1016/j.jmrt.2020.09.112
Clayman HM (1981) Polypropylene. Ophthalmology 88:959–964. https://doi.org/10.1016/S0161-6420(81)80012-7
Li Y, Li D, Cheng H et al (2023) Morphology and physical properties of composites based on high-density polyethylene/propylene-ethylene random copolymers blends and carbon black. Polym Test 123:108050. https://doi.org/10.1016/j.polymertesting.2023.108050
Schirmeister CG, Hees T, Licht EH, Mülhaupt R (2019) 3D printing of high density polyethylene by fused filament fabrication. Addit Manuf 28:152–159. https://doi.org/10.1016/j.addma.2019.05.003
Valino AD, Dizon JRC, Espera AH et al (2019) Advances in 3D printing of thermoplastic polymer composites and nanocomposites. Prog Polym Sci 98:101162. https://doi.org/10.1016/j.progpolymsci.2019.101162
Prajapati H, Salvi SS, Ravoori D, Jain A (2020) Measurement of the in-plane temperature field on the build plate during polymer extrusion additive manufacturing using infrared thermometry. Polym Test 92:106866. https://doi.org/10.1016/j.polymertesting.2020.106866
Takala M, Karttunen M, Salovaara P et al (2008) Dielectric properties of nanostructured polypropylene-polyhedral oligomeric silsesquioxane compounds. Dielectrics and Electrical Insulation, IEEE Transactions on 15:40–51. https://doi.org/10.1109/T-DEI.2008.4446735
Vidakis N, Petousis M, Tzounis L et al (2021) Sustainable additive manufacturing: mechanical response of polypropylene over multiple recycling processes. Sustainability 13(1):159. https://doi.org/10.3390/su13010159
Truong LT, Larsen Å, Holme B et al (2011) Morphology of syndiotactic polypropylene/alumina nanocomposites. Polymer (Guildf) 52:1116–1123. https://doi.org/10.1016/j.polymer.2011.01.014
Wang J, Kazemi Y, Wang S et al (2020) Enhancing the electrical conductivity of PP/CNT nanocomposites through crystal-induced volume exclusion effect with a slow cooling rate. Compos B Eng 183:107663. https://doi.org/10.1016/j.compositesb.2019.107663
Khan Y, Sadia H, Ali Shah SZ et al (2022) Classification, synthetic, and characterization approaches to nanoparticles, and their applications in various fields of nanotechnology: a review. Catalysts 12(11):1386. https://doi.org/10.3390/catal12111386
Aumnate C, Potiyaraj P, Saengow C, Giacomin AJ (2021) Reinforcing polypropylene with graphene-polylactic acid microcapsules for fused-filament fabrication. Mater Des 198:109329. https://doi.org/10.1016/j.matdes.2020.109329
Agrawal A, Satapathy A (2015) Thermal and dielectric behaviour of polypropylene composites reinforced with ceramic fillers. J Mater Sci: Mater Electron 26:103–112. https://doi.org/10.1007/s10854-014-2370-8
Yan H, Tang Y, Su J, Yang X (2014) Enhanced thermal–mechanical properties of polymer composites with hybrid boron nitride nanofillers. Appl Phys A 114:331–337. https://doi.org/10.1007/s00339-013-8149-6
Li M, Wang M, Hou X et al (2020) Highly thermal conductive and electrical insulating polymer composites with boron nitride. Compos B Eng 184:107746. https://doi.org/10.1016/j.compositesb.2020.107746
Khan A, Puttegowda M, Jagadeesh P et al (2022) Review on nitride compounds and its polymer composites: a multifunctional material. J Mater Res Technol 18:2175–2193. https://doi.org/10.1016/j.jmrt.2022.03.032
Petousis M, Vidakis N, Mountakis N et al (2023) On the substantial mechanical reinforcement of polylactic acid with titanium nitride ceramic nanofillers in material extrusion 3D printing. Ceram Int 49:16397–16411. https://doi.org/10.1016/j.ceramint.2023.02.001
Correa Filho L, Fu L, Engqvist H et al (2023) Wear performance of a novel silicon nitride ceramic for biomedical applications. Biomed Mater Devices 1:990–999. https://doi.org/10.1007/s44174-022-00061-w
Wang F, Guo J, Li K et al (2019) High strength polymer/silicon nitride composites for dental restorations. Dental Mater 35:1254–1263. https://doi.org/10.1016/j.dental.2019.05.022
Yan B, Chen K, An L (2022) Enhanced moderate electric field dielectric energy storage performance in (Bi0.5Na0.5)TiO3-based lead-free ceramics. Ceram Int 48:37020–37026. https://doi.org/10.1016/j.ceramint.2022.08.272
Wang G, Yu D, Kelkar AD, Zhang L (2017) Electrospun nanofiber: emerging reinforcing filler in polymer matrix composite materials. Prog Polym Sci 75:73–107. https://doi.org/10.1016/j.progpolymsci.2017.08.002
Bodišová K, Kašiarová M, Domanická M et al (2013) Porous silicon nitride ceramics designed for bone substitute applications. Ceram Int 39:8355–8362. https://doi.org/10.1016/j.ceramint.2013.04.015
Bouzakis K-D, Vidakis N, Lontos A et al (2000) Implementation of low temperature-deposited coating fatigue parameters in commercial roller bearings catalogues. Surf Coat Technol 133–134:489–496. https://doi.org/10.1016/S0257-8972(00)00981-6
Bouzakis K-D, Vidakis N, Mitsi S (1998) Fatigue prediction of thin hard coatings on the steel races of hybrid bearings used in high speed machine tool spindles. J Tribol 120:835–842. https://doi.org/10.1115/1.2833787
Du X, Lee SS, Blugan G, Ferguson SJ (2022) Silicon nitride as a biomedical material: an overview. Int J Mol Sci 23(12):6551. https://doi.org/10.3390/ijms23126551
Heimann RB (2021) Silicon Nitride, a close to ideal ceramic material for medical application. Ceramics 4:208–223. https://doi.org/10.3390/ceramics4020016
Shiva Kumar K, Chennakesava Reddy A (2019) Mechanical and tribological behavior of particulate filled silicon nitride reinforced nylon-6 polymer composites. Int J Eng Adv Technol 8(6):3951–3955. https://doi.org/10.35940/ijeat.F9061.088619
Resta V, Quarta G, Lomascolo M et al (2015) Raman and photoluminescence spectroscopy of polycarbonate matrices irradiated with different energy 28Si+ ions. Vacuum 116:82–89. https://doi.org/10.1016/j.vacuum.2015.03.005
Bichara LC, Alvarez PE, Fiori Bimbi MV et al (2016) Structural and spectroscopic study of a pectin isolated from citrus peel by using FTIR and FT-Raman spectra and DFT calculations. Infrared Phys Technol 76:315–327. https://doi.org/10.1016/j.infrared.2016.03.009
Synytsya A, Čopı́ková J, Matějka P, Machovič V (2003) Fourier transform Raman and infrared spectroscopy of pectins. Carbohydr Polym 54:97–106. https://doi.org/10.1016/S0144-8617(03)00158-9
Stuart BH (1996) Temperature studies of polycarbonate using Fourier transform Raman spectroscopy. Polym Bull 36:341–346. https://doi.org/10.1007/BF00319235
Lin Z, Guo X, He Z et al (2021) Thermal degradation kinetics study of molten polylactide based on Raman spectroscopy. Polym Eng Sci 61:201–210. https://doi.org/10.1002/pen.25568
Makarem M, Lee CM, Kafle K et al (2019) Probing cellulose structures with vibrational spectroscopy. Cellulose 26:35–79. https://doi.org/10.1007/s10570-018-2199-z
Zimmerer C, Matulaitiene I, Niaura G et al (2019) Nondestructive characterization of the polycarbonate - octadecylamine interface by surface enhanced Raman spectroscopy. Polym Test 73:152–158. https://doi.org/10.1016/j.polymertesting.2018.11.023
Zou H, Yi C, Wang L et al (2009) Thermal degradation of poly(lactic acid) measured by thermogravimetry coupled to Fourier transform infrared spectroscopy. J Therm Anal Calorim 97:929–935. https://doi.org/10.1007/s10973-009-0121-5
Liu X, Zou Y, Li W et al (2006) Kinetics of thermo-oxidative and thermal degradation of poly(d, l-lactide) (PDLLA) at processing temperature. Polym Degrad Stab 91:3259–3265. https://doi.org/10.1016/j.polymdegradstab.2006.07.004
Montoro OR, Taravillo M, San Andrés M et al (2014) Raman spectroscopic study of the formation of fossil resin analogues. J Raman Spectrosc 45:1230–1235. https://doi.org/10.1002/jrs.4588
Yin X, Hong L, Liu Z (2005) A study on the fundamental ceramic–polymer interactions in the high CeO2-loading polyethylene glycol blend. J Eur Ceram Soc 25:3097–3107. https://doi.org/10.1016/j.jeurceramsoc.2004.09.018
Tjong SC (2007) Novel nanoparticle-reinforced metal matrix composites with enhanced mechanical properties. Adv Eng Mater 9(8):639–652. https://doi.org/10.1002/adem.200700106
Song Y, Zheng Q (2016) Concepts and conflicts in nanoparticles reinforcement to polymers beyond hydrodynamics. Prog Mater Sci 84:1–58. https://doi.org/10.1016/j.pmatsci.2016.09.002
Tao Y, Kong F, Li Z et al (2021) A review on voids of 3D printed parts by fused filament fabrication. J Mater Res Technol 15:4860–4879. https://doi.org/10.1016/j.jmrt.2021.10.108
Akhoundi B, Behravesh AH (2019) Effect of filling pattern on the tensile and flexural mechanical properties of FDM 3D printed products. Exp Mech 59:883–897. https://doi.org/10.1007/s11340-018-00467-y
Song Y, Li Y, Song W et al (2017) Measurements of the mechanical response of unidirectional 3D-printed PLA. Mater Des 123:154–164. https://doi.org/10.1016/j.matdes.2017.03.051
Hao W, Yang W, Cai H, Huang Y (2010) Non-isothermal crystallization kinetics of polypropylene/silicon nitride nanocomposites. Polym Test 29(4):527–533. https://doi.org/10.1016/j.polymertesting.2010.03.004
Vidakis N, Petousis M, Velidakis E et al (2021) Optimization of the filler concentration on fused filament fabrication 3D printed polypropylene with titanium dioxide nanocomposites. Materials 14(11):3076. https://doi.org/10.3390/ma14113076
Zander NE, Gillan M, Burckhard Z, Gardea F (2019) Recycled polypropylene blends as novel 3D printing materials. Addit Manuf 25:122–130. https://doi.org/10.1016/j.addma.2018.11.009
Acknowledgements
The authors would like to thank the Institute of Electronic Structure and Laser of the Foundation for Research and Technology-Hellas (IESL-FORTH) and in particular Ms. Aleka Manousaki for taking the SEM images presented in this work, and the Photonic Phononic and Meta-Materials Laboratory for sharing the Raman Instrumentation.
Funding
Open access funding provided by HEAL-Link Greece. This research received no external funding.
Author information
Authors and Affiliations
Contributions
Nectarios Vidakis: Conceptualization, methodology, resources, supervision, project administration; Nikolaos Michailidis: supervision, project administration; Apostolos Argyros: data curation, visualization; Nikolaos Mountakis: formal analysis, data curation; Vassilis Papadakis: Visualization, Validation; Mariza Spiridaki: writing—original draft preparation, investigation; Amalia Moutsopoulou: investigation, data curation; Evangelos Sfakiotakis: investigation, methodology, validation, formal analysis; Markos Petousis: Methodology, formal analysis, writing—original draft preparation, writing—review, and editing. The manuscript was written with the contributions of all authors. All authors have approved the final version of the manuscript.
Corresponding author
Ethics declarations
Institutional review board statement
Not applicable.
Informed consent
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Vidakis, N., Michailidis, N., Argyros, A. et al. Α coherent optimization course of the silicon nitride nanofiller load in medical grade isotactic polypropylene for material extrusion additive manufacturing: Rheology, engineering response, and cost-effectiveness. Colloid Polym Sci 302, 843–860 (2024). https://doi.org/10.1007/s00396-024-05229-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00396-024-05229-y