
Abstract
Starch-based foams can be used in packaging development to replace nonbiodegradable petrochemical plastics. However, starch-based materials possess poor mechanical properties and low water resistance. These properties can be improved by adding plasticizers and fillers to the bulk composition. In the present work, the effect of rice husk ash content on physical, morphological, and mechanical properties of cassava starch-based foams produced by thermal expansion was investigated. The composites were formed by mixing cassava starch, rice husk ash (content varying from 0 to 60%), water, and glycerol. The obtained dough was placed in a metallic mold and then expanded in a thermohydraulic press machine. The addition of 20–50% of ash content improved thermal stability, density, and biodegradation of starch-based foams and decreased water absorption capacity. Filled starch-based foams also exhibited smaller pores in internal structure. Compared to foams without ash filler, the addition of 20–40% ash increased the flexural tensile strength and the addition of more than 50% dropped the mechanical resistance. Hence, based on the results obtained, rice husk ash can be a great filler in biodegradable starch-based foams.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Packaging is the visible excess of contemporary consumption, yet we need it to keep the global economy running [1]. Since ancient times, humans have needed to gather, collect, store, transport, and preserve goods [2]. The trade growth between peoples, globalization, and technological inventions made our economies more and more dependent on packaging [3, 4]. Even though packaging is fundamental to our lives, excessive consumption, in addition to ineffective waste management, and a constant use of nonbiodegradable materials allowed packages to become one of the greatest environmental problems [1, 4].
The food industry is crucial to solve environmental problems considering that food plastic containers are the most common trash left in nature, as reported by Ocean Conservancy [5]. Great part of the containers is produced with expanded polystyrene (EPS) foam, due to its high strength, low density, and low cost [6]. Expanded polystyrene (EPS) foams could be recycled, but they usually are not, because incineration or landfill is more economically convenient [7]. Considering that EPS foams have high biodegradation resistance, the food plastic containers discarded in inappropriate places can remain in nature for several hundred years until they degrade, damaging entire ecosystems and causing serious environmental pollution [8]. The environmental impact of packaging can be minimized using bioplastics manufactured from renewable crops with biodegradable and/or compostable attributes to mitigate the use of petroleum-based plastics such as EPS [2, 9].
Starch is a biodegradable natural polymer, which offers several advantages for plastics applications as a low-cost raw material. It is an abundant and annually renewable material obtained from a variety of plant sources, such as corn, wheat, cassava, potato, and peas [3, 10, 11]. Starch-based foams can be produced by many techniques, including extrusion or hot mold baking [12]. In both techniques, gelatinization of the starch occurs, i.e., the native starch changes to thermoplastic starch [13, 14]. Although thermoplastic starch foams have considerable potential to act as eco-friendly materials for packaging design, they have two main disadvantages compared to most petroleum-based plastics: low mechanical resistance and high affinity for water [10].
To overcome these constraints, fillers can be added to the polymer matrix [10, 11, 15]. Researchers have mixed starch-based foams with agro-industrial residues as natural fibers (such as hemp, cotton, and cellulose fibers) [16], peanut skin [17], sesame processing residue [18], grape stalks [19], rice husk [20] and obtained great improvement in starch-based foams properties.
Rice processing generates two major residues: rice husk and rice husk ash [21, 22]. Rice husk ash is obtained by burning rice husk for energy generation in rice processing companies. This residue has a porous structure with a high specific area and high silica content (over 90%) [21,22,23]. Brazil is one of the greatest producers and consumers of rice in the world [24]. Rio Grande do Sul is one of the most prosperous Brazilian states producing more than 140 million tons of rice husk ash yearly [25]. Currently, most ashes are discarded as waste without any reuse as feedstock, becoming a serious environmental issue [26]. Rice husk ash can be used directly as reinforcement in polymeric materials due to the high silica content [25, 26]. Silica, the major component of rice husk ash, has a high mechanical strength and great thermal stability [27]. Therefore, this work aims to use rice husk ash as reinforcement in biodegradable cassava starch-based foams. Also, the changes in mechanical, physical, and morphological foam properties were evaluated.
Materials and methods
Native cassava starch (CS) (Fritz & Frida, Brazil) with 26% amylose content and 11% moisture, rice husk ash, glycerol, and water were used to develop biodegradable foams. Rice husk ash (RHA) with 93% silica content was supplied by a local rice processing company in Rio Grande do Sul (Brazil). RHA was passed through a 48-mesh sieve for better particle size uniformity (< 0.6 mm). Glycerol (Dinâmica Química Contemporânea, Brazil) acts as a plasticizer. Water acts both as a plasticizer and blowing agent during the starch-based foam production [28].
Preparation of CS/RHA foams
The designed foams were prepared by mixing cassava starch, rice husk ash, water, and glycerol at 70 °C in a thermostatic bath to obtain a uniform mixture and starch gelatinization [29]. The RHA content varied from 0 to 60% on a solid base (cassava starch + rice husk ash). The resulting dough was weighed and placed in a metallic mold (100 mm × 25 mm × 3.5 mm) and then compressed at 180 °C and 2 tons in a thermohydraulic press (SL11/20E, Solab, Brasil) for 420 s. The mass weight varied from 4 g (0RHA) to 8 g (60RHA), due to differences in sample expansion.
The foams composition and their codes are shown in Table 1. The codes indicate the weight percentage of RHA over the dry materials (RHA + CS).
Foam characterization
Attenuated total reflectance-Fourier transform infrared (ATR-FTIR)
Cassava starch (CS), rice husk ash (RHA), and CS/RHA foams were dried at 105 °C overnight. The raw material chemical structure and foam chemical composition were evaluated by Fourier transform infrared using a spectrometer (Frontier, Perkin-Elmer) in the wavenumber range of 4000–650 cm−1, with 32 scans at 4 cm−1 resolution.
Thermal properties
Thermogravimetric analysis (TGA-50, Shimadzu, Japan) was performed to evaluate the thermal properties of the rice husk ash (RHA), cassava starch (CS), and the CS/RHA foams. Approximately 10 mg of samples was heated from 0 to 450 °C at a heating rate of 10 °C/min under a nitrogen atmosphere (50 mL/min).
Morphology
Cross-section and surface images of the foams were analyzed using a scanning electron microscope (JSM-6060, JEOL, Japan) operating at a voltage acceleration of 12 kV. The samples were placed on carbon tapes and gold metalized before analysis.
Apparent density, moisture content, and mechanical properties
The apparent density of CS/RHA foams was determined by the ratio between the apparent volume (thickness × width × length) and dry sample mass. The measurements were made in triplicate for each formulation.
The moisture content was determined by percentage of weight loss after drying the foams in an oven at 105 °C for 24 h. The tests were made in triplicate for each formulation.
Mechanical properties were evaluated by flexural tests according to ASTM D790-02 [30] using a texture analyzer (Stable Micro Systems Ltd., GB) with a 50 N load cell. The analyses were performed in compression mode, using speed of 2 mm s−1 and trigger force of 50 g for foams samples measuring 50 mm × 25 mm. The results were obtained by averaging the measurements of at least five independent samples.
Water absorption capacity (WAC)
Water absorption capacity was evaluated using Cobb’s method [31]. Samples measuring 2 cm × 2 cm were weighed and placed in 100 mL of distilled water for 1, 15, 30, 45, and 60 min. Then, the samples were weighed again after removing excess water with a tissue paper, and the amount of absorbed water was calculated gravimetrically. The analysis was performed in triplicate for each formulation.
Biodegradability
The foams’ biodegradability was analyzed using a qualitative test according to methodology employed by Engel and coworkers [19]. Glass containers (20 cm × 50 cm × 6 cm) were completely filled with vegetable compost (soil), and then, CS/RHA foams with different rice husk ash content were completely buried in the soil (± 3 cm deep). The containers were kept under aerobic conditions at room temperature, and water was sprayed once a day in the soil to ensure the moisture of the system during the experiment. Samples of each formulation were gathered every 7 days and photographed; the degradation was monitored by visual inspection only.
In order to simulate a real (no-ideal) situation, where the material is discarded in a common landfill and not in an industrial composting system, this biodegradability test was not performed using a rigid control of temperature, humidity, and soil composition.
Statistical analysis
The results obtained for density, mechanical properties, and WAC were evaluated by analysis of variance (ANOVA) and Tukey’s test (p < 0.05) using Statistica software 13.0 (Statsoft, USA).
Results
Attenuated total reflectance-Fourier transform infrared (ATR-FTIR)
The infrared spectra of cassava starch (CS), rice husk ash (RHA), and CS/RHA foams with different compositions are shown in Fig. 1. Based on the FTIR spectra, it can be seen that the addition of rice husk ash did not change the chemical structure of the polymer matrix. Therefore, the cassava starch–rice husk ash mixture is only physical, and chemical bonds are not created between their structures.

Infrared spectra of rice husk ash, cassava starch, and RHA/CS foams with different concentrations of RHA
The characteristic bands observed in cassava starch (CS) in the range of 700–1400 cm−1 are not visible in CS/RHA foams spectra due to overlap with the characteristic bands of rice husk ash (RHA). However, some differences could be noticed since, in the range of 1000–900 cm−1, the FTIR curve of high ash content foam (60RHA) is more similar to RHA spectra than CS spectra. At the same time, FTIR curve of 0RHA is more similar to CS spectra, which was expected since this sample does not contain RHA in composition.
As expected, RHA spectra does not show peaks in the 3400–3200 cm−1 region, attributed to O–H stretching bonds, while CS does. However, it could not be observed a clear decrease in this peak with the increasing content of RHA, implying that water affinity does not depend simply on the foam composition. Except for 40RHA, all the designed foams spectra showed a large band in this range, related to the hydroxyl groups of starch and glycerol [29, 32, 33]. This band is stronger for the 0RHA sample, which can be explained by the higher content of CS, since thermoplastic starch has great water affinity [10]. Although the 60RHA has the lowest CS content, this band is larger in this sample spectra compared to 20RHA and 40RHA spectra. These results corroborate the results of morphological and water absorption capacity analysis, since 60RHA samples showed a more porous structure and, therefore, a higher water absorption capacity compared to other filled samples.
Thermal properties
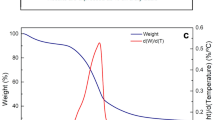
The thermogravimetric profiles of rice husk ash (RHA), cassava starch (CS), and foams (0RHA, 20RHA, 40RHA, 60RHA) are shown in Fig. 2. The compared samples exhibited similar behavior, except for the RHA which, as expected, did not show observable weight loss at the temperature range of 25–450 °C.

TGA curves of rice husk ash (RHA), cassava starch (CS) and starch-based foams without RHA (0RHA) and with 20% (20RHA), 40% (40RHA), and 60% (60RHA) of RHA
TGA curves for cassava starch and 60RHA, 40RHA, 20RHA, and 0RHA foams showed two stages of weight loss. The first one, at 100–200 °C, is associated with a partial disintegration of biopolymer and free water loss (a weight loss of a maximum of 10%) [12, 26]. The second stage, between 250 and 320 °C, is more substantial, and the samples undergo a weight loss of about 20–70%. This last step is related to sample thermal degradation and plays a key role in defining the stability of RHA and CS/RHA composites. The higher the RHA content in the samples, the less weight loss was observed, since the weight loss in that temperature range is mostly related to CS thermal degradation. The amount of residue for each sample is almost exactly the initial RHA content, but there is also a small quantity of CS (about 15%) that still does not disintegrate at the temperature of 450 °C. Higher temperatures would be necessary to complete degradation of CS. The results found by Khalil [34] and Klapiszewski and his coworkers [27] also indicated great thermal stability of silica derived from rice husk ash. Shanks and Kong [13] also reported that starch-based foams filled with carbonate calcium have higher thermal stability and less weight loss, compared to unfilled starch-based foams.
The profiles of derivative thermogravimetry of RHA, CS, and foams are shown in Fig. 3. The results exhibited very similar behavior and the RHA content apparently did not have much influence on the beginning of foams degradation. This was expected since the results of FTIR analysis (Sect. 3.1) showed that the mixture between RHA and CS is only physical. Thus, RHA does not change the CS degradation profile and foams with less CS content degrade less, apparently, only because there is a smaller quantity of mass that degrades at that temperature range.

DTG curves of rice husk ash (RHA), cassava starch (CS), and starch-based foams without RHA (0RHA) and with 20% (20RHA), 40% (40RHA), and 60% (60RHA) of RHA
Additionally, Fig. 2 shows that unfilled foam, 0RHA (thermoplastic starch) has more significant weight loss than native starch. However, as shown in Fig. 3, the degradation begins first for CS, compared to 0RHA. Hence, the thermoplastic starch seems to have higher thermal stability and the increase in weight loss is probably related to glycerol and water evaporation. As reported by Li and Huneault [35], foam thermal stability depends on the plasticizer's volatility and the strength of the interactions between the components.
Morphology
SEM micrographs and photographs of starch-based foams surface area with different RHA content are shown in Fig. 4. All samples showed a uniform surface without agglomeration, which indicated a homogeneous rice husk ash–cassava starch mixture. Nevertheless, the higher the RHA content, the larger was the surface irregularities.

Surface area SEM micrographs and photographs of starch-based foams without RHA (0RHA) and with 20% (20RHA), 40% (40RHA), 50% (50RHA), and 60% (60RHA) of RHA
The photographs showed an evident change in visual aspect of foams surface comparing the unfilled foam (0RHA) with those with RHA (20RHA, 40RHA, 50RHA, and 60RHA). The unfilled foam is considerably more translucid and allows viewing the structure pores, even the closed ones. The filled foams are opaque and visually similar to each other.
Oliveira and coworkers [26] also observed an increase in irregularities, like fractures and agglomeration of ashes, in starch/PBAT blends due to the addition of rice husk ash as a filler. Other authors also reported that the incorporation of fillers, such as peanut skin [17], grape stalks [19], and volant ashes [36] in starch-based foams resulted in apparent cavities or cracks on foams surfaces, due to the poor adhesion between the hydrophilic starch and the hydrophobic filler.
The cross-section micrographs and photographs are shown in Fig. 5. The images do not show any relevant RHA aggregation, which indicates that the distribution of RHA in the thermoplastic cassava starch was homogeneous.

Cross-section SEM micrographs and photographs of starch-based foams without RHA (0RHA) and with 20% (20RHA), 40% (40RHA), 50% (50RHA), and 60% (60RHA) of RHA
The addition of rice husk ash changes the shape and size of composite pores. The pores in filled samples are smaller than in unfilled (0RHA). Junior and coworkers [37] also observed smaller pores in filled foams. According to them, the RHA particles in the polymeric matrix act as nucleation sites promoting the formation of a higher quantity of bubbles with smaller sizes. The pores size reduction due to the rice husk ash addition can explain the rise in filled foams density (Sect. 3.4).
The structure of 20RHA is very similar to the unfilled sample (0RHA), except for the size of the pores, which are reduced in the 20RHA foam. Comparing 20RHA and 40RHA, or 0RHA and 40RHA, there is a visible change in the internal structure and a considerable reduction in pores sizes caused by an ineffective foam expansion. In the 50RHA sample, large holes appear in the internal structure, and in 60RHA samples occur the formation of interconnected open pores all over the foam extension. The increase in RHA content tends to reduce pores sizes. However, at higher RHA content, the higher amount of filler could weaken matrix–filler interactions, which increase filler agglomeration and defects in the composite internal structure, as reported by Ismail and Zaaba [46]. Those defects in the internal structure could explain the high water absorption obtained for 60RHA samples (Sect. 3.5).
Apparent density, moisture content, and mechanical properties
Table 2 shows the apparent density, moisture content, and flexural properties of the cassava starch foams with different rice husk ash content.
The apparent density increases with the addition of rice husk ash and starts to decrease very slightly after 40% RHA content. The foams apparent density is related to components density, foam expansion effectiveness, and final porosity of the composite [29]. The cassava starch has a pycnometric density varying from 1.24 to 1.51 g cm−3 (for a moisture content varying from 52 to 6%) [38], and the rice husk ash density varies from 1.3 to 1.8 g cm−3 depending on the burning conditions [22, 39]. Therefore, the density of the compounds found cannot explain the observed behavior. However, during foam production, native starch, in the presence of water and temperature, is transformed into thermoplastic starch, which has a smaller density compared to native starch due to expansion and pore formation [40, 41]. In addition, the higher ashes content and, consequently, the smaller starch content induced a less effective foam expansion, which led to a higher final composite apparent density. Very high RHA content could also create structural defects on foam's internal structure, which could explain the reason why the apparent density seems to decrease in 50RHA and 60RHA. This behavior was similar to those found by other researchers. Glenn and coworkers [6] reported a foam density increase of 102% adding 22% of CaCO3. Soykeabkaew and coworkers [42] identified that the incorporation of 3% of talc produces an increase of 27% in starch-based foams density.
The moisture content found for the unfilled sample 0RHA is similar to the 9.7% quantified by Machado and coworkers for cassava starch-based foams [17] and to the 10.8% described by Salgado and coworkers for cassava starch-based foams incorporated with cellulose fibers [14]. The results in Table 2 show that as the RHA content increases, the moisture content decreases until the amount of 50% RHA. The starch is a hygroscopic material with relatively strong water–starch interaction, which makes a significant moisture amount to be absorbed into the unfilled foam (sample 0RHA). The high moisture content of starch samples was also reported by Li and Huneault [35], Kaisangri and coworkers [43] and Soykeabkaew and coworkers [42]. The decline in moisture content caused by the addition of a filler in starch-based foams was also commented on by other researchers [14, 17]. Particularly about rice husk ash, it was expected that adding it to starch-based foams diminished the moisture content since the ≡Si–O–Si≡ bounds, located on the silica surface, which is the major component of RHA, are essentially hydrophobic [44]. Therefore, the increase in the moisture content for sample 60RHA could be related to the large cavities and defects found in its internal structure.
The highest tensile strength was obtained for the sample 40RHA. Compared to the unfilled foam (sample 0RHA), the tensile strength increases significantly for the 40RHA sample and decreases for the 60RHA sample. When compared to 0RHA, the samples 20RHA, 40RHA, and 50RHA did not change significantly the tensile strength. The values found in this work are similar to those reported by other researchers: 3.6 MPa for cassava starch-based foams filled with peanut skin (24%) [17], 2.5 MPa for cassava starch-based foams incorporated with grape stalks (18%) [19]. The elongation at break was statistically equivalent for samples 0RHA, 20RHA, and 40RHA and decreased when the rice husk ash content was higher than 50%. Young's modulus was highest for the 40RHA sample, compared to 0RHA and 60RHA samples, and it was statistically equivalent to the values found for 20RHA and 50RHA samples. The behavior observed for elongation to break and for Young’s modulus were very similar to those informed by other researchers that use different fillers in starch-based foam development [16, 17, 19]. The decrease in mechanical resistance for samples with high RHA content could be associated with poor interaction between inorganic filler and organic matrix, since starch is hydrophilic and silica, main compound of RHA, is essentially hydrophobic [44]. Ismail and Zaaba [46] also reported that high addition of silica amounts gives poor dispersion and poor interaction between silica with starch. Hence, if interaction is poor and defects in internal structure are formed, the mechanical properties would decrease, as observed in Table 2. These results may indicate that there is a limit of around 40–50% of rice husk ash incorporation on foams composition to not compromise their mechanical resistance.
Water absorption capacity (WAC)
Figure 6 shows the results of the WAC analysis. The presence of rice husk ash influences foams’ water absorption capacity. Compared to sample 0RHA, the rice husk ash (RHA) addition, in foams with the RHA/CS ratio under 1 (samples 20RHA, 40RHA, and 50RHA), lowered water absorption capacity by circa 50%. The values of water absorption capacity at 1, 45, and 60 min measured for 0RHA (unfilled) and 60RHA samples were statistically equal. At 30 min, the WAC of 60RHA sample was even higher than the WAC of the unfilled sample, 0RHA. Different from the other filled samples (20RHA, 40RHA, and 50RHA), the 60RHA sample has an interconnected open pores structure, as shown in Fig. 5, which can benefit water entrance into the foam structure. Among the other filled samples (20RHA, 40RHA, and 50RHA), there are no significant changes in WAC at the selected times of analysis. The hydrophobic behavior of the designed foams with 20, 40, and 50% RHA could be explained by the presence of small close pores in these foams structure, as shown in Fig. 5, and the low water affinity of silica present in the RHA [44].

Water absorption capacity of the designed foams without RHA (0RHA) and with 20% (20RHA), 40% (40RHA), 50% (50RHA), and 60% (60RHA) of RHA at 1, 15, 30, 45, and 60 min. Average ± standard deviation. Different lower letters (a–d) at the same time denote significant difference (p < 0.05) between averages, based on RHA content (obtained by Tukey’s test). Different upper letters (A–D) at the same RHA content denote significant difference (p < 0.05) between averages, based on time (obtained by Tukey’s test)
The decrease in WAC due to the filler incorporation in polymeric matrices was also obtained by other researchers. Kumar and coworkers [45] observed a lower water absorption in polyester-based sheet molding compounds (SMC) filled with rice husk ash. Ismael and Zaaba [46] notified that the water absorption capacity of starch/PVA films was reduced by 70%, when 5% of silica was added.
The water absorption capacity showed a statistically significant increase from 1 to 60 min for all studied compositions. This indicated that a longer time should be necessary to reach the water absorption limit, if there is one. However, at 60 min, some samples started to disintegrate in water, which would negatively affect the analysis performance.
Biodegradation
The photographs of buried samples for biodegradability analysis are shown in Fig. 7. The foams with different RHA content were buried for a maximum period of nine weeks. On weeks 5 and 7, there was no sample gathering because the access to research laboratories was not allowed as a result of COVID-19 restrictions.

Photographs of buried samples without RHA (0RHA) and with 20% (20RHA), 40% (40RHA), 50% (50RHA), and 60% (60RHA) of RHA at different weeks of the biodegradation process
Depending on the rice husk ash content, the biodegradation process occurred in distinct ways. Although the unfilled foam (sample 0RHA) is having its dimensions reduced with time, the foam structure remained consistent. This behavior was also observed by Engel and coworkers [19] when starch-based foams were buried in soil. The filled foams (20RHA, 40RHA, 50RHA, and 60RHA) broke into smaller pieces over time. The distinct behaviors became explicit in the 3rd week. As sample 0RHA has half the original thickness, the samples 20RHA, 40RHA, 50RHA, and 60RHA continue practically intact but much more brittle than at the beginning.
These differences could be explained by the divergent degradation mechanisms of organic and inorganic materials. The starch is consumed by the microorganisms and the organic carbon in it is transformed in inorganic carbon [47]. Inorganic materials, like rice husk ash, are not consumed by microorganisms, but their presence does not inhibit microbial activity. The filled foams degradation process occurs when the organic matrix is attacked by microorganisms, which deteriorate the interface between starch and RHA, breaking down the samples into small pieces. After that, chemical changes in the soil accelerate the ash compounds diffusion [48]. When degraded, ash acts as a soil fertilizer and provides important minerals to improve soil quality, such as phosphorus and amorphous silica [48].
From the 4th week of analysis, cracks began to appear on the surface of the samples and some of them also show fractures in their structure. The higher the RHA content, the more visible was the foams degradation. The 0RHA and 20RHA samples maintained their foam shape while becoming thinner and dimensionally smaller, and the sample 60RHA was the more fragile among the analyzed foams. In the 6th week of analysis, it became difficult to collect the samples, because even the samples that seems to be intact broke into many pieces if any pressure was applied to them. The fragility of high RHA samples is likely related to the voids left in the foam structure as the starch is consumed by microorganisms.
It is important to emphasize that biodegradability does not depend only on the polymer chemical composition, but also on the presence of microorganisms, the quantity of water and oxygen available, the temperature, and the chemical composition of the ambient [47]. Temperature is an essential factor for the biodegradation process, as both hydrolysis rate and microbial activity increase with increasing temperature [49]. Precisely for polymers biodegradation, the conditions of high temperature and high humidity, as well as the enzymatic activity of microorganisms, are the main factors responsible for the shortening and weakening of the polymer chains [50].
The biodegradation test was not performed with rigid control of moisture and temperature, which could have influenced the results obtained here. The experiment was carried out in July, August, and September of 2021 with an average temperature of 15.5 °C ranging from 4 to 35 °C in Porto Alegre. The average relative humidity for the period was 78%, ranging from 29.1 to 100%. The expressive thermal amplitude and the predominance of low temperatures may have impaired the foam biodegradation process. Probably, in an ideal composting system, with well-defined temperature and humidity, the biodegradation of the sample would occur in shorter periods. Also, according to the ASTM D6400-0439 [51], the maximum decomposition time to define a material as biodegradable is 180 days. Thus, the test was effective in proving that the foams designed can be defined as biodegradable, as they disintegrate in soil in a much shorter time than the maximum limit, even with no ideal temperature and humidity conditions.
Conclusion
Rice husk ash has great potential for application as a filler in cassava starch-based foams. The chemical structure of designed foams was not affected by the addition of rice husk ash. Nonetheless, filled foams showed apparent density, thermal stability, water resistance, and biodegradation rate higher than the unfilled one. The addition of 20–40% ash increased the flexural tensile strength and Young’s Modulus compared to unfilled foams. Concerning possible applications for the designed foams, the purpose is the production of food packaging, like trays and containers, plant tube stocks, or even housewares such as cup holders.
Data availability statement
All data generated or analyzed during this study are included in this published article (and its supplementary information files).
References
Fisher T, Shipton J (2010) Designing for re-use: the life of consumer packaging, 1a. Earthscan, London
Klimchuk MR, Krasovec SA (2012) Packaging design—successful product branding from concept to shelf, 2nd edn. Wiley
Thulasisingh A, Kumar K, Yamunadevi B et al (2022) Biodegradable packaging materials. Polym Bull 79:4467–4496. https://doi.org/10.1007/s00289-021-03767-x
Arfin T, Sonawane K (2018) Bio-based materials: past to future. In: Ahmed S (ed) Bio-based materials for food packaging—green and sustainable advanced packaging materials. Springer, pp 1–32
Black M, Curwen E (2020) We clean on–2021 Report. Washington
Glenn GM, Orts WJ, Nobes GAR (2001) Starch, fiber and CaCO3 effects on the physical properties of foams made by a baking process. Ind Crops Prod 14:201–212. https://doi.org/10.1016/S0926-6690(01)00085-1
Regubalan B, Pandit P, Maiti S, et al (2018) Potential bio-based edible films, foams and hydrogels for food packaging. In: Ahmed S (ed) Bio-based materials for food packaging—green and sustainable advanced packaging materials. Springer
Hamilton A, Scheer R, Stakes Simon Allan T (2019) Solucionar a poluição plástica: Transparência e Responsabilidade. Gland
Gali KK, Bhagabati P, Katiyar V (2017) Sustainable polymers for food packaging: an introduction. In: Katiyar V (ed) Bio-based plastics for food packaging applications. Smithers Rapra Technology, pp 1–15
Johnson RM, Mwaikambo LY, Tucker N (2003) Biopolymers. Rapra Review Reports
BeMiller J, Whistler R (2009) Starch: chemistry and technology, 3rd ed. Food Science and Technology International Series
Xu YX, Kim KM, Hanna MA, Nag D (2005) Chitosan–starch composite film: preparation and characterization. Ind Crops Prod 21:185–192. https://doi.org/10.1016/j.indcrop.2004.03.002
Shanks R, Kong I (2012) Thermoplastic starch. In: El-Sonbati A (ed) Thermoplastic elastomers. InTech, pp 95–116
Salgado PR, Schmidt VC, Molina Ortiz SE et al (2008) Biodegradable foams based on cassava starch, sunflower proteins and cellulose fibers obtained by a baking process. J Food Eng 85:435–443. https://doi.org/10.1016/j.jfoodeng.2007.08.005
Piringer O, Franz R, Huber M, et al (1998) Migration from food packaging containing a functional barrier: mathematical and experimental evaluation
Bénézet J-C, Stanojlovic-Davidovic A, Bergeret A et al (2012) Mechanical and physical properties of expanded starch reinforced by natural fibres. Ind Crops Prod 37:435–440. https://doi.org/10.1016/j.indcrop.2011.07.001
Machado CM, Benelli P, Tessaro IC (2020) Study of interactions between cassava starch and peanut skin on biodegradable foams. Int J Biol Macromol 147:1343–1353. https://doi.org/10.1016/j.ijbiomac.2019.10.098
Machado CM, Benelli P, Tessaro IC (2017) Sesame cake incorporation on cassava starch foams for packaging use. Ind Crops Prod 102:115–121
Engel JB, Ambrosi A, Tessaro IC (2019) Development of biodegradable starch-based foams incorporated with grape stalks for food packaging. Carbohydr Polym 225:115234. https://doi.org/10.1016/j.carbpol.2019.115234
Spada JC, Seibert SF, Tessaro IC (2020) Impact of PLA Poly(Lactic Acid) and PBAT poly(butylene adipate-co-terephthalate) coating on the properties of composites with high content of rice husk. J Polym Environ 29:1324–1331
Gava GP, Prudêncio LR (2007) Pozzolanic activity tests as a measure of Pozzolans’ performance. Part 1. Mag Concr Res 59:729–734
Chaudhary DS, Jollands MC (2004) Characterization of rice hull ash. J Appl Polym Sci 93:1–8. https://doi.org/10.1002/app.20217
Ferreira CS, Santos PL, Bonacin JA et al (2015) Rice husk reuse in the preparation of SnO2/SiO2 nanocomposite. Mater Res 18:639–643
USDA (2021) Foreign Agricultural Service, Production, Supply and Distribution Database. In: https://www.ers.usda.gov/topics/crops/rice/rice-sector-at-a-glance/#:~:text=Globally%2C%20the%20top%20rice%2Dproducing,is%20China%2C%20followed%20by%20India
IBGE—Instituto Brasileiro de Geografia e Estatística (2021) Levantamento de Sistemático da Produção Agrícola (LSPA): principais resultados—August 2021. In: https://www.ibge.gov.br/estatisticas/economicas/agricultura-e-pecuaria/9201-levantamento-sistematico-da-producao-gricola.html?=&t=resultados
de Oliveria EH, Silva VA, Oliveira RR, et al (2014) Investigation on mechanical and morphological behaviours of copolyesters/starch blend reinforced with rice husk ash. In: Carpenter JS, Bai C, Hwang J-Y, et al (eds) TMS annual meeting. Wiley, New York
Klapiszewski Ł, Bula K, Sobczak M, Jesionowski T (2016) Influence of processing conditions on the thermal stability and mechanical properties of PP/Silica-Lignin composites. Int J Polym Sci. https://doi.org/10.1155/2016/1627258
Meng L, Liu H, Yu L et al (2019) How water acting as both blowing agent and plasticizer affect on starch-based foam. Ind Crops Prod 134:43–49. https://doi.org/10.1016/j.indcrop.2019.03.056
Bergel BF, da Luz LM, Santana RMC (2018) Effect of poly(lactic acid) coating on mechanical and physical properties of thermoplastic starch foams from potato starch. Prog Org Coat 118:91–96. https://doi.org/10.1016/j.porgcoat.2018.01.029
ASTM–American Society for Testing and Materials (2002) Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. ASTM D790-02 14
ABNT. Associação Brasileira de Normas Técnicas (1999) NBR NM-ISO 535:1999. Papel e cartão - Determinação da capacidade de absorção de água - Método de Cobb
Jang WY, Shin BY, Lee TJ, Narayan R (2007) Thermal properties and morphology of biodegradable pla/starch compatibilized blends
Danish M, Mumtaz M, Fakhar M, Rashid TsDrU (2016) Response surface methodology: an imperative tool for the optimized purification of the residual glycerol from biodiesel production process. Chiang Mai J Sci 44
Khalil R, Eng B (2008) Impact of the surface chemistry of rice hull ash on the properties of its composites with polypropylene. Thesis, RMIT University
Li H, Huneault MA (2011) Comparison of sorbitol and glycerol as plasticizers for thermoplastic starch in TPS/PLA blends. J Appl Polym Sci 119:2439–2448. https://doi.org/10.1002/app.32956
Sundum T, Szécsényi KM, Kaewtatip K (2018) Preparation and characterization of thermoplastic starch composites with fly ash modified by planetary ball milling. Carbohydr Polym 191:198–204. https://doi.org/10.1016/j.carbpol.2018.03.009
Júnior J, da Cunha C, Carvalho F et al (2010) Obtaining high purity silica from rice hulls. Quim Nova 33:794–797. https://doi.org/10.1590/S0100-40422010000400005
Gevaudan A, Chuzel G, Didier S, Andrieu J (1989) Physical properties of cassava mash. Int J Food Sci Technol 24:637–645. https://doi.org/10.1111/j.1365-2621.1989.tb00690.x
Della VP, Kühn I, Hotza D (2001) Caracterização de cinza de casca de arroz para uso como matéria-prima na fabricação de refratários de sílica. Quim Nova. https://doi.org/10.1590/S0100-40422001000600013
van Soest JJG, Vliegenthart JFG (1997) Crystallinity in starch plastics: consequences for material properties. Trends Biotechnol 15:208–213. https://doi.org/10.1016/S0167-7799(97)01021-4
Cyras VP, Manfredi LB, Ton-That MT, Vázquez A (2008) Physical and mechanical properties of thermoplastic starch/montmorillonite nanocomposite films. Carbohydr Polym 73:55–63. https://doi.org/10.1016/J.CARBPOL.2007.11.014
Soykeabkaew N, Thanomsilp C, Suwantong O (2015) A review: starch-based composite foams. Compos Part A Appl Sci Manuf 78:246–263. https://doi.org/10.1016/j.compositesa.2015.08.014
Kaisangsri N, Kerdchoechuen O, Laohakunjit N (2012) Biodegradable foam tray from cassava starch blended with natural fiber and chitosan. Ind Crops Prod 37:542–546
Young G (1958) Interaction of water vapor with silica surfaces. J Colloid Sci 13:67–85
Kumar RN, Voon BH, Rozman HD et al (2004) Rice husk ash as filler in unsaturated polyester based Sheet Moulding Compounds (SMC). Int J Polym Mater Polym Biomater 53:659–670. https://doi.org/10.1080/00914030490476872
Ismail H, Zaaba NF (2014) The mechanical properties, water resistance and degradation behaviour of silica-filled sago starch/PVA plastic films. J Elastomers Plast 46:96–109. https://doi.org/10.1177/0095244312462163
Bastioli Catia (2005) Handbook of biodegradable polymers. Rapra Technology
Islabão GO (2013) Uso da cinza da casca de arroz como corretivo e condicionador do solo. Doctor in Science, Universidade Federal de Pelotas (UFPEL)
Kale G, Kijchavengkul T, Auras R et al (2007) Compostability of bioplastic packaging materials: an overview. Macromol Biosci 7:255–277. https://doi.org/10.1002/mabi.200600168
Cerruti P, Santagata G, d’Ayala G et al (2011) Effect of a natural polyphenolic extract on the properties of a biodegradable starch-based polymer. Polym Degrad Stabil 96:839–846. https://doi.org/10.1016/j.polymdegradstab.2011.02.003
ASTM–American Society for Testing and Materials (2004) Standard Specification for Compostable Plastics. ASTM D6400-04
Acknowledgements
The authors wish to thank the Department of Chemical Engineering from Federal University of Rio Grande do Sul (UFRGS) for technical support and to CAPES, CNPq, and FAPERGS-Brazil for financial support.
Funding
This study was financed in part by the Coordination of Superior Level Staff Improvement–Brasil (CAPES) [001], National Council for Scientific and Technological Development (CNPq) and by Rio Grande do Sul Research Foundation (FAPERGS). Author N.D. has received research support from National Council for Scientific and Technological Development (CNPq). Funding was provided by Conselho Nacional de Desenvolvimento Científico e Tecnológico, Coordenação de Aperfeiçoamento de Pessoal de Nível Superior, Fundação de Amparo à Pesquisa do Estado do Rio Grande do Sul.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interest
The authors have no relevant financial or nonfinancial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Donati, N., Spada, J.C. & Tessaro, I.C. Recycling rice husk ash as a filler on biodegradable cassava starch-based foams. Polym. Bull. 80, 10231–10248 (2023). https://doi.org/10.1007/s00289-022-04557-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-022-04557-9