
Abstract
High-performance and low-cost composites are engineers’ dream for technological applications. To fulfill the material for an engineering application, it is important to understand the mechanical properties of the material. The primary goal of this research is to investigate the impact of nano-sized Yttrium iron garnet (Y3Fe5O12) addition on the microstructure and mechanical properties of the polycrystalline Cu0.5Tl0.5Ba2Ca2Cu3O10-δ (CuTl-1223) superconductor. Co-precipitation and solid-state reaction methods were utilized to prepare Y3Fe5O12 nanoparticles and Cu0.5Tl0.5Ba2Ca2Cu3O10-δ superconductor, respectively. (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ nanoparticle/superconductor composites were formed by adding small contents of Y3Fe5O12 (x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%) to the CuTl-1223 matrix. The volume fraction percentage of the main phase, CuTl-1223, was increased from 87.9 to 91.4% as x was adjusted from 0.00 to 0.04 wt%. The unit cell parameters (a and c) remained unchanged following the addition of Y3Fe5O12 nanoparticles to the host CuTl-1223. The porosity percentage (P %) was decreased from 39.1 to 29.4% as x was increased from 0.00 to 0.10 wt%. Thus, the addition of Y3Fe5O12 nanoparticles has the ability to reduce weak links and voids among the CuTl-1223 superconducting grains. The grain morphology for the prepared composites was identified through scanning electron microscopy. The different elemental compositions were detected by energy-dispersive X-ray measurements. Vickers microindentation hardness test was employed to study the mechanical strength of the prepared composites. Analysis and modelling of Vickers hardness (Hv) versus test load (F) were done through various models. Meyer’s empirical law showed that all the prepared composites follow normal indentation size effect behaviour. Hays and Kendall model clarified that the applied test load was sufficient to produce both elastic and plastic deformation for the investigated samples. The elastic/plastic deformation model indicated that the prepared samples contain an elastic relaxation portion that recovers after withdrawing the test load. The proportional sample resistance and modified proportional sample resistance models confirmed the HK model findings. Moreover, the HK model was found to be the most suitable model for describing the microhardness results of the prepared samples. Furthermore, the elastic modulus (E), yield strength (Y), fracture toughness (K) and brittleness index (B) for the prepared composites were calculated as function of Y3Fe5O12 addition.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
A high superconducting transition temperature, Tc, is usually the first sign of progress in the quest for a new superconductor. However, all superconductor power applications, as well as the majority of other applications, necessitate high current carrying capacity, as measured by the critical current density Jc (> l05 A/cm2), in the presence of significant magnetic fields (10–20 T) at 77 K, as defined by the critical magnetic field Hc [1]. The three critical parameters (Tc, Jc and Hc) mentioned so far are certainly not the only important ones for practical applications. Mechanical properties are also critical, since large magnetic fields and machine motions (e.g., centripetal forces) may produce substantial forces on the superconductor which must be well accounted for if damage is to be avoided. Cyclic forces may produce fatigue of the superconductor. Ductility, malleability, hardness and strain tolerance affect the ease with which the wires may be manufactured and then wound into desired coil shapes.
Superconductor-based products, in comparison to their traditional counterparts, are particularly environmentally friendly. They are also often at least 50% smaller and lighter than comparable conventional units, which translate to cost savings. High-temperature superconductors (HTS) have a wide range of very sensitive and reliable advanced technological applications such as in vivo live body measurements in medicine, terahertz equipment for security systems, quantum bit applications in quantum computers and bolometers for some space research. HTS also have been reliably utilized in magnetic resonance imaging (MRI), magnetic resonance spectroscopy (MRS), magnetoencephalography (MEG) and magnetocardiography (MCG) for both analysis of magnetic activity of different regions of the human body such as brain and heart wave activities and very early diagnosis of several diseases [2]. Furthermore, one of the most important usages of HTS materials is the use of superconducting cables in high voltage transmission lines. The quality of HTS tapes determines the performance of HTS cable. HTS tapes for power transmission cables must be manufactured in a sufficient length to accommodate the requisite length of cable core to be placed.
The Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, CuTl-1223, phase is a Cu and Tl mixed-based superconductor [1]. It is the most appealing phase in its family and a potential candidate from an application standpoint due to its relatively large critical current density Jc (> 105 A/cm2), high superconducting transition temperature Tc (Tc ~ 106–132 K) close to that of Hg-1223 [2], low superconducting anisotropy (γ = ξab/ξc), long coherence length along c-axis (ξc) and small penetration depth (λ) [3]. Besides all the superior characteristics mentioned for CuTl-1223 phase, CuTl-1223 must possess appropriate mechanical strength that gives it the ability to be flexible and moldable for cables, coils and tapes usage.
The low-cost synthesis of CuTl-1223 at ambient pressure is a suitable method for large-scale manufacturing. The main drawback of this synthesis process is the existence of voids and holes in increased density, which affects total superconducting critical parameters. This problem is most successfully treated by enhancing grain connection and decreasing the density of voids and pores by the incorporation of different nanoparticles, which is the simplest and most efficient method in this regard [2, 3]. Nanoparticle addition has previously been proven by many scientists to be useful tool for improving the microstructure and mechanical characteristics of CuTl-1223 superconducting phase [4]. Mohammed et al. [5] conducted a comparative investigation of the effects of nano-SnO2 and nano-In2O3 addition on CuTl-1223. The results indicated that adding nano-SnO2 up to 1.0 wt% improved the mechanical characteristics of CuTl-1223, whereas just a little amount of nano-In2O3, x = 0.1 wt%, increased the phase's Vickers hardness. The impact of nano-BaSnO3 addition in CuTl-1223 superconducting bulk was examined by Srour et al. [6]. The results indicated that microindentation Vickers hardness values rose up to x = 0.25 wt%, then dropped with a further rise in x till 1.0 wt%. Awad [7] investigated the effect of nano-MgO addition on the electrical and mechanical properties of the CuTl-1223 phase and it was concluded that Vickers hardness increased with increasing MgO content up to 0.6 wt%, but then decreased as MgO content increased further.
Microindentation Vickers hardness is a non-destructive test that determines a material's ability to resist plastic deformation by indentation. The Vickers indentation method [8,9,10,11,12,13] is the most widely used microindentation method. In this method, a square-based pyramidal diamond indenter is used on the sample's surface under regulated stress and time rate conditions. After the load is removed, the average diagonal length (d) of the resultant imprint is measured and linked to the microhardness number (Hv).
In this study, the influence of nano-sized Y3Fe5O12 addition on the microstructure, morphology, elemental compositions and mechanical properties of Cu0.5Tl0.5Ba2Ca2Cu3O10-δ superconductor was studied. We have examined the ability of Y3Fe5O12 to improve the intergrain connectivity and in turn the mechanical properties of the host superconducting phase. This can be done by healing the voids among superconductor grains with these nanoparticles. The microindentation Vickers hardness test estimated numerous important mechanical parameters such as Vickers hardness (Hv), elastic modulus (E), yield strength (Y), fracture toughness (K) and brittleness index (B) for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites, with x = 0.00, 0.02, 0.04, 0.06, 0.08 and 0.10 wt%. Furthermore, the indentation size effect (ISE) behaviour was analysed using various models.
2 Experimental techniques
2.1 Nano-Y3Fe5O12 preparation
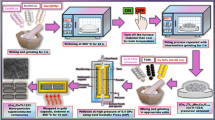
The co-precipitation technique was used to produce nano-sized Y3Fe5O12 from the starting components YCl3·6H2O and FeCl3·6H2O. The powder was bought from Sigma-Aldrich and was of excellent purity. The powders were dissolved in 100 ml of distilled water in the stoichiometric ratio of Y: Fe 3:5. With magnetic stirring, 5 M NaOH was added to the solution dropwise until the pH reached 12. The solution is then heated for 4 h at 80 °C while being constantly stirred. After that, the samples were rinsed until the pH reached 7, as determined by a digital pH metre. The samples were then dried at 100 °C for 18 h. Finally, these samples were calcined for 2 h at 1050 °C. A schematic diagram for Y3Fe5O12 preparation is shown in Fig. 1a.

Schematic diagram for a Y3Fe5O12 co-precipitation method, b (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites preparation steps
2.2 (Y3Fe5O12)x/CuTl-1223 preparation
A solid-state reaction technique was used to synthesize Cu0.5Tl0.5Ba2Ca2Cu3O10-δ superconducting samples at ambient pressure. High-quality starting materials of Tl2O3, BaO2, CaO, and CuO were crushed and filtered through a 65 µm sieve in their nominal compositions. To make (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites, Y3Fe5O12 nanoparticles (~ 50 to 80 nm) with weight per cent 0.00, 0.02,0.04, 0.06, 0.08, and 0.10 wt% were mixed and crushed to ensure homogeneity. The powder was compacted into a disc and then covered in a silver sheet to decrease Tl losses during the heating operation. The samples were sintered in a sealed quartz tube at a rate of 2 °C/min to 760 °C, then at a rate of 1 °C/min to 850 °C for 6 h. The samples were gently cooled to room temperature at the end of this stage. The preparation steps are summarized in Fig. 1b.
2.3 characterization and measurements
Shimadzu-7000 XRD with CuKα radiation (λ = 1.5418 Å), scan range of 10°–80°, step size of 0.04° and scan rate of 4°/min in a continuous scan mode was used to identify (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites. JEOL scanning electron microscope model JSM-IT200 was used to identify the material’s morphology and elemental content. The device operated at high voltage 20–30 kV, at which low pressure was attained using a rotary pump. The electron source was at a distance of 15 mm from the surface of the sample. The value of magnification at which the pictures were taken is 1000. A digital microhardness tester model IN-412A was used to determine Vickers microhardness. Vickers indenter has a square-pyramid diamond shape. The indenter was used on the sample surface with test loads ranging from 0.49 to 2.94 N and a dwell period of 30 s. For each individual load, the average value of 5 indentations at different points on the sample surface was obtained to ensure accuracy of microhardness data. Vickers indentation marks were roughly square in form with two diagonals remained on the sample surface after unloading. After unloading, the length of the two diagonals was estimated using a calibrated micrometre eyepiece fitted on the microscope. With an accuracy of ± 0.1 μm, the diagonal lengths of indentation were calculated and were connected to an average value of Vickers hardness number (Hv).
3 Results and discussion
3.1 XRD
Figure 2 shows XRD patterns for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%. The majority of the diffraction peaks are clearly indexed by the tetragonal indices of CuTl-1223 phase with P4/mmm symmetry. There are no peaks for Yttrium or iron-based compounds that were detected in the patterns. This shows that the structure of the CuTl-1223 phase is not affected by the Y3Fe5O12 nanoparticles. The relative volume fraction percentages for CuTl-1223, CuTl-1212 and BaCuO2 phases are determined as follows:
where ƩI is the sum of the intensities of the diffraction peaks [14]. The relative volume fraction percentages for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt% are shown in Table 1. The volume fraction percentage of CuTl-1223 phase increases from 87.9 to 91.4% as Y3Fe5O12 nanoparticles addition (x) is adjusted from 0.00 to 0.04 wt%. Higher Y3Fe5O12 addition contents, x > 0.04 wt%, cause a delay in the phase percentage of CuTl-1223 and enhance CuTl-1212 and BaCuO2 phase percentages. Similar findings were obtained when Al2O3 and MgO nanoparticles were added to the Bi-2223 phase [15, 16]. They ascribe the drop in volume percentage for higher nanoparticle additions to solid nanoparticles ability to inhibit spatial phase development to some limit. This delay might also be attributed to the ferrimagnetic character of Y3Fe5O12 nanoparticles, which promotes Cooper pair breaking and encourages the retardation of CuTl-1223 phase formation at high concentrations. Table 1 displays the estimated values of the unit cell parameters (a and c). The unit cell parameters remained unchanged following the addition of Y3Fe5O12 nanoparticles to the host CuTl-1223 material. This also shows that Y3Fe5O12 preferentially inhabit the interstitial areas between the grains. Kong et al. [17] and Albiss et al. [18] found similar findings when adding NiFe2O4 and NiO nanoparticles to the Bi1.6Pb0.4Sr2Ca2Cu3O10+δ phase.

XRD patterns for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ with x = 0.00, 0.02, 0.04, 0.06, 0.08 and 0.10 wt%
The porosity percentage (P %) of the synthesized composites is theoretically determined using the following equation:
where De and DT are the experimental and theoretical densities, respectively.
The variation of porosity with x for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ is shown in Fig. 3. It is clear that as x increases from 0.00 to 0.10 wt.%, P decreases from 39.1 to 29.4%. Thus, the addition of Y3Fe5O12 nanoparticles has the ability to reduce weak links and voids among the CuTl-1223 superconducting grains. The enhancement in the nano-sized Y3Fe5O12 content and its uniform distribution will assist its penetration ability within the pores and voids of the hybrid composite matrix leading to a linear increase in the experimental density and a gradual decrease in porosity. Khalil [19] reported that for Bi1.6Pb0.4Sr2Ca2-xSmxCu3Oy, the decrease in porosity may be related to an increase in grain coupling strength and degree of grain orientation of the samples. Awad [7] investigated similar porosity results for CuTl-1234 added with MgO nanoparticles.

Variation of porosity with x for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites
3.2 SEM and EDX
SEM micrographs of (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites with x = 0.00, 0.02, 0.04, 0.06, 0.08 and 0.10 wt% were used to examine the morphology, as shown in Fig. 4a–f. The CuTl-1223 phase formation was confirmed from the observed plate-like grains. Some irregular shaped grains were assigned for impurity phases such as CuTl-1212 and BaCuO2. Furthermore, even after high-temperature sintering, there are fine spherical grains that may indicate the presence of Y3Fe5O12 nanoparticles in CuTl-1223 matrix. Also, the micrographs showed apparent suppression in the intergrain voids and improvement in the intergrain weak links that can be visualized in comparison with the pure sample (Fig. 4a). Solid-state diffusional phase transformation, which includes nucleation, growth, and impingement, is directly responsible for the arrangements of constituent composites, which include a specific volume fraction of spatially distributed phases with various compositions, grain size and morphology with random orientation, and their spatial distribution [20]. Numerical simulation approaches may be employed, in future scope of the current work, to account for experimental condition limitations and dynamically recreate microstructure development. Empirical and analytical models [20], phase-field models [21, 22], cellular automaton models, Monte Carlo models, and molecular dynamics approaches [20] are now the most sophisticated numerical simulation methods. In general, empirical and analytical models provide more average information, such as average grain size and phase volume fraction of microstructure development at the macroscale. Mesoscopic models, such as phase-field models, cellular automata, and Monte Carlo models, on the other hand, can recreate the development of grain shape and spatial distribution, as well as the solute concentration field, in addition to providing macroscopic average information [20]. The phase-field approach has grown in importance and versatility for modelling solidification, precipitate development, coarsening, grain growth, martensitic transformations, dislocation dynamics, crack propagation, and other phenomena.

SEM micrographs for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ a x = 0.00, b x = 0.02, c x = 0.04, d x = 0.06 wt%, e x = 0.08 and f x = 0.10 wt%
Figure 5a and b shows the EDX analysis of (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites with x = 0.00 and 0.10 wt%, respectively. It should be noted that no peaks corresponding to Yttrium or iron-based compounds were found in the XRD patterns (as seen from Fig. 2). However, EDX analysis shows the minor elemental content of Yttrium and iron elements in the bulk sample, as shown in Fig. 5b. This means that they do not enter the structure of the CuTl-1223 phase, but rather occupy the interstitial space between the grains. The nearly unchangeable unit cell parameters support this conclusion. Guilmeau et al. [23] discovered similar results when they investigated the effect of MgO nanoparticles addition into the Bi-2223 superconducting phase. The elemental contents of different elements present in (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ; x = 0.00 and x = 0.10 wt% composites are given in Table 2.

EDX spectra for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ a x = 0.00 and b x = 0.10 wt%
3.3 Microindentation Vickers hardness
Vickers hardness (Hv) for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%, is computed from the following formula [24]:
where F is the applied force in Newton and d is the average diagonal length of indentation in micrometres. Figure 6 depicts the change of room temperature Vickers hardness (Hv) with test load (F), at dwell time t = 30 s for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%. The variation could be divided into two segments: a load dependent segment that emerges at low applied loads F < 1 N and declines fast as the applied load increases, and a load independent segment (nearly plateau) that appears at higher values F > 1 N. This variation is known as indentation size effect (ISE). Moreover, Hv is high at low indentation loads, which can be attributed to the material weak grain boundaries [25]. Furthermore, it was found, for all the applied loads (F), that Hv increases with increasing the Y3Fe5O12 content up to x = 0.10 wt% which may be attributed to the ability of these nanoparticles to heal microcracks and voids among superconducting grains. This healing in microstructure was confirmed from SEM results.

Vickers hardness (Hv) versus test load (F) for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%
3.4 Analysis and Modelling
3.4.1 Meyer’s law
Meyer’s law [26, 27] might explain the nonlinear load dependent segment, which offers a relationship between the applied force (F) and the indentation diagonal length (d) as:
where n is Meyer index and A is the hardness constant. Meyer index (n) is commonly employed as an indication of the ISE trend: when n < 2, microhardness decreases with applied load (normal ISE); when n > 2, microhardness increases with applied load (reverse ISE); and when n = 2, microhardness is independent of applied stress. Plots of Ln F versus Ln d for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%, is shown in Fig. 7. The n-values for all samples were found to be less than 2 (see Table 3), confirming that the investigated samples exhibit normal ISE (NISE) behaviour.

Meyer’s law analysis for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%
3.4.2 Hays and Kendall model
Hays and Kendall (HK) model [28] claims that only plastic deformation is visible at Hv levels above a threshold value W (sample resistance pressure). According to Gane and Bowden [29], the indenter does not penetrate the sample surface until it reaches a threshold value of applied load. Instead of the applied load, the effective load was connected to indentation size in this model by Feff = F − W, and therefore, the load dependency of indentation size was provided by
where A1 is a constant that is unaffected by the applied load.
Figure 8 displays hardness data for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%, fitted according to HK model. The data show an excellent linear relationship with very high regression coefficients 99.9%. The values of A1 and W are tabulated in Table 3. The W values reported for all samples were positive, demonstrating the production of elastic and plastic deformation with a sufficient applied force [30]. This suggests that for the prepared composites, the minimum test load required to induce plastic deformation is higher than the estimated values (W = 0.39, 0.35, 0.32, 0.42, 0.30, and 0.25 N). The results are consistent with the range of test loads used, which vary from 0.49 to 2.94 N. As a result, W values are even lower than the first low test load (F = 0.49 N). Furthermore, with the addition of Y3Fe5O12 nanoparticles, the values of A1 followed the same pattern as the fluctuation of Hv with F, confirming the NISE trend.

Hardness data for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%, fitted according to HK model
3.4.3 Elastic/plastic deformation model
Elastic/plastic deformation (EPD) model stated that the indentation comprises an elastic part that occurs after the indenter is withdrawn at the nearness indentation imprint [31]. As a result, an elastic component do is added to the measured plastic component (d) as follows:
where A2 is constant. Figure 9 depicts the change of F0.5 versus d plots for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%. It is clear that the data are well fitted to Eq. (6) with linear regression coefficients greater than 99.9%. Table 3 shows the estimated values of A2 and d0 based on the fitting of experimental findings according to Eq. (6). As a result, the value of d0 was positive for all samples, indicating that for this range of applied loads, elastic deformation was seen in addition to plastic deformation, indicating that elastic relaxation was present among the prepared samples [32]. Their values, however, are far too large to be accepted as a correction for elastic recovery in the measured plastic indentation. As a result, it can be concluded that the indentation size error caused by the blunting of the indenter tip and the elastic recovery after indentation are not the only causes of the ISE behaviour observed in the prepared composites.

Hardness data for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%, fitted according to EPD model
3.4.4 Proportional sample resistance model
The proportional sample resistance (PSR) model is a modification of the HK model in which the term αd replaces the load independent constant W. This model was used by Li and Bradt [33] to describe the ISE behaviour of various materials. The indentation load dependent and independent Vickers hardness values of the PSR model are provided by
The constant α is composed of two components: the elastic resistance of the test specimen and the friction resistance generated at the indenter facet/specimen contact [33]. β is a plastic property constant that is used to compute the theoretical value of microhardness. Figure 10 depicts a plot of (F/d) versus d for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%. The values of α and β are determined using Eq. (7), where β represents the slope and α represents the y-intercept, and their values are listed in Table 3. The values of α and β displayed unsystematic fluctuation with Y3Fe5O12 contents. The tabulated data revealed that the values of α for all samples were positive, validating the HK method results. These findings indicate that elastic deformation occurred in (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites in addition to plastic deformation. Furthermore, α increased when x rose up to 0.06 wt%, which was attributable to energy dissipation through fractures at the interfaces [24].

Hardness data for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%, fitted according to PSR model
3.4.5 Modified proportional sample resistance model
Taking the influence of the machining induced plastically deformed surface on microhardness measurements into account, it was recommended [34] that the PSR model be modified into the following equation:
where α2 is the lowest applied stress causing indentation in the samples. It relates to the HK model's threshold load constant W and is linked to surface residual stresses caused by surface machining and polishing. The physical meaning of parameters α3 and α4 is the same as it is in the PSR model [35].
Figure 11 depicts the change of F with d for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%. Table 3 contains the MPSR parameters α2, α3 and α4, which were derived using a standard polynomial fit to the data. The positive values of α2 clarify that the samples suffer from both elastic and plastic deformation [36].

Hardness data for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%, fitted according to MPSR model
The true microhardness or the microhardness in plateau region can be estimated from the previously stated models, i.e. HK, EPD, PSR and MPSR, [32] according to the following relations
A comparison between the experimental Hv values with the theoretically estimated Hv values, estimated from HK, EPD, PSR, MPSR models according to Eqs. 9–12, is shown in Fig. 12 for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%. It is clear, from Fig. 12, that HK model gives very close results to our experimental Hv values so it is the best suitable model for describing true hardness data of (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites.

Experimental plateau Hardness data with the estimated true hardness from HK, EPD, PSR, MPSR models for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%, fitted according to PSR model
The elastic modulus (E), yield strength (Y), fracture toughness (K) and brittleness index (B) were shown to be linked to true microhardness (Hv) as \(E = 81.96 \times H_{{\text{V}}} , \;Y = \frac{{H_{{\text{V}}} }}{3},\; K = \sqrt {2E\alpha } \;{\text{and}}\;B = \frac{{H_{{\text{V}}} }}{K}, \;{\text{respectively}} \) [37]. Table 4 shows the estimated values of the mechanical parameters E, Y, K, and B for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ, with x = 0.00, 0.02, 0.04, 0.06, 0.08, and 0.10 wt%. Table 4 shows that E, Y, K, and B follow the same trend as the change of Hv with x. Zewnet et al. [38] examined the elastic modulus-critical grain size relationship to identify the critical grain size at which microcracking occurs owing to anisotropic thermal stresses that emerge during processing. The stronger the connection between atoms or molecules in materials, the greater the value of E and hence Y of a sample. The fracture toughness K of a material is defined as its capacity to withstand fractures. The rise in K is proportional to the increase in surface energy. The brittleness index, which measures the ability of a material to break when subjected to deformation, is also an essential practical parameter.
4 Conclusions
Series of (Y3Fe5O12)x/CuTl-1223 composites with x = 0.00,0.02, 0.04, 0.06, 0.08 and 0.10 wt% were successfully synthesized by solid-state reaction to confirm their reproducibility. The crystal structure of the host CuTl-1223 superconducting matrix was not affected with the addition of Y3Fe5O12 nanoparticles. The impact of Y3Fe5O12 addition on the mechanical characteristics of CuTl-1223 composites such as Vickers hardness, elastic modulus, brittleness index, yield strength, and fracture toughness has been studied. The results demonstrate that Y3Fe5O12 addition improves the mechanical characteristics of CuTl-1223 composites. Meyer's law, HK, EPD, PSR, and MPSR models were used to assess the experimental results of the microhardness measurements. HK model was found to be the most suitable model describing the hardness data of the prepared samples. As the amount of Y3Fe5O12 in the samples was increased, the elastic modulus (E), yield strength (Y), fracture toughness (K) and brittleness index (B) of the samples were improved. These enhancements are thought to be due to the presence of Y3Fe5O12 particles, which can encourage compressive stresses in the superconducting matrix and resist crack propagation by pinning the propagating cracks.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
I. Qasim, M. Waqee-ur-Rehman, M. Mumtaz, G. Hussain, K. Nadeem, N.A. Khan, Role of anti-ferromagnetic Cr nanoparticles in CuTl-1223 superconducting matrix. J. Alloys Compd. 649, 320 (2015)
M.M. Elokr, R. Awad, A. Abd El-Ghany, A. Abou Shama, A. Abd El-wanis, Effect of nano-sized ZnO on the physical properties of (Cu0.5Tl0.25Pb0.25) Ba2Ca2Cu3O10−δ. J. Supercond. Novel Magn. 24, 1345 (2011)
A. Jabbar, I. Qasim, M. Waqee-ur-Rehman, M. Zaman, K. Nadeem, M. Mumtaz, Structural and superconducting properties of (Al2O3)y/CuTl-1223 composites. J. Electron. Mater. 44, 110 (2015)
M. Imran, M. Zareef Khan, M. Waqee-Ur-Rehman, A. Ullah, S. Ahmed, K. Nadeem, M. Mumtaz, Role of Co3O4 nanoparticles addition in infield superconducting properties of CuTl-1223 phase. J. Low Temp. Phys. 200, 152 (2020)
N.H. Mohammed, A.I. Abou-Aly, I.H. Ibrahim, R. Awad, M. Rekaby, Effect of nano-oxides addition on the mechanical properties of (Cu0.5Tl0.5)-1223 phase. J. Supercond. Novel Magn. 24, 1463 (2011)
A. Srour, W. Malaeb, M. Rekaby, R. Awad, Mechanical properties of the (BaSnO3)x/Cu0.5Tl0.5Ba2Ca2Cu3O10−δ superconductor phase. Phys. Scr. 92, 104000 (2017)
R. Awad, Study of the influence of MgO nano-oxide addition on the electrical and mechanical properties of (Cu0.25Tl0.75)-1234 superconducting phase. J. Supercond. Novel Magn. 21, 461 (2008)
O. Uzun, U. Kölemen, S. Çelebi, N. Güçlü, Modulus and hardness evaluation of polycrystalline superconductors by dynamic microindentation technique. J. Eur. Ceram. Soc. 25, 969 (2005)
M. Muralidhar, K. Narasimha Reddy, V. Hari Babu, Microhardness studies on BiCaSrCuO (2122) superconducting single crystals and pellets. Phys. Status Solidi (a) 126, 115 (1991)
C. Veerender, V.R. Dumke, M. Nagabhooshanam, Hardness and elastic moduli of Bi2−xPbxCa2Sr2Cu3Oy superconductors. Phys. Status Solidi (a) 144, 299 (1994)
A. Tampieri, G. Celotti, S. Guicciardi, C. Melandri, Microstructural and mechanical characterization of bulk BSCCO (2223) superconductor. Mater. Chem. Phys. 42, 188 (1995)
M. Ionescu, B. Zeimetz, S.X. Dou, Microhardness anisotropy of Bi-2212 crystals. Phys. C Supercond. 306, 213 (1998)
S.M. Khalil, Effects of optimum annealing time on superconducting properties of Bi2−xPbxSr2Ca2Cu3Oy system. Phys. Status Solidi (a) 178, 731 (2000)
E. Asikuzun, O. Ozturk, H.A. Cetinkara, G. Yildirim, A. Varilci, M. Yılmazlar, C. Terzioglu, Vickers hardness measurements and some physical properties of Pr2O3 doped Bi-2212 superconductors. J. Mater. Sci. Mater. Electron. 23, 1001 (2012)
A. Ghattas, M. Annabi, M. Zouaoui, F. Ben Azzouz, M. Ben Salem, Flux pinning by Al-based nano particles embedded in polycrystalline (Bi, Pb)-2223 superconductors. Phys. C Supercond. Appl. 468, 31 (2008)
B. Zhao, X. Wan, W. Song, Y. Sun, J. Du, Nano-MgO particle addition in silver-sheathed (Bi, Pb) 2Sr2Ca2Cu3Ox tapes. Phys. C Supercond. 337, 138 (2000)
W. Kong, R. Abd-Shukor, Enhanced electrical transport properties of nano NiFe2O4-added (Bi1.6Pb0.4)Sr2Ca2Cu3O10 superconductor. J. Supercond. Novel Magn. 23, 257 (2010)
B.A. Albiss, I.M. Obaidat, M. Gharaibeh, H. Ghamlouche, S.M. Obeidat, Impact of addition of magnetic nanoparticles on vortex pinning and microstructure properties of Bi–Sr–Ca–Cu–O superconductor. Solid State Commun. 150, 1542 (2010)
S.M. Khalil, Enhancement of superconducting and mechanical properties in BSCCO with Pb additions. J. Phys. Chem. Solids 62, 457 (2001)
X. Liu, H. Li, M. Zhan, A review on the modeling and simulations of solid-state diffusional phase transformations in metals and alloys. Manuf. Rev. 5, 10 (2018)
A.M. Roy, Formation and stability of nanosized, undercooled propagating intermediate melt during β→ δ phase transformation in HMX nanocrystal. Europhys. Lett. 133, 56001 (2021)
A.M. Roy, Energetics and kinematics of undercooled nonequilibrium interfacial molten layer in cyclotetramethylene-tetranitramine crystal. Phys. B Condens. Matter 615, 412986 (2021)
E. Guilmeau, B. Andrzejewski, J.G. Noudem, The effect of MgO addition on the formation and the superconducting properties of the Bi2223 phase. Phys. C Supercond. 387, 382 (2003)
A. Leenders, M. Mich, H.C. Freyhard, Influence of thermal cycling on the mechanical properties of VGF melt-textured YBCO. Phys. C Supercond. 279, 173 (1997)
S. Farhat, M. Rekaby, R. Awad, Synthesis and characterization of Er-doped nano ZnO samples. J. Supercond. Novel Magn. 31, 3051 (2018)
K. Sangwal, B. Surowska, Study of indentation size effect and microhardness of SrLaAlO4 and SrLaGaO4 single crystals. Mater. Res. Innov. 7, 91 (2003)
R. Tickoo, R.P. Tandon, K.K. Bamzai, P.N. Kotru, Microindentation studies on samarium-modified lead titanate ceramics. Mater. Chem. Phys. 80, 446 (2003)
C. Hays, E.G. Kendall, An analysis of Knoop microhardness. Metallography 6, 275 (1973)
N. Gane, F.P. Bowden, Microdeformation of solids. J. Appl. Phys. 39, 1432 (1968)
H.T. Rahal, R. Awad, A.M. Abdel Gaber, M. Roumie, Superconducting and mechanical properties of the bulk (SnO2) x (Bi1.6Pb0.4)Sr2Ca2Cu3O10−δ prepared at different sintering times. J. Supercond. Novel Magn. 30, 1971 (2017)
V.R. Howes, Mechanical indentation testers designed to allow the continuous microscopic observation of the controlled indentation of transparent materials. J. Phys. E Sci. Instrum. 15, 1308 (1982)
M.M. Barakat, A.I. Abou-Aly, R. Awad, N.S. Aly, S. Ibrahim, Mechanical properties of Y3−xNdxBa5−xCaxCu8O18−δ samples. J. Alloys Compd. 652, 158 (2015)
L. Hong, R.C. Bradt, The microhardness indentation load/size effect in rutile and cassiterite single crystals. J. Mater. Sci. 28, 917 (1993)
J. Gong, H. Miao, Z. Zhao, Z. Guan, Load-dependence of the measured hardness of Ti (C, N)-based cermets. Mater. Sci. Eng. A 303, 179 (2001)
J.B. Quinn, G.D. Quinn, Indentation brittleness of ceramics: a fresh approach. J. Mater. Sci. 32, 4331 (1997)
O. Ozturk, E. Asikuzun, A.T. Tasci, T. Gokcen, H. Ada, H. Koralay, S. Cavdar, Comparison of Vickers microhardness of undoped and Ru doped BSCCO glass ceramic materials. J. Mater. Sci. Mater. Electron. 29, 3957 (2018)
N.H. Mohammed, A.I. Abou-Aly, R. Awad, I.H. Ibrahim, M. Roumie, M. Rekaby, Mechanical and electrical properties of (Cu0.5Tl0.5)-1223 phase added with nano-Fe2O3. J. Low Temp. Phys. 172, 234 (2013)
W. Zewen, J. Wanqi, Microhardness of Hg1−xMnxTe. Mater. Sci. Eng. A 452, 508 (2007)
Acknowledgements
Special thanks to the spiritual father of the work, Professor R. Awad for his kind assistance in Y3Fe5O12 preparation. This work was performed in Superconductivity and metallic glasses laboratory, Faculty of Science, Alexandria University, Alexandria, Egypt.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rekaby, M., Mohammed, N.H., Ahmed, M. et al. Synthesis, microstructure and indentation Vickers hardness for (Y3Fe5O12)x/Cu0.5Tl0.5Ba2Ca2Cu3O10-δ composites. Appl. Phys. A 128, 261 (2022). https://doi.org/10.1007/s00339-022-05394-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-022-05394-3