
Abstract
Within this study, the alloy NiAl–2.5Ta–7.5Cr is investigated as a new matrix material for cBN-reinforced abrasive turbine blade tip coatings as currently used NiCoCrAlY matrix alloys suffer from insufficient strength at the high operating temperatures. Laser-based directed energy deposition with blown powder was applied to produce cBN reinforced NiAl-based coatings on monocrystalline CMSX-4 substrates. For this, powdery titanium-coated cBN and NiAl–2.5Ta–7.5Cr material were co-injected into the process zone to achieve an in situ formation of a NiAl–2.5Ta–7.5Cr/cBN composite. In order to overcome challenges such as cracking susceptibility, inductive preheating of the substrate up to 800 °C was used. Optical and scanning electron microscopy, energy dispersive X-ray spectroscopy, as well as electron backscatter diffraction were applied to analyse the fabricated samples’ microstructure. Additionally, the mechanical properties were evaluated by means of microhardness mappings. This work demonstrates the feasibility of in situ forming a metal matrix composite with a homogeneous distribution of cBN particles. The results show the beneficial effect of high-temperature preheating on the crack formation. However, the study also reveals challenges such as cracking induced by the injected cBN particles as well as severe intermixing of substrate and coating, which yields spatially resolved deviations in the chemical composition and resulting variations in microstructure and hardness.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With steadily increasing requirements of gas turbine engines regarding their efficiency and lifetime, currently used high-temperature materials need to be further developed or replaced. One method of extending the turbine blade life is to use a shroudless design reducing the blade tip weight and thus enhancing the blade creep lifetime. For the realisation of such a shroudless design, the blade tip is coated with an abrasive cutting into an abradable counterpart. State-of-the-art materials for the abrasive coatings are NiCoCrAlY alloys reinforced with cubic boron nitride (cBN) particles. However, current results from McGregor et al. [1, 2] and Davenport et al. [3] showed that the high-temperature strength of the NiCoCrAlY matrix materials is insufficient for retaining the cBN particles at operating temperatures.
Due to their outstanding high-temperature strength and oxidation resistance, Laves phase reinforced NiAl-based materials have been investigated since the 1990s as potential candidates for structural applications at high temperatures. However, low ductility and fracture toughness at room temperature make these alloys hard to process [4, 5]. Nonetheless, a NiAl–Ta–Cr alloy with 2.5 at.-% Ta and 7.5 at.-% Cr was developed, which shows good high-temperature strength as well as acceptable brittleness at room temperature [4,5,6,7].
This Laves phase reinforced alloy was investigated in detail by Zeumer et al. [5] with respect to its microstructure as well as mechanical properties. The microstructure of NiAl–2.5Ta–7.5Cr consists of a ß-NiAl matrix with α-Cr as well as Laves phase (Cr2Ta) precipitates. The Laves phase forms a eutectic structure with NiAl and the α-Cr is finely dispersed within the NiAl matrix [5].
McGregor [8] proposed to use NiAl–Ta alloys as a new matrix material for replacing NiCoCrAlY alloys and analysed the high-temperature oxidation, wear behaviour, as well as the interaction of NiAl–Ta with CMSX-4. Furthermore, she conducted first attempts to reinforce the NiAl–Ta matrix with cBN. Based on this work, she suggested to further investigate other deposition processes such as laser-based directed energy deposition (L-DED) to thoroughly explore the potentials of this new system [8].
L-DED is an additive manufacturing technique commonly used for a layerwise deposition of a broad spectrum of alloys such as nickel-based superalloys. This technology is applied for coating, repair, as well as additive manufacturing [9,10,11,12]. In L-DED with blown powder, a powdery feedstock is injected into the process zone by a carrier gas coaxially or laterally to a focused laser beam. The laser beam creates a melt pool on the substrate. On its way to the melt pool, the feedstock material travels through the laser-powder-interaction zone, where it is preheated and finally absorbed by the melt pool [11]. Brueckner [11], Dass et al. [10], as well as Marko [13] investigated the influence of process parameters on the welding process. The most commonly investigated parameters are the laser power, the deposition speed, and the powder mass rate. In addition, Dass et al. [10] describe how these parameters can be combined to calculate characteristic values such as the linear heat input and linear mass density [10]. The variation of these parameters has a significant influence on the geometrical characteristics of the deposited weld tracks, interaction of deposited material and the substrate, as well as the resulting microstructure of the fabricated coating or component, as was shown in numerous studies [13,14,15,16,17].
Due to its functional principle, multiple powders can be co-injected in order to create composite structures [18]. Composite structures fabricated by L-DED are usually metal matrix composites (MMC), which are manufactured by co-injecting metal and ceramic particles [19,20,21,22]. A common material combination are Ni-based matrix materials, such as Inconel 718 and refractory MC carbides, for instance, WC [19, 22]. The goal of this approach usually is the fabrication of highly wear resistant coatings [21]. Depending on the material combination and resulting differences in the material properties (e.g. density of ceramic particles versus density of matrix material), challenges like an inhomogeneous distribution of particles within the weld track can occur [22]. This approach was also already applied to fabricate cBN reinforced metallic coatings [23,24,25]. Fu et al. [23] investigated the interaction of Ni-plated and none-plated cBN particles embedded into a Ti–6Al–4V matrix. Their research shows that with both types of cBN, a composite can be prepared by L-DED. However, wear tests showed an improvement in wear resistance of the coating containing Ni-plated cBN [23]. Also Shi et al. [25] analysed the processing of Ni-plated cBN particles, but using a Ni-based matrix material instead. They observed the formation of Ni3B and Cr5B3. The best properties of the coating with respect to hardness, wear resistance, and corrosion resistance were achieved at a cBN fraction of 5 wt.-% [25].
Furthermore, the combination of L-DED with additional energy sources such as inductive preheating enables the processing of crack prone materials such as aluminides. Various studies report the use of induction preheating to avoid cold or hot cracks during L-DED [11, 26,27,28,29,30,31,32].
Brueckner [11] demonstrated how high-strength, crack sensitive materials can be processed using induction-assisted L-DED. He succeeded in coating a steel substrate made of C45 with the cobalt-based material Stellite 20, which has a hardness of over 58 HRC. Furthermore, he investigated the influence of the shape and position of the induction coil using numerical and experimental methods.
Seidel et al. [27], Bidron et al. [31], and McNutt [32] investigated the application of induction-assisted L-DED for processing the crack-prone nickel-based superalloy CM 247LC. By preheating the substrate up to 1100 °C in [27, 31], the temperature gradient and thermally induced stresses during solidification could be reduced and hot cracking was avoided. Brueckner et al. [26], Rittinghaus et al. [28, 29], and also Hauser et al. [30] used inductive preheating for the processing of brittle intermetallic materials, which tend to form cold cracks. In the work of Brueckner et al. [26] and Rittinghaus et al. [28, 29], it was shown how various intermetallic TiAl alloys can be processed crack-free using L-DED despite their low ductility and fracture toughness. To achieve this, both research groups preheated the substrate to a temperature above the brittle-to-ductile-transition temperature (BDTT). Hauser et al. [30] found that the intermetallic alloys Fe–28Al and Fe–30Al–5Ti–0.7B can be processed crack-free by using a preheating temperature of 400 °C.
Within this work, a NiAl–2.5Ta–7.5Cr/cBN composite is evaluated with respect to its processability by L-DED, occurring defects, as well as microstructural and mechanical properties.
2 Materials and methods
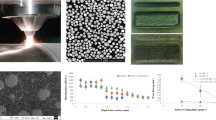
Within this study NiAl–2.5Ta–7.5Cr and Ti-coated cBN powders were processed. The cBN particles have a nominal diameter between 150 and 180 μm. The NiAl–2.5Ta–7.5Cr powder was characterised by dynamic image analysis using a CAMSIZER X2 (Microtrac Retsch GmbH, Germany), scanning electron microscopy (SEM) (Jeol JSM 6610LV, JEOL Ltd., Japan), as well as light optical microscopy (OM) (OLYMPUS GX51, Olympus K.K., Japan). The dynamic image analysis showed that the particles exhibit a Gaussian size distribution between 53 (d10) and 93 μm (d90) and a sphericity value of 0.9. The particle size distribution of the NiAl–2.5Ta–7.5Cr is shown in Fig. 1a. The metallographic analysis (Fig. 1b) of the NiAl–2.5Ta–7.5Cr feedstock material confirms the spherical particle morphology and also shows that no considerable amount of porosity is present. SEM imaging of a particle cross section, depicted in Fig. 1c, shows the NiAl–2.5Ta–7.5Cr microstructure as was reported in [5]. The SEM image shows the ß-NiAl-matrix and the ß-NiAl/Laves-phase-eutectic. The α-Cr precipitations, that were described by Zeumer [5], are expected to be present, but cannot be seen at the used magnification.

a Particle size distribution acquired by dynamic image analysis; b optical microscopy image of a cross section of the used NiAl–2.5Ta–7.5Cr powder material; c SEM image of microstructure of the used feedstock material; d SEM image of the substrate CMSX-4 microstructure
The material was deposited on monocrystalline CMSX-4 round bars. CMSX-4 is a single-crystal Ni-based γ′-strengthened superalloy with the nominal composition given in Table 1. Due to its high volume fraction of γ′-phase, this alloy is highly susceptible to different types of cracking, such as solidification cracking or strain age cracking. Hence, CMSX-4 is considered non-weldable [34]. Figure 1d shows an SEM image of the processed substrate material revealing the γ/γ’-microstructure with block-shaped γ′-precipitates embedded in the γ-matrix.
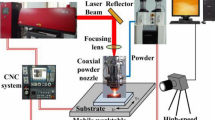
The L-DED approach for co-injecting different powders as well as inductively preheating the substrate material is shown in Fig. 2.

Schematic drawing of the L-DED processes showing the two disk powder feeders delivering the powder material into the process zone
The approach of in situ mixing powders by co-injection was already thoroughly investigated by the authors [35,36,37]. In [35] high-entropy alloys were in situ alloyed using a system comparable to the one used in this study. The final composition of the fabricated specimens was analysed by energy dispersive X-ray spectroscopy (EDS) and the powder feeding dynamics during in situ powder mixing were evaluated. The results showed that deviations of the chemical composition below 1 at. -% can be achieved. Furthermore, the study provides experimental data with respect to dwell times that need to be implemented to achieve stable powder feeding conditions. These findings were considered within this study. The results presented in [36] and well as [37] also show that in situ mixing of multiple powders can be utilised to yield a homogeneous powder blend within the melt pool. Furthermore, in [37], the authors used a particle sensor to analyse the particle flow during in situ alloying. The measurements support the assumption that a stable powder feeding can be realised even during simultaneous feeding of up to three powder materials.
In addition to the authors’ previous research, also Chen at al. [38] profoundly investigated in situ mixing of metallic and ceramic powders using two powder independent powder hoppers. Their study revealed the beneficial influence of using a dedicated mixing chamber into the powder feeding system to create a homogeneous powder blend. Also further researchers, such as Ramakrishan et al. [39] as well as Xu at al. [40], demonstrated the successful fabricated of metal matrix composites using in situ powder mixing.
The L-DED trials were conducted using a customised process head (Fraunhofer IWS, Germany) and a 200 W fibre laser YLR 200-AC (IPG Laser GmbH, Germany). Powder feeding was realised by using a GTV PF 2/2 disk feeder (GTV Verschleißschutz GmbH, Germany) for the NiAl–2.5Ta–7.5Cr and a Flowmotion Uno vibration feeder for the cBN powder (Medicoat AG, Switzerland). In order to overcome challenges, such as cracking, inductive substrate preheating was applied. For this, a middle frequency induction generator MICO-L 50(80) MF (eldec Induction GmbH, Germany) and a ring-shape induction coil for preheating the round bar specimens were used.
Three different process configurations for depositing NiAl–2.5Ta–7.5Cr/cBN single tracks on the CMSX-4 substrate were investigated. The used process parameters are listed in Table 2.
All samples were manufactured with a constant powder line mass (described by Dass et al. [10] as linear mass density) for the NiAl–2.5Ta–7.5Cr powder as well as the cBN powder. The single tracks were analysed regarding the clamping of the cBN particles in the matrix, occurring defects, as well as the coating microstructure. Surface defects and the surface near distribution of cBN particles as well as the single track geometry were investigated using the digital microscope VHX 5000 (Keyence Corporation, Osaka, Japan). Microstructural characteristics were analysed by means of optical and scanning electron microscopy using the equipment already described for the powder analysis. In addition, EDS with an Oxford X-Max EDS detector (Oxford Instruments plc, UK) as well as electron backscatter diffraction (EBSD) with an Oxford Symmetry S2 (Oxford Instruments plc, UK) detector were performed to analyse the chemical composition as well as the grain structure.
EBSD is a widely used technique based on the diffraction of electrons at the crystal lattice, which can be visualised as electron backscattered diffraction patterns using an EBSD detector. These backscattered diffraction patterns are directly related to the crystallographic structure and orientation of the crystal. Therefore, information about the crystal structure and orientation can be derived from these patterns [41, 42]. In this study, EBSD is used to identify the phases present and to analyse the coating texture for the investigated process configurations.
Additionally, microhardness HV0.1 mappings were carried out with a LECO AMH-43 (LECO, USA) to obtain spatially resolved hardness values.
3 Results
3.1 Single-track geometry and surface
The deposited tracks ST1 to ST3 were investigated by confocal microscopy. The surface images as well as the reconstructed transversal and longitudinal profiles are shown in Figs. 3 and 4.

Confocal microscopy images of the single tracks ST1, ST2, and ST3. The numbering indicates the following features: 1, cBN particle; 2, sintered powder particle; 3, crack; 4, thermally decomposed cBN

Height profile of the single tracks ST1, ST2, and ST3 parallel to the welding direction (a) and perpendicular to the welding direction (b)
Sample ST1, which was manufactured without substrate preheating, exhibits a track width of approx. 900 μm, a minimum track height of 164 μm, and a maximum track height of 381 μm. An application of the same process parameters with a substrate temperature of 800 °C (ST2) results in an increase of the track width up to 1369 μm. The minimum as well as maximum track height decreases down to 127 μm and 289 μm, respectively. A proportional reduction of feeding speed and laser power to 62.5% (ST3) yields a reduction of track width in comparison to ST2 to 1153 μm and an increase in minimum and maximum track heights to 136 μm and 425 μm. All three sample conditions show a homogeneous distribution of cBN particles along the welding direction. However, the cBN particles in ST1 are accumulated along the centre line of the weld bead, whereas the cBN particles in the samples ST2 and ST3 are distributed in a disordered manner all over the weld bead surface.
The longitudinal profiles (Fig. 4a) reveal that all samples exhibit large maximum deviations in track height (Δzmax). A comparison shows that ST2 has the smallest Δzmax with 162 μm, whereas ST1 has a Δzmax of 217 μm and ST3 a Δzmax 289 μm. These differences indicate variations with respect to the integration of the cBN into the weld bead as well as the attachment to the surface.
Confocal microscopy images in Fig. 3 show the typical surface of the deposited tracks, which is characterised by residual powder particles and cBN particles partly integrated into the matrix material. Moreover, images show cracking perpendicular to the welding direction exclusively for ST1. For the samples ST2 and ST3, no cracking could be observed at the track surfaces. However, samples ST2 and ST3 both exhibit a pale and partly white surface of cBN particles, indicating a thermal decomposition or chemical reaction of the cBN particles or the particles’ Ti-coating during deposition at high-temperature preheating.
3.2 Defects and cBN integration
Along the centre line of the tracks, cross sections parallel to the welding direction were prepared and analysed by OM. The images are shown in Fig. 5. ST1 shows a homogeneous integration of cBN particles into the matrix material. Most of the particles are not fully surrounded by the matrix and are partially exposed. The image of the cross section confirms the already observed cracking. Throughout the entire layer, cracking perpendicular to the welding direction can be seen (Fig. 6a, 1). These cracks are either initiated at the track surface or at cBN particles and propagate vertically through the layer. The crack propagation is stopped at the interface between substrate and coating. Due to the crack morphology, the cracks are considered to be formed after full solidification of the material. Additionally, the formation of interdendritic cavities was identified, which emerge presumeably during solidification (Fig. 6a, 2). Furthermore, ST1 exhibits a low dilution depth of approx. 20 μm. In contrast to this, ST2 shows a high dilution depth of approx. 300 μm. Within the layer, a higher amount of homogeneously distributed cBN particles can be found. Most of the cBN particles are fully integrated into the matrix material and are not exposed. Some cBN particles can be even found at a depth of 500 μm from the surface, indicating a high degree of melt pool convection. In contrast to ST1, ST2 shows no cold cracking. However, also the formation of interdendritic porosity was observed (Fig. 6b, 3). The cBN integration in ST3 is comparable to ST2. The particles are evenly destributed and the majority is fully integrated into the matrix. Nevertheless, ST3 shows a high degree of cold cracking propagating horizontally through the layer (Fig. 6c, 5). In addition to that, also ST3 exhibits the formation of interdendritic porosity.

OM images of cross sections parallel to the welding direction. a ST1; b ST2; c ST3

OM images of cross sections parallel to the welding direction showing the characteristic defects for the different samples. a ST1, b ST2, and c ST3 with mark 1 showing vertical cracking, 2, 3, and 4 showing interdendritic cavities, and 5 showing horizontal cracking
Based on image analysis, the number of defects with an aspect ratio above 5 and the distribution of aspect ratios were quantified and compared. The aspect ratio is used to distinguish between porosity and cracking. Within this analysis, defects with an aspect ratio bigger than 5 are considered cracking. The aspect ratio distributions are shown in Fig. 7. In correspondence with the cross section images of sample ST1, the data confirms the occurance of cracks with large aspect ratios up to a value of 30. Large aspect ratios indicate long cracks with vertical propagation through the whole layer. The cracks within ST1 show a mean aspect ratio of 14.2 with a standard deviation of 6.2. The cracks found in ST3 are characterised by smaller aspect ratios with a mean value of 8.4 and a reduced standard deviation of 3.6. These cracks propagate mostly horizontally through the layer. In ST2 only one defect with an aspect ratio of 5 was identified. Hence, no distribution of aspect ratios was evaluated for ST2.

Distribution curve of the aspect ratio of detected defects comparing the samples ST1 and ST3
Furthermore, the distribution of cBN particles within the layers was derived from image analysis. The results are plotted in Fig. 8. The graphs clearly show that for all specimens, a homogeneous distribution of cBN over the whole track length could be achieved. However, the data reveals the differences with respect to the amount of cBN particles as well as the penetration depth of particles. In ST1, the cBN particles are primarily located close to the track surface with a mean penetration depth of 152 μm (position of particle centroid) and a small standard deviation of the penetration depth of 50 μm. The total amount of cBN particles in the investigated cross section is 48 particles. ST2 exhibits a penetration depth of 210 μm with a standard deviation of 129 μm, showing a severe scattering of penetration depth values. Within ST2 cross section, 114 cBN particles could be identified. ST3 exhibits similar values as ST2 for the mean penetration depth (222 μm) as well as the penetration depth standard deviation (116 μm). Nevertheless, the total amount of cBN particles within the cross section is reduced to 78 particles.

Distribution of cBN particles derived from cross section images with a belonging to ST1, b to ST2, and c to ST3
3.3 Microstructure
SEM and EDS analysis of the deposited layers revealed an inhomogeneous distribution of Al within all of the deposited layers (Fig. 9). The mapping indicates that ST2 exhibits the most homogeneous distribution of Al with a slight enrichment in Al at the top of the coating, whereas ST1 as well as ST3 show larger deviations in Al all over the layer.

EDS mapping of the Al content within the samples with a showing ST1, b ST2, and c ST3
These deviations in Al content between the samples as well as within single samples yield major differences in the occurring microstructure, as will be shown in the following.
Overview SEM imaging of ST1 (Fig. 10a) shows an inhomogeneity with a wave-like pattern throughout the entire coating. Region 1, marked in Fig. 10a, was further analysed at higher magnifications (Fig. 10b). Figure 10b reveals the formation of three major phases with severely different compositions, as indicated by the variation in backscattered electron contrast. The overall microstructure shows a dendritic morphology with an additional interdendritic phase.

SEM overview (a) and detailed (b) images of ST1 as well as of ST2 in (c) and (d) showing the formation of wave-like pattern within ST1 and the formation of three major phases in both samples. The marked regions show the following features: 1 and 5, locations for detailed analysis; 2, dendritic region; 3, interdendritic region; 4, second interdendritic phase
EDS analysis was evaluated in a qualitative as well as quantitative manner. The results are presented in Fig. 11. In comparison to the used powder material, the coating exhibits overall a reduced Al content from approx. 45 at.-% down to approx. 30 at.-%. The dendritic regions (dark grey, number 2 in Fig. 10b) are rich in Ni (54 at.-%) as well as Al (40 at.-%) and obtain minor additions of Cr and Co of 3.2 at.-% and 2.5 at.-%, respectively. The interdendritic (pale grey, number 3) regions are enriched in Ni (64 at.-%) and depleted in Al (16.6 at.-%). In addition, an increased amount of Co (9.6 at.-%) and Cr (5.3 at.-%) as well as minor amounts of Ti, Ta, and Re were detected. The additional interdendritic phase (white, number 4) was found to be rich in Ni (20 at.-%), Cr (26 at.-%), W (14.6 at.-%), and Ta (22 at.-%). This phase exhibits a broad range of different morphologies including rod-like, block-like, as well as script-like shapes. These three major phases seem to be present all over the coating. However, the share varies depending on the local degree of dilution. The distribution appears to correspond to the wave-like pattern that was observed.

Elemental mapping of ST1 (a) and ST2 (b) showing the formation of an interdendritic phase rich in refractory elements such as W, Ta, and Cr; quantitative evaluation of the chemical composition of the overall structure; the dendritic and interdendritic regions as well as of the additional interdendritic phase in ST1 (c) and ST2 (d)
SEM (Fig. 10c and d) and EDS (Fig. 11b and d) analyses of ST2 also reveal the formation of three major phases. However, ST2 appears to exhibit a much less pronounced wave-like pattern and an increased homogeneity. Overall, the coating shows an even further reduced Al content down to 23 at.-%. The same phenomenon can be observed for the dendritic regions, which contain an Al content of approx. 35 at.-%. As was already observed in ST1, the dendrites contain minor amounts of Cr and Co. However, in ST2, the Co and Cr fraction is approx. twice as high as in ST1. The interdendritic regions in ST2 show a similar composition as found in ST1. The only difference is a minor amount of W that was not present within the interdendritic regions of ST1. The second interdendritic phase in ST2 primarily consists of Ni, Cr, W, and Re and has a rod- and block-like morphology.
ST3 exhibits a large variation in the locally occurring microstructure, as can be seen in the SEM images shown in Fig. 12 with the marked regions 1 to 5. EDS measurements (Fig. 13) of the overall chemical composition in the marked regions shows that severe fluctuations of the Al content can be observed ranging between a minimum of 24.5 at.-% in region 2 and a maximum of 42.2 at.-% in region 4. In accordance with the deviations in chemical composition, the occurring phase fractions vary. Regions 1, 3, and 5 exhibit a similar composition with 32.2 at.-% to 35.1 at.-% Al, 50.3 at.-% to 51.7 at.-% Ni, and similar shares of Cr, Co, Ti, Ta, and W. Hence, the resulting microstructures also show a high degree of similarity. These mainly consist of Al-rich dendrites with an embedded cellular structure formed by a second that is phase rich in refractory elements. Region 2 reveals a severe depletion in Al with a subsequent increase in Ni-rich interdendritic phase. Additionally, an increase in Co, W, Re, and Mo was found. Within the Ni-rich interdendritic phase, a rod-like refractory element-rich phase is embedded.

a Overview image of ST3 showing the location of the marked regions 1–5, which are presented at higher magnifications in the images (b) to (f)

Chemical composition acquired by EDS of ST3 (overall as well as regions 1 to 5)
Region 4 shows a chemical composition close to the used powder material with an 42.2 at.-% Al, 7.4 at.-% Cr, 2.2 at.-% Ta, and only minor fractions of Co (0.4 at.-%) and Ti (0.7 at.-%). No further refractory phases were detected in region 4. The microstructure shows an overall refinement in comparison to the other regions and consists of an Al-rich matrix with embedded phases having either a cellular or rod- and block-like structure.
EBSD measurements were performed to identify the occurring phases as well as to investigate the grain morphology and orientation. Figure 14 shows overview EBSD phase and orientation mappings as well as the orientation pole figures for the samples ST1, ST2, and ST3 covering the whole layer thickness. The CMSX-4 substrate material primarily consists of γ- and γ′-phase. Since the two phases exhibit a fcc crystal structure with almost identical lattice parameters (aγ = 3.590 Å and aγ′ = 3.605 Å), they cannot be distinguished by means of EBDS and are therefore classified as γ-phase within the performed measurements. The deposited NiAl–2.5Ta–7.5Cr alloy primarily consists of β-NiAl B2 phase with a bcc crystal structure and a lattice spacing of aβ = 2.889 Å. The overview phase mappings show for all samples the transition from the γ-based substrate microstructure to the β-NiAl-based coating microstructure. However, depending on the process parameters, major differences between the samples can be identified.

EBSD phase (left) and orientation (middle) mapping as well as the obtained pole figure (right) of the specimens ST1 (a), ST2 (b), and ST3 (c)
ST1 reveals a maximum dilution depth and subsequent penetration depth of the β-NiAl phase of 250 μm. Throughout the whole coating depth, a dispersion of γ-phase within the ß-NiAl matrix can be observed. With increasing distance from the surface, the amount of γ-phase gradually increases. Below 250 μm, a fully γ-based structure is present, as is expected for the substrate material. ST2 is divided into two regions. Region 1, at the top of the coating up to depth of approx. 50 μm, mostly consists of ß-NiAl with only a minor amount of γ-phase. Below this first region, a second region consisting mostly of γ-phase with evenly dispersed amounts of ß-NiAl forms. Within the investigated region, the interface from the coating to the substrate material cannot be seen. A similar phase distribution can be observed for ST3. At the top of the coating, a ß-NiAl-rich region forms with a thickness of approx. 90 μm. Below this region the amount of γ-phase gradually increases. As for ST2, the transition to the fully γ-based structure of the substrate cannot be observed within the investigated region.
Due to the dimensions, the second interdendritic phase observed in SEM imaging can hardly be detected in the overview mapping. However, phase mappings at higher magnification in the marked regions of interest, highlighted in Fig. 14, allow the analysis. The maps as well as the area fractions of the identified phases are given in Table 3. The results show that the investigated region ST1 primarily consists of ß-NiAl and γ-phase. In addition to that, minor amounts of μ-phase (W6Fe7 type) and WC, TaC, as well as various chromium carbides were identified. However, neither the expected α-Cr phase nor Laves phase was found. Similar results were obtained for ST2 with slightly shifted area fractions. In contrast to this, ST3 contains 93.6 % ß-NiAl and reduced amounts of carbides below 1%. In addition, in ST3 the hexagonal NiAlTa (0.7 %) as well as the Cr2Ta (0.6 %) Laves phases were detected. However, as for γ and γ′, due to similar lattice parameters these phases can hardly be distinguished in EBSD.
The texture analysis results are shown Fig. 14 as orientation mappings as well as pole figures. As it was already observed for the occurring phases and their distribution, also the grain structure differs tremendously for the different sample configurations. The differences in grain size and the grain size distribution over the coating depth are evident in the mappings in Fig. 14. The equivalent grain diameters can be found in Table 4. Within ST1, the transition from the single-crystal CMSX-4 material to the deposited polycrystalline material can be observed. Close to the fusion line (interface between substrate and coating), the material exhibits small and equiaxed grains. With increasing distance to the fusion line, a gradual coarsening of the grains can be seen. The calculation of grain sizes for the γ as well as the ß-phase (Table 4), including the whole deposited and remolten area, shows that the regions, which exhibit a ß-phase-based microstructure, have a grain size almost twice as high as the γ/ß-based regions.
The grain structure in ST2 is characterised by equiaxed grains, which are homogeneously spread almost throughout the whole coating cross section. The mean and maximum equivalent diameters for the β-NiAl-phase as well as the γ-phase are increased in comparison to ST1. The β-NiAl-rich top region contains large grains with a maximum grain size of 46 μm. Similar characteristic, but with a higher share of coarse ß-NiAl grains in the top region, can be observed for ST3. The ß-NiAl-rich top regions show a further increased grain size up to 48 μm and a mean diameter of 23 μm. In ST3, the γ-rich region with a fine and equiaxed grain structure is similar to ST1 and below this region the transition to columnar grains. For γ-phase no pronounced texture can be observed by considering pole figures. Due to the coarse microstructure of the ß-phase and the resulting small number of grains taken into account, no statistically reasonable statement can be derived with respect to the texture of ß-phase grains.
3.4 Hardness
Measurements of the microhardness were performed for all configurations in cBN free regions. These were performed as a mapping over a length of 1 mm and a depth of 0.3 mm in an equidistant manner with a distance of 100 μm between each indentation. The results as a contour plot are shown in Fig. 15. The mapping of ST1 reveals a sharp transition of the microhardness at the interface between substrate and coating. The coating has a mean hardness of 601 HV with a standard deviation of 10 HV. Hence, the coating exhibits only minor fluctuations over the cross section with respect to microhardness. The maximum hardness is 611 HV. In comparison to that, within ST2 the transition to the substrate cannot be seen in the investigated region. Over the complete investigated area, a reduced hardness and higher fluctuations can be seen with a mean value of 588 HV and a standard deviation of 18.6 HV. The maximum hardness is slightly increased to 631 HV in comparison to ST1. The maximum hardness of the samples was observed in ST3 with 653 HV. Also in ST3, the mean value of 613 HV is the highest among the specimens. However, within the coating large fluctuations between 561 HV and 613 HV are present leading to a high standard deviation of 28 HV. As was already seen in ST2, also in ST3 the transition from coating to substrate cannot be seen within the top 300 μm due to the high dilution at the transition from coating to substrate.

HV0.1 hardness mapping of the samples ST1 (a), ST2 (b), and ST3 (c) showing the differences in maximum hardness and hardness fluctuations within the coating
4 Discussion
The measured track width of 900 μm for ST1 corresponds well to the used laser spot diameter of 700 μm. Due to heat conduction into the substrate, the melt pool and thus, the resulting track width, is slightly larger than the laser spot diameter. Preheating the substrate yields an increase in track width and decrease in track height, which is caused by the additional energy input supplied by the induction heating device. The influence of this additional energy input is comparable to an increase in laser power, which has the same effect on track width [14]. The reduction of feeding speed and laser power yields a decrease in track width and an increase in track height. As was stated by Graf [14], the track width is primarily influenced by the laser power. A decrease in laser power at constant deposition speed leads to a reduction in track width, as was also observed in ST3. A decrease in deposition speed at constant line mass yields a constant track height. This corresponds also well to the observed track shape evolution from ST2 to ST3.
Depending on the process conditions, the track height fluctuations along the weld track differ significantly. This can be seen in Fig. 4. These deviations are expected to be caused by cBN particles attached to the track surface. The smallest height deviations were observed for ST2. This suggests that the large melt pool and strong melt pool convection caused by high-temperature preheating in combination with a high laser power yield a deep penetration of the cBN particles preventing them from attaching to the track surface. The longitudinal profiles of ST1 and ST3 show isolated height peaks along the weld track. This indicates that both parameter configurations lead to the local agglomeration of cBN particles and reduced integration into the melt pool. This assumption is also supported by the distribution of cBN within the coating, which can be seen in Fig. 8. The amount of cBN particles counted in ST2 is higher by a factor of 2.7 compared to ST1 and 1.7 in comparison to ST3. Despite the difference with respect to the total count of cBN particles, all samples show a homogeneous distribution of particles along the weld track, which suggests a stable in-situ powder mixing of NiAl–2.5Ta–7.5Cr and cBN particles. However, in ST1, most of the cBN particles are well clamped but not fully surrounded by the matrix. Before the melt pool solidifies, cBN particles are presumably floating on the melt pool. The melt pool convection, the dilution depth, as well as the melt pool lifetime appear to be too short for fully incorporating the particles. Both samples fabricated with high-temperature preheating show a deep penetration of the cBN particles up to a depth of 500 μm. This might be caused by an increase in melt pool size, increasing the probability for a cBN particle to hit the melt pool, as well as an increased melt pool convection and lifetime due to the high-temperature preheating.
The predominant defects within the investigated samples are cracks perpendicular to the welding direction. Depending on the formation mechanism, cracks in welded material are divided into hot and cold cracking. Hot cracking occurs during the solidification process and can be divided into sub-categories such as liquation and solidification cracking. These cracks are related to elemental segregation during solidification and are usually located in interdendritic regions. Cold cracks occur after the solidification process and are related to exceeding the material capability of plastic deformation. These cracks exhibit a trans- and intercrystalline propagation through the weld track. The metallographic investigation of ST1 reveals a large number of transversal cracks, which are distributed homogeneously over the whole crack. These cracks are initiated at the track surface as well as at embedded cBN particles. Hu [43] and Zeumer [5] report a fracture toughness between 4.5 and 5.5 MPam1/2 and low ductility below the brittle-to-ductile-transition temperature (BDTT), which lies, depending on the strain rate, between 800 and 1200 °C. During the deposition without preheating, the thermally induced elongation exceeds the material capability of plastic deformation, which leads to the formation of cracks. Additionally, the embedded cBN particles create a notch effect favouring the formation of cracks due to the low fracture toughness. With respect to porosity, no relevant formation of gas porosity or lack of fusion can be observed in ST1, which indicates a sufficient degree of laser power for achieving a metallurgical bonding between coating and substrate. ST2 is characterised by the absence of cold cracking and a small degree of interdendritic cavities. The mitigation of cold cracking was presumably achieved by the reduction of thermally induced stresses due to the preheating of the substrate. Brueckner [11] showed for Co-based Stellite 21, how cold cracking can be reduced by using induction heating. In addition, as was shown by the EBSD phase mapping, the overall share of brittle ß-NiAl phase in ST2 is reduced in exchange for a higher share of ductile fcc γ-phase. Hence, this also contributes to a reduced cracking susceptibility of ST2. Within ST3, despite the high-temperature preheating, severe cold cracking can be observed. In contrast to ST1, these cracks do not propagate predominantly vertically but show a mostly horizontal propagation. However, an accumulation of cracking around cBN particles can be observed. As can be seen in the phase mapping, ST3 shows a much higher share of ß-NiAl phase compared to ST2. The embedding of irregular shaped cBN particles in the ß-NiAl based matrix seems to initiate cracking. Three major reasons could explain this phenomenon. Firstly, cracks that are already present within cBN particles prior to the coating processes propagate into the matrix material once they are embedded due to thermally induced stresses. Secondly, the irregular shaped and sharp-edged particles lead to a notch effect, which is detrimental to the matrix material, which exhibits a low fracture toughness. Finally, as it was shown by EBSD, ST3 contains a much higher share of ß-NiAl phase compared to ST2, drastically decreasing the material fracture toughness and ductility, enhancing the crack initiation and propagation.
As can be seen in Figs. 5 and 8, the three configurations exhibit differences with respect to the amount of cBN particles embedded into the coating as well as to their distribution. This is presumably caused by the process parameter-dependent melt pool convection and dilution. Firstly, cBN has a density of 3.45 g/cm3, which is significantly lower than the density of NiAl–2.5Ta–7.5Cr. Additionally, the melting temperature of cBN (2967 °C) is significantly higher compared to NiAl–2.5Ta–7.5Cr. Hence, during the deposition the solid cBN particles float on the molten metal. The two effects that could still yield a deep penetration of the cBN particles into the melt pool are a higher kinetic energy of particles during the injection and a strong melt pool convection that drags the particle into the melt pool. Without any substrate preheating, the melt pool convection appears to be not strong enough to achieve this. Additionally, the kinetic energy of the particles due to acceleration by the carrier gas stream also seems to be too little to force them to dive deeper into to the melt. As can be seen in Fig. 5a, this condition yields a clamping of the particles close to the surface. The overall amount of cBN particles is also reduced in comparison to ST2 and ST3. This can be explained by the significantly smaller melt pool width, which is 35% less compared to ST2 and 22% less compared to ST3. Hence, the surface capable of absorbing injected particles is noticeably smaller. ST2 and ST3 show a similar kind of cBN distribution with a penetration depth as high as 500 μm. This similarity is presumably caused by similar convection boundary conditions achieved by the high-temperature preheating. The difference in the total amount in cBN particles is ascribed, as was already explained for ST1, to the difference in melt pool width and resulting melt pool surface.
Microscopy images of the track surfaces (Fig. 3) showed a change in colour of the cBN particles depending on the process configuration. In ST1 the cBN particles partly show blue and golden colouring, which might be caused by the formation of oxides and nitrides due to the reaction of the Ti coating on the cBN particles with the ambient atmosphere. However, the majority of the particles shows a non-oxidised surface, which indicates a low thermal impact on the cBN particles during deposition, despite laser-particle interaction. Both configurations with substrate preheating reveal a change in colour of the cBN particles. Especially ST2 exhibits a large number of cBN particles with a glassy appearance as well as golden coloured particles. The golden colouring might be ascribed to the formation of TiN. The transition to a glassy appearance could indicate the thermal decomposition of cBN to hBN, which was already observed during cBN processing with other laser-based techniques [44]. In this case, the combination of the laser heat input with the inductive preheating appears to exceed a critical thermal impact inducing the observed transformation.
Metallographic and chemical analysis revealed major differences in the microstructure. In L-DED, the microstructure of the fabricated material is primarily influenced by the thermal boundary conditions during solidification, namely the solidification rate R and the temperature gradient G, the overall thermal history, as well as the final chemical composition after solidification [10, 15, 45]. Even though the chemical composition of the powder feedstock is fixed, changes due to evaporation or dilution with the substrate material can occur [46, 47]. The thermal boundary conditions can be controlled by adjusting the process parameters. Parameters with a strong impact are reported to be the laser power as well as the deposition speed [45]. In addition, preheating also influences the thermal boundary conditions [48].
Within this study, the parameter-dependent dilution with the substrate material leads to a severe shift in the chemical composition, which causes the observed microstructural changes. Even though different process configurations with respect to laser power, deposition speed, and preheating temperature were investigated, the strong dilution appears to be the main influence. Furthermore, due to the interdependencies between preheating temperature, laser power, deposition speed, and resulting dilution, the influence on the microstructure can hardly be evaluated individually for the single parameters.
The overview measurement of the chemical composition of ST1 showed a drop in Al content from approx. 40 at.-% down to 30 at.-%. In this course, an enrichment in Ni, Ta, W, and Co due to the dilution with the substrate took place. This leads to the formation of ß-NiAl dendrites with γ-phase interdentritic regions. These two phases were also validated by EBSD. However, it should be mentioned that γ- and γ′-phases cannot be distinguished by EBSD as their lattice parameters are almost identical. However, the high amount of Co and Cr dissolved within the interdendritic regions suggests the formation of γ-phase. In addition, a second interdendritic phase with a rod- or script-like-morphology has formed. Based on the morphology, EDS, as well as EBSD measurements, this phase appears to be MC, M7C3, and M23C6 carbides. The powder already contains Cr and Ta as carbide-forming elements. Additionally, due to the dilution with the substrate, the coating enriches further in refractory elements such as Cr, Ta, and W, further promoting the formation of carbides. A similar microstructure with the formation of different types of carbides can be observed in ST2 as well as in selected areas in ST3. Besides the enrichment of the coating material in carbide forming elements, also a critical amount of C seems to be present within the powder material, which favours the carbide formation. Within the investigated regions in ST1 and ST2, the formation of the expected intermetallic NiAlTa and Cr2Ta phased could not be observed. However, these deviations from the expected phase distribution are not related to the composition of the feedstock material. They are presumably caused by the change in chemical composition of the coating due to the dilution with the substrate leading to a different phase distribution. A deposition of the feedstock material on a substrate with the same chemical composition would presumably yield the expected Laves phases and lead to a Laves phase–reinforced microstructure as observed in [1, 5]. In certain regions of ST3 (e.g. region 4), only small amounts of carbides and in addition the intermetallic Laves phases NiAlTa and Cr2Ta are present. Hence, in region with strong dilution, Ta is bound during the formation of primary Ta-rich carbides, preventing the precipitation of the desired strengthening Laves phases.
EBSD analysis revealed a variation of grain structure from the substrate over the interface to the top of the coating. At the fusion line between the single-crystal substrate and deposited material, a fine and equiaxed grain structure can be observed. With increasing distance from the substrate, the grain size gradually increases. During solidification, the formation of primary refractory MC carbides such as TaC and WC takes place. These solidified carbides induce a heterogeneous nucleation within the melt pool, leading to the formation of a fine microstructure. The increasing grain diameter with increasing distance to the substrate might be caused by two phenomena. On the one hand, with increasing distance to the substrate, the heat dissipation via the solid substrate decreases leading to a decreased cooling rate with increasing distance from the fusion line. This reduced cooling rate can contribute to a coarsening of the grains. On the other hand, the amount of refractory elements from the CMSX-4 substrate, such as W, is expected also to decrease with increasing distance from the substrate. Thus, the amount of MC carbide-forming refractory elements is lower in the top regions of the melt pool, which also might hinder heterogeneous nucleation. ST2 exhibits a similar grain structure evolution. However, the overall grain size is larger compared to ST1. This is presumably caused by the decrease of temperature gradient and growth rate due to the substrate preheating. At the top region of the coating, a sharp change in grain size can be observed. There, the EBSD phase mapping reveals a sharp transition from a γ-phase-rich microstructure to a β-NiAl-rich microstructure. This indicates how far the coating material is diluted by elements from the substrate. The top region of the coating appears to be almost free from alloying elements of the substrate. Hence, also the enhanced nucleation due to the formation of primary carbides is expected to be less than in the bottom regions. This results in the formation of larger grains. This phenomenon can be also observed in ST3. However, the degree of dilution is significantly lower compared to ST1 and ST2. Thus, ST3 obtains an overall higher share of ß-NiAl and a higher amount of coarse grains. In addition, within ST3, phase analysis indicated the presence of the NiAlTa as well as Cr2Ta Laves phase, which were not found within ST1 and ST2. Due to the reduced intermixing in ST3 and the chemical composition close to the feedstock material, also the phase distribution gets significantly closer to the distribution reported in [5]. Experiments by McGregor et al. [2] also showed the high sensitivity of Ni45.3Al44.7Ta10, to a destabilisation of the Laves phase due to the diffusion with the CMSX-4 substrate. Within this work, the remelting of the substrate and the intermixing of feedstock and substrate material drastically enhances this phenomenon even further.
A comparison of the coating microstructure with the microstructure found in an unmelted particle on top of the coating (Fig. 16) shows that within the regions with a low dilution, ST3 contains the same phases with an addition of γ-phase due to a certain degree of dilution. However, the powder particle shows a significantly smaller grain size, which is presumably caused by the higher cooling rates during the powder atomisation process. The SEM, EDS, and EBSD analyses show that within ST3, large variations in the chemical composition (Fig. 15) and microstructure are present. The SEM images in Fig. 12 show how the microstructure changes due to the locally varying composition. Depending on the spatially resolved composition, the amount of ß-NiAl, γ-phase, carbides, and intermetallic precipitates varies significantly.

Overview EBSD orientation (a) and phase mapping (b) of an unmelted particle on top of the coating as well as detailed EBSD phase mapping within the particle (c)
Besides microstructural variation between and within the investigated samples, also the hardness shows differences. ST1 exhibits a sharp increase of hardness at the fusion line and the smallest standard deviation of the fabricated samples. This suggests a high degree of microstructural homogeneity as well as limited melt pool convection leading to a stable fusion line. The increase in hardness in ST1 is presumably related to the formation of primary MC carbides and their homogeneous distribution. In contrast to this, ST2 shows a reduced hardness, which additionally exhibits an increased degree of a local variation. This might be ascribed to a higher share of ductile and less hard γ-phase that was identified by EBSD. Additionally, the increased melt pool convection due to high temperature preheating leads to a locally varying dilution causing spatially resolved hardness values. Even higher fluctuations of hardness were observed for ST3. However, due to the formation of the intermetallic Laves phases also higher maximum hardness values were obtained for ST3.
5 Summary and conclusion
Within this work, cBN-reinforced NiAl–2.5Ta–7.5Cr single tracks were prepared by L-DED in combination with inductive substrate preheating. The goal of this study was to investigate the processability of NiAl–2.5Ta–7.5Cr by L-DED as a new matrix material for abrasive blade tip coatings with superior high-temperature properties in comparison to the currently used NiCoCrAlY alloys.
Different process configurations and their impact on track morphology, cBN-incorporation, defects, microstructure, and hardness were profoundly analysed. Based on the described results, the following conclusions can be drawn:
-
Using in-situ powder mixing single tracks with a homogeneous distribution of cBN particles could be manufactured. Depending on the processes condition, the distribution of cBN particles within the deposited material varies significantly. The deposition without substrate preheating yields a surface near integration of the cBN particles, whereas the induction-assisted processes caused a deep penetration of the particles into the track.
-
A deposition without preheating leads to a severe formation of cold cracking perpendicular to the welding direction. Applying preheating can eliminate the cold cracking. However, this effect is primarily induced by the reduction of brittle ß-NiAl phase due to high degree of dilution. Induction-assisted deposition with a reduced degree of dilution also yields the formation of cold cracking, which propagates horizontally through the coating.
-
Despite the anticipated Laves-phase-reinforced ß-NiAl-based microstructure, a carbide-reinforced γ-/ß-NiAl-based microstructure is present within the coating. The formation of carbides is presumably enhanced by carbide forming refractory elements, such as Ta, W, and Re from the substrate material. The amount of γ- and ß-NiAl phase depends on the degree of dilution. The microstructure closest to the feedstock material was obtained for the induction-assisted deposition with a reduced feeding speed and laser power.
-
All process configurations yield a significant increase in hardness compared to the substrate material due to the precipitation and carbides as well as Laves phase. Depending on the local degree of dilution, severe hardness variation over the coating cross section can be observed, which also correspond to the microstructural variations.
-
The results show that inductive pre-heating could enable the utilisation of brittle intermetallic alloys such as NiAl–2.5Ta–7.5Cr for blade tip coatings. However, further investigations with the goal of microstructural optimisation and reduction of cBN-induced cracking must be done to overcome the revealed challenges.
References
McGregor MR, Hancock ME, Pallett L et al. Characterising the interaction of a NiAl-based anchor phase with CMSX-4
McGregor MR, Hancock ME, Pallett L et al (2019) Examination of Ni-based superalloy/intermetallic diffusion couples containing multiphase regions. Intermetallics 113:106559. https://doi.org/10.1016/j.intermet.2019.106559
Davenport JR, Mendez-Garcia L, Purkayastha S et al (2014) Material needs for turbine sealing at high temperature. Mater Sci Technol 30:1877–1883. https://doi.org/10.1179/1743284714Y.0000000527
Zeumert B, Sauthoff G (1997) Intermetallic NiAl-Ta alloys with strengthening Laves phase for high-temperature applications. I. Basic properties. Intermetallics 5:563–577. https://doi.org/10.1016/S0966-9795(97)00031-9
Zeumer BA (1994) Zur Entwicklung von Laves-Phasen-verstärkten NiAl-Basis-Legierungen für Anwendungen bei hohen Temperaturen. Zugl.: Aachen, Techn. Hochsch., Diss. Fortschritt-Berichte VDI Reihe 5, Grund- und Werkstoffe, vol 374. VDI-Verl., Düsseldorf
Palm M, Preuhs J, Sauthoff G (2003) Production-scale processing of a new intermetallic NiAl–Ta–Cr alloy for high-temperature application. J Mater Process Technol 136:105–113. https://doi.org/10.1016/S0924-0136(03)00130-4
Palm M, Sauthoff G (2000) Long-term creep and oxidation behavior of a laves phase-strengthened NiAl-Ta-Cr alloy for gas turbine applications. MRS Proc:646. https://doi.org/10.1557/PROC-646-N6.8.1
Mcgregor M (2020) Ni-Al-Ta alloys for high temperature abrasive coatings. PhD Thesis, Apollo - University of Cambridge Repository
Jinoop AN, Paul CP, Bindra KS (2019) Laser-assisted directed energy deposition of nickel super alloys: a review. Proc IMechE 233:2376–2400. https://doi.org/10.1177/1464420719852658
Dass A, Moridi A (2019) State of the art in directed energy deposition: from additive manufacturing to materials design. Coatings 9:418. https://doi.org/10.3390/coatings9070418
Brückner F Modellrechnungen zum Einfluss der Prozessführung beim induktiv unterstützten Laser-Pulver-Auftragschweißen auf die Entstehung von thermischen Spannungen, Rissen und Verzug. PhD Thesis
Kaierle S, Barroi A, Noelke C et al (2012) Review on laser deposition welding: from micro to macro. Phys Procedia 39:336–345. https://doi.org/10.1016/j.phpro.2012.10.046
Marko AJ (2023) Qualitätssicherung beim L-DED-P-Prozess durch Anwendung von künstlichen neuronalen Netzen. PhD Thesis
Graf B, Rethmeier M Laser-Pulver-Auftragschweißen in der additiven Prozesskette für Legierungen aus dem Turbomaschinenbau. PhD Thesis, Fraunhofer IRB-Verlag, Technische Universität Berlin
Mueller M, Franz K, Riede M et al (2023) Influence of process parameter variation on the microstructure of thin walls made of Inconel 718 deposited via laser-based directed energy deposition with blown powder. J Mater Sci 58:11310–11326. https://doi.org/10.1007/s10853-023-08706-x
Maffia S, Chiappini F, Maggiani G et al (2023) Enhancing productivity and efficiency in conventional laser metal deposition process for Inconel 718 - part I: the effects of the process parameters. Int J Adv Manuf Technol 128:5353–5372. https://doi.org/10.1007/s00170-023-12196-1
Mazzucato F, Aversa A, Doglione R et al (2019) Influence of process parameters and deposition strategy on laser metal deposition of 316L powder. Metals 9:1160. https://doi.org/10.3390/met9111160
Brueckner F, Riede M, Müller M et al (2018) Enhanced manufacturing possibilities using multi-materials in laser metal deposition. J Laser Appl:30. https://doi.org/10.2351/1.5040639
Wang Y, Zhou J, Zhang T et al (2023) Effects of WC particles on the microstructure of IN718/WC composite coatings fabricated by laser cladding: a two-dimensional phase-field study. Coatings 13:432. https://doi.org/10.3390/coatings13020432
Yao J, Zhang Q, Liu R et al (2022) Laser cladding of metal-ceramic composites. In: Yao J, Zhang Q, Liu R et al (eds) Laser Applications in Surface Modification, vol 65. Springer Singapore, Singapore, pp 59–81
Tuominen J, Kiviö J, Balusson C et al (2023) High-speed laser cladding of chromium carbide reinforced Ni-based coatings. Weld World 67:2175–2186. https://doi.org/10.1007/s40194-023-01557-9
Huo K, Zhou J, Dai F et al (2021) Particle distribution and microstructure of IN718/WC composite coating fabricated by electromagnetic compound field-assisted laser cladding. Appl Surf Sci 545:149078. https://doi.org/10.1016/j.apsusc.2021.149078
Fu S, Yang L, Wang P et al (2020) Comparison of the microstructure evolution and wear resistance of Ti6Al4V composite coatings reinforced by hard pure or Ni-plated cubic boron nitride particles prepared with laser cladding on a Ti6Al4V substrate. Coatings 10:702. https://doi.org/10.3390/coatings10070702
Sobiyi KK, Akinlabi ET (2017) Microstructure and wear properties of laser-cladded cBN/Ti3Al on pure titanium. Arab J Sci Eng 42:4597–4604. https://doi.org/10.1007/s13369-017-2585-0
Shi K, Du X, Sun Y et al (2023) Microstructure and properties of nickel-clad cubic boron nitride-reinforced ni-based composite coating laser cladding on martensitic stainless steel substrates. J Therm Spray Tech 32:2133–2143. https://doi.org/10.1007/s11666-023-01637-8
Brückner F, Finaske T, Willner R et al (2015) Laser additive manufacturing with crack-sensitive materials. LTJ 12:28–30. https://doi.org/10.1002/latj.201500015
Seidel A, Finaske T, Straubel A et al (2018) Additive manufacturing of powdery Ni-based superalloys Mar-M-247 and CM 247 LC in hybrid laser metal deposition. Metall Mater Trans A 49:3812–3830. https://doi.org/10.1007/s11661-018-4777-y
Rittinghaus S-K, Schmelzer J, Rackel MW et al (2020) Direct energy deposition of TiAl for hybrid manufacturing and repair of turbine blades. Materials (Basel) 13. https://doi.org/10.3390/ma13194392
Rittinghaus S-K, Zielinski J (2021) Influence of process conditions on the local solidification and microstructure during laser metal deposition of an intermetallic TiAl alloy (GE4822). Metall Mater Trans A 52:1106–1116. https://doi.org/10.1007/s11661-021-06139-2
Hauser T, Breese PP, Kamps T et al (2020) Material transitions within multi-material laser deposited intermetallic iron aluminides. Addit Manuf 34:101242. https://doi.org/10.1016/j.addma.2020.101242
Bidron G, Doghri A, Malot T et al (2020) Reduction of the hot cracking sensitivity of CM-247LC superalloy processed by laser cladding using induction preheating. J Mater Process Technol 277:116461. https://doi.org/10.1016/j.jmatprotec.2019.116461
Philip Alexander McNutt An investigation of cracking in laser metal deposited nickel superalloy CM247LC
Harris K, Wahl JB (2004) Improved single crystal superalloys, CMSX-4 (SLS)[La+Y] and CMSX-486. In: Superalloys 2004 (Tenth International Symposium). TMS, pp 45–52
Körner C, Ramsperger M, Meid C et al (2018) Microstructure and mechanical properties of CMSX-4 single crystals prepared by additive manufacturing. Metall Mater Trans A 49:3781–3792. https://doi.org/10.1007/s11661-018-4762-5
Müller M, Labisch CC, Gerdt L et al (2023) Multimaterial direct energy deposition: from three-dimensionally graded components to rapid alloy development for advanced materials. J Laser Appl 35. https://doi.org/10.2351/7.0000788
Müller M, Stellmacher A, Riede M et al (2022) Multimaterial additive manufacturing of graded laves phase reinforced NiAlTa structures by means of laser metal deposition. Adv Eng Mater 24. https://doi.org/10.1002/adem.202100993
Müller M, Enghardt S, Kuczyk M et al (2024) Microstructure of NiAl-Ta-Cr in situ alloyed by induction-assisted laser-based directed energy deposition. Mater Des 238:112667. https://doi.org/10.1016/j.matdes.2024.112667
Chen J-P, Xie S-C, Huang H (2024) In-situ powder mixing for laser-based directed energy deposition of functionally graded materials. Adv Manuf 12:150–166. https://doi.org/10.1007/s40436-023-00460-2
Ramakrishnan A, Dinda GP (2019) Functionally graded metal matrix composite of Haynes 282 and SiC fabricated by laser metal deposition. Mater Des 179:107877. https://doi.org/10.1016/j.matdes.2019.107877
Xu G, Kutsuna M, Liu Z et al (2006) Characteristic behaviours of clad layer by a multi-layer laser cladding with powder mixture of Stellite-6 and tungsten carbide. Surf Coat Technol 201:3385–3392. https://doi.org/10.1016/j.surfcoat.2006.07.210
Brown CU, Donmez MAA (2016) Microstructure analysis for additive manufacturing: a review of existing standards. National Institute of Standards and Technology
Mingard KP (2023) The use of EBSD for analysis of additively manufactured materials. National Physical Laboratory
Hu L (2015) Microstructure, mechanical properties and oxidation resistance of NiAl in-situ composites. PhD Thesis, Rheinisch-Westfälische Technische Hochschule Aachen
Hazzan KE, Pacella M, See TL (2021) Laser processing of hard and ultra-hard materials for micro-machining and surface engineering applications. Micromachines (Basel) 12. https://doi.org/10.3390/mi12080895
Amine T, Newkirk JW, Liou F (2014) An investigation of the effect of direct metal deposition parameters on the characteristics of the deposited layers. Case Stud Therm Eng 3:21–34. https://doi.org/10.1016/j.csite.2014.02.002
Rittinghaus S-K, Molina Ramirez VR, Zielinski J et al (2019) Oxygen gain and aluminum loss during laser metal deposition of intermetallic TiAl. J Laser Appl 31. https://doi.org/10.2351/1.5096974
Liu Y, Xiang D, Wang K et al (2022) Corrosion of laser cladding high-entropy alloy coatings: a review. Coatings 12:1669. https://doi.org/10.3390/coatings12111669
He S, Park S, Shim D et al (2023) Effect of substrate preheating on the microstructure and bending behavior of WC-Inconel 718 composite coating synthesized via laser directed energy deposition. Int J Refract Met Hard Mater 115:106299. https://doi.org/10.1016/j.ijrmhm.2023.106299
Funding
Open Access funding enabled and organized by Projekt DEAL. We gratefully acknowledge financial support by the Federal Ministry for Economic Affairs and Climate Action due to the funding of the project MakTurb with the grant no. 20T1701.
Author information
Authors and Affiliations
Contributions
Conceptualisation: Susanne Schrüfer, Michael Müller, Mirko Riede, and Frank Brueckner; methodology: Michael Müller and Mirko Riede; validation: Michael Müller and Susanne Schrüfer; investigation: Michael Müller and Leonid Gerdt; writing—original draft preparation: Michael Müller; writing—review and editing: Leonid Gerdt, Susanne Schrüfer, Mirko Riede, Elena López, Frank Brueckner, and Christoph Leyens; visualisation: Michael Müller and Leonid Gerdt; supervision: Elena López, Frank Brückner, and Christoph Leyens; project administration: Susanne Schrüfer and Mirko Riede; funding acquisition: Susanne Schrüfer, Mirko Riede, and Frank Brueckner; all authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Müller, M., Gerdt, L., Schrüfer, S. et al. Laser-based directed energy deposition and characterisation of cBN-reinforced NiAl-based coatings. Int J Adv Manuf Technol 134, 657–675 (2024). https://doi.org/10.1007/s00170-024-14032-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-14032-6