
Abstract
In laser-based directed energy deposition (L-DED) of Inconel 718 the microstructure of the fabricated components strongly depends on the applied process parameters and the resulting solidification conditions. Numerous studies have shown that the process parameters deposition speed and laser power have a major influences on microstructural properties, such as dendrite morphology and segregation behavior. This study investigates how changes in these process parameters affect the microstructure and hardness when the line mass, and thus the resulting layer height, are kept constant. This enables the microstructural comparison of geometrically similar specimens that were manufactured with the same number of layers but severely different process parameters. This approach yields the benefit of almost identical geometrical boundary conditions, such as the layer-specific build-height and heat conducting cross section, for all specimens. For microstructural analysis scanning electron microscopy and energy dispersive X-ray spectroscopy were applied and the results evaluated in a quantitative manner. The microstructural features primary dendritic arm spacing, fraction and morphology of precipitated Laves phase as well as the spatially resolved chemical composition were measured along the build-up direction. The occurring cooling rates were calculated based on the primary dendritic arm spacing using semi-empirical models. Three different models used by others researchers were applied and evaluated with respect to their applicability for L-DED. Finally, microhardness measurements were performed for a baseline evaluation of the influence on the materials’ mechanical properties.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Within the last decade laser-based directed energy deposition (L-DED) with blown powder has emerged as a major additive manufacturing technology for repair, modification and the build-up of whole components [1,2,3,4,5]. One of the most common materials for L-DED is the nickel-based superalloy Inconel 718. This alloy exhibits a high tensile and fatigue strength as well as good creep and oxidation resistance at temperatures up to 700 °C. Hence, Inconel 718 is a widely used alloy for applications in the energy and aerospace sector [1, 6,7,8].
Inconel 718 contains major amounts of Ni, Fe, Cr, Nb and Mo as well as minor additions of Al and Ti [7]. Its properties result from a microstructure consisting of L12 (Ni3Al-fcc-γ′) and D022 (Ni3Nb-bct-γ″) precipitates as well as Nb-rich carbides in a ductile A1 matrix (fcc-γ), which is achieved by a solution annealing and aging heat treatment. Due to its low content of γ′ stabilizing elements (e.g. titanium and aluminum) and the resulting resistance to strain-age cracking as well as due to a small solidification range of 49 K under equilibrium conditions Inconel 718 is considered to have a good weldability [9]. However, during non-equilibrium solidification of Inconel 718 the formation of a dendritic microstructure with elemental partitioning takes place inducing chemical gradients between dendritic and interdendritic regions [6, 10]. Especially Nb, exhibiting a partitioning factor of k = 0.4–0.5 (for CMSX-4) tends to segregate into the liquid and accumulates in the interdendritic regions [11]. This enrichment in Nb causes the formation of Niobium carbides (NbC) and a C14 type Laves phase + γ eutectic within the interdendritic regions [12,13,14].
The described phenomena pose two major issues for the processing of Inconel 718 by means of L-DED. On one hand elemental partitioning results in a widening of the solidification range. Investigations by Thavamani et al. [15] and Antonsson et al. [16] showed that due to the enrichment of Nb in the interdendritic regions the solidification range increases up to 180–255 K. The enlargement in solidification range dramatically increases the susceptibility for solidification and liquation cracking during welding as occurring stresses can tear apart the interdentritic liquid film as reported by Segerstark et al. [17], Zhang et al. [18] and Chen et al. [19].
On the other hand the inhomogeneous distribution of the brittle Laves phase yields high stress concentrations at the γ-Laves phase interface. These stress peaks can induce the formation of microcavities, leading to cracking and finally failure [20, 21]. Hence, in L-DED of Inconel 718 an in-depth understanding of the as-built microstructure and the major process-specific influences is mandatory. As shown by various researchers [22,23,24,25,26] the microstructure, namely the dendritic arm spacing, the Laves phase fraction as well as the spatial elemental composition, can be influenced by a variation of process parameters. Work by Sreekanth et al. [24] revealed the influence of a variation of laser power, deposition speed and powder mass rate on the microstructure and hardness of Inconel 718 single tracks. A variation of the laser power between 1200 and 2000 W, an adaption of the deposition speed between 700 and 1100 mm min−1 as well as a change of the powder mass rate between 12.3 and 20 g min−1 was carried out. The results show that, on one hand, single tracks deposited with a low laser power exhibit an early transition from columnar to equiaxed structures as well as an increase Nb segregation. On the other hand, single tracks deposited with a high laser power show a fully columnar microstructure with a decreased segregation of Nb. Hence, due to varying solidification conditions with single weld beads, changes in the primary dendritic arm spacing (PDAS) as well as the Nb segregation can occur [24].
Chen et al. [22] investigated the deposition of wall structures with varying laser power, deposition speed and powder mass rate. They identified the laser power and deposition speed as main influences on the solidification microstructure. A decrease in secondary dendritic arm spacing was observed with increasing overall energy input [22].
Xiao et al. [23] performed a study on the influence of a variation of the deposition speed on the microstructural and mechanical properties of Inconel 718. Within this study cuboid specimens were deposited with a variation in deposition speed between 120 and 840 mm min−1 at a constant laser power of 600 W and powder mas rate of 12 g min−1. The results show a refinement of the dendritic structure with a decrease in primary dendritic arm spacing (PDAS) from 12.6 µm at 120 mm min−1 to 4.6 µm at 840 mm min−1. Furthermore, a reduction of Nb segregation with increasing deposition speed and accordingly increased cooling rates was observed [23].
Yeoh et al. [25] compared the influence of different process parameter configurations, one with high energy input (150 J mm−1) and one with a low energy input (70 J mm−1), on the microstructural and mechanical heterogeneity of manufactured Inconel 718 cuboid specimens. Their study revealed that a lower energy input results in microstructural and mechanical homogeneity, with respect to Nb segregations, grain size and microhardness, along the build-height. However, a high energy input yields a decrease of Nb concentration within dendritic regions as well as a reduced microhardness with increasing build-height [25].
A further influence on the as-built microstructure of Inconel 718 is the interlayer dwell time, as was revealed by Guévenoux et al. [26]. Their work highlights that the addition of interlayer dwell times tremendously changes the microstructure of thin walls made of Inconel 718, even when all other parameters are kept constant. Within their study, a 10 s interlayer dwell time was used allowing the deposited structure to cool down after every layer. This yields a constant melt pool size throughout the build-up and results in a reduced grain size as well as an overall increased structural homogeneity [26].
Hence, numerous studies on the influence of L-DED process conditions on the microstructure of Inconel 718 were performed. However, comprehensive studies on the influence of L-DED process parameters at constant line mass and layer height respectively on the microstructure and hardness have not been published so far. Additionally, interlayer dwell times were barely considered. Moreover, different models have been applied in literature to calculate the cooling rates based on the PDAS, but no comparison of different models and discussion of their applicability for L-DED was done so far. Thus, this work aims to show how a variation of the main process parameters laser power and deposition speed at constant line mass influences the as-built microstructure and the deposited materials’ hardness. Additionally, correlations between process parameters, microstructure and thermal process conditions are investigated by using semi-empirical models. Different models are compared and their applicability for L-DED is discussed.
Materials and methods
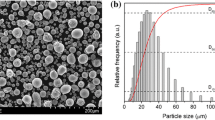
Within this study Inconel 718 powder (Oerlikon Metco, Switzerland) with a Gaussian particle size distribution between D10 = 68.5 µm and D90 = 105.2 µm was used (Fig. 1a). The particle size distribution was measured by means of dynamic image analysis using a CAMSIZER® X2 (Microtrac Retsch GmbH, Germany). According to the manufacturers certificate the used powder material contains 53.00 wt% Ni, 19.10 wt% Cr, 18.20 wt% Fe, 5.04 wt% Nb, 2.99 wt% Mo, 0.78 wt%, 0.45 wt% Al and traces of C, Co, Cu,;Mn, Si and Ta (all below 0.09 wt%). The austenitic chromium-nickel steel AISI 304L (sheet material, t = 10 mm) was utilized as substrate material. The deposition took place in a DMG Mori LASERTEC 65 DED Hybrid using a COAX14 nozzle system (Fraunhofer IWS, Germany) in combination with a 4 kW diode laser with a wavelength range of 900–1080 nm (Laserline GmbH, Germany). Powder feeding was realized using a GTV PF 2/2 disk feeder (GTV Verschleißschutz GmbH, Germany).

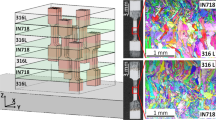
a Particle size distribution of the used Inconel 718 powder material, b Schematic drawing of the fabricated specimen with marked areas investigated by SEM/EDS
Wall specimens (Fig. 1b) with one track per layer were manufactured using the parameters listed in Table 1 applying a bidirectional deposition strategy with 20 s of interlayer dwell time. All wall specimens exhibit a length of 50 mm, a height of 20 mm and a width of 2.8 mm. The deposition speed was increased stepwise for each sample from 300 mm min−1 (Sample S1) to 1500 mm min−1 (Sample S6).
The mass rate and laser power were adapted in order to achieve a constant line mass as well as a similar track geometry and consequently a constant layer height. The values for the line energy Eline as well as the line mass mline are defined as shown in Eqs. (2) and (3) (with laser power PL, powder mass rate \(\dot{m}_{{{\text{powder}}}}\) and deposition speed v) based on [4]. The track geometries were compared using the geometrical values height (h), width (w), aspect ratio and wetting angle (θ). These values were acquired using optical microscopy of cross sections (Fig. 2a) and 3D confocal microscopy of the track surface (Fig. 2b).

a Optical microscopy image of a single track cross section, b 3D confocal microscopy image for single track geometry measurement
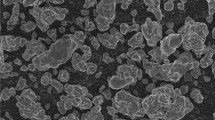
The manufactured samples were analyzed with respect to porosity by optical microscopy (OM) using an OLYMPUS GX51 (Olympus K.K., Japan). Porosity measurement is based on 5 images for each wall specimen (100 × magnification) taken equidistantly along the build-up direction. The porosity values were then calculated from these OM images, which were converted into binary images and evaluated using the software ImageJ (National Institutes of Health, USA). Microstructural characteristics, such as PDAS as shown in Fig. 3a, Laves phase area fraction as well as the chemical composition, were analyzed using scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDS). SEM was performed in a JEOL JSM 6610 LV (JEOL Ltd., Japan). EDS analysis was conducted in dendritic and interdendritic regions as well within Laves phase precipitates (see Fig. 3b) using an Oxford X-Max EDS detector (Oxford Instruments plc, United Kingdom). The applied acceleration voltage for SEM and EDS was 15 kV. For data collection and evaluation the software AZtec (Oxford Instruments plc, United Kingdom) was used.

a Visualization of the primary dendritic arm spacing, b Microstructure of Inconel 718 after laser-based directed energy deposition process in as-built condition
The PDAS measurements are based on 10 images for each wall specimen distributed equidistantly along the build-up direction with a distance of 2 mm between every image. For every image, the distance between 40 well oriented pairs of dendrites was measured using the software ImageJ (National Institutes of Health, USA). Based on this data, statistic values such as standard deviation and mean PDAS were calculated.
Additionally, the Laves phase morphology was evaluated by measuring the ferret diameter of Laves phase precipitates. For this purpose, SEM images taken in the specimen center along the build-up direction with 4 mm distance between each image were analyzed by image analysis using the software ImageJ (National Institutes of Health, USA).
In order to finally describe the process-microstructure relations, the obtained microstructural data is used to approximate the cooling rates based on calculations from Fisher and Kurz [24] according to Eq. (1) with λ1 being the primary dendritic arm spacing, C, m and n material specific coefficients, G the temperature gradient and R the solidification speed.
Results
Single track parameters and geometry
By adapting the laser power and powder mass rate while steadily increasing the deposition speed the process configurations S1 to S6 with similar track geometries could be identified. The reconstructed track profiles based on the 3D confocal microscopy images are shown in Fig. 4.

Reconstructed track profiles based on 3D confocal microscopy images of the track surfaces
The track height varies between 782 and 897 µm with a mean value of 838 µm (σθ = 5.19%). For the track width a variation between 2665 and 2855 µm with a mean value of 2769 µm (σθ = 2.14%) could be obtained. Hence, all tracks show a mean aspect ratio of approx. 3.3. Additionally, the measurements revealed that the wetting angle for all tracks lies between 48° and 55° with a mean value of 51° (σθ = 3.84°).
The evaluation of process parameters shows that while the deposition speed and laser power were increased in a linear but non-proportional manner, the resulting line energy input shows an exponential decay with increasing deposition speed (Fig. 5). At 300 mm min−1 deposition speed (specimen S1) a line energy input of 160 J mm−1 is required to melt the injected material and substrate as well as yield the targeted weld bead shape. With increasing deposition speed the required line energy decreases exponentially to 100 J mm−1 at a deposition speed of 1100 m min−1 (specimen S5) and remains constant while further increasing the deposition speed to 1500 mm min−1 (specimen S6). Hence, due to a constant line mass of 0.015 g mm−1 also the required mass specific energy decreases exponentially with linearly increasing deposition speed from 10.7 kJ g−1 at 300 mm min−1 (specimen S1) down to 6.7 kJ g−1 at 1500 mm min−1 (specimen S6).

Adaption of laser power with increasing deposition speed and resulting line energy input
Wall specimen microstructure
The required single track data was transferred to the manufacturing of wall specimens (as described in “Materials and methods” section). Specimen S3 is depicted as example in Fig. 6. OM images of cross sections perpendicular to the build-up direction are presented in Fig. 7 showing that all applied process parameters yield high geometrical similarity of the built-up structures. From image analysis for all samples a relative density higher than 99.86% was derived. The highest porosity was obtained for S1 exhibiting a porosity of 0.13%. The lowest porosity was found to be 0.07% for S5. These values show that all parameter configuration can be considered suitable for the build-up of multilayer wall structures.

Inconel 718 wall specimen S3 consisting of 20 layers deposited in a bi-directional manner

OM images of cross sections of the wall specimens S1 to S6 (from left to right) (as shown in Fig. 1b)
SEM imaging along the build-up direction at the positions marked in Fig. 1b revealed that all samples show a columnar dendritic microstructure with interdendritic segregations, which is reported to be typical for L-DED fabricated Inconel 718 specimens (Fig. 8) [22, 23]. A mapping of the chemical composition by EDS (Fig. 9) confirms the presence of the Ni-rich matrix (γ-phase) with depletion of Nb in dendritic and enrichment of Nb in interdendritic regions. Furthermore, the mapping shows, as reported in [22], the formation of the Nb-rich Laves phase as well as of Ti–rich nitrides. In order to evaluate the influence of the different thermal boundary conditions during deposition a quantitative evaluation of the PDAS, the Laves phase fraction and the spatial chemical composition was conducted.

SEM (BSE) images of the fabricated specimens (a—S1, b—S2, c—S3, d—S4, e—S5 and f—S6) taken at a sample height of 12 mm showing the dendritic microstructure with interdendritic segregations

EDS mapping of the main elements in Inconel 718 showing the segregation of Nb and Mo in the interdendritic regions
Firstly, the measurement of the Laves phase fraction (Fig. 10a) revealed that all samples exhibit a similar area fraction of Laves phase ranging between a minimum of 2.01% for 700 mm min−1 (specimen S3) and a maximum of 2.32% for 500 mm min−1 (specimen S2). Also the standard deviations are similar for all specimen lying between 0.60% and 0.76%. Hence, the measurement shows no significant impact of the applied variations of deposition speed on the amount of Laves phase being formed. However, all samples show widely spread fractions of Laves phase (between approx. 1% up to approx. 4%) with a high standard deviation.

a Mean fraction of Laves phase for the different investigated deposition speeds, b Mean fraction of Laves phase measured along the build-up direction
The spatially resolved measurement along the build-up direction also shows the broad scattering of the Laves phase fraction within the individual specimens. Even though an impact of welding conditions on the amount of Laves is reported by Xiao et al. [23] no significant impact of build-up height could be observed within the fabricated specimens. However, all specimens show a comparable range of Laves phase fraction along the build-up direction.
For investigating the influence of the build-height on the Laves phase morphology the Feret diameter was determined as described in “Results” section. For this, the specimens S1, S4 and S6 were investigated in detail. The results are presented in Fig. 11a, b. These show no significant change neither of the ferret diameter nor of the aspect ratio with increasing build-height. This also supports the absence of change in Laves phase fraction along the build-up direction. The comparison of the samples S1, S4 and S6 shows a slight decrease in ferret diameter with increasing deposition speed as the mean ferret diameter varies between 2.12 µm (σd = 0.37 µm) for S1, 1.73 µm (σd = 0.27 µm) for S4 and 1.64 (σd = 0.11 µm) for S6. However, as can be seen in Fig. 10a, this change lies within the standards deviations of the single mean Feret diameter values. The aspect ratio for the investigated samples lies within 2.09 (σAR = 0.18 µm) for S4 and 2.56 (σAR = 0.12 µm) for S6. Hence, no relationship between he applied process parameters and the Laves phase aspect ratio can be identified. However, the small aspect ratios show that small isolated Laves phase precipitates are formed rather than long continuous chain-like precipitates. The specimen S1 and S4 show comparable standard deviations for the single aspect ratio measurements, whereas S6 exhibits increase deviation within the single measurements.

Comparison of the Laves phase mean Feret diameter (a) and Laves phase aspect ratio (b) along the build-up direction for the specimens S1, S4 and S6
Secondly, the analysis of the PDAS clearly shows a correlation between the applied deposition speed and the dendritic solidification structure. Overall, with increasing deposition speed an exponential decrease of the PDAS can be observed (Fig. 12a). At a deposition speed of 300 mm min−1 a mean dendritic arm spacing of 8.5 µm (σPDAS = 1.52 µm) was determined. With linearly increasing deposition speed the PDAS exponentially decreases to 4.0 µm (σPDAS = 0.67 µm) at a deposition speed of 1500 mm min−1. Additionally, a reduction of scattering of the PDAS values can be observed with decreasing PDAS. The measurement of the PDAS along the build-up direction (Fig. 12b) confirms the observed decrease of PDAS with increasing deposition speed. However, it also shows that the main refinement of the dendritic structure can be observed between 300 and 700 mm min−1. Above a deposition speed of 700 mm min−1 only a minor refinement and even an overlapping of PDAS values can be observed. Furthermore, as it was already revealed for the Laves phase fraction, also for the PDAS no significant impact on the build-up height could be identified indicating no significant changes in thermal boundary conditions.

a PDAS depending on the applied deposition speed, b PDAS measured along the build-up direction
Finally, the impact of the parameter variation on the partitioning behavior of Nb was investigated as Nb is reported to severely segregate in the interdendritic regions [22,23,24]. The chemical composition was measured by EDS in the dendritic and interdendritic regions as well as in the Laves phase precipitates in an equidistant manner along the build-up direction with a distance of 4 mm between each measurement. The results are shown in Fig. 13. Figure 13a shows the Nb concentration within the dendritic regions and reveals that neither within the individual samples nor between the samples (S1, S4 and S6) significant differences can be identified.

Nb concentration in dendritic (a) and interdendritic (b) regions as well as in the Laves phase (c) measured by EDS along the build-up direction for the samples S1, S4 and S6
The comparison of dendritic and interdendritic regions in Fig. 13a, b confirms the severe segregation of Nb. Within the dendritic regions a mean concentration of 2.33 wt% (σcNb = 0.11 wt%) for S1, 2.24 wt% (σcNb = 0.10 wt%) for S4 and 2.9 wt% (σcNb = 0.14 wt%) for S6 were determined. In comparison to this, dendritic regions revealed a Nb concentration of 8.17 wt% (σcNb = 1.11) for S1, 7.66 wt% (σcNb = 1.04) for S4 and 8.03 wt% (σcNb = 0.63) for S6. Based on this data a mean partitioning coefficient of 0.29 can be approximated. The investigated variation of parameters does not have an impact on the segregation as all samples show similar Nb concentrations and standard deviations. Furthermore, also the Laves phase precipitates show comparable Nb concentrations of 26.37 wt% with a standard deviation of 1.94 wt% for all conditions (Fig. 13c). In addition to this, also no major influence of the build-height on the segregation behavior could be identified.
Hardness measurement
In order to assess the influence of process parameters on the mechanical properties, equidistant hardness testing (HV0.5) along the build-up direction was performed. The results are shown in Fig. 14a, b. Figure 14a shows that all samples exhibit similar hardness values with an overall hardness of 246 HV0.5 and a standard deviation of 10 HV0.5.

a Comparison of the mean HV0.5 values for the samples S1 to S6, b HV0.5 profile along the build-up direction for sample S1
These hardness values in as-built condition correspond well to similar studies by Petrat et al. [27]. As indicated by the standard deviation slight fluctuations can be observed, however, by comparing the individual hardness values no parameter-dependent correlation is evident. The evaluation of the hardness along the build-up direction (Fig. 14b) for the specimens S1, S4 and S6 reveals similar and homogeneous hardness profiles for the three process conditions along the build-up direction. The only hardness values that show significant deviations from each other are those acquired in the last layer with specimen S1 (300 mm min−1) exhibiting 230 HV0.5, S4 (900 mm min−1) 238 HV0.5 and S6 295 HV0.5. This indicates differences in the thermal history and solidification conditions of the last layer compared to the preceding layers.
Cooling rate approximation
The microstructural analysis shows a refinement of the dendritic structure with increasing deposition speed. Hence, a change in cooling conditions, namely solidification rate and temperature gradient, depending on the process parameters can be assumed. For further understanding the variation in process conditions due to the parameter adaption cooling rate approximations were conducted, based on the fundamental work of Fisher and Kurz [28] and experimental studies from Manikandan et al. [29], Gosh et al. [30] and Chen et al. [22] (Table 2). Since the temperature gradient and the solidification rate can hardly be measured during welding Eq. (1) is transformed into Eq. (4) by considering G × R as the cooling rate and taking a and b as material specific constants. Using Eq. (4) with the coefficients listed in Table 2 the cooling rates depending on the PDAS and the deposition speed were calculated.
The mean cooling rates depending on the PDAS for the three different models are presented in Fig. 15a. Since the different models only differ with respect to the coefficients a and b all three models show an exponential correlation between PDAS and cooling rate within the investigated range of values. The results clearly show that a decrease in PDAS is ascribed to increasing cooling rates. For a large PDAS between 6 and 8 µm the models from Manikandan et al. [29] and Chen et al. [22] show similar results of approx. 1100 K s−1. For the same PDAS range the model according to Gosh et al. [30] yields cooling rates of approx. 3100 K s−1. With decreasing PDAS the model according to Manikandan et al. [29] exhibits a gradual exponential increase up to 4139 K s−1 for a PDAS of 4.0 µm, whereas the models according to Chen et al. [22] an Gosh et al. [30] show a steep increase of the maximum cooling rate up to 20,808 K s−1 respectively 17,964 K s−1. However, all three models yield reasonable results within typical cooling rate ranges for L-DED. The correlation of the applied deposition speeds with the calculated cooling rates reveals a linear relationship between cooling rate and deposition speed at constant line mass and adapted laser power (Fig. 15b).

a Calculated cooling rate depending on experimentally determined PDAS, b Calculated mean cooling rate for the investigated deposition speeds
Discussion
Within the scope of the parameter development it was found that even though the line mass was kept constant for all samples at low deposition speed, a higher line energy is required to yield a comparable weld bead geometry. The observed relationship between the deposition speed and the required line mass can be described as an exponential function (Fig. 5). The applied line energy has to meet two criteria to be sufficient for the deposition process. Firstly, the energy input must be high enough to create a stable melt pool on the substrate surface, which is capable of absorbing the injected powder [31]. Secondly, the applied energy input has to sufficiently preheat the powder particles in the laser-powder interaction zone to achieve a full melting of particles before the melt pool solidifies [31]. During the deposition process the laser beam is attenuated due to reflection as well as absorption of the powder stream and only a fraction of the applied power reaches the substrate material [31]. Additionally, energy losses due to radiation, convection, conduction as well as reflection by the substrate have to be taken into consideration [32]. Studies by Liu et al. [32] showed that approximately 36% of the applied energy is finally absorbed by the substrate. Hence, the applied energy input has to be high enough to compensate the occurring energy loss. Therefore, within the performed parameter development, the applied laser power could be reduced proportionally to the deposition speed only to a lower limit, which was identified for the used set up at approximately 1300 W. Below this limit the laser power cannot be reduced proportionally anymore as the energy input is not sufficient for compensating the energy loss. Thus, an exponential increase of the required laser power at low welding speeds can be observed in the presented study.
The solidification microstructure is primarily determined by the parameters temperature gradient (G) and the solidification rate (R) [4, 33]. Depending on the combination of these two parameters the solidification morphology can vary from planar, over cellular to dendritic (cellular, columnar or equiaxed). The product of G and R describes the cooling rate. If G and R change but the ratio G R−1 remains constant the solidification type remains the same. A coarsening can be observed at decreasing G R−1 and a refinement at increasing values for G R−1 [4, 33].
Due to the focused energy input by laser radiation as well as due to the moving heat source, which causes rapid heat dissipation into the substrate, the L-DED process is characterized by high cooling rates between 103 and 104 K s−1 and high resulting solidification rates [34, 35]. These and the additional directional heat dissipation into the substrate generally cause a typical columnar dendritic solidification structure of Inconel 718 processed by L-DED, which can be also seen in the investigated samples [1, 27]. As heat dissipation conditions change over the weld bead height because of the reduced heat conduction into the substrate a change from columnar dendritic to equiaxed dendritic microstructure can be observed [24]. However, in multilayer L-DED these equiaxed dendritic regions are mostly remelted during the deposition of consecutive layers [26].
The investigated cross sections show a columnar dendritic microstructure with a significant refinement with increasing deposition speed and cooling rate from 8.5 µm down to 4.0 µm. This is in good agreement with results presented by Xiao et al. [23] who report PDAS between 12.6 and 4.6 µm for different deposition speeds as well as with data shown by Fang et al. [36] who presented values between 17 and 6 µm. Moreover, also Wolff et al. [37], who used the same DED machine for their experiments, report PDAS values between 8 µm and 4 µm for laser power values between 1000 and 2000 W. The solidification morphology suggests an increase in G and R at constant G R−1. The grain refinement is ascribed to an increased nucleation rate and a higher amount of nuclei [37, 38]. In previous work from Xiao et al. [23] the transition of a columnar to equiaxed dendritic structure due to an increase of deposition speed at constant laser power is reported. This indicates that during a mere increase of deposition speed the solidification rate R increases, whereas the temperature gradient decreases. In our study, we found that an increase in deposition speed while adapting the laser power for achieving constant layer height seems to increase G as well as R as no transition in microstructure could be observed [33].
The calculation of cooling rates based on the measured PDAS shows that all three models confirm the increase in cooling rate with increasing deposition speed, which is causing the refinement of the solidification morphology. However, using the models according to Gosh (a = 800, b = 0.57) [30] and Chen (a = 80, b = 0.33) [22] yields maximum cooling rates of approx. 18 × 103 to 20 × 103 K s−1. In experimental investigations by Jeong et al. [39] on cooling rate measurement in L-DED with a comparable system set cooling rates for a varying line energy between 103 and 104 K s−1 were measured. This is also in line with results from Xiao et al. [23]. Hence, in comparison with the gathered data these models do not seem to be suitable for an approximation of cooling rates in L-DED of Inconel 718. However, the model proposed by Manikandan (a = 518.39, b = 0.592) [29] appears to fit very well to expected and also reported values in [39] and [23] as it yields cooling rates between 103 and 4 × 103 K s−1 for the investigated parameter field. Also simulation results presented in [40], primarily predicting cooling rates between 500 and 5000 K s−1, correspond well to the data obtained in this study. Thus, this model might be beneficial for evaluating complex parts regarding locally varying cooling rates.
The overall Laves phase area fraction of 2.16% corresponds to findings from Stevens et al. [41], Siu et al. [42] and to results from Sreekanth et al. [24, 43] for certain parameter combinations. However, these values have to be considered as very low for Inconel 718 in as-built condition compared to other studies from Xiao et al. [23] or Liu et al. [34]. No significant impact of the deposition speed and resulting cooling rates (103 to 104 K s−1) on the area fraction could be identified. However, studies from Xiao et al. [23] also report that only a minor change in Laves phase fraction can be observed at cooling rates over 1.2 × 103 K s−1 up to 2.6 × 103 K s−1, which confirms the findings in this study. Since the brittle Laves phase is detrimental for the mechanical properties of Inconel 718 the low area fraction is considered as beneficial, which applies especially for non-heat-treated repaired or coated parts [24]. Additionally, the small fraction of Laves phase for all samples also suggests that during the deposition of the thin wall specimen, the multiple remelting and cyclic heat input causes effects similar to those of a short-term solution heat treatment as investigated by Liu et al. [44]. The Laves phase morphology, with a Feret diameter between 1.64 µm and 2.12 µm and an aspect ratio between 2.09 and 2.56 corresponds very well to values acquired by Ozcan et al. [45].
The obtained values for the dendritic Nb concentration fit very well to findings from Antonsson et al. [16]. However, the segregation of Nb showed no significant correlation to the applied deposition speed and resulting cooling rates as the dendrite cores, the interdendritic regions and also the Laves phase precipitates show constant concentrations of Nb for all process conditions. Hence, it can be assumed that within the rather narrow window of cooling rates between 103 and 4 × 103 K s−1 no significant change of Nb diffusion and resulting micro segregations takes place. This assumption is additionally supported by the fact that all samples show similar hardness values between 240 and 254 HV0.5. Similar hardness values were also obtained Gullipalli et al. [46] as well as Kumara et al. [47].
In contrast to other work by, e.g. Xiao et al. [23] and Chen et al. [22], neither for the PDAS nor the Laves phase fraction or morphology a change with increasing build-height was observed. Also no changes in the Nb segregation behavior or hardness were found with increasing build-height. Hence, along the build-up direction homogeneous solidification conditions are expected. Similar homogeneous microstructures were also observed in [25] and [48] when parameter configurations with a low energy input were used. This indicates that tailored process conditions with a low thermal impact on the already solidified structure can lead to microstructural homogeneity along the build-up direction. However, in comparison to [25] and [48] the process parameters applied in this study exhibit a higher energy input. Within this work, the main contribution to the homogeneous microstructure is expected to be the interlayer dwell time of 20 s. As can be seen in [26] the application of dwell times can tremendously increase overall homogeneity of the microstructure and reduce the thermal impact as an excessive heat up of the part is avoided and a constant interlayer temperature and resulting melt pool size is achieved. This homogenization effect was also observed by Foster et al. [49]. Within their work a homogenization effect was achieved for L-DED of Inconel 625 and Ti–6Al–4V by applying 20 s of interlayer dwell time. A further increase to 40 s did not yield a significant further effect [49]. With respect to Laves size and fraction also Ma et al. [50] report an increase of both with increasing energy input during the deposition.
Hence, the applied 20 s of dwell time are assumed to be sufficient to achieve that every layer is deposited under similar thermal boundary conditions. Hence, this is expected to yield the observed microstructural and mechanical homogeneity over the full build-height. If interlayer dwell times are not applied an increased heat up of the part and changing cooling rates with increasing build-height can be expected.
Summary and conclusion
This study investigated the influence of process parameter variation at constant line mass on the microstructure of thin walls made of Inconel 718 deposited by L-DED with blown powder. A detailed quantitative microstructural analysis with respect to PDAS, Laves phase fraction, segregation behaviour and microhardness was carried out. As a result of these investigations, the following main findings were obtained and conclusions drawn:
-
(1)
At varying deposition speeds, the laser power and the powder mass rate need to be adjusted in order to obtain a similar layer height at different process parameters. It was observed that for the given process setup, a minimum laser power of 800 W, resulting in a line energy of 160 J mm−1, is required to achieve a suitable weld bead geometry. As the deposition rate increases, an exponential decrease in the required line energy is observed down to 100 J mm−1 for a deposition speed of 1100 mm min−1. This phenomenon is attributed to the need for a minimum energy input to achieve a stable melt pool on the substrate capable of absorbing the injected powder particles.
-
(2)
With increasing deposition speed a decrease of the PDAS, hence a refinement of the characteristic dendritic structure and no change from a columnar to an equiaxed morphology was observed. The refinement is caused by higher cooling rates (G x R) due to the rising deposition speeds. However, since no change in morphology type could be seen, it can be assumed that the combination of increase deposition speed and adapted laser power yields a constant ratio of solidification rate and temperature gradient (G R−1).
-
(3)
A correlation of the PDAS with different semi-empirical models taken from literature showed that a mathematical description according to Eq. (2) using the coefficients a = 518.39 and b = 0.592 delivers reasonable values for the occurring cooling rates, which also fit experimental results from other research groups. Hence, this model might be beneficial to evaluate locally varying cooling rates in complex parts.
-
(4)
The examination of the Laves phase fraction, morphology and the segregation behavior of Nb showed that for all build-heights and process conditions respectively cooling rates, no significant correlation can be identified. In accordance to this, no significant influence of the parameter variation on the micro hardness was identified. This microstructural homogeneity within the individual samples as well as between the different manufacturing conditions can beneficially contribute to the overall part integrity of complex components and homogeneous heat treatment response.
Data availability
The data that support the findings of this study are available on request from the corresponding author. The data are not publicly available due to privacy or ethical restrictions.
References
Jinoop A, Paul C, Bindra K (2019) Laser-assisted directed energy deposition of nickel super alloys: a review. Proc Inst Mech Eng Part L J Mater Des Appl. https://doi.org/10.1177/1464420719852658
Kaierle S, Barroi A, Noelke C (2012) Review on laser deposition welding: from micro to macro. Phys Procedia 39:336–345. https://doi.org/10.1016/j.phpro.2012.10.046
Polenz S, Kolbe C, Bittner F, López E, Brückner F, Leyens C (2021) Integration of pure copper to optimize heat dissipation in injection mould inserts using laser metal deposition. J Laser Appl. https://doi.org/10.2351/7.0000303
Dass A, Moridi A (2019) State of the art in directed energy deposition: from additive manufacturing to materials design. Coatings 9:418. https://doi.org/10.3390/coatings9070418
Ahn DG (2021) Directed energy deposition (DED) process: state of the art. Int J Precis Eng Manuf Green Tech 8:703–742. https://doi.org/10.1007/s40684-020-00302-7
Bürgel R (2011) Handbuch Hochtemperatur-Werkstofftechnik: Grundlagen, Werkstoffbeanspruchungen, Hochtemperaturlegierungen; Vieweg+Teubner Verlag Wiesbaden. Wiesbaden. https://doi.org/10.1007/978-3-322-99904-7
INCONEL 718: Age-hardenable nickel-base alloy. Alloy Dig 10(4):65 (1961). https://doi.org/10.31399/asm.ad.ni0065
Paulonis DF, Schirra JJ (2001) Alloy 718 at Pratt & Whitney: historical perspective and future. Challenges. https://doi.org/10.7449/2001/Superalloys_2001_13_23
Shaikh A (2018) Development of a γ’ precipitation hardening Ni-base superalloy for additive manufacturing. https://doi.org/10.13140/RG.2.2.11472.81921
Deng D (2018) Additively manufactured Inconel 718: microstructures and mechanical properties, Licentiate dissertation. Linköping University Electronic Press. https://doi.org/10.3384/lic.diva-144491
Knorovsky GA, Cieslak MJ, Headley TJ (1989) INCONEL 718: a solidification diagram. Metall Mater Trans A 20:2149–2158. https://doi.org/10.1007/BF02650300
Wang X, Liu PW, Ji Y (2019) Investigation on microsegregation of IN718 alloy during additive manufacturing via integrated phase-field and finite-element modeling. J Mater Eng Perform 28:657–665. https://doi.org/10.1007/s11665-018-3620-3
Shi X, Duan S, Yang W, Guo H, Guo J (2018) Solidification and segregation behaviors of superalloy IN718 at a slow cooling rate. Materials. https://doi.org/10.3390/ma111223
Witzel J (2014) Qualifizierung des Laserstrahl-Auftragschweißens zur generativen Fertigung von Luftfahrtkomponenten. Ph.D. thesis, RWTH Aachen University, Germany
Thavamani R, Balusamy V, Nampoothiri J (2018) Mitigation of hot cracking in Inconel 718 superalloy by ultrasonic vibration during gas tungsten arc welding. J Alloys Compd 740:870–878. https://doi.org/10.1016/j.jallcom.2017.12.295
Antonsson T, Fredriksson H (2005) The effect of cooling rate on the solidification of INCONEL 718. Metall Mater Trans B 36:85–96. https://doi.org/10.1007/s11663-005-0009-0
Segerstark A, Andersson J, Svensson LE (2018) Effect of process parameters on the crack formation in laser metal powder deposition of alloy 718. Metall Mater Trans A 49:5042–5050. https://doi.org/10.1007/s11661-018-4767-0
Zhang Y, Yang L, Chen T (2017) Sensitivity of liquation cracking to deposition parameters and residual stresses in laser deposited IN718 alloy. J Mater Eng Perform 26:5519–5529. https://doi.org/10.1007/s11665-017-2966-2
Chen Y, Zhang K, Huang J (2016) Characterization of heat affected zone liquation cracking in laser additive manufacturing of Inconel 718. Mater Des 90:586–594. https://doi.org/10.1016/j.matdes.2015.10.155
Sui S, Tan H, Chen J (2019) The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater 164:413–427. https://doi.org/10.1016/j.actamat.2018.10.032
Sui S, Chen J, Zhang R (2017) The tensile deformation behavior of laser repaired Inconel 718 with a non-uniform microstructure. Mater Sci Eng A 688:480–487. https://doi.org/10.1016/j.msea.2017.01.110
Chen, B.; Mazumder, J.: Role of process parameters during additive manufacturing by direct metal deposition of Inconel 718. Rapid Prototyping Journal, 2017
Xiao H, Liu X, Xiao W (2022) Influence of molten-pool cooling rate on solidification structure and mechanical property of laser additive manufactured Inconel 718. J Mark Res 19:4404–4416. https://doi.org/10.1016/j.jmrt.2022.06.162
Sreekanth S, Hurtig K, Joshi S (2021) Influence of laser-directed energy deposition process parameters and thermal post-treatments on Nb-rich secondary phases in single-track Alloy 718 specimens. J Laser Appl. https://doi.org/10.2351/7.0000259
Yeoh YC, Macchi G, Jain E, Gaskey B, Raman S, Tay G et al (2021) Multiscale microstructural heterogeneity and mechanical property scatter in Inconel 718 produced by directed energy deposition. J Alloys Compd 887:161426. https://doi.org/10.1016/j.jallcom.2021.161426
Guévenoux C, Hallais S, Charles A (2020) Influence of interlayer dwell time on the microstructure of Inconel 718 Laser Cladded components. Opt Laser Technol 128:106218. https://doi.org/10.1016/j.optlastec.2020.106218ff.ffhal-02517596
Petrat T, Brunner-Schwer C, Graf B (2019) Microstructure of Inconel 718 parts with constant mass energy input manufactured with direct energy deposition. Procedia Manuf 36:256–266. https://doi.org/10.1016/j.promfg.2019.08.033
Kurz W, Fisher DJ (1984) Fundamentals of solidification. Trans Tech Publications. https://doi.org/10.1002/crat.2170210909
Manikandan SGK, Sivakumar D, Kalvala P, Kamaraj M (2014) Effect of weld cooling rate on Laves phase formation in Inconel 718 fusion zone. J Mater Process Technol 214:358–364
Ghosh S, Ma L, Ofori-Opoku N, Guyer J (2017) On the primary spacing and microsegregation of cellular dendrites in laser deposited Ni–Nb alloys. Model Simul Mater Sci Eng 25:065002
Brückner F (2012) Modellrechnungen zum Einfluss der Prozessführung beim induktiv unterstützten Laser-Pulver-Auftragschweißen auf die Entstehung von thermischen Spannungen, Rissen und Verzug. Technical University, Dresden, 2011. Fraunhofer Verl, Stuttgart. http://www.bookshop.fraunhofer.de/buch/238243
Pinkerton A (2007) An analytical model of beam attenuation and powder heating during coaxial laser direct metal deposition. J Phys D Appl Phys
Lee Y, Nordin M, Babu SS (2014) Effect of fluid convection on dendrite arm spacing in laser deposition. Metall Mater Trans B 45:1520–1529. https://doi.org/10.1007/s11663-014-0054-7
Liu Z, Wang X, Wuest T, Zhang H (2020) Modeling and experimental analysis of energy attenuation and partitioning during laser based direct energy deposition. Procedia Manuf 48:656–662
Saboori A, Aversa A, Marchese G, Biamino S, Lombardi M, Fino P (2019) Application of directed energy deposition-based additive manufacturing in repair. Appl Sci 9:3316. https://doi.org/10.3390/app9163316
Fang L, Cheng L, Glerum JA (2022) Data-driven analysis of process, structure, and properties of additively manufactured Inconel 718 thin walls. npj Comput Mater 8:126. https://doi.org/10.1038/s41524-022-00808-5
Wolff SJ, Gan Z, Lin S, Bennett JL, Yan W, Hyatt G et al (2019) Experimentally validated predictions of thermal history and microhardness in laser-deposited Inconel 718 on carbon steel. Addit Manuf 27:540–551. https://doi.org/10.1016/j.addma.2019.03.019
Nie P, Ojo OA, Li Z (2014) Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater 77:85–95. https://doi.org/10.1016/j.actamat.2014.05.039
Jeong J, Webster S, Liao S (2022) Cooling rate measurement in directed energy deposition using photodiode-based Planck thermometry (PDPT). Addit Manuf Lett. https://doi.org/10.1016/j.addlet.2022.100101
Xiao W, Li S, Wang C, Shi Y, Mazumder J, Xing H, Song L (2019) Multi-scale simulation of dendrite growth for direct energy deposition of nickel-based superalloys. Mater Des 164:107553. https://doi.org/10.1016/j.matdes.2018.107553
Stevens EL, Toman J, To AC, Chmielus M (2017) Variation of hardness, microstructure, and Laves phase distribution in direct laser deposited alloy 718 cuboids. Mater Des 119:188–198. https://doi.org/10.1016/j.matdes.2017.01.031
Sui S, Chen J, Li Z, Li H, Zhao X, Tan H (2020) Investigation of dissolution behavior of laves phase in inconel 718 fabricated by laser directed energy deposition. Addit Manuf 32:101055. https://doi.org/10.1016/j.addma.2020.101055
Sreekanth S, Ghassemali E, Hurtig K, Joshi S, Andersson J (2020) Effect of direct energy deposition process parameters on single-track deposits of alloy 718. Metals 10(1):96. https://doi.org/10.3390/met10010096
Liu F, Lyu F, Liu F (2020) Laves phase control of inconel 718 superalloy fabricated by laser direct energy deposition via δ aging and solution treatment. J Mark Res 9(5):9753–9765. https://doi.org/10.1016/j.jmrt.2020.06.061
Ozcan B (2023) Implementation of neutron diffraction characterization techniques for direct energy deposition of Ni-based superalloys. Technische Universität Dresden, Dresden
Gullipalli C, Burad P, Thawari N, Bhatt J, Gupta TVK (2022) Microstructure evolution in direct energy deposited multilayer Inconel 718. Arab J Sci Eng 47(7):7985–7994. https://doi.org/10.1007/s13369-021-05899-8
Kumara C, Segerstark A, Hanning F, Dixit N, Joshi S, Moverare J, Nylén P (2019) Microstructure modelling of laser metal powder directed energy deposition of alloy 718. Addit Manuf 25:357–364. https://doi.org/10.1016/j.addma.2018.11.024
Jamieson CD, Brennan MC, Spurgeon TJ, Brown SW, Keist JS, Reutzel EW (2022) Tailoring alloy 718 laser directed energy deposition process strategies for repair applications. J Laser Appl 34(1):12018. https://doi.org/10.2351/7.0000534
Foster BK, Beese AM, Keist JS, McHale ET, Palmer TA (2017) Impact of interlayer dwell time on microstructure and mechanical properties of nickel and titanium alloys. Metall Mater Trans A 48(9):4411–4422. https://doi.org/10.1007/s11661-017-4164-0
Ma M, Wang Z, Zeng X (2015) Effect of energy input on microstructural evolution of direct laser fabricated IN718 alloy. Mater Charact 106:420–427. https://doi.org/10.1016/j.matchar.2015.06.027
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
Conceptualization: MM; methodology: MM; validation: MM and KF; formal analysis, MM and KF.; investigation, MM and KF.; writing—original draft preparation, MM; writing—review and editing, MR, EL, FB and CL; visualization, MM; supervision, MR and FB; project administration, MM, EL and FB; funding acquisition, EL, FB and CL. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Sophie Primig.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mueller, M., Franz, K., Riede, M. et al. Influence of process parameter variation on the microstructure of thin walls made of Inconel 718 deposited via laser-based directed energy deposition with blown powder. J Mater Sci 58, 11310–11326 (2023). https://doi.org/10.1007/s10853-023-08706-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-023-08706-x