
Abstract
Femtosecond lasers have been applied in the machining of zirconia (\({{\textrm{ZrO}}_2}\)) ceramics because of their ultrashort pulse duration and high peak power. However, the high-precision micromachining of zirconia remains challenging owing to an unclear understanding of the ultrafast laser–material interaction mechanisms. In this study, the transient processing phenomenon induced by a femtosecond laser pulse, namely electron excitation (filament), occurring on a picosecond to nanosecond timescale, was directly observed and quantitatively investigated inside \({{\textrm{ZrO}}_2}\). A pump-probe imaging method comprising a focusing probe beam integrated with a high-speed camera was used. The evolution process, type variation, and related interaction mechanisms of the filament were revealed under different parameters, including laser pulse energy, sample position, and pulse duration. Finally, the generation mechanism of multiple filaments was clarified and successfully elucidated. This study reveals the ultrafast laser–material interaction mechanisms and the high-precision processing in the laser drilling of zirconia ceramics.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Owing to its high strength, high modulus, high-temperature resistance, corrosion resistance, and good biocompatibility, zirconia ceramic (\({{\textrm{ZrO}}_2}\)) has excellent mechanical and stable chemical properties and is regarded as a key material for aeroengine structural parts, intelligent terminal precision components, bone repair, and other advanced manufacturing fields [1, 2]. With the rapid development of semiconductors, electronics, medical, and communication industries, the high-precision microprocessing of zirconia ceramics, facilitating component miniaturization and improving performance characteristics, has attracted increasing attention [3, 4]. However, problems such as low machining efficiency, low precision, and high cost occur during the traditional processing of \({{\textrm{ZrO}}_2}\) owing to its high hardness and brittleness, thereby limiting its further applications [5].
Femtosecond laser (fs) machining has proven to be a valuable method for ceramic material microprocessing because of its ultrashort pulse duration with high peak power, contributing to local melting, vaporization, or ablation of samples in an extremely short laser–material interaction time [6]. Various studies have been performed to achieve high-precision processing during fs laser machining of ceramics. Han et al. [7] investigated the influence of alumina content and laser parameters on the femtosecond laser ablation behavior of zirconia–alumina ceramics and found that single-phase materials and higher scan speeds were beneficial for suppressing thermal cracking without compromising ablation efficiency. Zheng et al. [8] introduced a novel method of underwater femtosecond laser machining to obtain high precision and a smooth surface for the microgrooves of SiC ceramics; however, the processing instability affected by laser-induced gas bubbles and material deposition was harmful to the surface accuracy of the microgrooves and the processing efficiency. Zhai et al. [9] adopted a femtosecond laser to conduct percussion drilling on a \({{\textrm{ZrO}}_2}\)-based ceramic layer and fabricate a high-quality array of holes with a taper of almost zero; however, nonuniform material removal still occurred, which limited the achievement of high-precision processing. The abovementioned studies suggest that high-precision femtosecond laser microprocessing of ceramics remains challenging because of the limited processing efficiency and formation of laser-induced processing defects, including spatter, heat-affected zones, microcracks, and nonuniform material removal [10, 11]. To solve these problems, a deep understanding of ultrafast laser–material interaction mechanisms must be achieved by observing the transient processing phenomenon.
In the field of ultrafast laser machining of dielectric materials, the generation of a high-electron-density excitation area is a key process that is closely related to material ablation and crack generation. Many researchers have demonstrated interest in this topic. Esser et al. investigated the process of high-electron-density excitation in glass induced by a femtosecond laser pulse train. The high-electron-density area was considered to serve as a hole guide in the hole-drilling process [12]. Narazaki et al. studied the electron excitation and ablation processes at the material surface of \({{\textrm{Al}}_{2}{\textrm{O}}_{3}}\) ceramics irradiated by femtosecond and picosecond laser pulses. They reported that different laser fluences result in different regimes of electron excitation, thus leading to different types of material removal processes [13]. Satoh et al. used an ultrafast pump-probe microscopic imaging method to study femtosecond laser-induced melting and ablation in single-crystalline silicon carbide. The electron density evolution from the subpicosecond to several tens of picosecond timescale was calculated based on the transient surface reflectivity, and a close relation between the electron excitation/relaxation to the material ablation and shockwave generation was revealed [14]. Burakov et al. developed a numerical simulation model to study the internal modification of fused silica induced by focused ultrashort laser pulses. An important role of the excitation of electrons during the change in the refractive index distribution and energy deposition was suggested [15]. These studies indicate that the electron excitation process is highly important for improving the performance of ultrashort laser machining of dielectric materials. Nevertheless, most studies on transient electron excitation focus on transparent materials because of the relative simplicity of directly observing the electron-excited area in these materials. For opaque dielectric materials such as zirconia, the investigation of electron excitation by direct observation remains challenging.
In this study, the transient electron excitation phenomenon (filamentation) was directly observed from several tens of picoseconds to subnanosecond timescales using a pump-probe imaging method comprising a focusing probe beam integrated with a cooled charge-coupled device (CCD) camera. The laser–material interaction mechanism, including the generation of multifilament and the temporal evolution of the filament, was revealed. The dependence of filament evolution on the laser irradiation conditions was also investigated in detail.
2 Method
2.1 Experimental setup
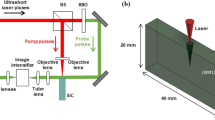
An ultrashort pulse laser (Pharos, Light Conversion, Lithuania) with a wavelength of 1030 nm, pulse duration PD = 180 fs, 1 ps, and 5 ps, and a laser power of 465 mW was used in the experiment. The USPL was separated into a pump pulse for processing and a probe pulse for observation by a polarized beam splitter (PBS). The timing of the phenomenon observed by the pump-probe system was determined by the time delay between the pump pulse and the probe pulse, ranging from 10 ps to 1 ns. For the pump pulse, the pulse energy, \({E_{{1}}}\), was set to 50, 100, and 150 \(\upmu {\textrm{J}}\). The laser spot size focused on the sample using a \(10\times\) objective lens (numerical aperture NA = 0.26)(Mitutoyo, Japan) was 5.7 \(\upmu {\textrm{m}}\). The laser fluence was calculated as 0.02 \({{\textrm{J}}/{\textrm{cm}}^2}\) when \({E_{{1}}}\) was 50 \(\mu {\textrm{J}}\). As shown in Fig. 1b, a \({{\textrm{ZrO}}_2}\) ceramic sample (Kyocera, Japan) with a size of 20 mm \(\times\) 20 mm \(\times\) 0.4 mm was placed in front of the objective lens, and the laser was focused onto the side face (20 mm \(\times\) 0.4 mm). The distance from the sample surface to the focal point of the USPL, as shown in Fig. 1c, ranged from 0 to 150 \({\upmu {\textrm{m}}}\); the focal point was inside the sample. This distance could be determined and adjusted by observing the sample surface using a white-light lamp and CCD camera. For the probe pulse, a barium borate (BBO) crystal plate was used to generate a pulse with a wavelength of 515 nm from the original 1030 nm USPL. For better brightness and contrast of the observation, a beam expander (lens pair) was used to reduce the diameter of the beam and focus the probe beam near the side surface of the sample with focal distances of the two lenses (L1 and L2) being 250 and 30 mm. After traveling through the sample, a microscope system consisting of a 20\(\times\) objective lens (OL) (numerical aperture NA = 0.4) (Mitutoyo, Japan) and a tube lens (TL) was used to enlarge the image, and a CCD camera (Bitran, Japan) was used to monitor and record the electronic phenomenon after laser irradiation.

a Experimental setup of the pump-probe experiment. b The setup near the ceramic sample. c Sample position of femtosecond laser. PBS polarized beam splitter, USPL ultrashort pulse laser, OL objective lens, TL tube lens, CCD charge-coupled device, BBO beta barium borate, SP sample position. L1 lens, focal length = 250 mm, L2 lens, focal length = 30 mm
2.2 Measurement
After the experiments were performed, background subtraction was applied using a background image captured before the start of the experiments to cancel the noise in the images. To achieve an intuitive and simple quantitative analysis, the filament images were cropped into images with a pixel size of 1416 \(\times\) 234 using the ImageJ software, and each pixel corresponds to 0.58 \({\upmu {\textrm{m}}}\). In our experiment, multifilaments were defined as the presence of many subfilaments surrounding the primary filament.

a Definition of ultrashort pulse laser (USPL) induced filaments. b Temporal–spatial evolution of electron excitation inside \({{\textrm{ZrO}}_2}\) with pulse energy (\({E_{{1}}}\)) of 50 \({\upmu {\textrm{J}}}\), pulse duration (PD) of 180 fs, and sample position (SP) of 60 \({\mu {\textrm{m}}}\). Average gray value (intensity) variation of electron excitation along the c z-axis (length) and d x-axis (width) under different time delays
3 Results and discussion
3.1 Temporal–spatial evolution of filament
During the interaction between an ultrashort pulse laser and \({{\textrm{ZrO}}_2}\) ceramics, the laser energy is first absorbed by the electrons of the material through nonlinear absorption processes, leading to their excitation (filaments). In the region where electrons are excited, the absorption coefficient increases, and this region appears as a black shadow [16]. As shown in Fig. 2a, the laser-induced filament phenomenon inside \({{\textrm{ZrO}}_2}\) can be classified into three types based on its geometry: multifilaments, quasi-multifilaments, and single filaments. The multifilaments consist of one primary filament in the central region and many surrounding secondary child filaments, whereas quasi-multifilaments comprise one primary filament and only two secondary child filaments with clear gaps between the primary and child filaments. The temporal–spatial evolution of electron excitation from 0 ps to 1 ns inside the \({{\textrm{ZrO}}_2}\) sample with an \({E_{{1}}}\) of 50 \({\upmu {\textrm{J}}}\), a PD of 180 fs, and an SP of 60 \({\mu {\textrm{m}}}\) is demonstrated using the pump-probe method in Fig. 2b. A clear and long-length electron excitation occurred at a time delay of 50 ps, and the expansion process of this phenomenon was not captured. This may be because although the free electrons inside \({{\textrm{ZrO}}_2}\) were excited from the valence band to the conduction band at the moment the USPL was emitted, the excited electron region could not be observed because of the low free-electron density and scattering effect of opaque \({{\textrm{ZrO}}_2}\). Thereafter, the laser energy transferred from the electrons to the lattice vibrations owing to the electron–phonon interactions, resulting in lattice defects, i.e., zirconium vacancies [17]. Lattice defects usually introduce localized energy levels within the band gap, generating locally charged regions that can easily trap electrons [18,19,20,21], and induce dark and long-life excited electron regions [22]. As the time progressed to 50 ps, the darkness of the excited electron region became sufficiently large to be clearly observed and remained until 1 ns. The excited electron region can be divided into two regions, namely, the secondary child and primary filament regions, which form multifilaments. The branching of the excited electron regions can be captured when z > 50 \({\upmu {\textrm{m}}}\) (sample surface). The secondary child filament region mainly exists in the area of z < 200 \({\upmu {\textrm{m}}}\) near the sample surface (Region I), which is induced by the laser instability and spontaneous fluctuation of the refractive index in the material [23, 24]. The multifilaments disappeared and diverged into a single thin filament as z increased above 200 \({\upmu {\textrm{m}}}\) (Region II). This may be attributed to the strong self-focusing effect and filament fusion [16, 25]. The intensity of the excited electrons can be represented by the darkness (gray value) of the region, in which the low gray value indicates a high intensity of electron excitation. The intensity distributions along the z-axis (length) and x-axis (width) for different time delays are shown in Fig. 2c, d. Note that the average gray values at different positions z and x were obtained over regions of 1 \(\times\) 234 pixels and 1416 \(\times\) 1 pixels, respectively. The filaments with the largest average intensity were obtained when the delay was 75 ps, as shown in Fig. 2c. Subsequently, the intensity of the filaments gradually decreased under larger time delays; however, the length along the z direction remained almost unchanged with a value of 440 \({\upmu {\textrm{m}}}\). The variation curve of the gray value of the filaments along the x direction confirmed the existence of child filaments, as shown in Fig. 2d. The curve shows a step-shaped trend during the rapidly decreasing trend of the average gray value, indicating a sudden change in the filament dimension.
3.2 Mechanism of multifilaments
The multifilaments generated inside zirconia can be induced by the interference of the ring structures generated from defocusing in the laser-induced plasma and the scattering effect of the incident laser beam at the grain boundaries [26, 27], producing the new centers of random initiation of secondary child filaments. To prove the scattering effect of the zirconia material on the formation of multifilaments, experiments comparing zirconia and silica glass were conducted. Silica glass, possessing a similar damage threshold (1.5–2 \({{\textrm{J}}/{\textrm{cm}}^2}\)) as that of zirconia [28, 29], has a little scattering effect, which indicates that the multifilaments are induced mainly by laser-induced plasma. The electron excitation (filament) with the largest intensity inside the zirconia (time delay of 75 ps) and silica glass (time delay of 660 fs) under different SP is shown in Fig. 3. Figure 3a shows that the secondary child filament and some small divergent filaments occurred when the focal position was 0 \({\upmu {\textrm{m}}}\) for silica glass material and almost disappeared with a focal position of 60 \({\upmu {\textrm{m}}}\). This is because when the laser is focused on the surface, the propagation of the laser pulses can be affected by the high density of the excited plasma. A deep focal position typically results in a low laser intensity distributed on the sample surface, and the laser-induced plasma is no longer produced, resulting in only the primary filament inside the sample [30]. As for zirconia, the secondary child filaments (multifilaments) still existed, even when a high sample position of the USPL was applied, as shown in Fig. 3b. Because of the similar damage thresholds of zirconia and silica glass, no high-density excited plasma was generated on the surface of zirconia under the same laser parameters and deep focal position. This indicates that the scattering effect of zirconia on laser propagation is another key factor contributing to the presence of multifilaments.
With the above-mentioned investigation of filament generation mechanism, some processing methods used for glass material, such as laser-induced plasma-assisted ablation [36] and transient and selective laser processing [31], are proven potentially applicable in the processing of opaque ceramic materials. These processing methods can further improve the processing efficiency and precision of ceramics.

Filament images inside a silica glass and b zirconia with different SP. SF secondary child filaments, PF primary filament
3.3 Parameter dependence
The presence of multifilaments is harmful to ultraprecision laser machining, which typically results in an uneven laser absorption region owing to its irregularity and randomness [31, 32], thereby resulting in poor drilling quality. To eliminate the multifilament phenomenon, the parameter dependence of the USPL-induced filament was investigated at different sample positions, laser energies, and pulse durations.
3.3.1 Sample position dependence
The filament evolution with an \({E_{{1}}}\) of 50 \({\upmu {\textrm{J}}}\), a PD of 180 fs, and varied SP ranging from 0 to 150 \({\upmu {\textrm{m}}}\) is shown in Figs. 2a and 4. It is apparent that the intensity of the filament is sufficiently strong to be captured when the time delay is greater than 50 ps, regardless of the sample position. The filament gradually extended toward a deeper direction with an increase in SP at a time delay of 75 ps, as shown in Fig. 4b, c, and the increment of length was almost invisible due to extremely low intensity of excited electrons when SP was larger than 120 \({\upmu {\textrm{m}}}\). This s attributed to the fact that more intense electron excitation occurs in deeper positions of the sample with an increase in SP owing to the varied positions of high-intensity areas, thereby resulting in long-dimensional filaments. Once the SP is extremely high, the filament in the deep area and its length increment almost disappear because the remaining laser energy may not be sufficient for electron excitation after propagation loss [12].

a Temporal–spatial evolution of the filament inside \({{\textrm{ZrO}}_2}\) with an \({E_{{1}}}\) of 50 \({\upmu {\textrm{J}}}\), a PD of 180 fs, and varied SP ranging from 0 \({\upmu {\textrm{m}}}\) and 30 \({\upmu {\textrm{m}}}\). b Variation of the filament area with varied SP ranging from 0 \({\upmu {\textrm{m}}}\) to 150 \({\upmu {\textrm{m}}}\) at a time delay of 75 ps. c Size variation of the filament in length and width at varying SP. SF secondary child filaments
It is apparent that the types of filaments gradually converted from multifilaments into quasi-multifilaments with an increase in SP, as shown in Fig. 4b. This is because as the focal position was shifted deeper into the samples, the high-intensity areas were located inside the sample, and the nonlinear absorption process and electron excitation of the surface area gradually weakened [30]. This led to a reduced effect of material scattering and laser-induced surface plasma on multifilaments, thereby producing quasi-multifilaments. The sharp decrease in the width of the filament (yellow circle region) in Fig. 4c also originates from the distinct gap between the quasi-multifilaments. The secondary child filaments near the sample surface were almost invisible with an SP of 150 \({\upmu {\textrm{m}}}\). Therefore, multifilaments can be reduced and eliminated by moving the focal position into the deep internal position of the materials.

Temporal–spatial evolution of the filament inside \({{\textrm{ZrO}}_2}\) with a varied pulse energy (\({E_{{1}}}\)) of 100 \({\upmu {\textrm{J}}}\) and 150 \({\mu {\textrm{J}}}\), sample position (SP) of 60 \({\mu {\textrm{m}}}\), and pulse duration (PD) of 180 fs; c \({E_{{1}}}\) of 50 \({\upmu {\textrm{J}}}\), SP of 60 \({\upmu {\textrm{m}}}\), and varied PD from 1 to 5 ps. Size variation of the filament in length and width at varying b \({E_{{1}}}\) and d PD. SF secondary child filaments, PF primary filament
3.3.2 Pulse energy dependence
The filament evolution with varied \({E_{{1}}}\) of 50 \({\mu {\textrm{J}}}\), 100 \({\upmu {\textrm{J}}}\), and 150 \({\upmu {\textrm{J}}}\), PD of 180 fs, and SP of 60 \({\upmu {\textrm{m}}}\) are shown in Figs. 2a, 5a, b. The width and number of filaments increase with an increase in \({E_{{1}}}\), which results from the higher laser energy absorbed by the higher laser intensity. This leads to more intense laser energy absorption into large-area materials and electron excitation process, generating enhanced multifilaments and larger dimensional filaments in width [27]. The almost unchanged filament length may be due to the more significant excitation process occurring near the surface owing to the stronger scattering effect and defocusing in the laser-induced plasma, and the remaining laser energy transformed into the internal material was not sufficiently high for further electron excitation. To eliminate the multifilaments, appropriate laser energy must be selected owing to its obvious influence on electron excitation near the sample surface.
3.3.3 Pulse duration dependence
The filament evolution with \({E_{{1}}}\) of 50 \({\upmu {\textrm{J}}}\), varied PD of 180 fs, 1 ps, and 5ps, and SP of 60 \({\upmu {\textrm{m}}}\) are shown in Figs. 2a, 5c, d. It is evident that the filamentation can be significantly influenced by the pulse duration. Furthermore, a single filament can be easily produced with a high PD of 5 ps, which can result from the smaller laser intensity near the sample surface with a larger PD. The dimensions of the filament, including the width and length, also continue to decrease with an increase in PD. This is because when the pulse duration is sufficiently large that the laser intensity in the deep area is lower than the critical intensity, filamentation cannot occur. Moreover, the filament intensity increases at an early time from 0 to 20 ps with an increase in PD. This is attributed to more intense avalanche ionization that can be induced by more sufficient free carrier absorption through electron–phonon scattering with high PD when the laser intensity exceeds the critical intensity [33]. Long pulse duration is beneficial for single filamentation; however, it is harmful to the filament length.
3.4 Versatility of application
The investigation of the dynamics of electrons inside the material is crucial in the USPL processing of ceramics materials. On the one hand, the relaxation of high electron density area leads to locally high lattice temperature, resulting in the generation of heat-affected area [34]. With the control of electron dynamics by selecting proper processing parameters, it is possible to reduce the heat-affected area. On the other hand, excessively high local electron density directly causes local ablation and microcracks [35]. By the electron dynamics control, prevention of the generation of microcracks is also possible.
Based on the investigation of parameter dependency on the electron excitation, the possibility of manipulating the high electron density area (filament) morphology is proved. This generation of filament induced by USPL can be used in various processing scenes, including hole drilling [31], surface ablation [36], welding [37] and groove processing [38]. In these processing scenes, filament generation inside materials is necessary or beneficial, which can increase the absorption coefficient in the filament region [16]. By adjusting the filament morphology, it is possible to improve the processing performance. First, it is possible to enhance the precision of processing to the micrometer level without defects [32]. Second, the processing efficiency can be improved with enhanced energy utilization efficiency [31, 38].
4 Conclusion
The visualization of the evolution of USPL-induced electron excitation occurring from picosecond to nanosecond inside opaque zirconia ceramics was achieved, and the generation mechanism of electron excitation is attributed to the nonlinear absorption of USPL energy and lattice defects trapped electrons. Three different types of filaments, the multi-filaments, the quasi-multi-filaments, and the single filament, were described based on their morphological difference. The multi-filaments generation process was compared with that of silica glass, indicating that the surface scattering effect is also a key factor other than the defocusing of plasma at the material surface. The multi-filaments phenomenon, which is harmful to high-precision laser machining, was successfully eliminated by investigating the parameter dependencies on filament types, size, and temporal evolution. The position of laser focusing (i.e. sample position), pulse energy and pulse duration together dominate the generation of multi-filament. It was found that a deep focusing position (approximately 150 \({\upmu {\textrm{m}}}\) inside the sample), proper pulse energy, and a long pulse duration (5 ps) can benefit the generation of single filament because of weak laser intensity near the sample surface. The investigation of the filament dynamics is beneficial to achieving the high precision USPL processing of ceramic materials due to the close relation between high electron density region and processing defects. Moreover, with the manipulation of filament morphologies, the application in various of scenes, such as hole drilling, welding, groove processing, etc. can be expected. The precise shape control of filament becomes possible, and the transient laser–material interaction of zirconia is better understood, making it possible to generate the most suitable USPL-induced filament in a particular processing.
Data availability
This article contains data supporting the findings of this study.
References
T. Beck, Laser drilling in gas turbine blades: shaping of holes in ceramic and metallic coatings. Laser Technik J. 8(3), 40–43 (2011)
M. Andreiotelli, H.J. Wenz, R.J. Kohal, Are ceramic implants a viable alternative to titanium implants? A systematic literature review. Clin. Oral Implants Res. 20, 32–47 (2009)
M. Knowles, G. Rutterford, D. Karnakis, A. Ferguson, Micro-machining of metals, ceramics and polymers using nanosecond lasers. Int. J. Adv. Manuf. Technol. 33, 95–102 (2007)
A.M. Stanciuc, Q. Flamant, C.M. Sprecher, M. Alini, M. Anglada, M. Peroglio, Femtosecond laser multi-patterning of zirconia for screening of cell-surface interactions. J. Eur. Ceram. Soc. 38(3), 939–948 (2018)
A. Sabur, M.Y. Ali, M.A. Maleque, A.A. Khan, Investigation of material removal characteristics in EDM of nonconductive ZrO2 ceramic. Proc. Eng. 56, 696–701 (2013)
E.G. Gamaly, Femtosecond Laser-Matter Interaction: Theory, Experiments and Applications (CRC Press, 2011)
J. Han, O. Malek, J. Vleugels, A. Braem, S. Castagne, Ultrashort pulsed laser ablation of zirconia-alumina composites for implant applications. J. Mater. Process. Technol. 299, 117335 (2022)
Q. Zheng, Z. Fan, G. Jiang, A. Pan, Z. Yan, Q. Lin et al., Mechanism and morphology control of underwater femtosecond laser microgrooving of silicon carbide ceramics. Opt. Express 27(19), 26264–26280 (2019)
Z. Zhai, W. Wang, X. Mei, M. Li, X. Li, Percussion drilling on nickel-based alloy with thermal barrier coatings using femtosecond laser. Optik 194, 163066 (2019)
E. Roitero, M. Ochoa, M. Anglada, F. Mücklich, E. Jiménez-Piqué, Low temperature degradation of laser patterned 3Y-TZP: Enhancement of resistance after thermal treatment. J. Eur. Ceram. Soc. 38(4), 1742–1749 (2018)
X. Jia, G. Zhu, Y. Zhang, Y. Chen, H. Wang, P. Shan et al., Laser processing of alumina ceramic by spatially and temporally superposing the millisecond pulse and nanosecond pulse train. Opt. Express 28(1), 676–684 (2020)
D. Esser, S. Rezaei, J. Li, P.R. Herman, J. Gottmann, Time dynamics of burst-train filamentation assisted femtosecond laser machining in glasses. Opt. Express 19(25), 25632–25642 (2011)
A. Narazaki, H. Takada, D. Yoshitomi, K. Torizuka, Y. Kobayashi, Ultrafast laser processing of ceramics: comprehensive survey of laser parameters. J. Laser Appl. 33(1), 012009 (2021)
D. Satoh, T. Shibuya, E. Terasawa, Y. Moriai, H. Ogawa, M. Tanaka et al., Ultrafast pump-probe microscopic imaging of femtosecond laser-induced melting and ablation in single-crystalline silicon carbide. Appl. Phys. A 126, 1–8 (2020)
I.M. Burakov, N.M. Bulgakova, R. Stoian, A. Mermillod-Blondin, E. Audouard, A. Rosenfeld et al., Spatial distribution of refractive index variations induced in bulk fused silica by single ultrashort and short laser pulses. J. Appl. Phys. 101(4), 043506 (2007)
X. Mao, S.S. Mao, R.E. Russo, Imaging femtosecond laser-induced electronic excitation in glass. Appl. Phys. Lett. 82(5), 697–699 (2003)
M.G. Krishna, K.N. Rao, S. Mohan, Optical and structural characterization of evaporated zirconia films. Appl. Phys. Lett. 57(6), 557–559 (1990)
R. Bayati, R. Molaei, A. Richmond, S. Nori, F. Wu, D. Kumar et al., Modification of properties of yttria stabilized zirconia epitaxial thin films by excimer laser annealing. ACS Appl. Mater. Interfaces. 6(24), 22316–22325 (2014)
V. Orera, R. Merino, Y. Chen, R. Cases, P. Alonso, Intrinsic electron and hole defects in stabilized zirconia single crystals. Phys. Rev. B 42(16), 9782 (1990)
N. Petrik, D. Taylor, T. Orlando, Laser-stimulated luminescence of yttria-stabilized cubic zirconia crystals. J. Appl. Phys. 85(9), 6770–6776 (1999)
M. Boffelli, W. Zhu, M. Back, G. Sponchia, T. Francese, P. Riello et al., Oxygen hole states in zirconia lattices: quantitative aspects of their cathodoluminescence emission. J. Phys. Chem. A 118(42), 9828–9836 (2014)
E. Aleksanyan, M. Kirm, E. Feldbach, V. Harutyunyan, Identification of F+ centers in hafnia and zirconia nanopowders. Radiat. Meas. 90, 84–89 (2016)
W. Liu, S. Hosseini, Q. Luo, B. Ferland, S. Chin, O. Kosareva et al., Experimental observation and simulations of the self-action of white light laser pulse propagating in air. New J. Phys. 6(1), 6 (2004)
Q. Luo, S. Hosseini, B. Ferland, S. Chin, Backward time-resolved spectroscopy from filament induced by ultrafast intense laser pulses. Opt. Commun. 233(4–6), 411–416 (2004)
H. Schröder, S. Chin, Visualization of the evolution of multiple filaments in methanol. Opt. Commun. 234(1–6), 399–406 (2004)
V. Kandidov, N. Akozbek, M. Scalora, O. Kosareva, A. Nyakk, Q. Luo et al., Towards a control of multiple filamentation by spatial regularization of a high-power femtosecond laser pulse. Appl. Phys. B 80, 267–275 (2005)
S. Hosseini, Q. Luo, B. Ferland, W. Liu, S. Chin, O. Kosareva et al., Competition of multiple filaments during the propagation of intense femtosecond laser pulses. Phys. Rev. A 70(3), 033802 (2004)
S. Heiroth, J. Koch, T. Lippert, A. Wokaun, D. Günther, F. Garrelie et al., Laser ablation characteristics of yttria-doped zirconia in the nanosecond and femtosecond regimes. J. Appl. Phys. 107(1), 014908 (2010)
B. Stuart, M. Feit, A. Rubenchik, B. Shore, M. Perry, Laser-induced damage in dielectrics with nanosecond to subpicosecond pulses. Phys. Rev. Lett. 74(12), 2248 (1995)
G. Ren, Y. Ito, H. Sun, N. Sugita, Temporal-spatial characteristics of filament induced by a femtosecond laser pulse in transparent dielectrics. Opt. Express 30(4), 4954–4964 (2022)
Y. Ito, R. Yoshizaki, N. Miyamoto, N. Sugita, Ultrafast and precision drilling of glass by selective absorption of fiber-laser pulse into femtosecond-laser-induced filament. Appl. Phys. Lett. 113(6), 10 (2018)
R. Yoshizaki, Y. Ito, K. Ogasawara, A. Shibata, I. Nagasawa, T. Sano et al., High-efficiency microdrilling of glass by parallel transient and selective laser processing with spatial light modulator. Opt. Laser Technol. 154, 108306 (2022)
Q. Sun, H. Asahi, Y. Nishijima, N. Murazawa, K. Ueno, H. Misawa, Pulse duration dependent nonlinear propagation of a focused femtosecond laser pulse in fused silica. Opt. Express 18(24), 24495–24503 (2010)
A. Bharatish, H.N. Murthy, B. Anand, C. Madhusoodana, G. Praveena, M. Krishna, Characterization of hole circularity and heat affected zone in pulsed CO2 laser drilling of alumina ceramics. Opt. Laser Technol. 53, 22–32 (2013)
M. Sun, U. Eppelt, C. Hartmann, W. Schulz, J. Zhu, Z. Lin, Damage morphology and mechanism in ablation cutting of thin glass sheets with picosecond pulsed lasers. Opt. Laser Technol. 80, 227–236 (2016)
J. Zhang, K. Sugioka, K. Midorikawa, Laser-induced plasma-assisted ablation of fused quartz using the fourth harmonic of a Nd+: YAG laser. Appl. Phys. A 67, 545–549 (1998)
N. Miyamoto, Y. Ito, C. Wei, R. Yoshizaki, A. Shibata, I. Nagasawa et al., Ultrafast internal modification of glass by selective absorption of a continuous-wave laser into excited electrons. Opt. Lett. 45(11), 3171–3174 (2020)
C. Wei, R. Yoshizaki, Y. Ito, A. Shibata, I. Nagasawa, K. Nagato et al., High-speed microgroove processing of glass by expanding the high-temperature region formed by transient and selective laser absorption. Opt. Express 30(18), 32280–32291 (2022)
Acknowledgements
This study was supported by JSPS KAKENHI (Grant numbers JP 22F22360 and 21K18667) and JST PRESTO (Grant number JPMJPR22Q1).
Funding
Open Access funding provided by The University of Tokyo.
Author information
Authors and Affiliations
Contributions
All authors contributed to the conception and design of the study. Material preparation, data collection, and analysis were performed by CW and YZ. The first draft of the manuscript was written by the same authors and was reviewed and discussed with YI and NS. All authors commented on the previous versions of the manuscript and read and approved the final version.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing financial interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wei, C., Zhang, Y., Sugita, N. et al. Generation mechanism and temporal–spatial evolution of electron excitation induced by an ultrashort pulse laser in zirconia ceramic. Appl. Phys. A 130, 105 (2024). https://doi.org/10.1007/s00339-023-07223-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-023-07223-7